Каким подготовительным кодом программируется стандартный цикл сверления: Подготовительные коды системы ЧПУ HAAS. — LAUFER-CNC
Содержание
Подготовительные коды системы ЧПУ HAAS. — LAUFER-CNC
Подготовительные коды системы ЧПУ HAAS.
G-коды используются для задания конкретных действий станка, например, простых движений или функций сверления. Ими можно задавать также и более сложные действия, от циклов сверления болтовых отверстий до не вертикальной обработки.
G-коды делятся на группы. Каждая группа является командами определенного назначения. К примеру, G-коды группы 1 задают движение по осям станка из точки в точку, а группа 7 относится к функции коррекции на инструмент
В каждой группе есть основной G-код, так называемый G-код по умолчанию. Это код, который используется станком в том случае, если не указан другой код данной группы К примеру, если запрограммировать движение осей X, Y и Z как X-2. Y-3. Z-4. позиционирование произойдет с использованием G00. (Следует иметь в виду, что правильным подходом к программированию является использование G-кода перед любыми перемещениями).
G-коды по умолчанию для каждой группы отображаются на экране Current Commands (Текущие команды) в правом верхнем углу. Если задается другой G-код из данной группы, он отображается на экране Текущие команды.
Если задается другой G-код из данной группы, он отображается на экране Текущие команды.
G-коды могут быть модальными и не модальными. Модальный G-код, будучи заданным, действует до конца программы или до тех пор, пока не будет задан другой G-код той же группы. Не модальный G-код действует только в пределах строки; следующая строка программы не подпадает под действие не модального G-кода из предыдущих строк.
Не модальными являются коды группы 00, остальные группы кодов модальные. G-коды группы 01 отменяют коды группы 09 (стандартные циклы), к примеру, если активен стандартный цикл (от G73 до G89), использование G00 или G01 отменит стандартный цикл.
Стандартные циклы
Стандартные циклы используются для упрощения программирования обработки детали, например, для большинства часто повторяемых операций оси Z, таких как сверление, нарезание резьбы или расточка. Стандартные циклы не будут работать с кодами G группы 00. Для дальнейшей информации и примеров программ см. конкретные G-коды стандартный циклов.
G00 Быстрое перемещение (группа 01)
G01 Перемещение с использованием линейной интерполяции (группа 01)
G02 Перемещение с использованием круговой интерполяции по часовой стрелке /
G03 Перемещение с использованием круговой интерполяции против часовой стрелки (группа 01)
G04 Пауза (группа 00)
G09 Точная остановка (группа 00)
G10 Установленные смещения (группа 00)
G12 Фрезерование глубоких выемок по часовой стрелке/
G13 Фрезерование глубоких выемок против часовой стрелки (группа 00)
G17 Плоскость XY, G18 плоскость ZX и G19 плоскость YZ (группа 02)
G20 Выбор измерения в дюймах /
G21 Выбор измерения в метрических единицах (группа 06)
G28 Возврат в нуль станка через опциональную точку отсчета G29 (группа 00)
G29 Возврат из точки отсчета (группа 00)
G31 Подача до пропуска (группа 00)
G35 Автоматическое измерение диаметра инструмента (группа 00)
G36 Автоматическое измерение центра смещения детали (группа 00)
G37 Автоматическое измерение смещения инструмента (группа 00)
G40 Отмена коррекции на режущий инструмент (группа 07)
G41 Двухмерная коррекция на режущий инструмент влево/
G42 Двухмерная коррекция на режущий инструмент вправо (группа 07)
G43 Коррекция на длину инструмента + (Прибавление) /
G44 Коррекция на длину инструмента — (Вычитание) (группа 08)
G47 Гравировка текста (группа 00)
G49 Отмена G43/G44/G143 (Группа 08)
G50 Отмена масштабирования (группа 11)
G51 Масштабирование (группа 11)
G52 Установка системы рабочих координат YASNAC (группа 00 или 12)
