Материал шпинделя: что это такое, назначение шпинделя, отличие шпиндельного вала от других валов станка
Содержание
что это такое, назначение шпинделя, отличие шпиндельного вала от других валов станка
Валы представляют собой главные комплектующие станков и предназначаются для передачи вращения от электродвигателя к исполнительным механизмам. Вся работа валов сопряжена с длительными нагрузочными режимами:
- изгибающим;
- сжимающим;
- крутящим;
- растягивающим;
Валы со шлицами способствуют легкому ходу шестерен в продольной плоскости. Валы с усиленными нагрузками, для снижения их массы и габаритных размеров производятся с полостями внутри.
Полыми изготавливаются такие разновидности валов, через которые конструктивно необходимо пропускать детали с узлами. Таковыми являются патроны токарного, фрезерного и многих других металлорежущих станков. Детали с узлами закрепляются на них с помощью шлицевых либо шпоночных соединений.
Выступы и проточки на корпусе служат фиксаторами удержания вала от осевого перемещения. Также применяются стопорные кольца, одеваемые на проточки. Большинство шпинделей только вращаются в местах своих опор. Это рабочие узлы станков:
Также применяются стопорные кольца, одеваемые на проточки. Большинство шпинделей только вращаются в местах своих опор. Это рабочие узлы станков:
- патроны металлорежущих станков;
- валики ходовой части;
- рабочие валы в коробках передач и подач станков.
Кроме вращения, патроны в станках для сверления, растачивания и некоторого другого оборудования одновременно совершают и поступательное движение. Хонинговальные станки и их шпиндели также работают одновременно в возвратно-поступательном режиме.
Схемы валов станков
Шпиндели и валы металлорежущих станков, кроме прочностных характеристик, должны соответствовать ряду других требований:
- Достаточная степень жесткости. При слабой жесткости вал слишком изгибается, что влечет за собой выход из строя подшипников. Также это приводит к нарушению плавного вхождения шестерен, установленных на валах, в зацепление друг с другом.
- Точность соединения. ГОСТ регламентирует повышенную степень точности в точках установки шестерен на валы и под шейки, где запрессованы подшипники.
- Высокая степень стойкости к износу. Рабочие шейки в металлорежущем оборудовании, которые вращаются в подшипниках скольжения, имеют высокую стойкость от износа. Повышенные требования к износостойкости предъявляются в местах многократного прямолинейного передвижения валов и шпинделей либо деталей и шестерен, установленных на них. Этому процессу подвержены патроны всех металлорежущих станков и других механизмов.
- Устойчивость валов и шпинделей к вибрации. Станки с высокими скоростями резания, выполняющие отделочные операции по металлу, должны иметь высокую устойчивость к нагрузочным режимам вибрации.
Все упомянутые условия удовлетворяет безусловное использование для изготовления шпинделей и валов только современных инновационных материалов европейского качества. Обязательно необходимо тщательное выполнение правил термообработки, шлифовки, подгонки узлов и деталей, качественной сборки и настройки всего станка в целом.
