Mold star 15 slow характеристики: Формовочный силикон на платине Mold Star 15 slow купить
Содержание
Mold Star 15 Slow — OMA
Силиконы серии Mold Star отличаются довольно низкой вязкостью и для большинства применений не требуют вакуумной дегазации. Время жизни Mold Star 15 Slow – 50 минут, время отверждения 4 часа при комнатной температуре. Mold Star 16 Fast имеет время жизни 6 минут и время отверждения 30 минут.
Mold Star 30 – материал с твердостью 30 по Шору А, наиболее твердый из серии.
Силиконы серии Mold Star отверждаются в мягкую, прочную резину, обладающую высоким показателем сопротивления разрыву и очень низким значением усадки. ВАЖНО: THI-VEX не совместим с серией Mold Star.
Применение
Формы из силикона Mold Star долговечны и подходят для литья воска, гипса, каучуков, бетона и других материалов. Данные силиконы обладают высокой температуростойкостью (до 232°C) и применимы для литья металлов и их сплавов с низкой температурой плавления.
ВАЖНО. Данный силикон ни при каких условиях не работает с глинами, содержащими серу.
Переработка
Ручное и механическое смешивание.
Предупреждение
Силикон Mold Star может подвергаться ингибированию некоторыми примесями модели, что проявляется в залипании на поверхности изделия или в недостаточном отверждении. Ингибирование могут вызывать: латекс, сернистые глины, дерево, только что отлитые полиэфирные, эпоксидные или уретановые каучуки. Для предотвращения данной реакции рекомендуется проведение предварительного теста. Нанесите небольшое количество силикона на некритичную область образца. Ингибирование присутствует, если по истечении необходимого времени полимеризации наблюдается неполное отверждение или липкость поверхности.
Для предотвращения ингибирования эффективным способом является нанесение на поверхность модели одного или более слоев прозрачного акрилового лака. Дайте лаку полностью высохнуть перед нанесением силикона.
ВАЖНО. Даже после использования акрилового лака, силиконы серии Mold Star не отвердятся при контакте с серосодержащими материалами. Если вы не знаете, содержит ли глина серу, проведите предварительно небольшой тест на совместимость.
Если вы не знаете, содержит ли глина серу, проведите предварительно небольшой тест на совместимость.
Нанесение разделительного состава не является необходимым, но эта процедура облегчает выемку изделия из формы. Ease Release 200 – разделительный состав, рекомендуемый при изготовлении силиконовых форм, а также извлечении нового силикона из уже отвержденного.
Хранение
Материалы должны храниться при комнатной температуре 23°C. Хранение при более высоких температурах сокращает время жизни неиспользованного материала. Данные материалы имеют ограниченный срок хранения и должны быть использованы в его пределах.
Используйте материал в хорошо проветриваемом помещении. Носите защитные очки, резиновые перчатки, одежду с длинными рукавами, чтобы минимизировать риск контакта материала с кожей. Используйте только виниловые перчатки, т.к. латекс препятствует отверждению материала. При контакте с глазами, кожей возможно появление раздражения. В этом случае промойте пораженный участок водой с мылом в течение 15 минут и обратитесь за медицинской помощью.
ИЗМЕРЕНИЕ И СМЕШЕНИЕ.
Тщательно перемешайте компоненты А и В в фабричных упаковках. Отмерьте необходимое количество компонентов А и В (1А:1В по объему), поместите в контейнер для смешивания и тщательно перемешайте в течение по меньшей мере 3 минут. Убедитесь, что вы хорошо промешали смесь по стенкам и дну контейнера несколько раз. Смесь должна быть однородного цвета без разводов.
Хотя вакуумная дегазация не является необходимой, эта процедура поможет удалить замкнутый в смеси воздух. После смешивания компонентов поместите материал в вакуумную камеру на 2-3 минуты при давлении 737 мм ртутного столба. Убедитесь, что в контейнере достаточно места для увеличения объема смеси в 4 раза.
ЗАЛИВКА.
Для достижения наилучшего результата заливайте смесь в одну точку, держа контейнер как можно ниже. Дайте время силикону заполнить пространство модели. Равномерное течение минимизирует влияние скопившегося воздуха. При изготовлении формы силикон необходимо залить по меньшей мере на высоту 1,3 см от самой верхней точки поверхности модели.
ОТВЕРЖДЕНИЕ.
Полимеризация при комнатной температуре. Время отверждения формы до съёма из Mold Star 15 Slow – 4 часа при комнатной температуре (23°C). Mold Star 16 Fast может быть расформован через 30 минут отверждения при комнатной температуре. Время отверждения Mold Star 30 — 6 часов.
Полимеризация при высокой температуре (пост-отверждение). Время отверждения может быть сокращено при нагревании. Например, после заливки Mold Star 16 при комнатной температуре поместите форму в термошкаф при температуре 60°C. Это сократит время до съема формы толщиной 1,3 см до 10 минут (время зависит от толщины формы).