G53 Не модальный выбор координат станка (группа 00)
G54-59 Выбор системы рабочих координат #1 — #6 (группа 12)
G60 Позиционирование в одном направлении (группа 00)
G61 Режим точной остановки (группа 13)
G64 Отмена G61 (группа 13)
G68 Поворот (группа 16)
G69 Отмена поворота G68 (группа 16)
G70 Круг болтовых отверстий (группа 00)
G71 Дуга болтовых отверстий (группа 00)
G72 Болтовые отверстия вдоль угла (группа 00)
G73 Стандартный цикл скоростного сверления со ступенчатой подачей (группа 09)
G74 Стандартный цикл реверсного нарезания резьбы (группа 09)
G76 Стандартный цикл чистовой расточки (группа 09)
G77 Стандартный цикл растачивания в обратном направлении (группа 09)
G80 Отмена стандартного цикла (группа 09)
G81 Стандартный цикл сверления (группа 09)
G82 Стандартный цикл засверливания (группа 09)
G83 Стандартный цикл обычного сверления со ступенчатой подачей (группа 09)
G84 Стандартный цикл нарезания резьбы (группа 09)
G85 Стандартный цикл расточки (группа 09)
G86 Стандартный цикл расточки и останова (группа 09)
G87 Стандартный цикл расточки и ручного отвода (группа 09)
G88 Стандартный цикл расточки, паузы и ручного отвода (группа 09)
G89 Стандартный цикл расточки, паузы и отвода (группа 09)
G90 Команды абсолютного позиционирования (группа 03)
G91 Команды позиционирования приращениями (группа 03)
G92 Установка значений смещений системы рабочих координат (группа 00)
G93 Режим обратно зависимой подачи (группа 05)
G94 Режим подачи в минуту (группа 05)
G95 Подача на оборот (группа 05)
G98 Возврат в начальную точку стандартного цикла (группа 10)
G99 Возврат в плоскость R стандартного цикла (группа 10)
G100 Отмена зеркального отображения (группа 00)
G101 Включение зеркального отображения (группа 00)
G102 Программируемый вывод на RS-232 (группа 00)
G103 Предел буферизации блоков (группа 00)
G107 Цилиндрическое отображение (группа 00)
G110-G129 Система координат #7-26 (группа 12)
G136 Автоматическое измерение центра смещения детали (группа 00)
G141 Положительная трехмерная коррекция на режущий инструмент (группа 07)
G143 Положительная коррекция на длину инструмента по пятой оси (группа 08)
G150 Фрезерование глубоких выемок общего назначения (группа 00)
G153 Стандартный цикл скоростного сверления со ступенчатой подачей с использованием пятой оси (группа 09)
G154 Выбор рабочих координат P1-P99 (группа 12)
G155 Стандартный цикл реверсного нарезания резьбы с использованием пятой оси (группа 09)
G161 Стандартный цикл сверления с использованием пятой оси (группа 09)
G162 Стандартный цикл засверливания с использованием пятой оси (группа 09)
G163 Стандартный цикл обычного сверления со ступенчатой подачей с использованием пятой оси (группа 09)
G164 Стандартный цикл нарезания резьбы с использованием пятой оси (группа 09)
G165 Стандартный цикл расточки с использованием пятой оси (группа 09)
G166 Стандартный цикл расточки и останова с использованием пятой оси (группа 09)
G169 Стандартный цикл расточки и паузы с использованием пятой оси (группа 09)
G174 Невертикальное жесткое нарезание резьбы против часовой стрелки (группа 00)
G184 Невертикальное жесткое нарезание резьбы по часовой стрелке (группа 00)
G187 Контроль точности (группа 00)
G188 Получение программы из таблицы планировки приспособлений (группа 00)
Цикл сверления G81 Fanuc и Haas
Цикл сверления G81 используется для простых операций сверления / точечного сверления.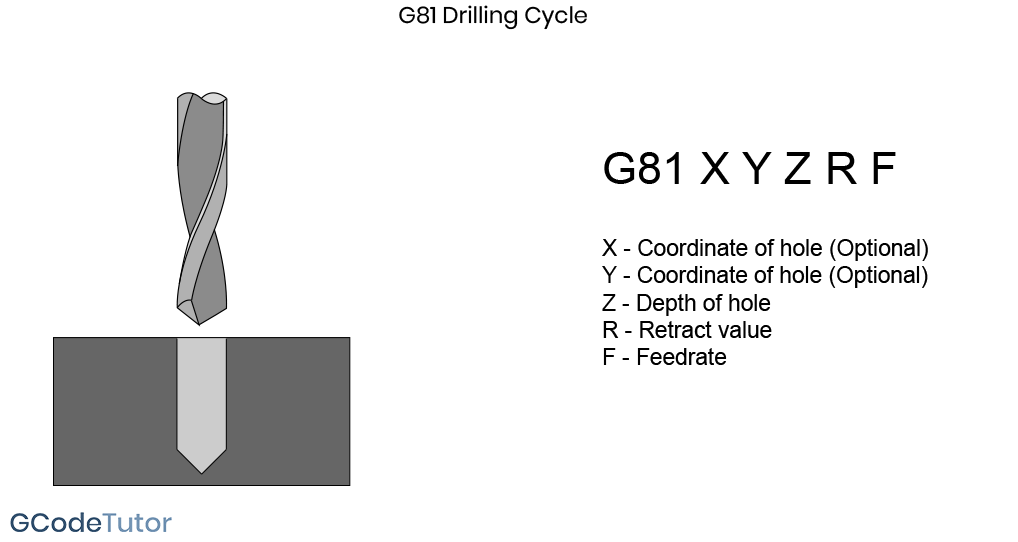
Элементы управления фрезерными станками с ЧПУ, такие как Fanuc, Haas и т. д., имеют множество стандартных постоянных циклов, встроенных в систему управления с ЧПУ, эти постоянные циклы облегчают жизнь программиста / установщика / оператора станка с ЧПУ, поскольку постоянные циклы легко программировать и отлаживать.
