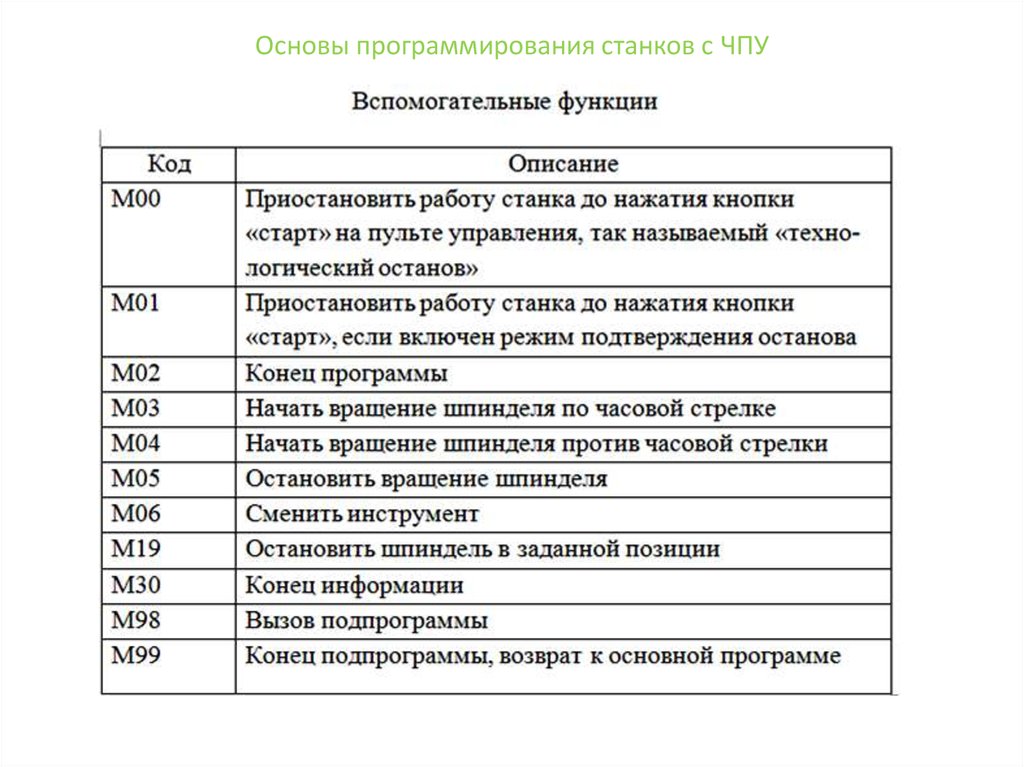
M code: таблица расшифровки команд, описание g и m кодов для программирования cnc станков
Содержание
M-код для запуск шпинделя, включения охлаждения и другие.
М-код — это программные инструкции для станка ЧПУ, которые помогают машинисту / программисту управлять оборудованием станка с ЧПУ, таким как патрон, задняя бабка, пиноль, охлаждающая жидкость. Здесь мы разберем основные M-коды, которые в основном используются на токарных / фрезерных станках с ЧПУ. В зависимости от производителя станка и системы управления ЧПУ M-code, как и G-code может отличаться, но основные команды которые мы разберем здесь, как правило, одинаковы для всех станков с ЧПУ.
Скорость подачи: F
Скорость подачи F
«F» — это g-код, необходимый для установки скорости подачи.
Например, на машине, использующей британские единицы измерения, «F100» указывает машине двигаться со скоростью 100 дюймов в минуту. Когда я просто перемещаю инструмент в воздухе, я обычно использую «F100» в качестве скорости движения. Считаю это своей «пороговой» скоростью для работы с MDI. Он достаточно медленный, у вас есть достаточно времени, чтобы среагировать, и достаточно быстрый, чтобы вы не стали слишком старыми в ожидании.
Итак, чтобы совершить погружение с нашего последнего движения со скоростью 5 дюймов в минуту на глубину 1/2 дюйма после нашей последней команды MDI, мы должны ввести что-то вроде этого в командной строке MDI:
F5
Z-0.5
Несколько замечаний:
— Нам не пришлось указывать G01, хотя могли. ЧПУ является модальным, то есть он много чего запоминает. В частности, движение модальное. Если бы мы только что запустили G00 и никаких других команд движения с тех пор, любые введенные нами координаты приводят к перемещению G00. В этом случае мы полагались на то, что предыдущий режим G01 все еще действует. Это еще одна причина, по которой мне не нравится использовать G00 для работы с MDI. Я просто из тех парней, которые делают G00, отвлекаются, думают, что я был в G01, и начинают движение. ОМГ! Сломал очередной инструмент, черт возьми!
— По соглашению, мы часто запускаем наши машины с Z = 0,0, соответствующим верхнему краю материала. Таким образом, Z-0.5 дает команду инструменту продвинуться вниз на полдюйма в материал. Каждый раз, когда вы вводите отрицательное значение Z, тщательно проверяйте, правильно ли установлена скорость подачи и действительно ли вы хотите погрузить фрезу в материал в этом месте.
Каждый раз, когда вы вводите отрицательное значение Z, тщательно проверяйте, правильно ли установлена скорость подачи и действительно ли вы хотите погрузить фрезу в материал в этом месте.
— В G-код пробелы не учитываются, как и строки. Я мог бы поместить F-Word в ту же строку:
F5 Z-0.5
Скорость шпинделя: S
Скорость вращения шпинделя S
Говоря о скоростях, пора установить скорость вращения шпинделя. Для этого мы воспользуемся S-Word, а затем будем использовать rpms. «S1000» обеспечивает скорость вращения шпинделя 1000 об / мин.
Но этого не достаточно, Если вы введете это, и шпиндель не начнет вращаться. Все, что S делает, это сообщает шпинделю, что когда он начнет вращаться, он будет делать это со скоростью 1000 об / мин. Что-то вроде «F» не вызывает никакого движения, просто говорит ЧПУ, что когда движение происходит, именно с такой скоростью оно должно двигаться.
Чтобы начать вращение шпинделя, вам понадобятся М-код:
Вращение шпинделя по часовой стрелке: М-код M03
Вращение шпинделя
Как только вы введете в «M03», шпиндель начнет вращаться по часовой стрелке с запрограммированной скоростью. Теперь вы действительно в деле. Вы можете перемещать наконечник инструмента со скоростью подачи и включать шпиндель. Пока довольно просто, правда?
Теперь вы действительно в деле. Вы можете перемещать наконечник инструмента со скоростью подачи и включать шпиндель. Пока довольно просто, правда?
