Коды с адресом g называются: Подробное описание G и M кодов для программирования чпу CNC станков. Примеры готовых G кодов для фрезерного оборудования.
Содержание
G- и М-коды
Структура управляющей программы
Программирование обработки на современных станках с ЧПУ осуществляется на языке, который обычно называют языком ИСО (ISO) 7 бит, или языком G- и М-кодов. Коды с адресом G, называемые подготовительными, определяют настройку СЧПУ на определенный вид работы. Коды с адресом М называются вспомогательными и предназначены для управления режимами работы станка.
Базовые коды программирования обработки
|
Код (функция) |
Назначение и пример кадра с кодом |
|---|---|
|
Осевое перемещение | |
|
G00 |
Ускоренный ход – перемещение на очень высокой скорости в указанную точку G00 X10.  Y20. Z25. Y20. Z25.
|
|
G01 |
Линейная интерполяция – перемещение по прямой линии на указанной скорости подачи G01 X10. Y20. F100 |
|
G02 |
Круговая интерполяция – перемещение по дуге по часовой стрелке на указанной скорости подачи G02 X10. Y20. R10. F100 |
|
G03 |
Круговая интерполяция – перемещение по дуге против часовой стрелки на указанной скорости подачи G03 X10. Y20. R10. F100 |
|
Настройка | |
|
G20 |
Ввод дюймовых данных G20 G00 X10. Y20 |
|
G21 |
Ввод метрических данных G21 G00 X10. Y20 |
|
G90 |
Абсолютное позиционирование – все координаты отсчитываются от постоянной нулевой точки G90 G00 X10.  Y20 Y20
|
|
G91 |
Относительное позиционирование – все координаты отсчитываются от предыдущей позиции G91 G00 X10. Y20 |
|
Обработка отверстий | |
|
G81 |
Цикл сверления G81 X10. Y20. Z-5. F30 |
|
G82 |
Цикл сверления с задержкой на дне отверстия G82 X10. Y20. Z-5. R1. P2. F30 |
|
G83 |
Прерывистый цикл сверления G83 X10. Y20. Z-5. Q0.25 R1. F30 |
|
G85 |
Цикл растачивания отверстия G85 X10. Y20. Z-5. F30 |
|
Вспомогательные коды (функции) | |
|
M00 |
Запрограммированный останов – выполнение программы временно прекращается |
|
M01 |
Запрограммированный останов по выбору – выполнение программы временно прекращается, если активирован режим останова по выбору |
|
М03 |
Прямое вращение шпинделя – шпиндель вращается по часовой стрелке |
|
М04 |
Обратное вращение шпинделя – шпиндель вращается против часовой стрелки |
|
М05 |
Останов шпинделя |
|
М06 |
Автоматическая смена инструмента М06 Т02 |
|
M08 |
Включение подачи охлаждающей жидкости |
|
M09 |
Выключение подачи охлаждающей жидкости |
|
M30 |
Конец программы, перевод курсора к началу программы |
Вперед >>
G и M коды для программирования обработки на станках с ЧПУ
Программирование обработки на станках с ЧПУ осуществляется на языке, который обычно называют языком G и M кодов. Существует три метода программирования обработки для станков с ЧПУ:
Существует три метода программирования обработки для станков с ЧПУ:
- Ручное программирование.
- Программирование на пульте УЧПУ.
- Программирование при помощи CAD/CAM системы.
Все операторы станков с ЧПУ, технологи-программисты должны иметь хорошее представление о технике ручного программирования. Это как начальные классы в школе, обучение в которых дает базу для последующего образования.
Когда программы создаются и вводятся прямо на стойке ЧПУ, используя клавиатуру и дисплей. Например, оператор станка может произвести верификацию УП или выбрать требуемый постоянный цикл при помощи специальных пиктограмм и вставить его в код управляющей программы.
Программирование при помощи CAD/САМ системы позволяет «поднять» процесс написания программ обработки на более высокий уровень. Работая с CAD/CAM системой, технолог-программист избавляет себя от трудоемких математических расчетов и получает инструменты, значительно повышающие скорость написания управляющих программ.
Cовокупность команд на языке программирования, соответствующая алгоритму функционирования станка по обработке конкретной заготовки называется управляющая программа (УП).
Управляющая программа состоит из последовательности кадров и обычно начинается с символа начало программы (%) и заканчивается М02 или М30.
Каждый кадр программы представляет собой один шаг обработки и (в зависимости от УЧПУ) может начинаться с номера кадра (N1…N10 и т.д.), а заканчиваться символом конец кадра (;).
Кадр управляющей программы состоит из операторов в форме слов (G91, M30, X10. и т.д.). Слово состоит из символа (адреса) и цифры, представляющее арифметическое значение.
Адреса X, Y, Z, U, V, W, P, Q, R, A, B, C, D, E являются размерными перемещениям, используют для обозначения координатных осей, вдоль которых осуществляются перемещения.
Слова, описывающие перемещения, могут иметь знак (+) или (-). При отсутствии знака перемещение считается положительным.
Адреса I, J, K означают параметры интерполяции.
G — подготовительная функция.
M — вспомогательная функция.
S — функция главного движения.
F — функция подачи.