Синтаксис
G81 X... Y... Z... R... K... F...
| Параметр | Описание |
|---|---|
| X | Положение отверстия по оси X. |
| Y | Положение отверстия по оси Y. |
| Z | Глубина, инструмент будет перемещаться с подачей на глубину Z, начиная с плоскости R. |
| R | Положение плоскости R. |
| K | Количество повторений цикла (при необходимости) |
| F | Скорость подачи. |
После определения цикла сверления G81 постоянный цикл повторяется в каждой позиции XY в последовательных кадрах.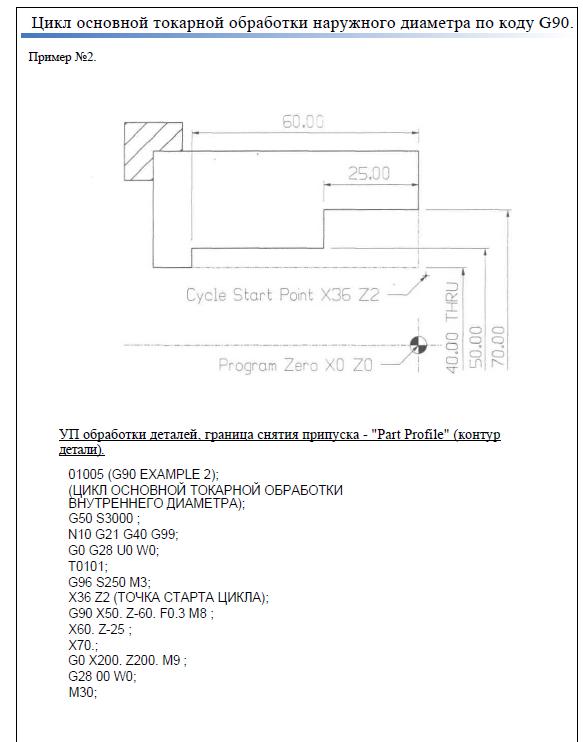 Таким образом, он должен быть отменен с помощью G80.
Таким образом, он должен быть отменен с помощью G80.
Использование
N30 G81 X10 Y30 Z-17 R2 F75 N40 Y10 N50 X30 N60 Y30 N70 X90 N80 Y10 N90 G80
В приведенном выше примере сверление начнется с цикла сверления G81 в X10 Y30, поэтому первое сверление будет в X10 Y30, затем второе в Y10, третье в X30, четвертое в Y30, пятое в X90 и последнее в Y10, потому что следующий блок имеет код G80, поэтому цикл сверления больше не будет повторяться.
Работающий
Здесь кратко описано, как работает цикл сверления G81,
1- Ускоренный переход к заданному положению оси x, y (положение сверления).
2- Ускоренный переход в положение плоскости R.
3- Сверление с заданной подачей из положения R-плоскости в положение Z-глубины.
4- Ускоренный переход на начальный уровень или R-плоскость зависит от режимов G98, G99.
Рабочий цикл сверления G81
G98 G99 Режимы
После завершения глубины сверления возврат осуществляется с помощью быстрой подачи, высоту возврата можно регулировать с помощью G98 или G99.
G98 Drill вернется на начальный уровень
G99 Drill вернется в R-плоскость.
G98, G99 можно использовать несколько раз во время цикла сверления.
Пример
N30 G81 X10 Y30 Z-17 R2 F75 N40 Y10 N50 G98 X30 N60 G99 Y30 N70 X90 N80 Y10 N90 G80
Повторное сверление
С помощью цикла сверления G81 операцию сверления можно повторять несколько раз. Сверление повторяется K раз, если этот параметр задан с циклом сверления G81.
