М05 код чпу: Управление вращением шпинделя – М03, М04, М05
Содержание
M коды — Программирование станков с ЧПУ
Некоторые программные функции управляемые М-кодом
Функции М — это закодированные сведения, которые определяют функциональные особенности станка. Они применяются для команд ВКЛ/ВЫКЛ органов станка
| Код M | Функция |
| М00 | Безусловный останов программы |
| М01 | Условный останов программы |
| М02 | Конец программы |
| М03 | Вращение шпинделя по часовой стрелке |
| М04 | Вращение шпинделя против часовой стрелки |
| М05 | Останов шпинделя и охлаждения |
| М06 | Ручная смена инструмента |
| М07 | Включение дополнительного охлаждения |
| М08 | Включение охлаждения |
| М09 | Выключение охлаждения |
| М10 | Зажим детали |
| М11 | Разжим детали |
| М12 | Контроль окончания прутка (опция) |
| М20 | Включение тормоза шпинделя (с остановом шпинделя) |
| М21 | Выключение тормоза шпинделя |
| М11 | Разжим детали |
| М27 | Подвод вперед задней бабки при помощи пневмоустройства (опция) |
| М28 | Отвод назад задней бабки при помощи пневмоустройства (опция) |
| М29 | Синхронизация вращения шпинделя и оси Z во время жесткого нарезания резьбы |
| М30 | Конец программы + RESET |
| М31 | Аннулирование последующей М01 (версия с линейными инструментами) |
| М32 | Блокировка потенциометра подачи (принудительная подача 100%) |
| МЗЗ | Отмена функции М32 |
| М45 | Включение циклов смазки |
| М61 М62 М64 М65 М66 М67 | Опции |
| М73 | Отмена зеркального отображения |
| М74 | Включение зеркального отображения по оси X |
| М75 | Включение зеркального отображения по оси Z |
| М88 | Включение точного останова |
| М89 | Выключение точного останова |
| М90 | Включения счетчика деталей (опция) |
| М98 | Вызов подпрограммы |
| М99 | Конец подпрограммы |
Управление станком позволяет использование одной функции М в каждом кадре.
SprutCAM Практик бесплатно на год при покупке станка с ЧПУ
Написать инженеру
Поделиться:
Новости
Автоматический кромкооблицовочный станок WoodTec Compact h455 F
Подробнее
Форматно-раскроечный станок WoodTec PS 45S PRO
Подробнее
Статьи
Всё о лазерных станках ЧПУ
Всё о фрезерных станках ЧПУ
Лазерная обработка
Фрезерная обработка
Системы станка ЧПУ
Ремонт лазерных станков
Программирование станков с ЧПУ
NC Studio
Оборудование компании
Изделия на ЧПУ станках
Санитарные нормы на производстве
Использование вспомогательных М-кодов в станках с ЧПУ
Содержание страницы
- 1. Временный останов выполнения управляющей программы – М00 и М01
- 2. Коды М03, М04, М05 управления вращением шпинделя
- 3. Система управления подачи СОЖ (М07, М08, М09)
- 4. Код М06 для автоматической замены режущего инструмента
- 5.
 Окончание УП (коды М30 и М02)
Окончание УП (коды М30 и М02)
Коды, обозначающиеся буквой М (Miscellaneous), называются вспомогательными и предназначены для управления режимами работы станка. М-код может стоять как отдельно, так и находиться в кадре с G-кодами. Некоторые М-коды работают совместно с другими адресами. Например, М-код, отвечающий за направление вращения шпинделя, обычно указывается с адресом S, который необходим для задания числа его оборотов при вращении:
N10 S1000 М03
В таблице 1 помещены базовые М-коды, которые должен знать каждый технолог-программист. Когда М-код находится в кадре с G-кодом, то порядок выполнения зависит от модели ЧПУ. Возьмем, например, следующий кадр:
N10 G01 Х100.0 Y100.0 Z100.0 F50.0 М08
Таблица 1. Базовые М-коды
| М код | Действие |
| M00 | Запрограммированный останов |
| М01 | Останов по выбору |
| М02 | Конец программы |
| М03 | Прямое вращение шпинделя |
| М04 | Обратное вращение шпинделя |
| М05 | Останов шпинделя |
Кадр М08 обеспечивает линейное перемещение и включает подачу охлаждающей жидкости. Одни станки включают подачу СОЖ сразу, другие – только после перемещения в указанную позицию. Зная это, опытный программист старается указывать код М08 перед выполнением перемещения на рабочей подаче:
Одни станки включают подачу СОЖ сразу, другие – только после перемещения в указанную позицию. Зная это, опытный программист старается указывать код М08 перед выполнением перемещения на рабочей подаче:
N05 М08
N10 G01 Х100.0 Y100.0 Z100.0 F50.0
Нужно учесть, что некоторые системы ЧПУ позволяют задавать в кадре только один М-код. В этом случае, если в кадре находятся несколько М-кодов, то СЧПУ выдаст сообщение об ошибке. Для избежания ошибок внимательно прочтите раздел документации станка и системы ЧПУ о работе с М-кодами.