При необходимости можно остановить шпиндель с помощью M05. Только одно: вы, наверное, не хотите резать без охлаждающей жидкости, не так ли?
Хладагент: М-код M07 / M08 / M09
Хладагент: М-код M07 / M08 / M09
Хорошая идея, давайте не будем резать без СОЖ, если мы действительно не разбираемся в сухой обработке, и даже в этом случае нам, вероятно, нужен воздушный поток.
Есть определения того, что должны делать M07 и M08, но я не собираюсь говорить вам, что они из себя представляют, потому что они меняются от машины к машине. Люди могут подключать машины для самых разных задач. Например, M07 может включить воздушный поток или туман, а M08 может включить полный залив охлаждающей жидкости. Достаточно сказать, что M07 и M08 включают два разных типа охлаждающей жидкости. Дайте каждому попробовать посмотреть, что он делает. M09 отключает охлаждающую жидкость, что тоже полезно знать.
Люди могут подключать машины для самых разных задач. Например, M07 может включить воздушный поток или туман, а M08 может включить полный залив охлаждающей жидкости. Достаточно сказать, что M07 и M08 включают два разных типа охлаждающей жидкости. Дайте каждому попробовать посмотреть, что он делает. M09 отключает охлаждающую жидкость, что тоже полезно знать.
Смена инструмента: М-код T + M06
Смена инструмента: М-код T + M06
Конечно, вы можете вручную вставить инструмент в конус шпинделя. Это несложно, и вам нужно знать, как это сделать. Но если на вашем станке есть устройство смены инструмента, их там много, и, вероятно, к нескольким из них будет удобно получить доступ. С помощью еще двух g-кодов вы узнаете, как это сделать.
Смена инструмента — это двухэтапный процесс на фрезерном станке (и на некоторых токарных станках, но большинство токарных станков не используют M06).
Сначала вы выбираете инструмент с помощью T-Word, за которым следует номер инструмента. Затем вы выполняете смену инструмента с помощью M06. Вы можете поместить их в две строчки или написать вместе:
Затем вы выполняете смену инструмента с помощью M06. Вы можете поместить их в две строчки или написать вместе:
T12 M06
Выберите инструмент в пазу № 12 и вставьте его в шпиндель.
Вот и все!
Теперь вы вооружены основными g-кодами, которые вы можете использовать c MDI вашего компьютера для выполнения самых разных действий. Очень удобно быстро просверлить отверстие или снять чатсь какого-либо материала без необходимости каждый раз запускать программное обеспечение CAD / CAM.
Список M-Code и G-Code Fanuc
Станки с ЧПУ работают, следуя командам или инструкциям (G-коды / M-коды), которые приведены в программе обработки детали. Вот G-Code Fanuc для управления станками, которые необходимы специалистам по ЧПУ, чтобы научиться понимать синтаксис.
Сводная таблица команд G-кодов
| Подготовительные (основные) команды / Коды | Описание |
|---|---|
| G00-G04 | Позиционирование инструмента |
| G17-G19 | Переключение рабочих плоскостей (XY, XZ, YZ) |
| G20-G21 | Не стандаризовано |
| G40-G44 | Компенсация размера различных частей инструмента (длина, диаметр) |
| G53-G59 | Переключение систем координат |
| G80-G84 | Циклы сверления, нарезания резьбы |
| G90-G92 | Переключение систем координат (абсолютная, относительная) |
G-Code Fanuc список (Токарный)
| G код | Описание |
|---|---|
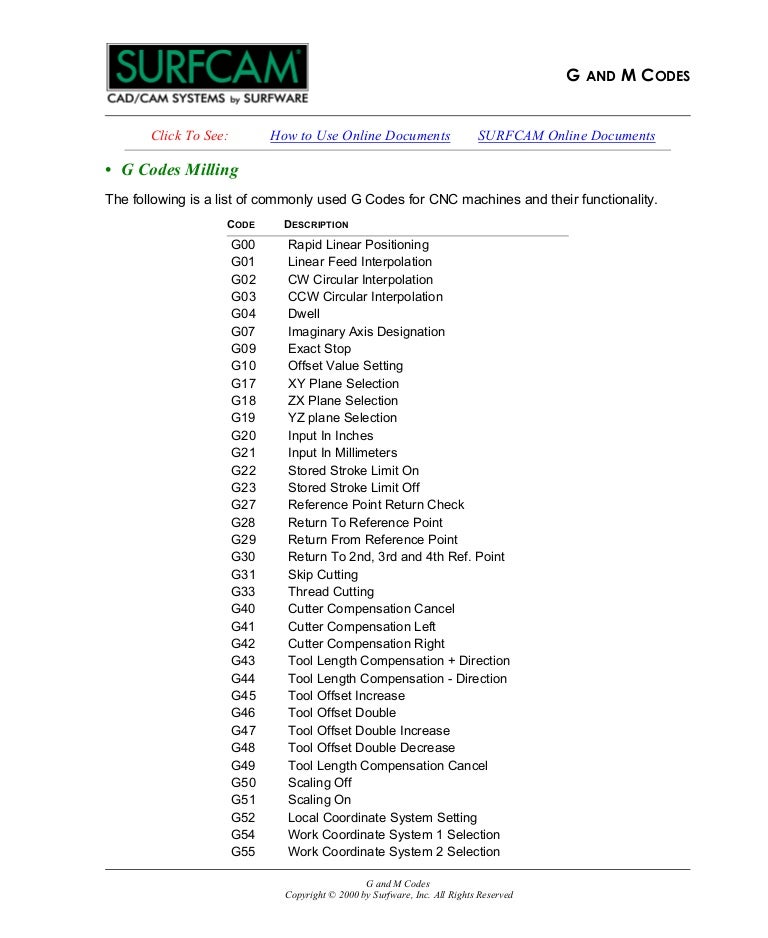
| G00 | Быстрый ход |
| G01 | Линейная интерполяция |
| G02 | Круговая интерполяция по часовой стрелке |
| G03 | Круговая интерполяция против часовой стрелки |
| G04 | Пауза |
| G09 | Точная остановка |
| G10 | Программируемый ввод данных |
| G20 | Ввод в дюймах |
| G21 | Ввод в мм |
| G22 | Функция сохраненной проверки хода включена |
| G23 | Функция сохраненной проверки хода выключена |
| G27 | Проверка возврата в референтную позицию |
| G28 | Вернуться в исходное положение |
| G32 | Нарезание резьбы |
| G40 | Коррекция на радиус вершины инструмента отменить |
| G41 | Коррекция на радиус вершины инструмента слева |
| G42 | Коррекция на радиус вершины инструмента справа |
| G70 | Завершить цикл обработки |
| G71 | Цикл поворота |
| G72 | Цикл облицовки |
| G73 | Цикл повторения шаблона |
| G74 | Цикл сверления Peck |
| G75 | Цикл обработки канавок |
| G76 | Цикл нарезки резьбы |
| G92 | Настройка системы координат или макс. установка скорости шпинделя установка скорости шпинделя |
| G94 | Подача в минуту |
| G95 | Подача за оборот |
| G96 | Постоянный контроль поверхностной скорости |
| G97 | Отмена постоянного контроля скорости резания |
М-Code Fanuc список (Токарный)
G- Code Fanuc список (Фрезерный)
M-Сode Fanuc список (Фрезерный)
Параметры команд задаются буквами латинского алфавита
| Код константы | Описание | Пример |
|---|---|---|
| X | Координата точки траектории по оси X | G0 X0 Y0 Z100 |
| Y | Координата точки траектории по оси Y | G0 X0 Y0 Z100 |
| Z | Координата точки траектории по оси Z | G0 X0 Y0 Z100 |
| F | Скорость рабочей подачи | G1 G91 X10 F100 |