Повторное сверление обычно используется в инкрементальном режиме G91, и хорошим примером повторного сверления является сверление по решетчатой пластине. ниже приведен пример повторного сверления.
Рабочие примеры
Пример цикла сверления G81
Н10 Т1 М06 N20 G90 G54 G00 X30 Y25 N30 S1200 M03 N40 G43 Н01 Z5 M08 N50 G81 Z-10 R2 F75 N60 X80 Y50 N70 G80 G00 Z100 M09 N80 M30
G98 G99 Пример
Использование цикла сверления G81 с G98 G99
N10 M06 T1 N20 G90 G00 X12.5 Y10 Z12 S1000 M03 N30 G99 G81 X12.5 Y10 Z-17 R2 F75 N40 Y30 N50 G98 X57.5 N60 G99 Y10 N70 G91 G80 G28 X0 Y0 Z0 M05 N80 M30
Пример повторного сверления G81
Повторное сверление с циклом сверления G81
T1 M6 G00 G90 G40 G21 G17 G94 G54 X0 Y0 S1000 M03 G43 h2 Z100 Z3 G81 G99 G91 X20 Y20 R3 Z-20 K3 F100 M08 G80 G00 G90 Z100 M30
ИЛИ
T1 M6 G00 G90 G40 G21 G17 G94 G54 X20 Y20 S1000 M03 G43 h2 Z100 Z3 G81 G99 R3 Z-20 F100 M08 G91 X20 Y20 K2 G80 G00 G90 Z100 M30
Сверление двухступенчатого блока с циклом сверления G81
Пример программы цикла сверления G81, который показывает, как можно экономично сверлить ступенчатый блок.
Программный код ЧПУ не требует пояснений, никаких сложных методов не используется.
Двухступенчатый блок для сверления G81
Пример кода программы фрезерования с ЧПУ с постоянным циклом сверления
N10 T4 M6 (СВЕРЛО 8 ”) N15 G90 G54 G00 X15 Y15 N20 S1000 M3 F100 N25 G43 H01 Z2 M8 N30 G81 R2 Z-42 N35 X65 N40 Y85 R-13 N45 X15 N50 G80 Z50 M5 N55 M30
Сверлильная сетка с циклом сверления G81 — Пример программы ЧПУ
Мастерские станков с ЧПУ имеют дело с разнообразными компонентами, конечно, машинисты с ЧПУ программируют и обрабатывают их.
Но специалисты по ЧПУ также должны понимать и применять на практике новые и экономичные способы обработки детали.
Следующий пример программирования с ЧПУ может быть запрограммирован различными способами. Метод программирования, используемый в этом примере программы, использует цикл сверления G81 с режимом инкрементального программирования G91, что упрощает программирование.
Система ЧПУ Fanuc использует K с циклом сверления G81 для повторения цикла сверления.
В системе ЧПУ Haas используется L для повторения цикла сверления G81.
Следующая программа с ЧПУ написана для станка с ЧПУ HAAS, но может быть легко преобразована для ЧПУ Fanuc.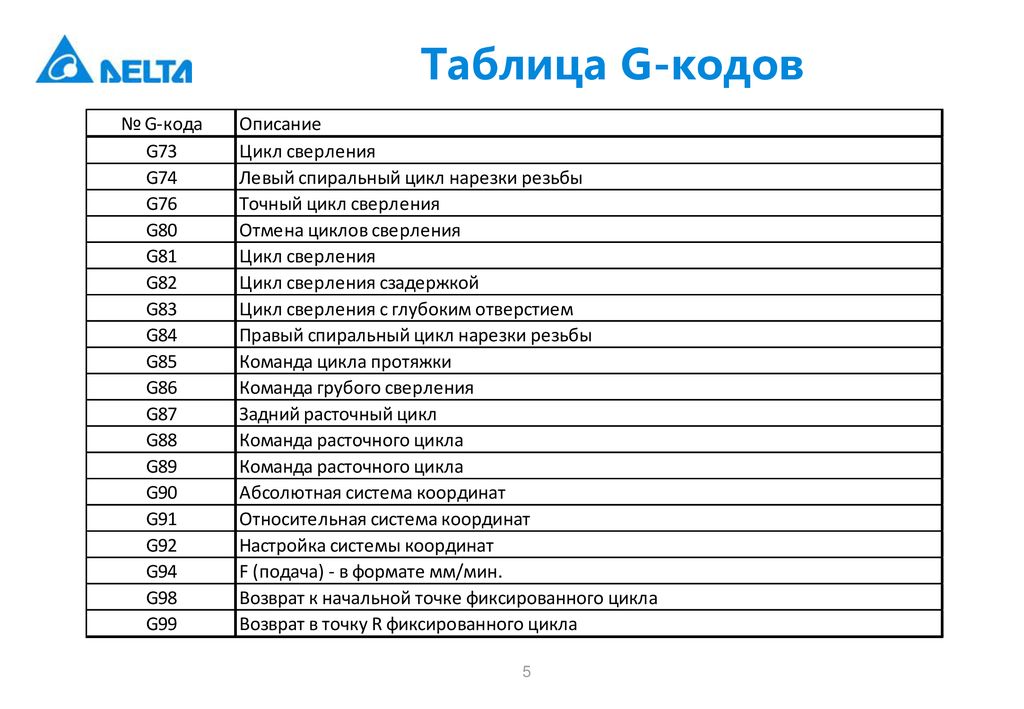
Вы также можете прочитать другой пример программирования с ЧПУ, который показывает ту же технику для ЧПУ Siemens.