T, D, H — функции инструмента.
Символы могут принимать другие значения в зависимости от конкретного УЧПУ.
G коды для ЧПУ
G00 — быстрое позиционирование.
Функция G00 используется для выполнения ускоренного перемещения режущего инструмента к позиции обработки или к безопасной позиции. Ускоренное перемещение никогда не используется для выполнения обработки, так как скорость движения исполнительного органа станка очень высока. Код G00 отменяется кодами: G01, G02, G03.
G01 — линейная интерполяция.
Функция G01 используется для выполнения прямолинейных перемещений с заданной скоростью (F). При программировании задаются координаты конечной точки в абсолютных значениях (G90) или приращениях (G91) с соответственными адресами перемещений (например X, Y, Z). Код G01 отменяется кодами: G00, G02, G03.
Код G01 отменяется кодами: G00, G02, G03.
G02 — круговая интерполяция по часовой стрелке.
Функция G02 предназначена для выполнения перемещения инструмента по дуге (окружности) в направлении часовой стрелки с заданной скоростью (F).
При программировании задаются координаты конечной точки в абсолютных значениях (G90) или приращениях (G91) с соответственными адресами перемещений (например X, Y, Z).
Параметры интерполяции I, J, K, которые определяют координаты центра дуги окружности в выбранной плоскости, программируются в приращениях от начальной точки к центру окружности, в направлениях, параллельных осям X, Y, Z соответственно.
Код G02 отменяется кодами: G00, G01, G03.
G03 — круговая интерполяция против часовой стрелки.
Функция G03 предназначена для выполнения перемещения инструмента по дуге (окружности) в направлении против часовой стрелки с заданной скоростью (F). При программировании задаются координаты конечной точки в абсолютных значениях (G90) или приращениях (G91) с соответственными адресами перемещений (например X, Y, Z).
Параметры интерполяции I, J, K, которые определяют координаты центра дуги окружности в выбранной плоскости, программируются в приращениях от начальной точки к центру окружности, в направлениях, параллельных осям X, Y, Z соответственно.
Код G03 отменяется кодами: G00, G01, G02.
G04 — пауза.
Функция G04 — команда на выполнение выдержки с заданным временем. Этот код программируется вместе с X или Р адресом, который указывает длительность времени выдержки. Обычно, это время составляет от 0.001 до 99999.999 секунд. Например G04 X2.5 — пауза 2.5 секунды, G04 Р1000 — пауза 1 секунда.
G17 — выбор плоскости XY.
Код G17 предназначен для выбора плоскости XY в качестве рабочей. Плоскость XY становится определяющей при использовании круговой интерполяции, вращении системы координат и постоянных циклов сверления.
G18 — выбор плоскости XZ.
Код G18 предназначен для выбора плоскости XZ в качестве рабочей. Плоскость XZ становится определяющей при использовании круговой интерполяции, вращении системы координат и постоянных циклов сверления.
Плоскость XZ становится определяющей при использовании круговой интерполяции, вращении системы координат и постоянных циклов сверления.
G19 — выбор плоскости YZ.
Код G19 предназначен для выбора плоскости YZ в качестве рабочей. Плоскость YZ становится определяющей при использовании круговой интерполяции, вращении системы координат и постоянных циклов сверления.
G40 — отмена коррекции на радиус инструмента.
Функция G40 отменяет действие автоматической коррекции на радиус инструмента G41 и G42.
G41 — левая коррекция на радиус инструмента.
Функция G41 применяется для включения автоматической коррекции на радиус инструмента находящегося слева от обрабатываемой поверхности (если смотреть от инструмента в направлении его движения относительно заготовки). Программируется вместе с функцией инструмента (D).
G42 — правая коррекция на радиус инструмента.
Функция G42 применяется для включения автоматической коррекции на радиус инструмента находящегося справа от обрабатываемой поверхности (если смотреть от инструмента в направлении его движения относительно заготовки). Программируется вместе с функцией инструмента (D).
Программируется вместе с функцией инструмента (D).
G43 — коррекция на положение инструмента.
Функция G43 применяется для компенсации длинны инструмента. Программируется вместе с функцией инструмента (H).
G54 — G59 — заданное смещение.
Смещение рабочей системы координат детали относительно системы координат станка.
G70 — ввод дюймовых данных.
Функция G70 активизирует режим работы с дюймовыми данными.
G71 — ввод метрических данных.
Функция G71 активизирует режим работы с метрическими данными.
G80 — отмена постоянного цикла.
Функция, которая отменяет любой постоянный цикл.
G81 — стандартный цикл сверления.
Цикл G81 предназначен для зацентровки и сверления отверстий. Движение в процессе обработки происходит на рабочей подаче. Движение в исходное положение после обработки идет на ускоренной подаче.
G82 — сверление с выдержкой.
Цикл G82 предназначен для сверления и зенкования отверстий. Движение в процессе обработки происходит на рабочей подаче с паузой в конце. Движение в исходное положение после обработки идет на ускоренной подаче.
G83 — цикл прерывистого сверления.
Цикл G83 предназначен для глубокого сверления отверстий. Движение в процессе обработки происходит на рабочей подаче с периодическим выводом инструмента в плоскость отвода. Движение в исходное положение после обработки идет на ускоренной подаче.