| S | Скорость вращения шпинделя | S3000 M3 |
| R | Радиус или параметр стандартного цикла | G1 G91 X12. 5 R12.5 или G81 R1 0 R2 -10 F50 5 R12.5 или G81 R1 0 R2 -10 F50 |
| D | Параметр коррекции выбранного инструмента | M06 T1 D1 |
| P | Величина задержки или число вызовов подпрограммы | M04 P101 или G82 R3 Z-10 P1000 F50 |
| I,J,K | Параметры дуги при круговой интерполяции | G03 X10 Y10 I0 J0 F10 |
| L | Вызов подпрограммы с данной меткой | L12 P3 |
Введение в М-код и программирование ЧПУ
М-код — это язык управления станком для обработки с ЧПУ. Он используется в сочетании с G-кодом для включения и выключения различных функций машины. Как и в случае с G-кодом, существует некоторая общность функций на различных платформах контроллеров, но окончательное определение любой конкретной функции М-кода определяется производителем элемента управления. В этой статье мы обсудим M-код в целом и то, как он применим к обработке с ЧПУ. Дополнительные сведения см. в других связанных статьях этой серии, перечисленных в конце этой статьи.
Команды
М в М-коде сообщает машине, что следует дополнительная команда. Например, M03 запускает шпиндель, и обычно ему предшествует код S для установки скорости. Следующий неполный список М-кодов, показанный ниже в качестве примера, предназначен для контроллеров Fanuc.
M00 Останов программы
M01 Остановка программы — опционально
M02 Конец программы
M03 Пуск шпинделя — вперед, вращение по часовой стрелке
M04 Пуск шпинделя — реверс или вращение против часовой стрелки
M05 Останов шпинделя
M06 Смена инструмента
Коды продолжаются до M99, которая завершает подпрограмму. Присваивается не каждый номер, а некоторые М-коды, например М06, используются только для обрабатывающих центров, а не для токарных станков, и наоборот. Другие поставщики предоставляют больше кодов. Важно знать коды для конкретной рассматриваемой машины. Многие производители также оставляют ряд М-кодов не назначенными для определения пользователем. В Таблице 1 ниже показан дополнительный список М-кодов для токарных операций. В таблице 2 приведен аналогичный список М-кодов для операций фрезерования. Обе эти таблицы основаны на кодах Fanuc.
В Таблице 1 ниже показан дополнительный список М-кодов для токарных операций. В таблице 2 приведен аналогичный список М-кодов для операций фрезерования. Обе эти таблицы основаны на кодах Fanuc.
Таблица 1. Сводка команд М-кодов для токарных операций
М-код* | Описание* |
М00 | Останов программы |
М01 | Дополнительная остановка программы |
М02 | Конец программы |
М03 | Пуск шпинделя вперед по часовой стрелке |
М04 | Пуск шпинделя против часовой стрелки |
М05 | Останов шпинделя |
М08 | Охлаждающая жидкость на |
М09 | Отключение охлаждающей жидкости |
М29 | Жесткий режим метчика |
М30 | Конец сброса программы |
М40 | Шестерня шпинделя в середине |
М41 | Выбор пониженной передачи |
М42 | Выбор высшей передачи |
М68 | Гидравлический зажимной патрон |
М69 | Гидравлический патрон открыт |
М78 | Выдвижение задней бабки |
М79 | Задняя бабка реверсивная |
М94 | Отмена зеркального отображения |
М95 | Зеркальное отображение оси X |
М98 | Вызов подпрограммы |
М99 | Конец подпрограммы |
Источник табличных данных: http://www. helmancnc.com/fanuc-m-code-list/
helmancnc.com/fanuc-m-code-list/
Таблица 2. Сводка команд М-кодов для операций фрезерования
М-код* | Описание* |
М00 | Останов программы |
М01 | Дополнительная остановка программы |
М02 | Конец программы |
М03 | Пуск шпинделя вперед по часовой стрелке |
М04 | Пуск шпинделя против часовой стрелки |
М05 | Останов шпинделя |
М06 | Смена инструмента |
М07 | Охлаждающая жидкость ВКЛЮЧЕНА — туман охлаждающей жидкости/охлаждающая жидкость через шпиндель |
М08 | Охлаждающая жидкость ВКЛ. |
М09 | Охлаждающая жидкость ВЫКЛ |
М19 | Ориентация шпинделя |
М28 | Возврат в исходное положение |
М29 | Жесткий метчик |
М30 | Конец программы (Сброс) |
М41 | Выбор пониженной передачи |
М42 | Выбор высшей передачи |
М94 | Отмена зеркального отображения |
М95 | Зеркальное отображение оси X |
М96 | Зеркальное отображение оси Y |
М98 | Вызов подпрограммы |
М99 | Конец подпрограммы |
 — Подача охлаждающей жидкости
— Подача охлаждающей жидкости Источник табличных данных: http://www. helmancnc.com/fanuc-m-code-list/
helmancnc.com/fanuc-m-code-list/
Подпрограммы и макросы
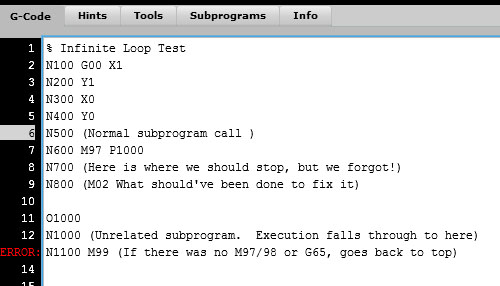
Подпрограммы вызываются командой M98. Они используются для различных операций, таких как индексация оси Z между повторяющимися разрезами. Подпрограммы обозначаются буквой «P», а буква «L» указывает, сколько раз должна выполняться подпрограмма. Каждая подпрограмма заканчивается на M99, который возвращает контроллер в основную программу или предыдущую подпрограмму, если они вложены друг в друга. Другая распространенная подпрограмма — это программа, которая сбрасывает модальные состояния до или после смены инструмента — шаг безопасности.