1. Временный останов выполнения управляющей программы – М00 и М01
Очень часто возникают ситуации, когда необходимо временно прервать выполнение программы, например, для того чтобы удалить стружку, проверить размеры обрабатываемой детали или переставить крепежные элементы в другое положение. Коды М00 и М01 временно приостанавливают выполнение программы обработки или, говоря другими словами, делают паузу в производственном цикле станка.
Когда СЧПУ читает код М00, то происходит так называемый запрограммированный останов. Все осевые перемещения останавливаются и возобновляются лишь после того, как оператор станка нажмет клавишу Старт цикла на панели УЧПУ. При этом шпиндель продолжает вращаться, и другие функции остаются активными. Если оператор станка нажимает клавишу Старт цикла, то выполнение программы будет продолжено с кадра, следующего за М00.
Все осевые перемещения останавливаются и возобновляются лишь после того, как оператор станка нажмет клавишу Старт цикла на панели УЧПУ. При этом шпиндель продолжает вращаться, и другие функции остаются активными. Если оператор станка нажимает клавишу Старт цикла, то выполнение программы будет продолжено с кадра, следующего за М00.
…
N200 G01 X200
N210 G00 Z100
N220 M00
N230 G00 Z5
N240 G01 Z-1 F50
…
Для того чтобы безопасно удалить стружку из зоны обработки или снять ее со сверла, необходимо остановить шпиндель. То есть перед командой М00 нужно указать код выключения вращения шпинделя М05. Однако не забудьте снова включить шпиндель, иначе инструмент будет перемещаться без вращения, что приведет к его поломке.
…
N200 G01 X200
N210 G00 Z100
N215 M05
N220 M00
N225 M03 S1000
N230 G00 Z5
N240 G01 Z-1 F50
…
Использование кода М01 дает возможность оператору выбора – прерывать выполнение управляющей программы или нет. Любой станок с УЧПУ имеет клавишу «М01». Если она нажата, то происходит останов УП. Если клавиша не нажата, то выполнение УП не прерывается.
Любой станок с УЧПУ имеет клавишу «М01». Если она нажата, то происходит останов УП. Если клавиша не нажата, то выполнение УП не прерывается.
…
N200 G01 X200
N210 G00 Z100
N220 M01
N230 G00 Z5
N240 G01 Z-1 F50
…
2. Коды М03, М04, М05 управления вращением шпинделя
Вспомогательные коды М03 и М04 предназначены для управления вращением шпинделя. Единственная разница между двумя этими М-кодами заключается в направлении вращения. Код М03 отвечает за прямое (по часовой стрелке), а М04 – за обратное вращение шпинделя (против часовой стрелки). Направление вращения определяется, если смотреть в отрицательном направлении оси Z (со стороны шпинделя в сторону заготовки).
При фрезеровании режущие инструменты должны иметь прямое вращение (М03) (см. рис. 1). При выводе метчика из отверстия, при нарезании левой резьбы, в циклах автоматического измерения диаметра инструмента может потребоваться обратное вращение шпинделя (М04). В конце программы обработки и перед сменой инструмента нужно остановить вращение шпинделя при помощи команды М05.
…
N40 Z5.0
N45 G00 Z100.0
N50 M05
M55 M30
%
Рис. 1. Для операции фрезерования применяется только прямое вращение инструмента (М03)
Для задания частоты вращения шпинделя используется S-адрес. За S следует числовое значение, выражающее скорость вращения шпинделя в оборотах за одну минуту. Большинство СЧПУ воспринимают только целочисленное значение S. Обычно код М03 и S находятся в одном кадре.
Например, кадр N20 заставляет вращаться шпиндель в прямом направлении со скоростью 1000 оборотов в минуту:
% O0002
N05 G21 G40 G49 G54 G80 G90 G98 G00
N10 T1 M06
N15 G43 h2 Z100.0
N20 M03 S1000
N25 X100.0 Y150.0 Z5
N30 G01 Z-0.5
N35 X200.0 Y250.0
N40 Z5.0
N45 G00 Z100.0
N50 M05
M55 M30
%
Некоторые станки (преимущественно старых моделей) оснащены специальной коробкой скоростей. Нужная передача для соответствующего диапазона скоростей вращения шпинделя выбирается автоматически или с помощью М-кодов. Обычно для включения низкой передачи используется код М41, а для включения более высоких передач – М42, М43 и т. д. Переключение передач в этом случае необходимо, чтобы двигатель, вращающий шпиндель, не подвергался чрезмерным нагрузкам (вспомните процесс переключения передач в автомобиле). Приведем небольшой программный пример. В кадре N20 включается низкая передача, а в кадре N25 шпиндель начинает вращаться со скоростью 900 оборотов в минуту:
Обычно для включения низкой передачи используется код М41, а для включения более высоких передач – М42, М43 и т. д. Переключение передач в этом случае необходимо, чтобы двигатель, вращающий шпиндель, не подвергался чрезмерным нагрузкам (вспомните процесс переключения передач в автомобиле). Приведем небольшой программный пример. В кадре N20 включается низкая передача, а в кадре N25 шпиндель начинает вращаться со скоростью 900 оборотов в минуту:
…
N10 T5 M06
N15 G43 H5
N20 M41
N25 M03 S900
…
3. Система управления подачи СОЖ (М07, М08, М09)
В процессе фрезерования охлаждающая жидкость подается в зону обработки для увеличения стойкости инструмента, улучшения качества обрабатываемой поверхности и удаления (вымывания) стружки.