G84 — цикл нарезания резьбы.
Цикл G84 предназначен для нарезания резьбы метчиком. Движение в процессе обработки происходит на рабочей подаче, шпиндель вращается в заданном направлении. Движение в исходное положение после обработки идет на рабочей подаче с обратным вращением шпинделя.
G85 — стандартный цикл растачивания.
Цикл G85 предназначен для развертывания и растачивания отверстий. Движение в процессе обработки происходит на рабочей подаче. Движение в
Движение в
исходное положение после обработки идет на рабочей подаче.
G86 — цикл растачивания с остановкой вращения шпинделя.
Цикл G86 предназначен для растачивания отверстий. Движение в процессе обработки происходит на рабочей подаче. В конце обработки происходит остановка шпинделя. Движение в исходное положение после обработки идет на ускоренной подаче.
G87 — цикл растачивания с отводом вручную.
Цикл G87 предназначен для растачивания отверстий. Движение в процессе обработки происходит на рабочей подаче. В конце обработки происходит остановка шпинделя. Движение в исходное положение после обработки идет вручную.
G90 — режим абсолютного позиционирования.
В режиме абсолютного позиционирования G90 перемещения исполнительных органов производятся относительно нулевой точки рабочей системы координат G54-G59 (программируется, куда должен двигаться инструмент). Код G90 отменяется при помощи кода относительного позиционирования G91.
G91 — режим относительного позиционирования.
В режиме относительного (инкрементального) позиционирования G91 за нулевое положение каждый раз принимается положение исполнительного органа, которое он занимал перед началом перемещения к следующей опорной точке (программируется, на сколько должен переместиться инструмент). Код G91 отменяется при помощи кода абсолютного позиционирования G90.
G94 — скорость подачи в дюймах/миллиметрах в минуту.
При помощи функции G94 указанная скорость подачи устанавливается в дюймах или в миллиметрах за 1 минуту. Программируется вместе с функцией подачи (F). Код G94 отменяется кодом G95.
G95 — скорость подачи в дюймах/миллиметрах на оборот.
При помощи функции G95 указанная скорость подачи устанавливается в дюймах или в миллиметрах на 1 оборот шпинделя. Т.е. скорость подачи F синхронизируется со скоростью вращения шпинделя S. Код G95 отменяется кодом G94.
M коды для ЧПУ
М00 — программируемый останов.
Когда СЧПУ исполняет команду М00, то происходит останов. Все осевые перемещения останавливаются, при этом шпиндель (у большинства станков) продолжает вращаться. Работа по программе возобновляется со следующего кадра после нажатия кнопки «Старт».
М01 — останов с подтверждением.
Код М01 действует аналогично М00, но выполняется только после подтверждения с пульта управления станка.
Если клавиша подтверждения нажата, то при чтении кадра с М01 происходит останов. Если же клавиша не нажата, то кадр М01 пропускается и выполнение УП не прерывается.
М02 — завершение программы.
Код М02 указывает на завершение программы и приводит к останову шпинделя, подачи и выключению охлаждения.
М0З — вращение шпинделя по часовой стрелке.
При помощи кода М0З включается прямое вращение шпинделя с запрограммированным числом оборотов (S). Код М0З действует до тех пор, пока он не будет отменен с помощью М04 или М05.
М04 — вращение шпинделя против часовой стрелки.
При помощи кода М04 включается обратное вращение шпинделя с запрограммированным числом оборотов (S). Код М04 действует до тех пор, пока он не будет отменен с помощью М03 или М05.
М05 — останов шпинделя.
Код М05 останавливает вращение шпинделя, но не останавливает осевые перемещения.
М06 — смена инструмента.
При помощи кода М06 инструмент, закрепленный в шпинделе, меняется на инструмент, находящийся в положении готовности в магазине инструментов.
М07 — включение охлаждения №2.
Код М07 включает подачу СОЖ в зону обработки в распыленном виде, если станок обладает такой возможностью.
М08 — включение охлаждения №1.
Код М08 включает подачу СОЖ в зону обработки в виде струи.
М09 — отключение охлаждения.
Код М09 выключает подачу СОЖ и отменяет команды М07 и М08.
М10 — зажим.
Код М10 относиться к работе с зажимным приспособлением подвижных органов станка.
М11 — разжим.
Код М11 относиться к работе с зажимным приспособлением подвижных органов станка.
МЗ0 — конец информации.
Код МЗ0 информирует СЧПУ о завершении программы, приводит к останову шпинделя, подачи и выключению охлаждения.
Дополнительные функции и символы при программировании станков с ЧПУ
X, Y, Z — команды осевого перемещения.
А, В, С — команды кругового перемещения вокруг осей X, Y, Z соответственно.
I, J, К — параметры круговой интерполяции параллельные осям X, Y, Z соответственно.
R
При круговой интерполяции G02 или G03, R определяет радиус, который соединяет начальную и конечную точки дуги. В постоянных циклах R определяет положение плоскости отвода. При работе с командой вращения R определяет угол поворота координатной системы.
D — значение коррекции на радиус инструмента.
Н — значение компенсации длины инструмента.