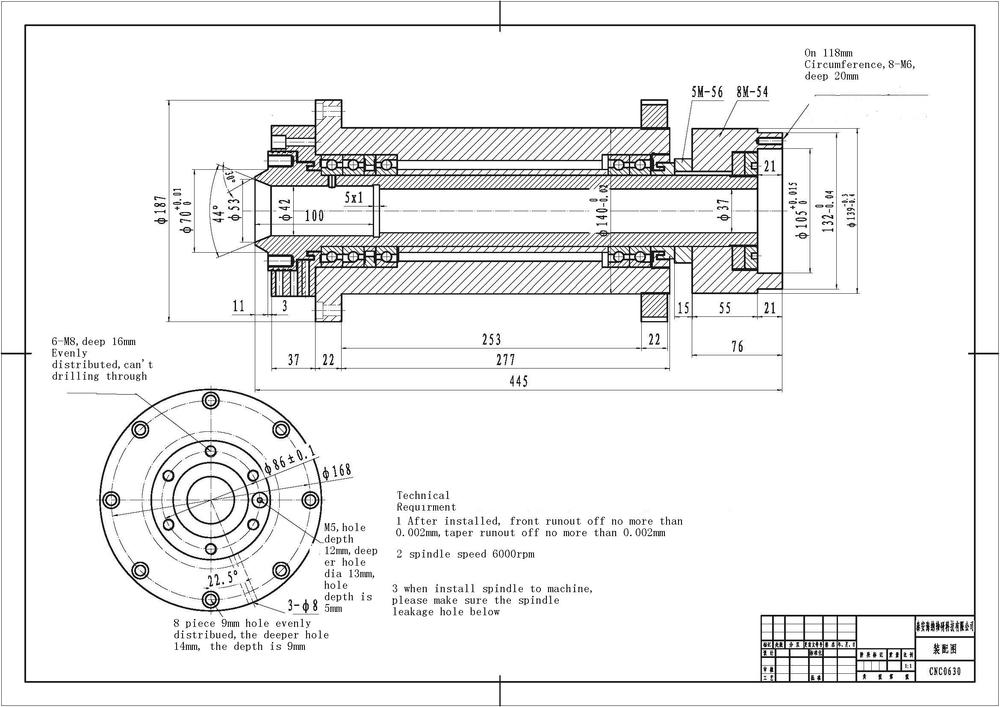
Конструкции шпинделей станков:
а – сверлильного; б – расточного; в – фрезерного; г – револьверного; д – токарного; е – шлифовального
Шпиндель и патрон металлорежущего станка выполняются строго в соответствии с ГОСТом. Это сделано для облегчения закрепления приспособлений либо инструментов в губках шпинделя. Работающие в подшипниках качения шпиндели изготавливаются со стали 45 и 40Х с закалкой и отпуском до НВ 230-260.
Шпиндели, которые работают в подшипниках скольжения, промышленность производит со стали 20Х с последующей цементацией на глубину слоя 0,8-1,0 мм, закалкой и отпуском до 56-62.
Материал — шпиндель — Большая Энциклопедия Нефти и Газа, статья, страница 1
Cтраница 1
Материал шпинделей или рабочие поверхности последних дополнительно к указанным требованиям должны обладать высокой эрозионно-коррозионной стойкостью.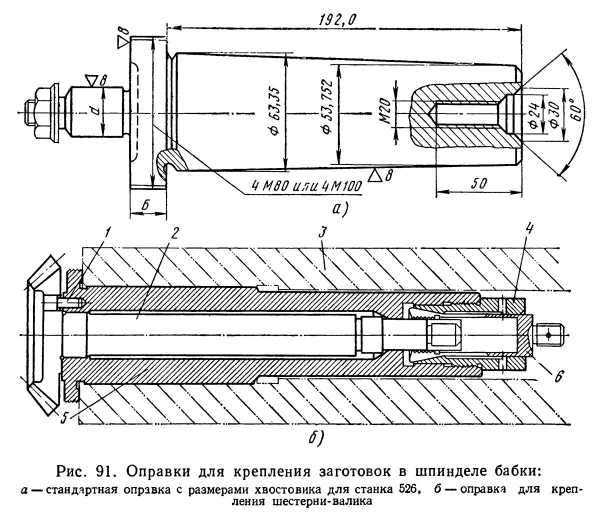
[1]
Материал шпинделя выбирается в зависимости от коррозионных свойств среды. Уплотнительные кольца в чугунных корпусах для нефти и минеральных; масел выполняются из материала корпуса, в чугунной арматуре для воды и пара устанавливаются латунные кольца.
[2]
Материалом шпинделей нормально могут служить среднеуглеродистые стали ( 45 и др.) с последующей поверхностной термообработкой.