Станки с ЧПУ оснащаются системой автоматической подачи СОЖ. Управление этой системой осуществляется при помощи нескольких М-кодов. Обычно код М08 используется для включения подачи охлаждающей жидкости, а код М09 – для выключения. Некоторые станки позволяют подавать СОЖ в зону обработки в различном виде. Например, код М08 может вызывать подачу охлаждающей жидкости в виде струи, а код М07 – в распыленном виде.
Некоторые станки позволяют подавать СОЖ в зону обработки в различном виде. Например, код М08 может вызывать подачу охлаждающей жидкости в виде струи, а код М07 – в распыленном виде.
Подачу СОЖ принято отключать перед сменой инструмента и в конце программы обработки. Многие современные станки делают это автоматически при чтении кода М06 (смена инструмента), кодов М30 и М02 (конец программы). Кроме программного управления системой автоматической подачи СОЖ, существует и ручное управление, позволяющее оператору станка при помощи определенных клавиш на панели УЧПУ включать или выключать подачу охлаждающей жидкости в случае необходимости. Для того чтобы струя охлаждающей жидкости точно попадала в нужное место зоны обработки и на режущий инструмент, используют гибкие шланги (см. рис. 2).
Рис. 2. Подача СОЖ в зону резания
4. Код М06 для автоматической замены режущего инструмента
Код М06 предназначен для автоматической смены инструмента. Некоторые станки с ЧПУ прошлых поколений или недорогие настольные станки не имеют устройства автоматической смены инструмента. В этом случае оператор станка вынужден останавливать программу и вручную менять один инструмент на другой, что конечно же неудобно.
В этом случае оператор станка вынужден останавливать программу и вручную менять один инструмент на другой, что конечно же неудобно.
Многие современные станки с ЧПУ имеют это полезное устройство, освобождающее оператора от лишнего вмешательства в производственный цикл станка. Инструменты находятся в ячейках специального барабана, который обычно называют магазином инструментов (см. рис. 3). В большинстве станков каждая из ячеек магазина инструментов имеет собственный номер. Специальные датчики и устройство обратной связи помогают системе ЧПУ определить положение магазина инструментов и наличие инструмента в ячейках.
Рис. 3. Магазин инструментов фрезерного станка с ЧПУ
Обычно для выполнения автоматической смены инструмента программист напрямую указывает номер инструмента, который необходимо взять (номер инструмента в большинстве случаев совпадает с номером ячейки инструментального магазина). Такой способ смены инструмента называется абсолютным. Некоторые старые станки использовали относительный способ смены инструмента. В этом случае номер инструмента отсчитывался от номера текущего инструмента, что менее удобно. Производители станков постоянно совершенствуют конструкцию устройств автоматической смены инструмента.
В этом случае номер инструмента отсчитывался от номера текущего инструмента, что менее удобно. Производители станков постоянно совершенствуют конструкцию устройств автоматической смены инструмента.
Сегодня наиболее популярными являются следующие конфигурации:
- магазин инструментов перемещается при смене инструмента, тип «зонтик»;
- магазин инструментов не перемещается при смене инструмента, тип «рука».
Сначала рассмотрим алгоритм работы устройства автоматической смены инструмента с перемещающимся магазином. Когда управляющая программа доходит до кадра смены инструмента, шпиндель перемещается в определенную точку, находящуюся рядом с магазином инструментов. Магазин инструментов перемещается в эту же точку до «сцепления» инструмента с пустой ячейкой. Шпиндель немного поднимается вверх, освобождая отработавший инструмент. Магазин инструментов поворачивается таким образом, чтобы выбранный инструмент находился под шпинделем.
Шпиндель опускается, зажимает новый инструмент и отводится вверх. Магазин инструментов перемещается обратно на свое место. Если магазин инструментов не перемещается, то возможен следующий алгоритм работы. Сначала шпиндель перемещается в определенную точку, находящуюся рядом с магазином инструментов. Затем магазин инструментов поворачивается таким образом, чтобы выбранный инструмент находился напротив шпинделя. Механический захват («рука»), находящийся между магазином и шпинделем, захватывает отработавший инструмент в шпинделе и новый инструмент в магазине.
Магазин инструментов перемещается обратно на свое место. Если магазин инструментов не перемещается, то возможен следующий алгоритм работы. Сначала шпиндель перемещается в определенную точку, находящуюся рядом с магазином инструментов. Затем магазин инструментов поворачивается таким образом, чтобы выбранный инструмент находился напротив шпинделя. Механический захват («рука»), находящийся между магазином и шпинделем, захватывает отработавший инструмент в шпинделе и новый инструмент в магазине.