Предварительно запрограммированные функции, предоставленные изготовителем станка, также считаются подпрограммами, но они вызываются в G-коде.
Макросы
позволяют станку с ЧПУ выполнять две важные функции. Создавая переменные, которые можно изменять, размеры элементов (например, ширину канавки) можно регулировать без изменения программы. Они также позволяют той же программе обрабатывать семейство размеров деталей, которые могут быть представлены в виде таблицы на чертеже. Переменным присваиваются адреса, которые обычно вызываются в строке программы следующим образом: G00 X#123, что указывает машине быстро перейти к ячейке, сохраненной в переменной с адресом 123.
Переменным присваиваются адреса, которые обычно вызываются в строке программы следующим образом: G00 X#123, что указывает машине быстро перейти к ячейке, сохраненной в переменной с адресом 123.
При использовании макросов следует проявлять большую осторожность, так как число может быть введено слишком быстро для процесса, что может привести к повреждению и/или травме. Программисты ЧПУ регулярно встраивают проверки в программы, чтобы избежать таких катастроф.
Приложения
Другие буквенные обозначения (или «слова») используются для указания скорости подачи (F), скорости шпинделя (S), адресов инструментов (T) и т. д. Полная программа ЧПУ будет содержать эти буквы, а также G и М-коды. Несколько М-кодов используются для ссылки на панель управления для ввода данных оператором. M01, дополнительная остановка программы, временно останавливает программу и ожидает ввода от оператора, если кнопка Opt Stop на панели управления включена. В противном случае команда M01 игнорируется. Эта функция может использоваться, чтобы позволить оператору удалять стружку. Другая кнопка панели с надписью «Пропустить блок» заставит программы пропускать любые блоки кода, которым предшествует косая черта. Это полезно для операций автоматической подачи, так как его можно использовать для пропуска команды остановки программы.
Эта функция может использоваться, чтобы позволить оператору удалять стружку. Другая кнопка панели с надписью «Пропустить блок» заставит программы пропускать любые блоки кода, которым предшествует косая черта. Это полезно для операций автоматической подачи, так как его можно использовать для пропуска команды остановки программы.
Резюме
В этой статье представлено краткое обсуждение М-кода и его применения в программировании станков с ЧПУ. Для получения дополнительной информации о сопутствующих продуктах обратитесь к другим нашим руководствам или посетите платформу поиска поставщиков Thomas, чтобы найти потенциальные источники поставок или просмотреть подробную информацию о конкретных продуктах.
Другие товары для программирования ЧПУ
- Введение в G-код и программирование ЧПУ
- Список распространенных команд G-кода и их значение
- Примеры G-кода для общих функций ЧПУ
- Памятка по общим командам G-кода
- Подпрограммы, макросы и параметрическое программирование для обработки с ЧПУ
Еще от Изготовление и изготовление на заказ
Различия между G-кодом и М-кодом
Программирование с числовым программным управлением (ЧПУ) сегодня является основой производства.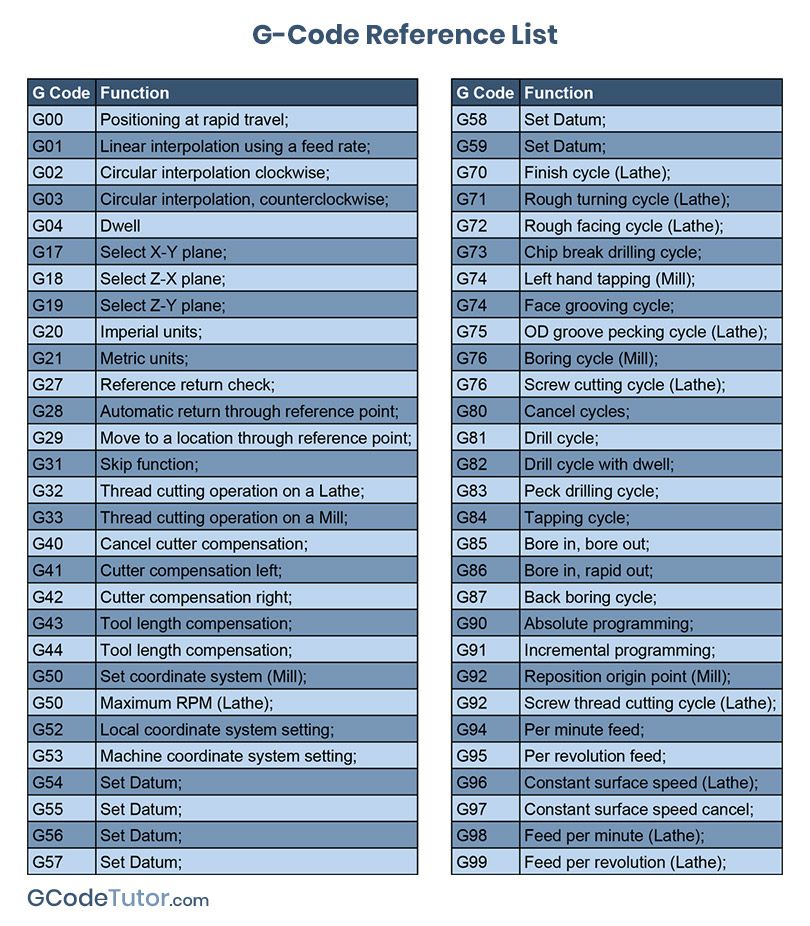 Современные станки с ЧПУ работают по программам, поэтому операторы должны знать, какие типы кода находятся в их распоряжении, и как их использовать.
Современные станки с ЧПУ работают по программам, поэтому операторы должны знать, какие типы кода находятся в их распоряжении, и как их использовать.
Для обработки с ЧПУ программисты используют коды G и M, в зависимости от того, что они хотят, чтобы машина делала.
Хотя наиболее распространенным языком программирования, используемым программным обеспечением ЧПУ, является G-код, M-код также имеет определенные приложения. Когда дело доходит до G-кода по сравнению с M-кодом, один не обязательно лучше другого. Вместо этого оба типа необходимы, чтобы система выполняла желаемые операции.
Роль машинного программирования в производстве ЧПУ
Буква C в программировании ЧПУ относится к компьютеру, управляющему системой.