[3]
Выбор материала шпинделя определяется условиями износостойкости посадочных мест, а при подшипниках скольжения — также условиями работы подшипниковых шеек шпинделя.
[4]
Подшипниковые антифрикционные материалы совместно с материалом шпинделя обеспечивают низкий коэффициент трения, сопротивляемость износу и заеданию, достаточную усталостную прочность. Наилучшим антифрикционными свойствами обладают оловянистые и свинцовистые бронзы и баббиты. Для шпинель-ных подшипников следует применять бронзы следующих марок: Бр.
[5]
Для исключения электролитической коррозии необходимо подбирать такие сочетания материалов шпинделя и крышки ( в которой расположен сальник), которые имели бы минимальную разность потенциалов. Существенное влияние оказывает электропроводность сальниковой набивки и содержание хлоридов в ней. Эксперименты показали, что при разности напряжений между шпинделем и крышкой от 30 до 40 мВ и сопротивлении набивки от 200 до 400 Ом электролитической коррозии не наблюдается, тогда как при напряжениях больше 150 мВ коррозия имеет место при любых набивках.
[6]
J — средний момент инерции его сечения; ТЛ — постоянная времени демпфирования материала шпинделя; kB, kD — жесткости опор; ThB, Th D — постоянные времени демпфирования опор; / — длина пролета; а — длина консоли шпинделя.
[7]
Конструкция самого шпинделя определяется типом подшипников, формой и расположением приводного элемента, материалом шпинделя и технологией его изготовления ( фиг.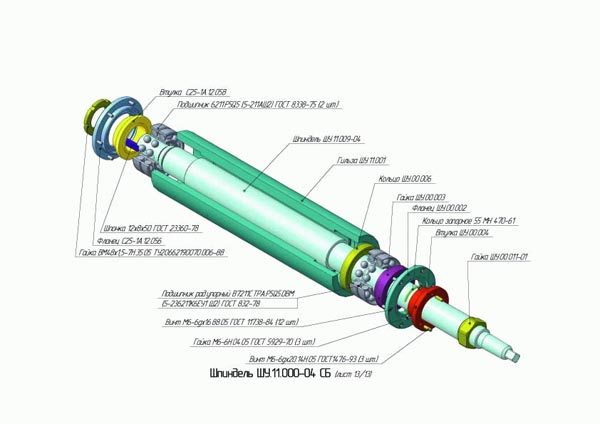
[8]
Шлифуют шпиндели на круглошлифовальных станках, имеющих повышенную жесткость и точность, мелкозернистыми кругами, сообразуя при этом твердость круга с твердостью материала шпинделя. Под окончательное шлифование оставляют возможно меньший припуск ( 0 05 — 0 10 жле), необходимый для компенсации ошибок установки и деформации шпинделя в результате старения. Для исключения ошибки вторичной установки шпинделя на оправке последнюю оставляют в шпинделе до окончания обработки.
[9]
Биение шпинделя ( радиальное и осевое) зависит от точности изготовления отверстий в корпусе под опоры, качества изготовления подшипников и их регулировки, качества сборки шпиндельного узла, от материала шпинделя.
[10]
В случае применения мастичного уплотнительного материала необходимо, чтобы шпиндель был хорошо отшлифован, так как иначе набивочный материал будет быстро изнашиваться. Материал шпинделя должен быть устойчив против коррозии при высоких темлературах.
[11]
При расчете должна быть учтена рабочая температура среды. Расчет на ползучесть материала шпинделей, работающих при высоких температурах, можно не производить, так как влияние ползучести на работу шпинделей ничтожно мало. Шпиндели, как правило, при эксплуатации арматуры периодически перемещаются, и каждая новая установка компенсирует изменение длины шпинделя, вызванное явлением ползучести.
[12]
Наибольшее напряжение в материале шпинделя возникает при закрывании прохода и слагается из давления на оба диска. Усилие вдоль шпинделя зависит от характера затвора.