Захват опускается вниз, освобождает инструмент и меняет их местами. Захват поднимается вверх, при этом новый инструмент зажимается в шпинделе, а старый остается в магазине инструментов. Внимательно ознакомьтесь с соответствующим разделом документации станка, для того чтобы хорошо понимать, как на вашем станке производится смена инструмента. Обычно станки с ЧПУ производят смену инструмента при указании в программе следующей команды:
М06 Т1
Адрес Т обозначает номер вызываемого инструмента (в данном случае инструмент № 1), а М06 обеспечивает смену. Например, если в УП запрограммировать М06 Т5, то будет вызван инструмент № 5. Большинство СЧПУ допускают любой порядок слов данных в кадре смены инструмента. То есть вы можете вызвать инструмент № 1 и таким образом:
Например, если в УП запрограммировать М06 Т5, то будет вызван инструмент № 5. Большинство СЧПУ допускают любой порядок слов данных в кадре смены инструмента. То есть вы можете вызвать инструмент № 1 и таким образом:
Т1М06
Некоторые СЧПУ требуют, чтобы адрес Т и команда М06 находились в разных кадрах, иначе автоматическая смена инструмента может быть выполнена неправильно:
N10 Т1
N20 М06
Сразу после смены необходимо выполнить компенсацию длины нового инструмента. Как вы уже знаете, компенсация длины инструмента осуществляется при помощи кода G43 и следующего за ним Н-слова данных. Для удобства номер корректора на длину совпадает с номером инструмента.
Например, для выполнения компенсации длины инструмента № 1 в УП необходимо указать:
G43 h2
Некоторые станки старых моделей требовали указывать направление компенсации длины инструмента. При этом код G43 обозначал положительное направление, a G44 – отрицательное направление компенсации.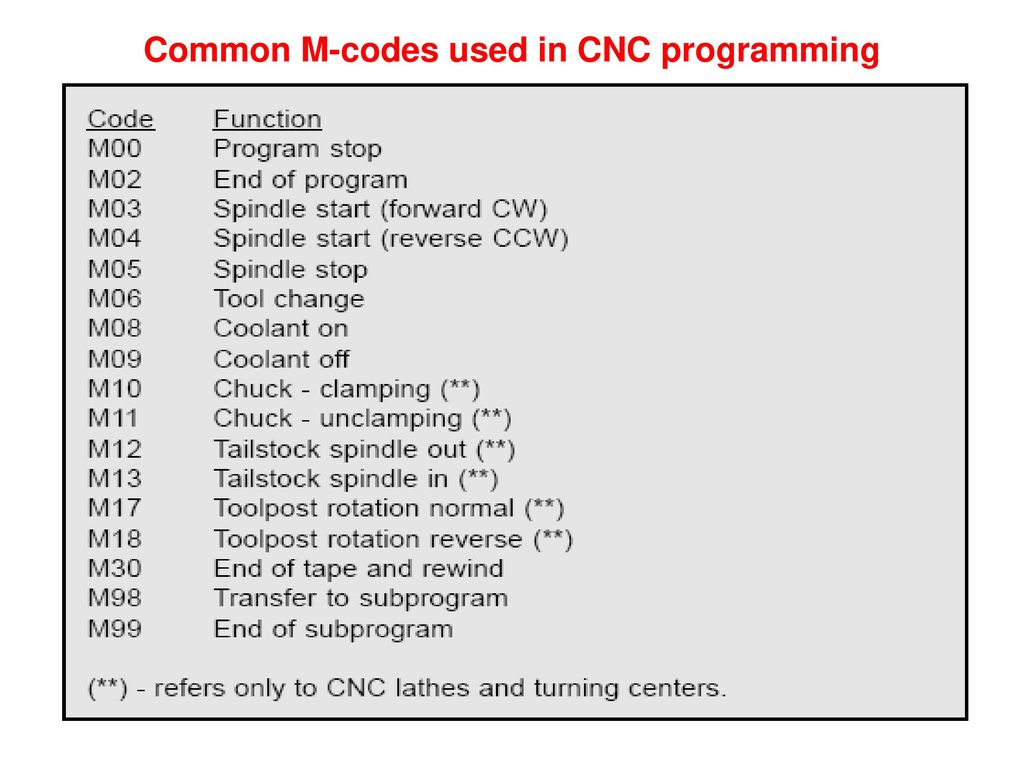 К счастью, сегодня такой неудобный способ используется крайне редко. Кадры смены инструмента и активации компенсации длины нового инструмента в управляющей программе:
К счастью, сегодня такой неудобный способ используется крайне редко. Кадры смены инструмента и активации компенсации длины нового инструмента в управляющей программе:
% O0002
N05 G21 G40 G49 G54 G80 G90 G98 G00
N10 T1 M06
N15 G43 h2 Z100.0
N20 M03 S1000
N25 X100.0 Y150.0 Z5
N30 G01 Z-0.5
N35 X200.0 Y250.0
N40 Z5.0
N45 G00 Z100.0
N50 M05 M55 M30
%
В кадре N10 производится смена инструмента (вызов инструмента