Как и любой компьютер, он работает на основе определенного языка, который система понимает для выполнения определенных задач. Это требование к рабочему языку — это то, где инструкции входят в программирование ЧПУ. Операторы могут выбрать ввод программ вручную или использовать программное обеспечение CAM.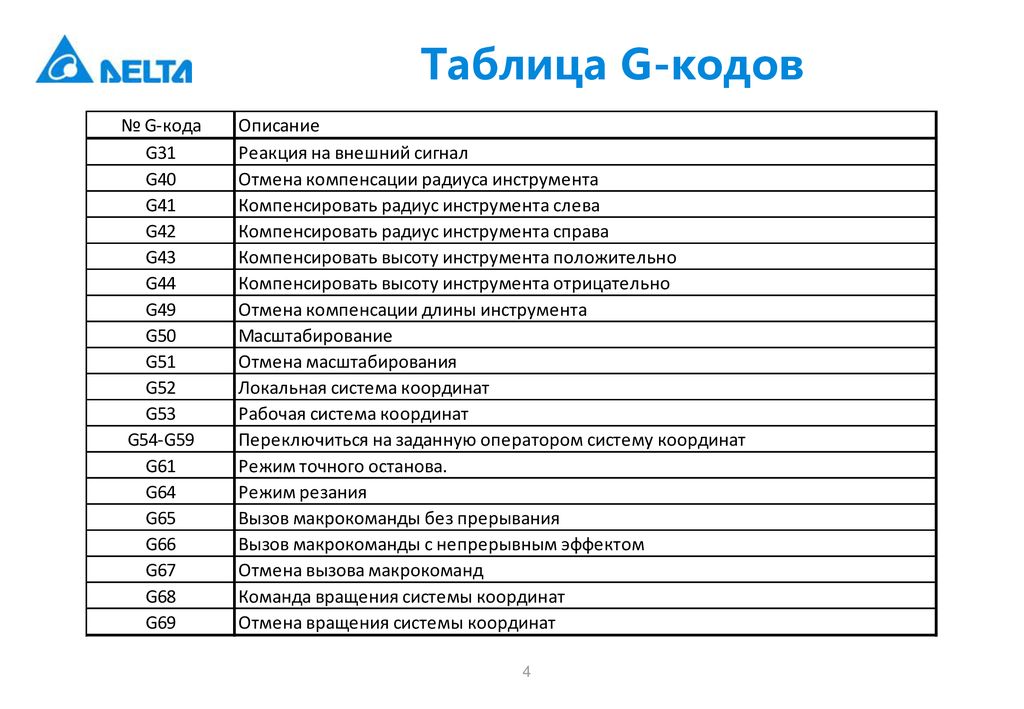
Независимо от метода ввода информации, коды должны быть совершенными.
До появления компьютеров поддержка правильных программ для многократных операций была затруднена из-за бумажного формата программы ЧПУ.
На заре механической обработки устройства имели числовое управление, ЧПУ. Для этого требуются карты или ленты с кодами, созданными путем пробивки отверстий в определенном порядке. До того, как компьютеры стали обычным явлением, механические мастерские регулярно использовали перфоленту для управления своими устройствами. Однако физический носитель может получить серьезные повреждения в активных магазинах.
Жировые пятна, разрывы и потери регулярно происходили с этой перфорированной бумагой. Поврежденная бумага может привести к тому, что станки с ЧПУ будут считывать неправильные коды, что приведет к серьезным проблемам.
Когда компьютеры стали использоваться для управления станками с ЧПУ, оператор вручную вводил коды в компьютер вместо того, чтобы подавать перфоленту в систему.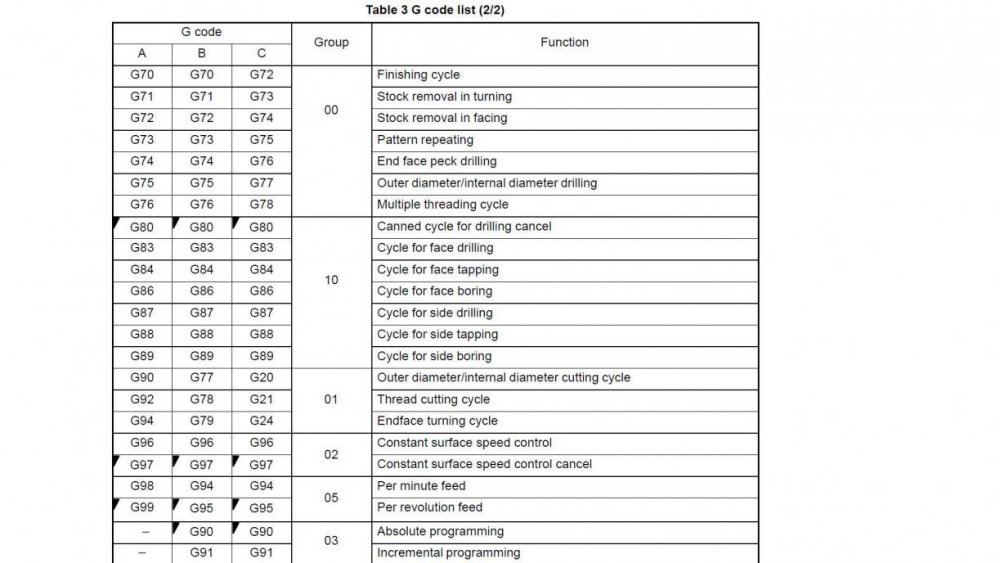
С ЧПУ, числовым программным управлением, программированием эти станки могли производить гораздо более сложные детали из-за использования на них более сложного оборудования.
Это достижение, однако, создало проблему для машинистов. С постоянно усложняющимися станками, способными работать с пятью осями, ввод программы вручную занимал слишком много времени.
Чтобы ускорить процесс, компании начали использовать программное обеспечение CAM или CAD.
CAM, автоматизированное производство, или CAD, автоматизированное проектирование, представляет собой программное обеспечение, которое автоматизирует процесс генерации кода. Машинист говорит программе, что делать, и программа создает коды, которые машина может понять.
Независимо от того, введены ли они в систему вручную или сгенерированы программным обеспечением, программы для обработки с ЧПУ включают G-коды и M-коды. Оба имеют разные функции, и ни один из них не может работать независимо от другого.