[13]
Шпиндель — вал металлорежущего станка, передающий вращение закрепленному в нем инструменту или обрабатываемой заготовке. Весьма важным является выбор материала шпинделя. При повышенных силовых нагрузках применяют сталь 45 с низким отпуском. Для шпинделей, требующих высокой поверхностной твердости и вязкой сердцевины, применяют сталь 45 с закалкой ТВЧ и низким отпуском. При повышенных требованиях применяют стали 40Х, 38ХМЮА ( шпиндели быстроходных станков), 20Х с цементацией, закалкой и отпуском, 12ХНЗ ( быстроходные и тяжелоиагруженные шпиндели) и другие низколегированные стали. Сталь 65Г применяют для крупных шпинделей.
При повышенных требованиях применяют стали 40Х, 38ХМЮА ( шпиндели быстроходных станков), 20Х с цементацией, закалкой и отпуском, 12ХНЗ ( быстроходные и тяжелоиагруженные шпиндели) и другие низколегированные стали. Сталь 65Г применяют для крупных шпинделей.
[14]
Доля отдельных элементов в суммарном демпфировании меняется в зависимости от частоты колебаний. При частоте основного тона наибольшая доля приходится на материал шпинделя, при частоте обрето а — на переднюю опору. В обоих случаях невелика роль задней опоры. Допустим, что при колебаниях холостого хода шпиндельной бабки в спектре этих колебаний имеются колебания с частотой 325 Гц и амплитудой Л0 — 0 1 мкм.
[15]
Страницы:
1
2
Валы шпинделя, шпиндельные узлы | NB Spindle Products
Перейти к содержимому
В области линейного перемещения NB предлагает широкий и разнообразный ассортимент продукции от основных деталей машин до полупроводникового оборудования и специализированных машин. Кроме того, мы также поставляем шпиндельные изделия, которые полностью соответствуют индивидуальным требованиям наших различных клиентов. Продукция NB Splindle может поставляться как единое целое, включая сборочные работы, а также механическую обработку деталей.
Кроме того, мы также поставляем шпиндельные изделия, которые полностью соответствуют индивидуальным требованиям наших различных клиентов. Продукция NB Splindle может поставляться как единое целое, включая сборочные работы, а также механическую обработку деталей.
Скачать каталог
Скачать CAD
Категория: Линейные валы и шпиндели | NB Вал
Описание
Общее производство
Точность/Контроль качества
Собственное оборудование
Вопросы и ответы
Описание продукта
Шпиндельные валы NB дополняют лидирующую в отрасли линейку подшипников, втулок и сопутствующих товаров. Мы предлагаем проектирование, производство и капитальный ремонт шпиндельных узлов, чтобы обеспечить комплексное решение для общего машиностроения, полупроводников и широкого спектра других приложений.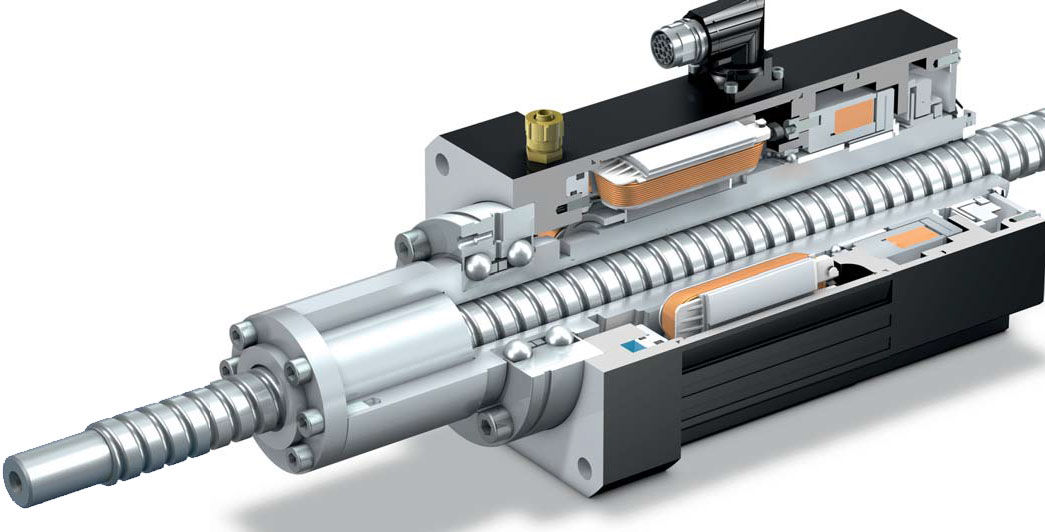 ИСО 9001- и ISO 14001 зарегистрированные объекты позволяют нам обеспечивать превосходный контроль качества даже для больших объемов заказов.