Программа для сверления решетчатой пластины с помощью G81
Сверлильная сетка с циклом сверления
03400 (сетка для сверления) T1 M06 G00 G90 G54 X1.0 Y-1.0 S2500 M03 G43 H01 Z.1 M08 G81 Z-1.5 F15. R.1 G91 X1.0 L9 G90 Y-2.0 (Или оставайтесь в G91 и повторите Y-1.0) G91 X-1.0 L9 G90 Y-3.0 G91 X1.0 L9 G90 Y-4.0 G91 X-1.0 L9 G90 Y-5.0 G91 X1.0 L9 G90 Y-6.0 G91 X-1.0 L9 G90 Y-7.0 G91 X1.0 L9 G90 Y-8.0 G91 X1.0 L9 G90 Y-9,0 G91 X1.0 L9 G90 Y-10,0 G91 X1.0 L9 G00 G90 G80 Z1.0 M09 G28 G91 Y0 Z0 M30
В приведенной выше программе с ЧПУ G90 Абсолютный режим программирования используется при запуске нового ряда для сверления. Хотя можно использовать программирование G91 Incremen0tal, но использование G90 делает эту программу легкой для чтения, понимания и отладки (если что-то пойдет не так).
Повторите сверление с циклом сверления G81 и программой примера G91
Вот еще один пример программирования цикла сверления G81, который иллюстрирует использование повторного сверления в режиме инкрементального программирования G91.
Повторное сверление с циклом сверления G81
Повторное сверление с циклом сверления G81 и G91
O1000 T1 M6 G00 G90 G40 G21 G17 G94 G54 X20 Y10 S1000 M03 G43 h2 Z100 Z3 G81 G99 R3 Z-20 F350 M08 G91 X10 Y10 K4 G80 G00 G90 Z100 M30
Пример программы фрезерования с ЧПУ с постоянным циклом сверления
Пример кода программы фрезерования с ЧПУ с постоянным циклом сверления
O10075 N1 T16 M06 N2 G90 G54 G00 X0,5 Y-0,5 N3 S1450 M03 N4 G43 h26 Z1. M08 N5 G81 G99 Z- 0.375 R0.1 F9. N6 X1,5 N7 Y-1,5 N8 X0,5 N9 G80 G00 Z1. M09 N10 G53 G49 Z0. M05 N11 M30
Пояснение
O10075 Номер программы (в памяти ЧПУ много программ, поэтому они различаются по номеру).
N1- Замена инструмента (M06) на инструмент № 16
N2- Инструмент быстро перемещается (G00) в первую позицию сверления X0,5 Y-0,5 с учетом нулевого смещения-№. 1 (G54)
N3- Шпиндель начинает вращаться по часовой стрелке (M03) со скоростью 1450 об / мин (S1450).
N4- Сверло проходит глубину Z1. с учетом коррекции на длину инструмента (G43 h26) включается подача СОЖ (M08).
с учетом коррекции на длину инструмента (G43 h26) включается подача СОЖ (M08).
N5- Параметры цикла сверления (G81), глубина сверления (Z) и подача резания (F) задаются, с помощью этой команды выполняется первое сверление в текущей позиции (X0,5 Y-0,5).
N6- По мере продолжения цикла сверления он работает с каждым перемещением оси, поэтому следующее сверление выполняется на X1,5
N7- Третье отверстие на Y-1.5
N8- Четвертое отверстие на X0,5
N9- Цикл сверления отменен (G80), охлаждающая жидкость отключена (M09).