F — функция подачи.
S — функция главного движения.
Т — значение определяющее номер инструмента, который необходимо переместить в позицию смены, путем поворота инструментального магазина.
N — нумерация кадров УП.
/ — пропуск кадра.
(…) — комментарии в УП.
Список общих команд G-кода и их значение
Следующий список команд G-кода для токарных станков с ЧПУ и обрабатывающих центров отражает типичную интерпретацию команд, но они могут различаться у разных производителей контроллеров. Программы обработки с ЧПУ используют эти команды в сочетании с другими буквенными командами. G-коды обычно указывают функции обработки токарного или фрезерного станка, в то время как M-коды управляют работой самого станка с дополнительными буквами, представляющими адреса, такие как F для скорости подачи и S для скорости шпинделя, используемые в типичной программе.
Хотя G-коды обычно говорят сами за себя, в программе ЧПУ используется ряд соглашений. Программы начинаются и заканчиваются символом процента, и программа всегда именуется в формате от O0001 до O9999. G-код, по большей части, является модальным, что означает, что любая команда будет оставаться активной до тех пор, пока не будет отменена или сброшена другой командой. Инструменты перемещаются в соответствии с интерполяцией; то есть перемещение, которое сочетает в себе изменения координат X и Y, например, приведет в действие обе оси одновременно, чтобы переместить инструмент по прямой траектории.
Дополнительные сведения см. в других статьях этой серии, перечисленных в конце этой статьи.
Команды
В таблице 1 ниже перечислены общие команды G-кода, а также их интерпретация как для токарных, так и для фрезерных операций.
Таблица 1 – Команды G-кода для токарных и фрезерных операций
Код | Токарная обработка | Фрезерование |
Г00 | Быстрое перемещение | Быстрое движение |
Г01 | Линейная интерполяция | Линейная интерполяция |
Г02 | Круговая интерполяция CW | Круговая интерполяция CW |
Г03 | Круговая интерполяция против часовой стрелки | Круговая интерполяция против часовой стрелки |
Г04 | Жилье | Жилье |
Г09 | Проверка точной остановки | Проверка точной остановки |
Г10 | Установка данных | Настройка данных |
Г11 | Отмена установки данных | Отмена установки данных |
Г15 | — | Полярные координаты |
Г16 | — | Отмена полярных координат |
Г17 | — | Обозначение плоскости XY |
Г18 | — | Самолет ZX обозначается |
Г19 | — | Самолет YZ обозначают |
Г20 | Установить английские единицы измерения | Установить английские единицы измерения |
Г21 | Установить метрические единицы | Установка метрических единиц |
Г22 | Проверка сохраненного хода на | Проверка сохраненного хода на |
Г23 | Проверка сохраненного хода | Проверка сохраненного хода |
Г25 | Обнаружение колебаний скорости вращения шпинделя на | Обнаружение колебаний скорости вращения шпинделя на |
Г26 | Обнаружение колебаний скорости шпинделя выкл. | Обнаружение колебаний скорости шпинделя выкл. |
Г27 | Проверка нулевой позиции станка | Проверка нулевой позиции станка |
Г28 | Возврат к нулевой точке станка (точка 1) | Возврат станка в нуль (точка 1) |
Г29 | Возврат с нуля станка | Возврат с нуля станка |
Г30 | Возврат станка в ноль (точка 2) | Возврат станка в ноль (точка 2) |
Г31 | Функция пропуска | Функция пропуска |
Г32 | Резьбовой постоянный шаг | — |
Г35 | Круговая резьба CW | — |
Г36 | Круговая резьба против часовой стрелки | — |
Г40 | Отмена смещения радиуса вершины инструмента | Отмена смещения радиуса фрезы |
Г41 | Смещение радиуса вершины инструмента влево | Смещение радиуса фрезы влево |
Г42 | Смещение радиуса вершины инструмента вправо | Смещение радиуса фрезы вправо |
Г43 | — | Коррекция длины инструмента положительная |
Г44 | — | Отрицательное смещение длины инструмента |
Г49 | — | Отмена коррекции на длину инструмента |
Г50 | Максимальная предустановка скорости вращения | Отмена функции масштабирования |
Г51 | — | Функция масштабирования |
Г52 | Набор локальной системы координат | Набор локальной системы координат |
Г53 | Набор систем координат станка | Набор систем координат станка |
Г54 | Рабочая координата 1 | Рабочая координата 1 |
Г55 | Рабочая координата 2 | Рабочая координата 2 |
Г56 | Рабочая координата 3 | Рабочая координата 3 |
Г57 | Рабочая координата 4 | Рабочая координата 4 |
Г58 | Рабочая координата 5 | Рабочая координата 5 |
Г59 | Рабочая координата 6 | Рабочая координата 6 |
Г60 | — | Позиционирование в одном направлении |
Г61 | Режим точного останова | Режим точной остановки |
Г62 | Режим автоматической коррекции угла | Режим автоматической коррекции угла |
Г63 | — | Режим постукивания |
Г64 | Режим резки | Режим резки |
Г65 | Вызов пользовательского макроса | Вызов пользовательского макроса |
Г66 | Вызов пользовательского модального макроса | Модальный вызов пользовательского макроса |
Г67 | Отмена пользовательского модального вызова макроса | Отмена пользовательского модального вызова макроса |
Г68 | Зеркальное отображение для двойных револьверных головок | Вращение системы координат |
Г69 | Зеркальное отображение для двойных турелей отмена | Отмена поворота системы координат |
Г70 | Цикл чистовой обработки профиля | — |
Г71 | Цикл черновой обработки профиля направление оси Z | — |