ИСО 9001- и ISO 14001 зарегистрированные объекты позволяют нам обеспечивать превосходный контроль качества даже для больших объемов заказов.
Продолжайте читать, чтобы узнать больше о наших возможностях производства шпиндельных валов, или свяжитесь с нашим офисом напрямую, чтобы запросить расценки для вашего проекта.
Основные преимущества Краткий обзор
Опыт NB в производстве шпиндельных валов и другой точной механической обработке восходит к 1939 году. За это время мы заработали репутацию благодаря непревзойденному качеству и инновациям во всем, что мы делаем. Когда вы связываетесь с нами по поводу любого проекта по проектированию шпиндельных валов, вы работаете с компанией, которая предлагает:
Гибкие производственные возможности
включая конструкцию корпуса подшипника и основания шпинделя, полное проектирование узла и капитальный ремонт изношенных компонентов
Возможности прецизионной обработки
на наших современных объектах с климат-контролем, предназначенных для удовлетворения исключительно высоких требований для допусков и общего контроля качества
Инновационная обработка поверхности
включая твердое хромирование и керамические покрытия для новых компонентов, а также повторное покрытие и шлифование изношенных узлов для их восстановления
Наши возможности по производству шпинделей включают внутренние конусы BT, BBT, HSK, подбор калибров и подшипников, шлифование резьбы и многое другое. Мы работаем с широким спектром стандартных материалов, включая высокоуглеродистую подшипниковую сталь с хромом, мартенситную нержавеющую сталь, стальные сплавы и углеродистую сталь для инструментов и машин, алюминиево-хромомолибденовую сталь и многое другое.
Мы работаем с широким спектром стандартных материалов, включая высокоуглеродистую подшипниковую сталь с хромом, мартенситную нержавеющую сталь, стальные сплавы и углеродистую сталь для инструментов и машин, алюминиево-хромомолибденовую сталь и многое другое.
Наши предприятия оснащены токарными станками с ЧПУ, расточно-фрезерными станками, вертикальными обрабатывающими центрами, внутришлифовальными станками и другими станками. Чтобы обсудить ваши конкретные требования с одним из наших инженеров, свяжитесь с офисом NB сегодня по телефону или электронной почте.
Комплексные производственные решения
NB стремится предоставлять комплексные производственные решения для клиентов в любой отрасли. Мы будем работать с вами на каждом этапе пути, чтобы предоставить продукт, который соответствует вашим потребностям, предлагает отличное соотношение цены и качества для вашего бюджета и выполняется в разумные сроки.