Понимание их различий является основой для программирования ЧПУ.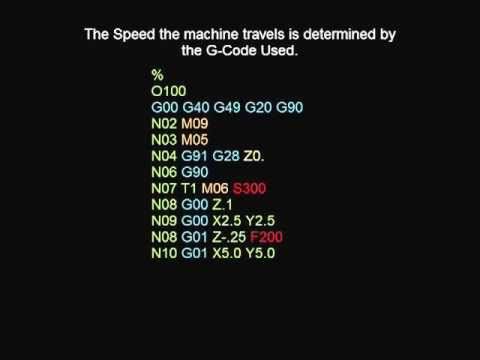
Узнайте о наших услугах по обработке с ЧПУ
Что такое коды G и M в программировании ЧПУ?
При обработке с ЧПУ G-коды и M-коды играют важную роль и функции:
Что такое G-код?
G-код в программировании ЧПУ управляет движениями станка, указывая, как и куда станок должен двигаться для изготовления детали.
Что такое М-код?
Код M в программировании ЧПУ управляет различными функциями станка, включая запуск и останов определенных действий или программ.
Эти два кода используются вместе для производства деталей и компонентов, что делает их незаменимыми в производственном и промышленном секторах.
G-код ЧПУ
Исходным программным языком, используемым станками с ЧПУ, был G-код.
G означает геометрию, и это буквенно-цифровой формат, который система использует, чтобы сообщить частям, что делать. Он указывает, с чего начать, как двигаться и когда остановиться. Для машинистов проблема с использованием G-кодов заключается в том, что разные машины используют вариации стандартного набора буквенно-цифровых чисел.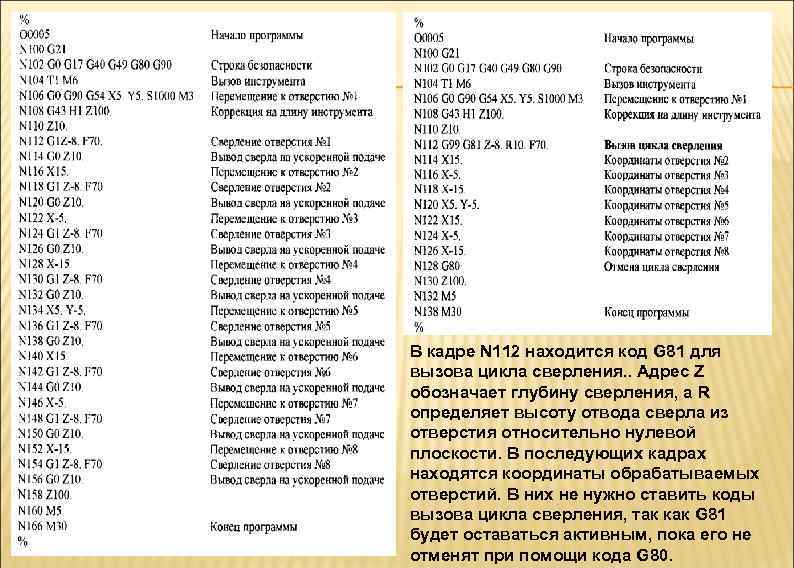 Таким образом, система, сообщающая одному устройству о действии, может указывать на другое действие на другом оборудовании.
Таким образом, система, сообщающая одному устройству о действии, может указывать на другое действие на другом оборудовании.
Различия G-кода между машинами заключаются в количестве нулей между буквой и цифрой или наличии пробелов между командами.
Например, одно устройство может использовать общий G1, а другое — G01. Некоторым машинам требуются десятичные точки между частями информации, в то время как другие позволяют оператору их опускать. Поскольку эти различия в программном диалекте очень важны для выполнения правильной программы, операторы должны всегда знать язык используемой ими машины.
Функции обработки с ЧПУ G-код
Как отмечалось ранее, G-коды указывают станку, как и куда двигаться.
Различные буквы обозначают, как машина движется, а цифры задают параметры. Хотя система называется G-кодом, G — не единственная используемая буква. Другие буквы имеют разные функции в программе, которые, как правило, одинаковы, независимо от диалекта машины.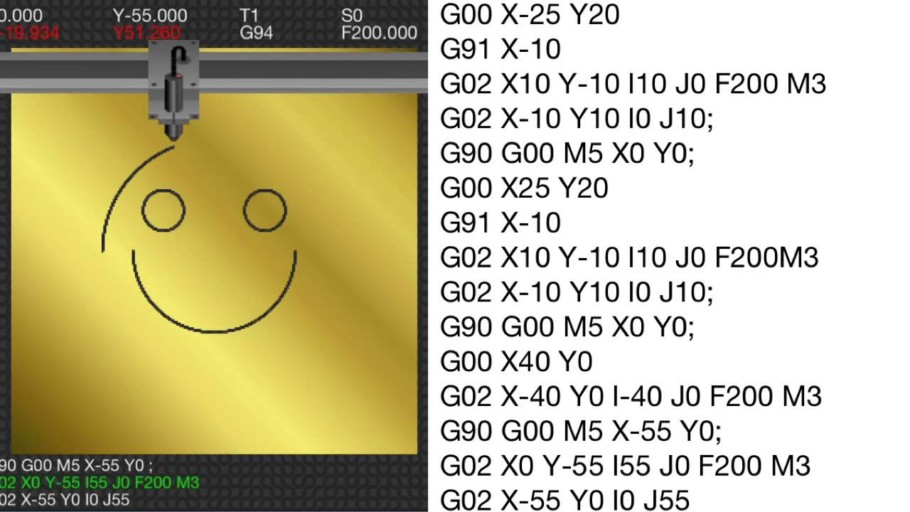
Например, функции следующих букв в коде G включают:
- N: Значение N указывает номер строки.
- G: Количество G указывает, когда инструмент должен двигаться и останавливаться.
- X, Y, Z: Эти значения указывают положение инструмента в трех измерениях — X по горизонтали, Y по вертикали и Z по глубине.
- F: F относится к тому, насколько быстро машина подает изделие.
- S: S сообщает станку, как быстро перемещать шпиндель.
- Т: Т указывает машине, какой инструмент использовать.
- M: Значения M задают различные функции или функции машины, сообщая устройству, как действовать, указывая направления включения и выключения.
- I и J: Эти значения указывают инкрементный центр любых дуг, которые делает машина.
- R: R дает радиус дуг, сделанных машиной.
- A: Значения A направляют инструмент вокруг оси x.
- B: Число с буквой B показывает значение вращения вокруг оси Y.
- C: Вспомогательная ось, которая вращается вокруг оси Z, получает свое позиционное значение из значения C.
- D: Это число показывает, насколько система смещает диаметр инструмента.
- L: L дает системе значение, указывающее повторяющиеся операции и количество циклов, которые они должны выполнять.
- P: Программа переходит во времени или задерживает время с помощью команды P.
Другие буквенно-цифровые обозначения зависят от возможностей аппарата.