№ 1), а в кадре N15 выполняется компенсация длины инструмента № 1 и инструмент перемещается в точку Z100.0. Перед тем как вызвать новый инструмент, принято отменять компенсацию длины активного инструмента. Это действие производится при помощи кода G49, хотя многие современные СЧПУ отменяют компенсацию длины автоматически при указании команды М06. Если произведена смена инструмента, а компенсация его длины не выполнена, то возможно столкновение инструмента с заготовкой или частями станка. Многие программисты для обеспечения безопасности перед сменой инструмента выполняют возврат в исходную позицию по оси Z:
…
G91 G28 Z0 T3 M06 G43 h4
…
Чтобы избежать серьезных ошибок, при смене инструмента оператору станка необходимо быть особенно внимательным.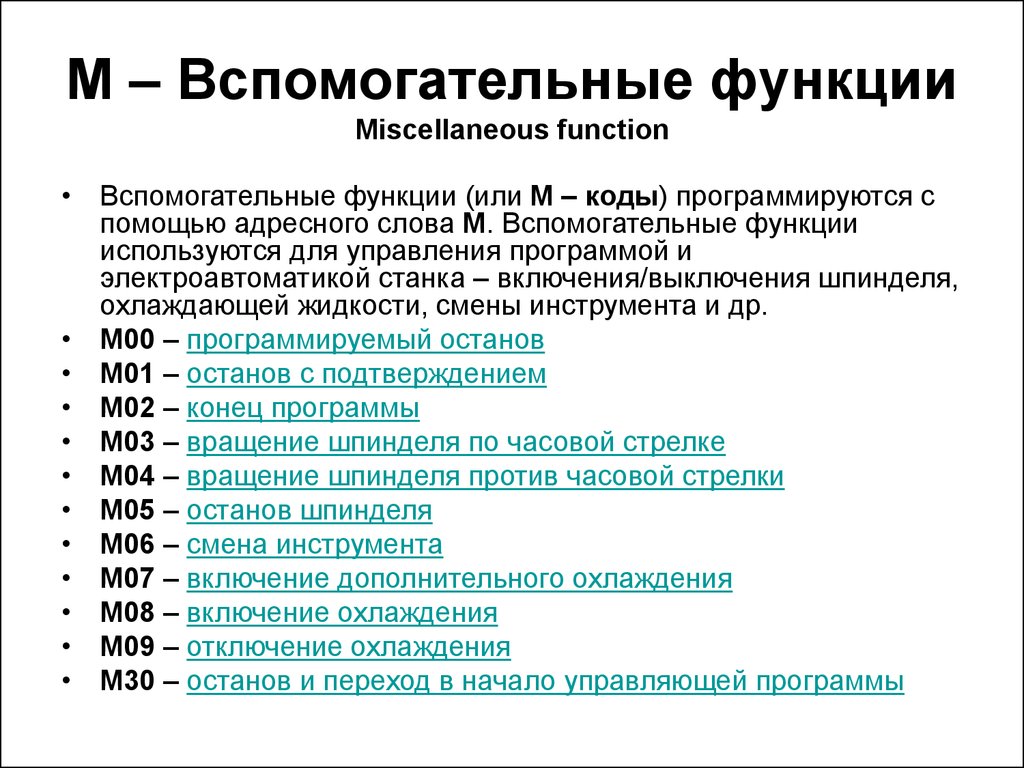
5. Окончание УП (коды М30 и М02)
В конце любой управляющей программы должен находиться код ее завершения – М30 или М02. При выполнении любого из этих кодов станок останавливается независимо от того, какую функцию он выполнял. Разница между М30 и М02 заключается лишь в том, что код М30, помимо завершения программы, «перематывает» или «сбрасывает» ее на начало, а код М02 не делает этого. Проще говоря, при окончании программы обработки с М30 курсор текущего положения переводится в самое начало программы, а с М02 остается в конце.
…
N40 Z5.0
N45 G00 Z100.0
N50 M05
M55 M30
%
Обычно при завершении программы обработки производится перемещение рабочего стола или инструмента в позицию, которая облегчает оператору снятие готовой детали со станка. Такое перемещение совершается с помощью кода возврата в исходную позицию G28:
…
N120 G91 G28 X0 Y0 Z0
N130 M05
N140 M30
%
Просмотров: 97
Объяснение элементов управления шпинделем ЧПУ [M03, M04, M05 и др.
 ]
]
Содержание
Начало работы с элементами управления шпинделем ЧПУ
Основные коды для управления шпинделем ЧПУ:
- M03 = шпиндель по часовой стрелке 9001 0
- M04 = шпиндель включен против часовой стрелки
- M05 = шпиндель выключен
Но управление шпинделем ЧПУ — это нечто большее, чем просто его включение и выключение.
Например, большинство станков с ЧПУ имеют несколько способов выключения шпинделя, и у каждого способа есть свой вариант использования.
Управление скоростью вращения шпинделя — еще одна функция, имеющая несколько режимов. Неправильный выбор может привести к катастрофе.
Узнайте все тонкости управления шпинделем ниже.
Хотите узнать больше о CNC G Code?
Коды для включения шпинделя
Есть две команды ЧПУ для включения шпинделя, M03 и M04.
- M03 = шпиндель по часовой стрелке
- M04 = шпиндель против часовой стрелки
Код S используется вместе с этими кодами для установки скорости вращения шпинделя.
M03 [шпиндель включен, по часовой стрелке]
Код M03 включает шпиндель по часовой стрелке с заданной скоростью.