Получив ваши чертежи, мы рассмотрим, что требуется, закажем необходимые материалы и разработаем комплексный план реализации проекта.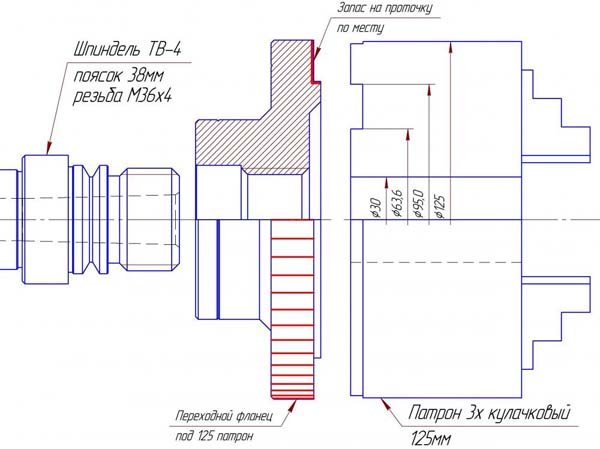 Оттуда процесс производства вала шпинделя включает в себя несколько этапов токарной обработки, термообработки, шлифования и фрезерования. Он завершается окончательной проверкой, чтобы подтвердить, что мы выполнили все работы в соответствии с запрошенными спецификациями.
Оттуда процесс производства вала шпинделя включает в себя несколько этапов токарной обработки, термообработки, шлифования и фрезерования. Он завершается окончательной проверкой, чтобы подтвердить, что мы выполнили все работы в соответствии с запрошенными спецификациями.
Наши внутренние процессы управления качеством гарантируют, что мы выполняем заказы любого объема в срок, в рамках бюджета и с максимально возможной точностью. Высококвалифицированные специалисты используют сложные инструменты 3D-измерения и работают в среде с контролируемым климатом, чтобы обеспечить наилучшие возможные результаты для наших клиентов. Мы отправляем конечный продукт с полным контрольным листом, подтверждающим, что ваш заказ соответствует вашим спецификациям.
Шпиндель
Как производитель подшипников для линейного перемещения, NB обслуживает множество клиентов во многих отраслях промышленности, таких как общее машиностроение, полупроводниковое оборудование, машины специального назначения.
NB SPINDLE – это еще один вклад в развитие отрасли. От деталей до шпиндельного узла NB проводит комплексное производство через полное производство.
Пожалуйста, свяжитесь с нами для любых требований.
NB SPINDLE опирается на знания, накопленные за десятилетия опыта высокоточной обработки.
NB продолжает поставлять высококачественную продукцию благодаря квалифицированному персоналу с проверенными временем навыками, проверенным временем производственным процессом и технологией, а также с помощью самых современных технологий и оборудования.
Мы убеждены, что высокие технологии обработки являются ключом к удовлетворению потребностей клиентов.
| Обработка внешней поверхности | Диапазон |
|---|---|
| Максимальный диаметр | 650 мм |
| Максимальная длина | 6000 мм |
| Шероховатость поверхности | Ра0,4 |
| Прямолинейность | спецификация заказчика |
| Концентричность | спецификация заказчика |
| Перпендикулярность | спецификация заказчика |
| Цилиндричность | спецификация заказчика |
| Обработка глубоких отверстий | ||
|---|---|---|
| Диаметр отверстия | Максимальная длина | |
| с одной стороны | сквозное отверстие | |
| Φ2~2,5 мм | 200 | 400 |
| Φ3~3,5 мм | 300 | 600 |
| Φ4~8 мм | 500 | 1000 |
| Φ9~10 мм | 750 | 1500 |
| Φ10~32 мм | 850 | 1700 |
| Φ30~80мм | 2000 | 4000 |
| Внутреннее шлифование | прямая или коническая внутренняя часть |
| Шлифовальный станок | треугольные и трапециевидные винты |
| Подходящие детали | специальные гайки для данного вала, коническая часть внутреннего или внешнего диаметра для соответствия данному валу или подшипнику |
| Общая обработка | Нарезание резьбы по центру, ступенчатая обработка, обработка V-образных канавок, обработка винтов, обработка пластинчатых канавок, обработка шпоночных канавок, обработка плоских поверхностей, точечная закалка |
| Обработка поверхности | промышленное хромирование, низкотемпературная обработка черным хромом, другие запросы клиентов |
| Термическое напыление Керамическое покрытие (лучше всего подходит для деталей, требующих износостойкости и коррозионной стойкости) | |
|---|---|
| (1) стандартный материал высокоуглеродистая хромированная подшипниковая сталь (SUJ2) хромомолибденовая сталь (SCM415, 435) углеродистая сталь для машин (S45C) мартенситная нержавеющая сталь (эквивалент SUS440C) аустенитная нержавеющая сталь (SUS303, 304) стальной сплав для инструментов (SKS3, SK4) алюминий хромомолибденовая сталь (SACM645) | (2) стандартная керамика для термического напыления основной компонент: TiO 2 диоксид титана удельный вес: 4,7 твердость: 58HRC или выше максимальная температура: 540 ℃ |
В ответ на требования заказчика NB обеспечивает полное производство от получения чертежа до окончательной проверки. Общее производство включает планирование процесса, закупку материалов, токарную обработку, термообработку, фрезерование, обработку поверхности и шлифование.