N10- Принимая во внимание систему координат станка (G53), сверло переводится в положение Z0. Коррекция на длину инструмента отменяется (G49), вращение фрезы останавливается (M05).
N11- Программа обработки ЧПУ завершена.
Коды G и M
| Код | Описание |
|---|---|
| Т | Инструмент № использовал. |
| M06 | Команда смены инструмента. |
| G90 | Абсолютное программирование |
| G54 | Смещение нуля № 1 |
| G00 | Быстрый ход |
| S | Скорость вращения фрезы |
| M03 | Вращение фрезы по часовой стрелке |
| G43 | Компенсация длины инструмента.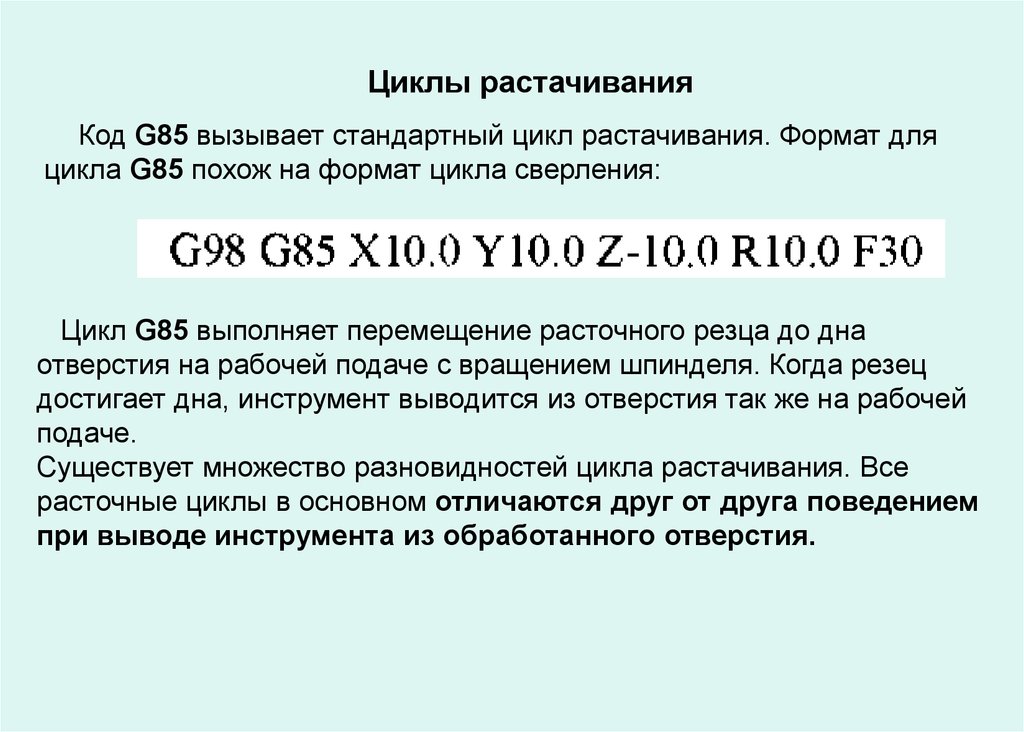 |
| M08 | Охлаждающая жидкость включена. |
| G81 | Цикл сверления Fanuc. |
| F | Скорость подачи. |
| G80 | Отмена стандартного цикла. |
| M09 | Охлаждающая жидкость отключена. |
| G53 | Выбор системы координат станка. |
| G49 | Отмена коррекции на длину инструмента. |
| M05 | Остановка вращения фрезы. |
| M30 | Конец программы обработки ЧПУ. |
Каждый код G для вашего ЧПУ [Полный список]
Выбор плоскости
G17 — Выбор плоскости XY
Подавляющее большинство перемещений в программах ЧПУ будет относительно плоскости XY. Выбор плоскости влияет на то, как обрабатываются G02, G03, компенсация на режущий инструмент и некоторые постоянные циклы.
G18 — Выбор плоскости XZ
Выбор плоскости влияет на то, как обрабатываются G02, G03, компенсация на режущий инструмент и некоторые постоянные циклы. G18 сообщает станку, что вы обрабатываете радиусы вокруг оси Y.
G18 сообщает станку, что вы обрабатываете радиусы вокруг оси Y.
G19 — Выбор плоскости YZ
Выбор плоскости влияет на то, как обрабатываются G02, G03, компенсация на режущий инструмент и некоторые постоянные циклы. G19 сообщает станку, что вы обрабатываете радиусы вокруг оси Z.