Г72 | Цикл черновой обработки профиля, направление оси X | — |
Г73 | Цикл повторения шаблона | Цикл высокоскоростного сверления |
Г74 | Цикл сверления | Цикл нарезания левой резьбы |
Г75 | Цикл обработки канавок | — |
Г76 | Цикл нарезания резьбы | Цикл чистового растачивания |
Г80 | — | Отмена фиксированного цикла |
Г81 | — | Цикл сверления |
Г82 | — | Цикл точечного сверления |
Г83 | — | Цикл сверления с выводом |
Г84 | — | Цикл нарезания правой резьбы |
Г85 | — | Цикл сверления |
Г86 | — | Цикл сверления |
Г87 | — | Цикл обратного растачивания |
Г88 | — | Цикл сверления |
Г89 | — | Цикл сверления |
Г90 | Цикл резки A A /Абсолютная команда B | Абсолютная команда |
Г91 | Инкрементальная команда B | Инкрементальная команда |
Г92 | Регистр положения инструмента B | Регистр положения инструмента |
Г94 | Скорость подачи в минуту B | — |
Г95 | Подача на оборот B | — |
Г96 | Постоянная поверхностная скорость | — |
Г97 | Постоянная скорость шпинделя | — |
Г98 | Скорость подачи в минуту A | Возврат на исходный уровень в фиксированном цикле |
Г99 | Подача на оборот A | Возврат на уровень R в фиксированном цикле |
Примечания
Нижние индексы, прикрепленные к некоторым из последних элементов в столбце Turning, относятся к различию, сделанному между типом группы A и типом группы B, где коды различаются. Например, если тип группы B использует G90 и G91 для переключения между абсолютными и инкрементными командами, тип группы A вместо этого использует адреса U и W для идентификации этих перемещений.
Например, если тип группы B использует G90 и G91 для переключения между абсолютными и инкрементными командами, тип группы A вместо этого использует адреса U и W для идентификации этих перемещений.
Подпрограммы и макросы
Подпрограммы вызываются командой M98. Они используются для различных операций, таких как индексация оси Z между повторяющимися разрезами. Подпрограммы обозначаются буквой «P», а буква «L» указывает, сколько раз должна выполняться подпрограмма. Каждая подпрограмма заканчивается M99, которая возвращает контроллер к основной программе или предыдущей подпрограмме, если они вложены друг в друга. Другая распространенная подпрограмма — это та, которая сбрасывает модальные состояния до или после смены инструмента — шаг безопасности.
Предварительно запрограммированные функции, предоставленные производителем станка, также считаются подпрограммами, но они вызываются в G-коде, например, цикл сверления G81.
Макросы
позволяют станку с ЧПУ выполнять две важные функции. Создавая переменные, которые можно изменять, размеры элементов, такие как ширина канавки, можно регулировать без изменения программы. Они также позволяют той же программе обрабатывать семейство размеров деталей, которые могут быть представлены в виде таблицы на чертеже. Переменным присваиваются адреса, которые обычно вызываются в строке программы следующим образом: G00 X#123, что указывает машине быстро перейти к ячейке, сохраненной в переменной с адресом 123.
Создавая переменные, которые можно изменять, размеры элементов, такие как ширина канавки, можно регулировать без изменения программы. Они также позволяют той же программе обрабатывать семейство размеров деталей, которые могут быть представлены в виде таблицы на чертеже. Переменным присваиваются адреса, которые обычно вызываются в строке программы следующим образом: G00 X#123, что указывает машине быстро перейти к ячейке, сохраненной в переменной с адресом 123.
При использовании макросов следует проявлять большую осторожность, так как число может быть введено слишком быстро для процесса, что может привести к повреждению и/или травме. Программисты ЧПУ регулярно встраивают проверки в программы, чтобы избежать таких катастроф.
Резюме
В этой статье представлено краткое обсуждение команд G-кода и их значений. Для получения дополнительной информации о сопутствующих продуктах обратитесь к другим нашим руководствам или посетите платформу поиска поставщиков Thomas, чтобы найти потенциальные источники поставок или просмотреть подробную информацию о конкретных продуктах.
Другие товары для программирования ЧПУ
- Введение в G-код и программирование ЧПУ
- Введение в М-код и программирование ЧПУ
- Примеры G-кода для общих функций ЧПУ
- Памятка по общим командам G-кода
- Подпрограммы, макросы и параметрическое программирование для обработки с ЧПУ
Другие товары от Изготовление и изготовление на заказ
Введение в общие коды G-кода
G-код — это рабочий язык для обработки с ЧПУ. Он сообщает токарным станкам с числовым программным управлением и обрабатывающим центрам, как перемещать инструменты для выполнения различных операций резания. Это эквивалентно ручному программированию, где каждая операция прописана построчно и отделена от М-кода и Т-кода, кодов, которые управляют станком и инструментами. G-код находится где-то между диалоговым управлением, когда оператор описывает деталь и то, как ее следует обрабатывать, и программами CAM или автоматизированного производства, где программное обеспечение разрабатывает необходимые траектории движения инструмента, скорости подачи и т. д., необходимые для ЧПУ. станок для резки материала на готовую деталь.