Скорость устанавливается с помощью самого последнего S-кода.
Вращение по часовой стрелке с M03 является наиболее распространенным направлением вращения шпинделя при обработке с ЧПУ.
Вращение по часовой стрелке используется с правыми режущими инструментами.
M04 [шпиндель включен, против часовой стрелки]
Код M04 включает шпиндель против часовой стрелки с заданной скоростью.
Так же, как и M03, установленная скорость – это значение, используемое с самым последним S-кодом.
M04 используется с левосторонними режущими инструментами.
Вращение шпинделя против часовой стрелки встречается гораздо реже, чем по часовой стрелке.
Особенно это касается обрабатывающих центров (фрезерных станков). Для токарных станков M03 по-прежнему более распространен, но M04 используется чаще.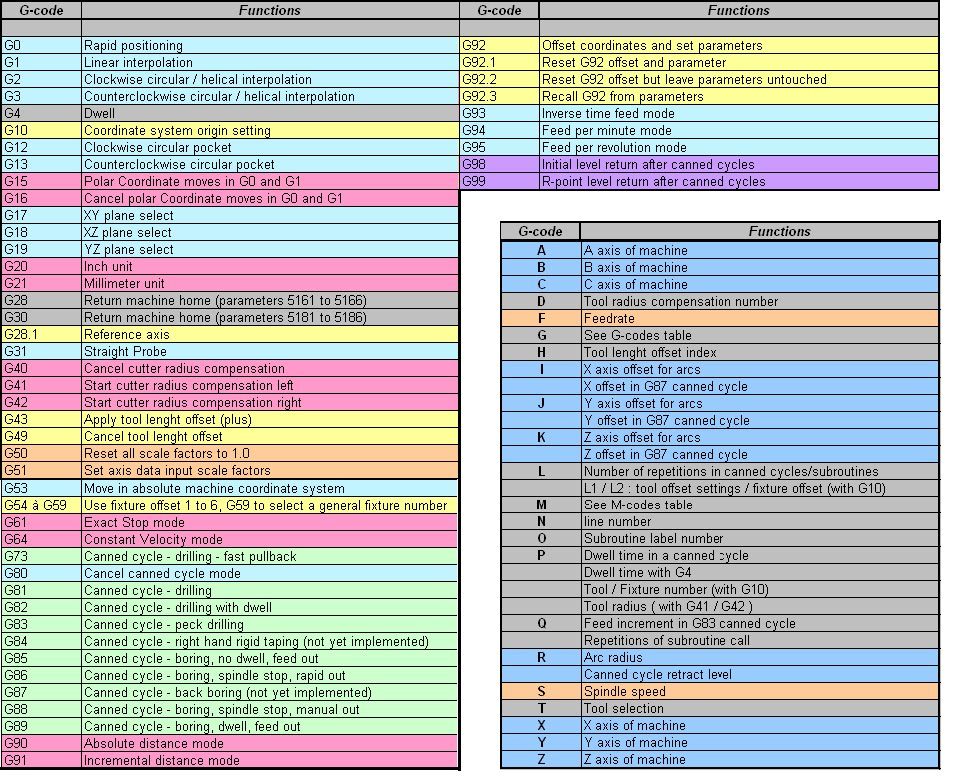
Коды для выключения шпинделя
Код M05 — единственный код, который просто выключает шпиндель.
Однако есть и другие коды, перечисленные ниже, которые отключают несколько функций станка, и шпиндель включен в эти функции.
M05 [шпиндель выключен]
Код M05 используется для остановки шпинделя.
Обычно используется при смене инструмента или других изменениях в процессе обработки.
Когда шпиндель снова включается с помощью кода M03 или M04 после остановки, шпиндель возвращается к той же скорости, на которую он был ранее установлен с помощью последнего кода S.
M00 [остановка программы]
Код M00 называется остановкой программы. Он останавливает текущую программу в середине работы.