Режимы единиц измерения
Коды компенсации
Смещения работы
Постоянные циклы
Просверлите отверстие, просверлив несколько раз, затем немного втянув его, а затем просверлив глубже. Часто используется для дробления стружки при сверлении.
Подробнее о коде G73
Цикл нарезания резьбы левой или обратной резьбой. Во время этого цикла шпиндель должен вращаться в обратном направлении. Станок подаст до дна отверстия, а затем изменит направление вращения шпинделя и выйдет из отверстия.
Узнайте больше о коде G74
G76 — Стандартный цикл чистового растачивания
Растачивает отверстие, затем останавливает шпиндель, отводит инструмент от поверхности и быстро отводит инструмент из отверстия.
Просверливает отверстие, остается на дне отверстия в течение заданного времени, а затем быстро выдвигается из отверстия.
Подробнее о коде G82
Станок будет сверлить отверстия, быстро выдвигаясь из отверстия между каждым шагом, чтобы помочь очистить сверло от стружки.
Подробнее о коде G83
Стандартный цикл нарезания резьбы со шпинделем, вращающимся по часовой стрелке. ЧПУ подаст до дна отверстия, а затем изменит направление шпинделя и выйдет из отверстия.
Подробнее о коде G84
Станок будет подавать до дна отверстия, а затем быстро выдвигаться. Инструмент не отрывается от поверхности, что может оставить след от инструмента на отверстии.
Подробнее о коде G86
G87 — Цикл обратного растачивания
Растачивает отверстие снизу вверх. Это обратное направление кода G86.
G88 — Цикл растачивания с задержкой
Рассверливает отверстие и затем останавливается на дне в течение заданного времени.
G89 — Цикл обратного растачивания с выдержкой
Станок будет подавать до дна отверстия, делать паузу в течение заданного времени, а затем быстро отводить. Инструмент не отрывается от поверхности, что может оставить след от инструмента на отверстии.
Коды отмены
G50 — Отмена масштабирования
Выключает режим масштабирования.
Режимы позиционирования
Все местоположения перемещения относятся к фиксированному нулю, такому как рабочее смещение (G54, G55 и т. д.) или исходное положение станка.
Узнайте больше о коде G90
Скорости и подачи
G94 — Режим подачи в минуту
Устанавливает скорость подачи в единицах (дюймы/мм) в минуту. Инструмент будет двигаться с заданной скоростью.
G95 — режим подачи за оборот
Устанавливает скорость подачи в единицах (мм/дюймы) за оборот. Инструмент будет перемещаться с заданной скоростью при каждом обороте шпинделя.
G96 — Постоянная скорость резания
Скорость вращения шпинделя будет изменяться для поддержания одинаковой скорости резания материала.
G97 — Постоянная скорость шпинделя
Шпиндель будет работать с постоянным числом оборотов в минуту.
Возврат самолета
После постоянного цикла инструмент отводится в указанное место. Может быть полезно, чтобы избежать зажимных приспособлений.
Узнайте больше о коде G99
Редко используемые G-коды
Краткое руководство по G-коду G81 CNC [Стандартное сверление]
Содержание
Что делает код G81?
G81 вызывает стандартный постоянный цикл сверления.
Это модальная функция, позволяющая станку (токарному или фрезерному станку) выполнять операцию сверления и отвода за один проход.
Станок просверлит отверстие одним выстрелом, а затем выйдет из отверстия. Отсутствует задержка или движение фрезы от поверхности отверстия.
Как и другие модальные функции, вам нужно будет деактивировать ее, вызвав другой G-код того же типа (постоянный цикл) или используя команду отмены постоянного цикла G80 для остановки сверления.
Хотите узнать больше о CNC G Code?
Когда использовать код G81?
Команда G81 полезна, когда вы хотите просверлить не слишком глубокие отверстия, которые можно просверлить всего за один шаг.
G81 является наиболее распространенным стандартным циклом сверления.
G81 может использоваться для точечного сверления, раззенковки, развертывания, растачивания, центрового сверления и других операций сверления. Это очень простой цикл сверления.
Постоянный цикл G81 не включает никаких шагов отвода (проклевывания) при сверлении.
По этой причине, если вы хотите просверлить глубокое отверстие, лучшим вариантом будет использование постоянного цикла сверления глубоких отверстий G83.
Сверление с просверливанием поможет удалить стружку.