Для устройств с четырьмя или пятью осями G-код может включать дополнительные направления координат.
За каждым G-кодом стоят инструкции, говорящие машине, как создавать вариации ее основных функций. Как правило, станки с ЧПУ имеют три операции, и системы показывают, как адаптировать эти задачи для создания готового продукта.
Эти три операции включают следующее:
- Двигайтесь по прямой как можно быстрее.
- Двигаться по прямой линии с заданной скоростью.
- Двигаться по кругу с указанной скоростью.
На основе этих трех движений программа может указать машине, когда останавливаться, изменять скорость, создавать круговые пропилы и другие направления. С помощью сложных программ эти простые указания устройства могут создавать сложные продукты.
Одна часть выбора значений для программы требует знания реакции машины на программу.
Как правило, указания программы говорят обрабатывающему оборудованию, чтобы оно начало что-то делать. Устройство будет продолжать делать это до тех пор, пока не получит указание остановиться. Машинисты должны знать, когда вводить компьютерные инструкции для остановки и запуска.
Тем не менее, механикам может не понадобиться вводить каждую строку необходимой информации.
Существуют также некоторые сочетания клавиш, например, постоянные циклы.
В дополнение к индивидуальным действиям операторы могут использовать постоянные циклы. Эти циклы имеют одну буквенно-цифровую комбинацию, которая диктует ряд шагов. Например, один код цикла может заменить четыре строки программы для обозначения сверления или растачивания. Эти стандартные циклы помогают программистам, когда им нужно записать действия, которые должна выполнять машина.
Понимание функций G-кода облегчает чтение инструкций по эксплуатации, когда вы видите их примеры. Даже если вы не владеете программированием станков с ЧПУ, вы все равно можете осознать важность буквенно-цифровой системы и сложность программы, необходимой для создания обработанного продукта.
Примеры G-кода для обработки с ЧПУ
Хотя коды раньше зависели от станка, некоторые основные комбинации букв и цифр создают общие направления. Каждая группа команд должна иметь только один G-код, чтобы устройство не запуталось. Если оператору потребуется другой G-код, ему потребуется еще один блок данных, как в следующем примере:
- G0: как можно быстрее добраться до указанной координаты.

- G1: двигаться по прямой.
- G2: создание дуги по часовой стрелке.
- G3: создайте дугу против часовой стрелки.
Хотя когда-то машинисты должны были запоминать эти команды во время учебы, сегодня многие этого не делают, потому что используемые ими команды зависят от типа машины. Кроме того, машинисты обычно вводят направления G так часто, что быстро их запоминают. Однако, если им понадобится напоминание, к большинству устройств с ЧПУ прилагается книга по программированию, в которой указан точный диалект, требуемый для оборудования.
В то время как G-коды дают машине инструкции о том, куда двигаться, M-значения направляют устройство на выполнение разных задач.
Наиболее важные G-коды
Все G-коды удобны в использовании и обладают жизненно важными функциями. Некоторые из наиболее часто используемых G-кодов:
G00: Быстрое позиционирование
Команда позиционирования G00 быстро перемещает машину из ее текущего положения в заданные координаты команды. Все оси двигаются одновременно, поэтому они одновременно завершают действие. Движение к новой точке происходит по прямой.
Все оси двигаются одновременно, поэтому они одновременно завершают действие. Движение к новой точке происходит по прямой.
G01: Линейная интерполяция
Команда G01 перемещает станок по прямой линии с заданной скоростью подачи, которую можно установить с помощью функции F. У вас должны быть значения X, Y и Z вашего проекта, прежде чем начинать этот код, чтобы создать прямую линию. После того, как вы введете код, машина начнет вычислять эти точки, чтобы построить прямую линию.
G02: круговая интерполяция по часовой стрелке
Команда G02 перемещает станок по часовой стрелке. Чтобы он работал правильно, вы должны определить центр вращения, который аналогичен радиусу окружности с центром и начальной точкой дуги. Вы также должны определить параметры конечной точки. Начальная точка — это просто конечная точка предыдущей команды, поэтому ее легко определить.
G03: круговая интерполяция против часовой стрелки
Команда G03 также перемещает станок по кругу, но вместо этого против часовой стрелки. Эта команда аналогична G02.
Эта команда аналогична G02.
Как читать G-коды
При просмотре файла G-кода разбейте его длинное и сложное содержимое на декартовы координаты и маркеры. Попробуйте найти коды, с которыми вы наиболее знакомы, и используйте ключ, чтобы напомнить себе коды, которые вы забыли.
Каждая строка чисел имеет свой порядок, и G-коды имеют тщательно продуманную структуру для правильного выполнения своих функций.
M-код ЧПУ
M-код — это язык управления станком, управляющий всей программой, часто называемый G-кодом. В то время как G-команды описывают положения, M-код управляет действиями машины. Хотя M представляет различные коды, некоторые называют его машинным кодом, поскольку он управляет определенными операциями оборудования.
Коды G и M используются для программирования станков с ЧПУ.
Без М-кодов вы можете направлять инструменты в определенное место и приказывать им двигаться по линии или дуге, но вы не добьетесь успеха, давая более прямые команды, такие как остановка программ, смена инструментов, заливка системы охлаждающей жидкостью или другие действия, выходящие за рамки трех основных движений, контролируемых G-кодами.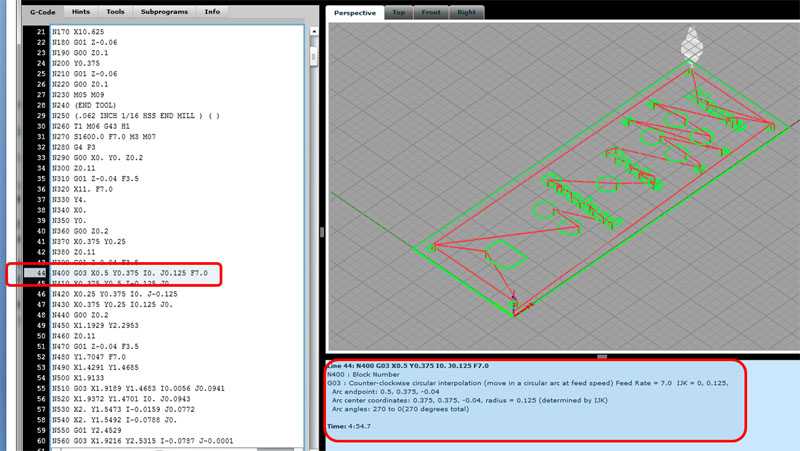 Вот почему вы можете думать о М-кодах как управляющих операциями без резки.
Вот почему вы можете думать о М-кодах как управляющих операциями без резки.