Использование кода M00 отключает следующие функции:
- Движение всех осей
- Вращение шпинделя
- Поток охлаждающей жидкости
- Машина приостанавливает чтение программы
При использовании кода M00 ничего не сбрасывается.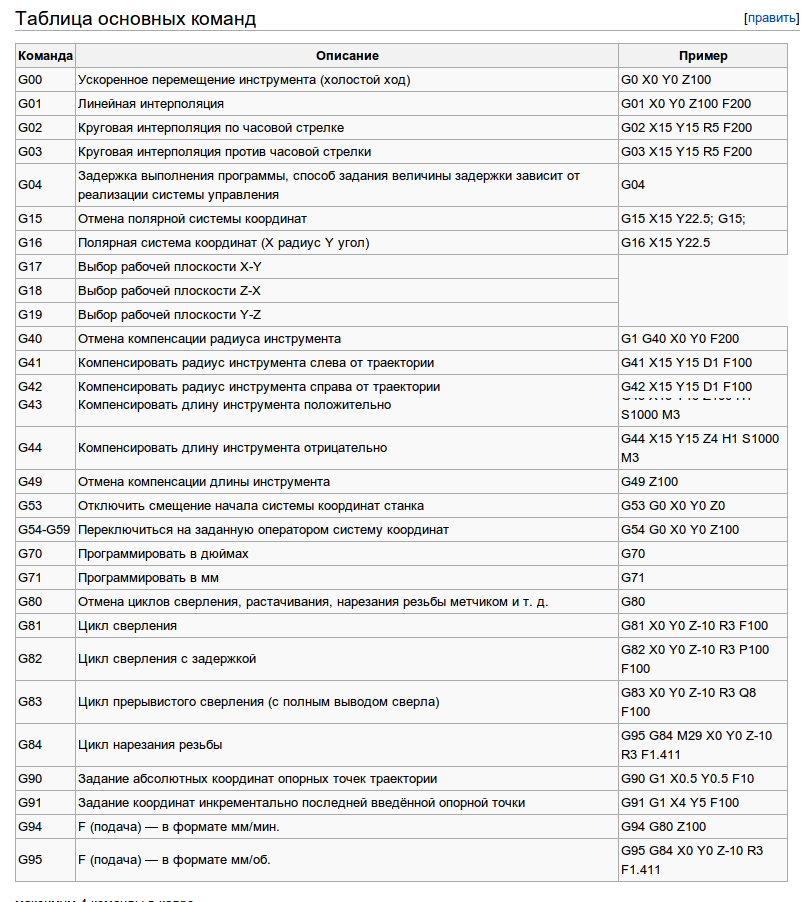 Другими словами, любые активные режимы или параметры останутся такими, какие они есть.
Другими словами, любые активные режимы или параметры останутся такими, какие они есть.
Программа просто приостанавливается, когда считывает код M00.
Кнопка запуска цикла на панели управления Fanuc
Машина возобновит считывание программы при нажатии кнопки запуска цикла после остановки программы.
Следует помнить, что машина не включает функции, когда нажимается запуск цикла.
Если код M00 что-то выключает, например, шпиндель, его нужно снова включить в программе.
M01 [дополнительный останов]
Код M01 называется дополнительным остановом.
Останавливает текущую программу в процессе ее выполнения, но только если включен дополнительный переключатель или кнопка остановки.
Если дополнительный выключатель остановки не включен, машина будет игнорировать любые считанные коды M01 и продолжит выполнение программы в обычном режиме.
Дополнительная кнопка останова на ЧПУ Haas
Когда станок считывает код M01 и дополнительный выключатель останова включен, он отключает следующие функции: машина приостанавливает чтение программы
При использовании кода М01 ничего не сбрасывается.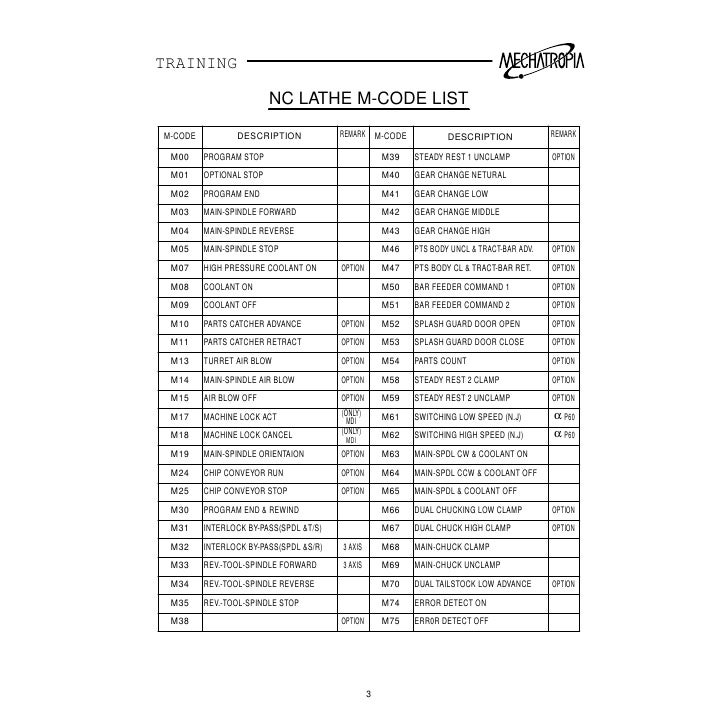 То же, что и с кодом M00.
То же, что и с кодом M00.
Другими словами, любые активные режимы или параметры останутся такими, какие они есть. Программа просто приостанавливается, когда считывает код M01.
Машина возобновит считывание программы при нажатии кнопки запуска цикла после остановки программы.
Следует помнить, что машина не включает функции, когда нажимается запуск цикла.
Если код M01 что-то выключает, например, шпиндель, его нужно снова включить в программе.
M30 [конец программы]
Код M30 завершает программу.
Это отличает его от M00, M01 или M05.
M00 и M01 отключают различные функции машины и приостанавливают выполнение программы.
M30 отключает функции машины и завершает ее.
Нажатие кнопки запуска цикла после кода M30 запустит всю программу заново.
Как установить скорость шпинделя
Скорости шпинделя ЧПУ устанавливаются с помощью S-кода.
S-код
Использование S-кода устанавливает скорость шпинделя, которая будет использоваться при каждом включении шпинделя. В качестве единиц измерения используются обороты в минуту (об/мин).