Другие коды, используемые с кодом G81
G81 Формат кода
Формат для использования команды G81 показан ниже:
G98 (или G99) G81 X2.0 Y3.0 R1.0 Z-5.0 F25.0
Было бы легко предположить, что положение Z является положением начала отверстия. В действительности, это положение Z для дна движения сверления отверстия.
Имейте в виду, что координаты X и Y отверстия обычно не находятся в той же строке, что и команда G81.
В большинстве программ вы увидите код G81 в следующем формате:
X2.0 Y3.0
G98 G81 R1.0 Z-5.0 F25.0
Программа сначала определяет координаты отверстия и затем начинается процесс сверления.
Что следует учитывать при использовании кода G81?
Плоскости отвода
Плоскость отвода — это место, куда машина будет возвращаться после каждого постоянного цикла.
Существует два кода, влияющих на отвод плоскостей .
Код G98 заставит машину вернуться в положение Z в начале постоянного цикла. Код G99 скажет ему вернуться в плоскость R.
Код G99 скажет ему вернуться в плоскость R.
Выбор плоскости отвода, которая находится над любыми потенциальными препятствиями в машине, такими как приспособления, зажимы или сама деталь, позволит машине безопасно перемещаться между каждым местом сверления отверстий.
Если плоскость R слишком низкая, это может повредить заготовку и привести к аварии. Однако, если плоскость R расположена слишком высоко над поверхностью заготовки, это может увеличить время обработки из-за дополнительного времени, необходимого для достижения значения R после каждого сверления.
Режим позиционирования
При использовании цикла сверления G81 вам необходимо знать, какой режим позиционирования активен в данный момент.
Если активна G90, станок будет считывать все местоположения относительно одного нулевого местоположения.
Если активна G91, станок будет считывать все местоположения относительно своего текущего положения.
Обратите особое внимание на текущий режим позиционирования, поскольку использование неправильного режима может легко привести к сбою машины.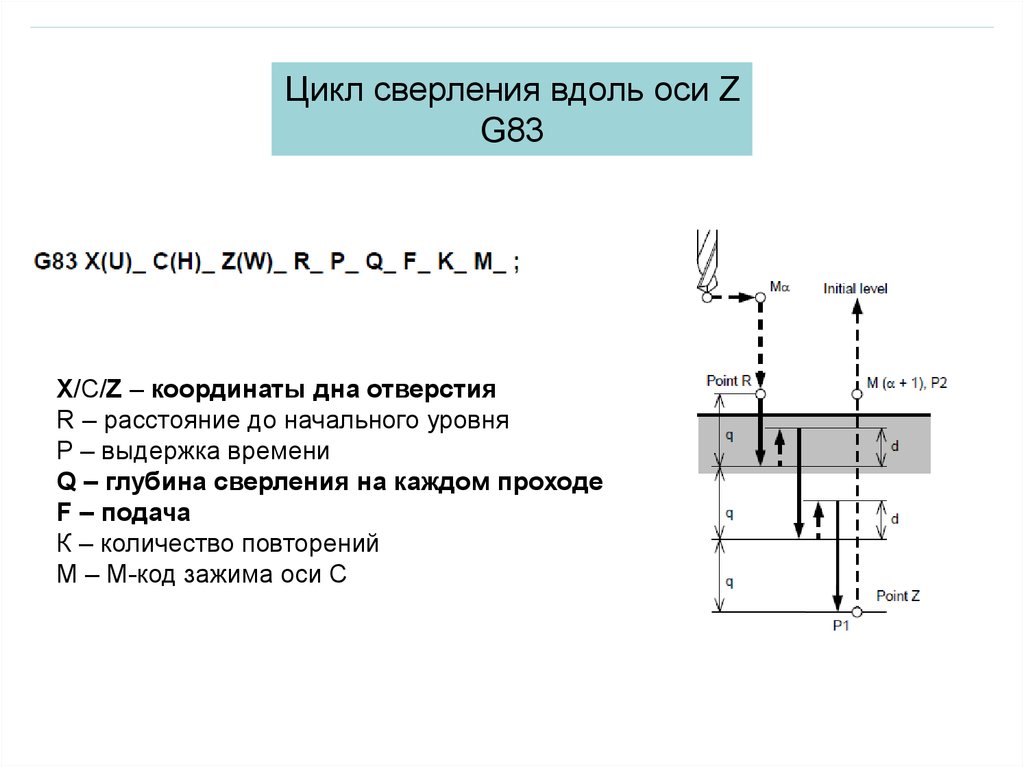
Всего комментариев: 0