д., необходимые для ЧПУ. станок для резки материала на готовую деталь.
Хотя термин G-код часто используется взаимозаменяемо с числовым программным управлением (ЧПУ), на самом деле это только один компонент, который работает в сочетании с другими кодами для выполнения соответствующих задач. Стандартная версия G-кода известна как RS-274D, хотя существуют и другие версии для станков с ЧПУ с проблемами совместимости.
В этой статье кратко описывается G-код и его применение в обработке с ЧПУ. Дополнительную информацию см. в других связанных статьях этой серии.
Ориентация
Станки с ЧПУ
основаны на декартовой системе координат, иногда называемой прямоугольной. Три оси можно определить на вертикально-фрезерном станке, например, по правилу правой руки. Если положить правую руку ладонью вверх на стол машины и вытянуть большой, указательный и средний пальцы так, чтобы они образовывали три оси, положительная ось X указывает в направлении большого пальца; положительная ось Y в направлении указательного пальца; и положительная ось Z в направлении среднего пальца. Точно так же применяемое правило правой руки помогает идентифицировать оси на других станках с ЧПУ. Положительные движения относятся к фрезе относительно заготовки. Например, если стол был перемещен влево, в то время как инструмент оставался неподвижным, это все равно произвело бы положительное действие обработки.
Точно так же применяемое правило правой руки помогает идентифицировать оси на других станках с ЧПУ. Положительные движения относятся к фрезе относительно заготовки. Например, если стол был перемещен влево, в то время как инструмент оставался неподвижным, это все равно произвело бы положительное действие обработки.
Пересечение этих трех осей отмечает исходное положение станка. Возврат станка в исходное положение приведет три оси в это положение X0, Y0, Z0. Нулевое положение можно перемещать, чтобы найти, например, угол заготовки.
Команды
Поскольку G-коды являются подготовительными кодами, в программе ЧПУ они начинаются с буквы G и управляют станком. Типичные действия, на которые указывает G-код, включают:
- Замена поддона
- Быстрое движение
- Серия движений с контролируемой подачей, приводящая к резке заготовки, просверливанию отверстия или декоративной форме профиля
- Управление движением подачи по дуге или по прямой линии
- Настройка информации об инструменте
Буква «G» в коде G означает, что следует подготовительная команда. Например, G00 указывает станку быстро переместить инструмент в указанное положение, скажем, X22, что, если станок установлен в метрическом режиме, переместит инструмент вправо от исходной точки на 22 мм. Если команда задает значение Y, команда быстрого позиционирования будет перемещать инструмент максимально быстро, не обязательно по одной диагональной линии. Большинство команд G-кода являются модальными, то есть они действуют до тех пор, пока не будут изменены другой командой. Например, G21 устанавливает для станка метрическую систему. Некоторые команды не модальны для однократного выполнения временного действия.
Например, G00 указывает станку быстро переместить инструмент в указанное положение, скажем, X22, что, если станок установлен в метрическом режиме, переместит инструмент вправо от исходной точки на 22 мм. Если команда задает значение Y, команда быстрого позиционирования будет перемещать инструмент максимально быстро, не обязательно по одной диагональной линии. Большинство команд G-кода являются модальными, то есть они действуют до тех пор, пока не будут изменены другой командой. Например, G21 устанавливает для станка метрическую систему. Некоторые команды не модальны для однократного выполнения временного действия.