В качестве единиц измерения используются обороты в минуту (об/мин).
То же значение скорости шпинделя будет сохраняться до тех пор, пока оно не будет изменено.
Ниже приведен небольшой фрагмент кода с комментариями в скобках, которые показывают, что произойдет, когда машина прочитает код.
M03 S3000 (шпиндель включен по часовой стрелке, скорость = 3000 об/мин)
M05 (шпиндель выключен)
M04 (шпиндель включен против часовой стрелки, скорость = 3000 об/мин)
Обратите внимание, как шпиндель снова включается с той же заданной скоростью. Это происходит даже при изменении направления вращения шпинделя с правого на левое или наоборот.
Коды S часто появляются в программах в начале нового раздела кода. Это может быть смена инструментов или смена операций обработки, например, переход от резки внешнего профиля детали к сверлению отверстий.
Некоторые другие примечания о S-коде:
- Должно быть целым числом (без десятичных знаков, таких как 3000,5)
- Большинство станков имеют ограничение на диапазон скоростей вращения шпинделя, который можно использовать.
 1-9999 является обычным, но 1-99999 также используется некоторыми машинами
1-9999 является обычным, но 1-99999 также используется некоторыми машинами
Режимы скорости шпинделя
В программировании ЧПУ есть два кода, которые управляют режимом скорости шпинделя, G96 и G97.
G97 является наиболее распространенным и устанавливает режим вращения шпинделя на RPM.
G96 устанавливает режим шпинделя на постоянную скорость поверхности, которая регулирует скорость шпинделя в зависимости от размера обрабатываемой детали.
G97 [скорость в об/мин]
Когда активен режим G97, станок будет поддерживать постоянную скорость шпинделя на основе значения об/мин, установленного с помощью самого последнего S-кода.
Если G97 активен, скорость шпинделя изменится только при изменении S-кода.
G96 [постоянная скорость резания]
Когда активен режим G96, станок поддерживает постоянную скорость резания.
Представьте себе шину для грузовика-монстра. А теперь представьте, как шина грузовика-монстра катится на один полный оборот за одну минуту. За эту одну минуту вы можете продвинуться на 20 футов.
За эту одну минуту вы можете продвинуться на 20 футов.
Теперь представьте, что у вас есть обычная автомобильная шина. Если вы сделаете один оборот автомобильной шины за одну минуту, вы можете проехать только 4 фута.
За эту минуту вы преодолели гораздо меньшее расстояние, а значит, двигались с меньшей скоростью.
Когда что-то вращается в зависимости от скорости вращения, фактическая скорость, с которой движется режущая кромка инструмента, может измениться.
Использование постоянной скорости резания с кодом G96 указывает станку изменять скорость шпинделя с течением времени по мере изменения размера детали, чтобы скорость резания оставалась неизменной.
Это упрощенное объяснение того, как G96 работ. Для получения дополнительной информации о G96 см. наше полное руководство по команде G96.
Как заменить инструмент в шпинделе
Большинство обрабатывающих центров оснащены автоматическими устройствами смены инструмента, которые могут переключать инструменты в шпиндель с ЧПУ и из него.
Автоматическое устройство смены инструмента, удерживающее несколько инструментов в ЧПУ DMG Mori
Инструмент, который должен быть помещен в шпиндель, вызывается с помощью T-кода. Это помещает новый инструмент на место, чтобы он был готов к переключению.
Затем используется команда M06 для выполнения смены инструмента.
Вот пример кода:
T01 (Инструмент 1 готов к замене)
M06 (Инструмент 1 установлен в шпиндель)
T02 (Инструмент 2 готов к замене)
T0 3 (Инструмент 3 готов к замене)
M06 (Инструмент 3 помещается в шпиндель)
Обратите внимание, что хотя инструмент 2 был подготовлен к замене, на самом деле он никогда не устанавливался в шпиндель. Вместо этого инструмент 3 был подготовлен до того, как произошла смена инструмента, и вместо этого был помещен в шпиндель.
Хотите узнать больше о CNC G Code?
M03, M04 и M05: включение и выключение шпинделя — видеоруководство по G-коду
Из курса: Программирование G-кода для основ ЧПУ
Разблокируйте полный курс сегодня
Присоединяйтесь сегодня, чтобы получить доступ к более чем 21 200 курсам, проводимым отраслевыми экспертами, или приобретите этот курс отдельно.
M03, M04 и M05: шпиндель вкл. и выкл.
“
— [Инструктор] В этом фильме мы узнаем о команде M3, M4 и M5. Теперь M3 включает шпиндель вперед, а M4 — шпиндель назад, а M5, по сути, выключает шпиндель независимо от того, движется ли он вперед или назад. Итак, все, что вам действительно нужно, чтобы вызвать эту линию, это M3 или M4, а затем RPM. Итак, в этом случае, в самой первой строке, вы можете видеть прямо здесь, это M3 s100. Таким образом, шпиндель должен включаться при 100 об/мин вперед. Теперь, если вы хотите выключить шпиндель, просто вызовите M5 в любом месте программы, где вы действительно хотите выключить этот шпиндель.
Всего комментариев: 0