Общее производство включает планирование процесса, закупку материалов, токарную обработку, термообработку, фрезерование, обработку поверхности и шлифование.
- Рисунок
- токарный станок с ЧПУ
- Сверлильный станок БТА
- Внутренний шлифовальный станок с ЧПУ
Технологическая схема (стандартный пример)
Точность/Контроль качества
В инспекционной комнате установлена температура 22+/-1℃ для обеспечения точности инспекции.
Технология высокоточной обработки и контроля ведет к окончательной проверке.
Для обеспечения точности необходимо одновременное наличие квалифицированных операторов и инспекторов. Квалифицированные инспекторы выполняют надежные измерения на готовой продукции.
Производственное помещение с контролируемой температурой
Качество обеспечивается трехмерной измерительной машиной, машиной для измерения формы, машиной для измерения круглости и т. д. в помещении с постоянной температурой.
д. в помещении с постоянной температурой.
- Температура строго контролируется
- Координатно-измерительная машина
- Машина для измерения окружности
- Измерительные приборы и датчики
Собственное оборудование
Чтобы удовлетворить все требования клиентов, NB инвестирует в оборудование. Ниже приведены
части машин под рукой.
- Токарный станок с ЧПУ
- Круглошлифовальный станок
- Горизонтально-расточный и фрезерный станок с ЧПУ
- Круглошлифовальный станок
- Горизонтально-расточной и фрезерный станок с ЧПУ с подвижным столом
- Вертикально-шлифовальный станок с ЧПУ
- Вертикальный обрабатывающий центр
- Внутренний шлифовальный станок с ЧПУ
- Балансировочная машина
- Прецизионный внутренний шлифовальный станок
Вопросы и ответы
Возможно ли массовое производство?
Да, мы занимаемся серийным производством. Пожалуйста свяжитесь с нами.
Пожалуйста свяжитесь с нами.
Какие материалы вы можете обрабатывать?Masa Tsuchiya2017-09-28T12:01:34-05:00
Какие материалы вы можете обрабатывать?
Стандартные материалы:
Высокоуглеродистая хромированная подшипниковая сталь (SUJ2)
Хромомолибденовая сталь (SCM415, 435)
Углеродистая сталь для машин (S45C)
Мартенситная нержавеющая сталь (эквивалент SUS440C)
Аустенитная нержавеющая сталь (3US0403, 435) )
Сплав стали для инструментов (SKS3, SK4)
Алюминий Хромомолибденовая сталь (SACM645)
Пожалуйста, свяжитесь с нами для получения других материалов.
Можно ли шлифовать нержавеющую сталь?Masa Tsuchiya2017-09-28T12:01:28-05:00
Можно ли шлифовать нержавеющую сталь?
Да, это так. Примерами являются немагнитная аустенитная нержавеющая сталь (SUS303, 304, 316) и мартенситная нержавеющая сталь (эквивалент SUS440C).