Строка кода для вышеуказанного движения X может выглядеть так: G21 G00 X22.0
В дополнение к G-кодам, программирование ЧПУ использует M-коды для различных функций (например, M00 для паузы в программе), S-коды для управления скоростью шпинделя, F-коды для скорости подачи и T-коды для выбора инструмента. Типичная программа использует все или большую часть этих букв.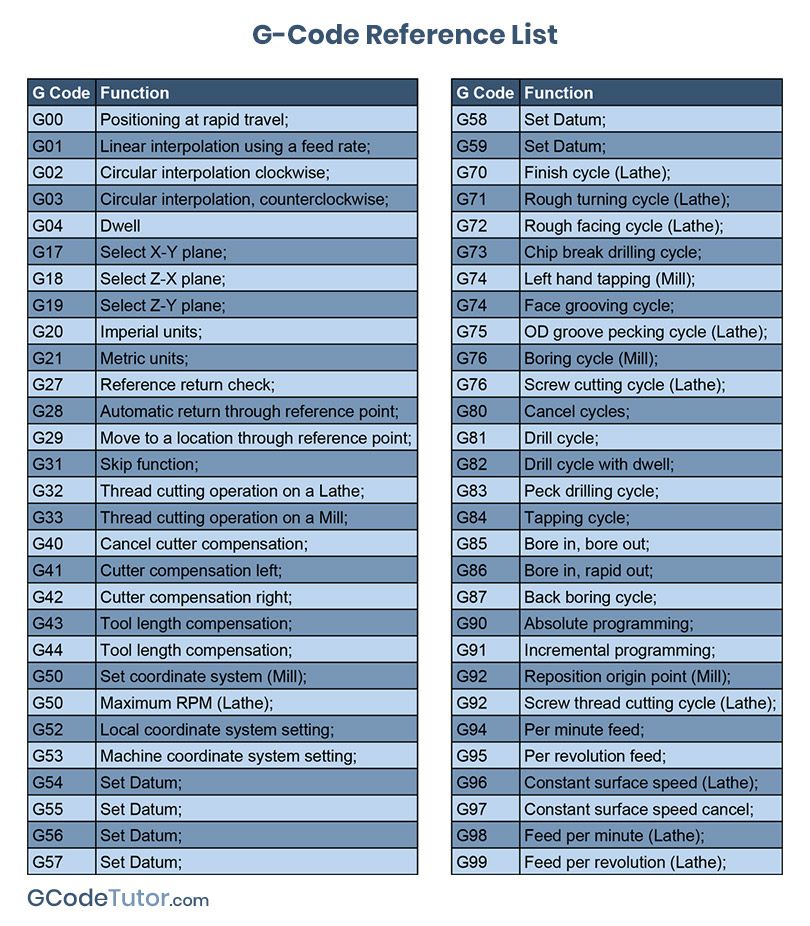 Все программы начинаются и заканчиваются знаком процента, и каждая программа имеет номер программы, следующий за первым знаком процента, например, O0007.
Все программы начинаются и заканчиваются знаком процента, и каждая программа имеет номер программы, следующий за первым знаком процента, например, O0007.
G01 перемещает инструмент по прямой к заданной координате. Он будет двигаться с любой скоростью, заданной последним F-кодом. G1 сделает то же самое; ведущие нули не нужны.
Подачи при фрезеровании даны как подача/мин. в то время как токарные операции задаются как скорость подачи/об. Точно так же скорость вращения шпинделя зависит от функции; например, фрезерование дается в об/мин, а токарная обработка выражается в футах или метрах/мин. Инструменты хранятся в магазинах или револьверных головках, и каждому инструменту присваивается числовой адрес.
Существует различие между абсолютным (G90) и инкрементным (G91) перемещением. Абсолютный ход всегда ссылается на начало координат. Пошаговое перемещение начинается с текущей позиции инструмента. Существует около сотни G-кодов с отдельными кодами для токарной и фрезерной обработки.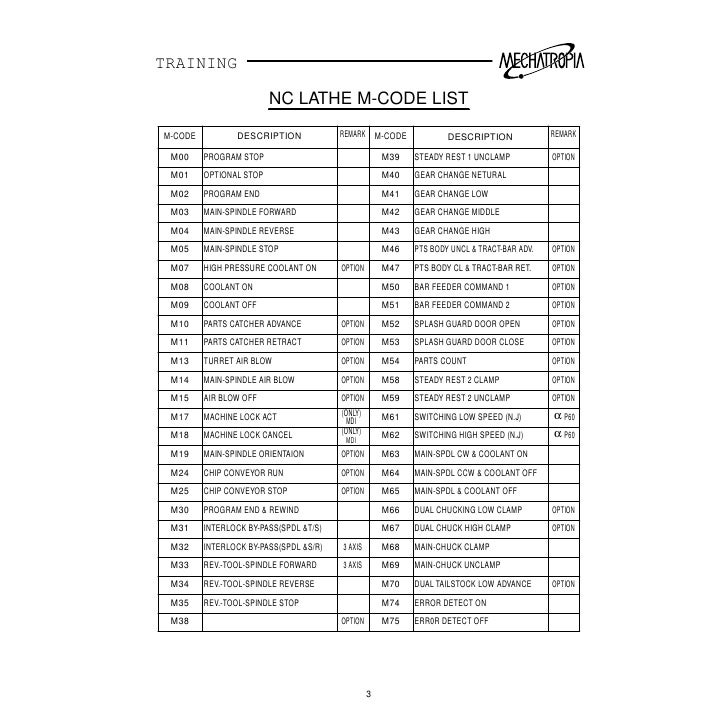 Многие коды одинаковы для обоих типов машин, хотя коды для машин разных производителей различаются.
Многие коды одинаковы для обоих типов машин, хотя коды для машин разных производителей различаются.
Коды G-кода
Ниже приведены некоторые общие индивидуальные коды, которые в сочетании определяют движение машины.
- G00: Быстрое позиционирование
Этот код заставляет машину работать на высокой скорости.
- G01: Линейная интерполяция
Станок будет двигаться по прямой линии, выполняя соответствующую обработку (фрезерование, резку и т. д.).
- G02: круговая/винтовая интерполяция
Станок будет двигаться по часовой стрелке по круговой или спиральной траектории, выполняя соответствующий процесс обработки.
- G03: круговая/винтовая интерполяция
Этот код такой же, как G02, но разрешает движение против часовой стрелки.