Функции обработки с ЧПУ М-код
М-коды дают машинным инструкциям, когда включать или выключать операции, не связанные с резкой. Например, для определенных процессов машине может потребоваться залить систему охлаждающей жидкостью и отключить ее после падения температуры. Это два отдельных действия в М-коде.
Как и в случае с G-кодами, диалект, используемый для M-кодов, зависит от машины. При настройке программ M-коды должны иметь по одному на каждый блок информации. Эти команды дают машине функции включения и выключения, поэтому наличие нескольких команд в одной группе или блоке может вызвать проблемы с программой.
Использование М-команд позволяет машинисту указать устройству сменить инструмент, включить шпиндель, отправить охлаждающую жидкость в систему или открыть двери. Существуют десятки M-операций, и операторы учатся программировать, чтобы быстро выполнять нужные действия.
Как и G-коды, M-коды зависят от машины.
Для некоторых машин требуется ноль между буквой М и числом, а для других это требование отсутствует. Опять же, знание конкретных требований, подробно изложенных в инструкциях по кодированию машины, поможет оператору понять, какие буквенно-цифровые программы использовать.
Примеры М-кода для обработки с ЧПУ
М-команды имеют общие значения, которые включают следующее:
- M00: Остановить любую программу, работающую в данный момент — оси, залив СОЖ или шпиндель.
- M01: Эта команда указывает на необязательную остановку программы.
- M02: Конец текущей программы.
- M03: Начните перемещать шпиндель по часовой стрелке.
- M04: Начните вращение шпинделя против часовой стрелки или в обратном направлении.
- M05: Остановите перемещение шпинделя.
- M06: Загрузить другой инструмент.
 Обычно эта команда поставляется со значением T. Например, вы можете увидеть «T1 M06».
Обычно эта команда поставляется со значением T. Например, вы можете увидеть «T1 M06». - M08: Начать заливку охлаждающей жидкости в систему.
- M09: Перекрыть подачу охлаждающей жидкости.
Эти примеры являются лишь некоторыми из значений M, которые вы можете увидеть в программе для запуска станка с ЧПУ.
Наиболее важные М-коды
Некоторые из наиболее часто используемых М-кодов:
M00: Остановка программы
Команда M00 завершает текущую программу, позволяя вам переключать оборудование или запускать задачи по устранению неполадок.
M02: Конец программы
Команда M02 полностью завершает программу. Завершение текущей программы вашей машины — это первый шаг к началу другой.
M03: Пуск шпинделя
Команда M03 перемещает шпиндель вперед по часовой стрелке. Эта команда может показаться похожей на функцию команды G02, но коды G перемещают только машину.
M04: Пуск шпинделя
Команда M04 перемещает шпиндель в направлении, обратном команде M03, заставляя его вращаться против часовой стрелки. Это необходимый маневр во многих автоматизированных производственных задачах.
Это необходимый маневр во многих автоматизированных производственных задачах.
M05: Останов шпинделя
Команда M05 останавливает шпиндель, чтобы вы могли проверить текущее состояние вашей работы.
M06: Смена инструмента
Команда M06 позволяет переключать инструменты без повреждения оборудования.
Как читать М-коды
М-коды или другие коды часто дополняются кодами из других категорий, чтобы активировать идеальные настройки машины. Из-за этого строки с M-кодами выглядят сложными, хотя они структурированы в определенном порядке для обеспечения бесперебойной работы процессов. Код S может установить скорость вращения шпинделя, например, при его перемещении с помощью кода M. M-коды часто используются с G-кодами для эффективного управления машиной.
Основное различие между G-кодом и M-кодом
Коды G и M имеют особое, но разное применение для управления станками с ЧПУ.
Некоторые называют программу ЧПУ кодом G, хотя цифры, сопровождающие G, управляют только движением и функциями системы. Значение M является частью программы, которая сообщает машине, как выполнять операции вне движений.
Значение M является частью программы, которая сообщает машине, как выполнять операции вне движений.
Глядя на то, как эти два типа команд работают с машиной, думайте о G как о резке, а M как о различных операциях.
В то время как оба управляют оборудованием, они регулируют различные движения.
G-команды сообщают инструменту, где и как резать. Операции М направляют станок на смену инструментов, перемещение шпинделя или выполнение других операций, не связанных с резанием, внутри оборудования. Если вы хотите упростить процесс, вы можете рассмотреть программное обеспечение CAD или CAM, но это не всегда идеальное решение.
Даже если у вас есть программа CAD или CAM для изменения указаний, которые вы даете буквенно-цифровой программе, вы все равно должны быть знакомы с программированием ЧПУ, чтобы вносить изменения или поправки в программное обеспечение на основе требуемых данных станка. Программное обеспечение будет делать только то, что ему говорит оператор, и если вы не понимаете программу, которую оно генерирует, вы можете заставить машину выполнять неправильную функцию, что приведет к напрасной трате времени и материалов.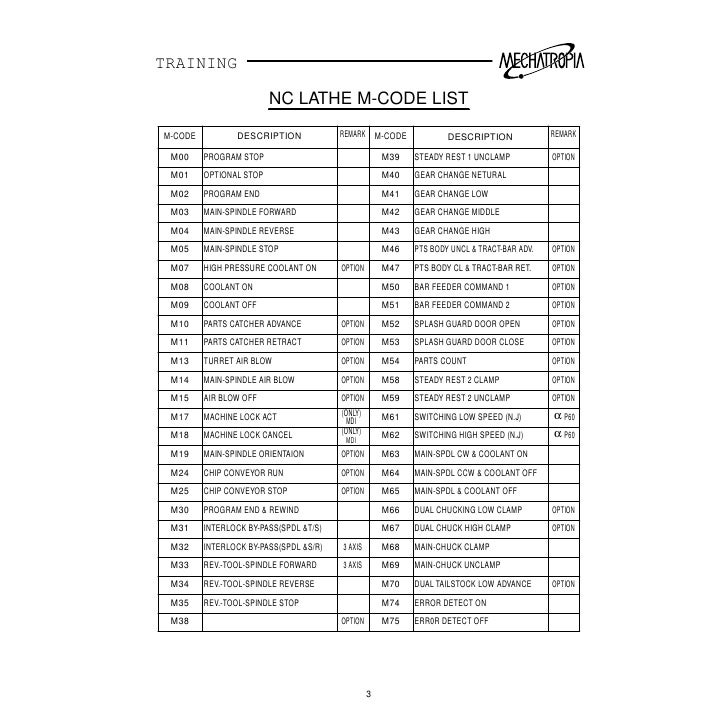
Всего комментариев: 0