Пожалуйста, свяжитесь с нами для получения информации о других материалах.
Можно ли шлифовать алюминий?Masa Tsuchiya2017-09-28T12:01:21-05:00
Можно ли шлифовать алюминий?
К сожалению, мы не можем.
Имеется ли контрольный лист?Masa Tsuchiya2017-09-28T12:01:15-05:00
Имеется ли контрольный лист?
Мы отправляем конечный продукт с контрольным листом. Пожалуйста, сообщите нам необходимые элементы проверки при заказе.
Возможно ли шлифование винтом?Masa Tsuchiya2017-09-28T12:01:07-05:00
Возможно ли шлифование винтом?
Мы можем нарезать резьбу (треугольные и трапециевидные винты). Мы приветствуем комплексную обработку, включая нарезание резьбы.
Какая обработка поверхности доступна?Masa Tsuchiya2017-09-28T12:00:58-05:00
Какая обработка поверхности доступна?
Стандартные обработки:
Промышленное хромирование
Химическое никелирование
Черная окись
Низкотемпературная обработка черным хромом (с фторидным покрытием)
Пожалуйста, свяжитесь с нами для получения информации о других обработках поверхности.
Шпиндель с трапециевидной резьбой DIN 103 Tr.36 x 6 x 1000мм длина однозаходный правый материал 1.4305 катаный Артикул: 64099036
Перейти к содержимому
Maedler Северная Америка
$0,00
0
Тележка
Поиск товаров
Описание
Дополнительная информация
| Артикул | 64099036 |
| Наружный диаметр резьбы ISO x наклон | Тр. 36 х 6 |
| Ø боковой поверхности мин. [мм] | 32 547 |
| Ø боковой поверхности макс. [мм] | 32 882 |
| Ø сердечника мин. [мм] | 27,90 |
| Вес [кг] | 6,70 |
КАТАЛОГ ПРОДУКЦИЯ СТРАНИЦА
Файлы CAD (нажмите, чтобы загрузить)
Дополнительная информация
, если вам нужна переработка или специально изготовленное произведение, пожалуйста, свяжитесь с нами непосредственно со своим вопросом.
Предоставленные 3D-модели, изображения и технические чертежи выполнены с разумной тщательностью. Тем не менее ответственность за точность и правильность этих данных исключена.
Материал: 1. 4305.
До размера Tr. 40 х 7 вальцованный, вверху закрученный. Зона допуска 7е. Длина
распилена (длина может быть больше номинальной), края не сломаны.
230,25 $
Доставка в течение 1-2 недель
Шпиндель с трапециевидной резьбой DIN 103 Tr.36 x 6 x 1000мм длина однозаходный правый материал 1.4305 катаный Артикул: 64099036 количество
| Количество | Скидка (%) | Цена |
|---|---|---|
1 — 9 | — | 230,25 $ |
| 10 — 24 | 1,93 % | 225,80 $ |
| 25 — 49 | 3,22 % | 222,83 $ |
| 50+ | 6,45 % | 215,40 $ |
 25″ data-product-price-suffix=»»>
25″ data-product-price-suffix=»»> 83″ data-tiered-price-exclude-taxes=»222.83″ data-tiered-price-include-taxes=»222.83″>
83″ data-tiered-price-exclude-taxes=»222.83″ data-tiered-price-include-taxes=»222.83″>Артикул
64099036_2052
Категории DIN103 — Трапециевидные шпиндели и гайки, одинарная резьба, правая, Трапециевидные шпиндели, одна резьба, правая, нержавеющая сталь, Трапециевидные шпиндели, одна резьба, правая, нержавеющая сталь, длина 1 м, Трапециевидные шпиндели, Гайки и шарико-винтовые передачи
Теги Диаметр сердечника мин. [мм]27,90, Ø боковой поверхности макс. [мм]32 882, Ø боковой поверхности мин.
Всего комментариев: 0