- G17: выбор плоскости X-Y
- G18: выбор плоскости X-Z
- G19: выбор плоскости Y-Z
Эти коды перемещают машину по разным плоскостям для скоординированного движения.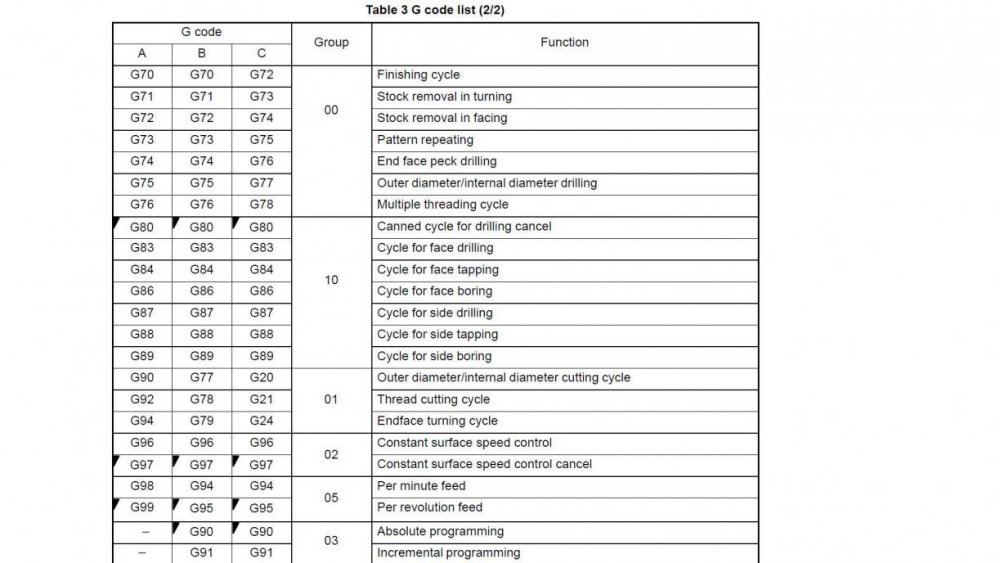
- G20: программирование в дюймах
- G21: программирование в мм
Изменения в единицах программирования происходят кратковременно с этими конкретными кодами.
Приведенные выше коды одинаковы как для фрезерной, так и для токарной обработки, но другие единицы могут различаться. Например, G34 при фрезеровании относится к постоянному циклу для окружности отверстия под болт, тогда как при токарной обработке он относится к нарезанию резьбы с переменным шагом. Что касается спецификаций программного обеспечения, большинство файлов G-кода можно создать с помощью CAM, но некоторые станки с ЧПУ полагаются на «диалоговое» программирование, которое либо скрывает, либо полностью обходит использование G-кода.
Компенсация инструмента
Смещение радиуса фрезы учитывает геометрию инструмента и позволяет программировать размеры детали, для которых программа определяет траекторию движения инструмента на основе размеров инструмента. Это позволяет использовать инструменты разных радиусов в одной и той же программе. Точно так же токарные станки с ЧПУ используют компенсацию радиуса вершины инструмента. В каждом случае компенсация корректирует тот факт, что геометрия режущего инструмента не является острым углом, а имеет некоторую толщину или радиус, которые необходимо учитывать при позиционировании режущего инструмента с использованием G-кода.
Это позволяет использовать инструменты разных радиусов в одной и той же программе. Точно так же токарные станки с ЧПУ используют компенсацию радиуса вершины инструмента. В каждом случае компенсация корректирует тот факт, что геометрия режущего инструмента не является острым углом, а имеет некоторую толщину или радиус, которые необходимо учитывать при позиционировании режущего инструмента с использованием G-кода.
Запрограммированные функции
Коды от G70 до G76 известны как фиксированные циклы и используются для сверления, нарезки резьбы, черновой токарной обработки и т. д. в одном экземпляре. G73, например, вызывает процедуру стружкодробления, предназначенную для многократного погружения инструмента в заготовку, а затем отвода или отвода назад для удаления или измельчения стружки материала, которая накопилась в процессе резания. Те же операции доступны в командах серии G80, но они повторяются, так как могут использоваться для сверления нескольких отверстий в окружности болта, и их необходимо отключить в программе. G81, например, вызывает процедуру сверления.
G81, например, вызывает процедуру сверления.
Интерполяция
Если в одной строке задано более одной координаты, контроллер будет перемещать инструмент по прямой линии в эту точку, этот процесс называется линейной интерполяцией. Та же идея применима к кривым, где инструмент должен координировать свое движение по двум осям; и винтовая интерполяция, которую можно использовать для фрезерования резьбы, когда машина должна координировать движение по всем трем осям.
Для кривых G02 задает дугу по часовой стрелке, а G03 — дугу против часовой стрелки. Либо координаты центральной точки, либо радиус должны быть указаны в дополнение к конечным координатам. Функция скругления G01 используется для сглаживания острых углов.
Разное
Отдельные номера строк можно вызывать с помощью «N», хотя нумерация строк вовсе не обязательна. Комментарии могут быть добавлены к любой строке с помощью открывающих и закрывающих скобок.
Резюме
В этой статье представлено краткое обсуждение G-кода и его применения в обработке с ЧПУ.
Всего комментариев: 0