При введении соответствующего количества ускорителя отверждения Plat-Cat время до съема формы также сократиться. Если необходимо, время жизни и время отверждения может быть увеличено с использованием замедлителя отверждения Slo-Jo.
ВАЖНО. Отверждение не произойдет при температуре ниже 18°C.
ИСПОЛЬЗОВАНИЕ ФОРМЫ.
Физическая жизнь формы зависит от заливаемых в нее материалов и частоты использования. Заливка абразивных материалов, таких как бетон, может быстро повредить форму, в то время как отверждение неабразивных материалов, например, восков, не оказывает никакого влияния на форму. Для хранения форма должна быть промыта мыльным раствором и высушена. Формы из двух и более деталей должны быть собраны. Формы должны храниться в прохладном сухом месте.
| Технические характеристики | Ед. изм. | Mold Star 15 Slow | Mold Star 16 Fast | Mold Star 30 | |||||
| Твердость | Шор A | 15 | 16 | 30 | |||||
| Соотношение компонентов | по объему | 1А:1В | |||||||
| Цвет | зеленый | сине-зеленый | синий | ||||||
| Время жизни | 50 мин. | 6 мин. | 45 мин. | ||||||
| Время отверждения | 4 часа | 30 мин. | 6 часов | ||||||
| Плотность | г/см3 | 1,18 | 1,12 | ||||||
| Удельный объем | см3/г | 0,85 | 0,89 | ||||||
| Вязкость | сПз | 12500 | |||||||
| Относительное удлинение при разрыве | % | 440 | 339 | ||||||
| Предел прочности на разрыв | МПа | 2,76 | 2,90 | ||||||
| Модуль упругости при 100%-ном удлинении | МПа | 0,38 | 0,66 | ||||||
| Усадка | % | < 0,254 | |||||||
| Прочность на раздир | кН/м | 15,41 | |||||||
| Полезный диапазон температур | °C | -19 до +232 | |||||||
Все показатели замерялись после 7-дневной полимеризации при температуре 23°C. | |||||||||
Силиконы Mold Star на основе платины. Силиконы для творчества и хобби
Mold Star 15, 16
fast, 30 – простой в использовании силикон на основе платины твердостью 15
по Шору А, который легко смешивается в соотношении 1А:1В по объему (нет
необходимости в использовании весов). Он отличается довольно низкой вязкостью и
для большинства применений не требует вакуумной дегазации. Mold Star отверждается
с очень низким значением усадки в мягкую, прочную резину, обладающую высоким
показателем сопротивления разрыву.
Mold Star 15–
двухкомпонентный силикон с временем жизни 50 мин и отверждением за 4 часа.
Mold Star 16
Fast– это быстрый силикон с временем жизни 6 минут и отверждением 30
минут. Mold Star 30 силикон с временем жизни 45 минут и
отверждением за 6 часов ВАЖНО: THI-VEX II не
совместим с Mold Star
Применение
Формы из силикона Mold Star 15 долговечны и подходят для литья
воска, гипса, каучуков, бетона и других материалов. Данный силикон обладает
Данный силикон обладает
высокой температуростойкостью (до 232°C) и применим для литья металлов и их
сплавов с низкой температурой плавления
ВАЖНО: Данный
силикон ни при каких условиях не работает с глинами, содержащими серу.
ПЕРЕРАБОТКА: Ручное или
механическое смешивание.
|
|
Mold
|
Mold Star 16 fast
|
Mold
|
|
Твёрдость по Шору А
|
15
|
16
|
30
|
|
Соотношение по весу
|
100А:100В
|
100A:100B
|
100А:100В
|
|
Цвет
|
зелёный
|
сине-зелёный
|
синий
|
|
Время жизни, мин (при 23 °С)
|
50
|
6
|
45
|
|
Время отверждения, час
|
4
|
30
|
6
|
|
Плотность
|
1,18
|
1,18
|
1,12
|
|
Вязкость сантипуаз
|
12500
|
12500
|
12500
|
|
Удлинение до разрыва, %
|
440
|
440
|
339
|
|
Предел прочности на разрыв, МПа
|
2,76
|
|
2.
|
|
Прочность на раздир, kH/M
|
15,41
|
|
15.41
|
|
Модуль упругости при 100 %
|
0,38
|
|
0.66
|
|
Усадка спустя 24 часа после
|
<0,25
|
<0,25
|
<0,25
|
|
Полезный диапазон температур, °С
|
от
|
от
|
от
|
 90
90 ИЗМЕРЕНИЕ И СМЕШИВАНИЕ: Сперва тщательно перемешайте компоненты А и
В в фабричных упаковках. Отмерьте необходимое количество компонентов А и В
Отмерьте необходимое количество компонентов А и В
(1А:1В по объему или весу), поместите в контейнер для смешивания и тщательно
перемешайте в течение по меньшей мере 3 минут. Убедитесь, что вы хорошо
промешали смесь по стенкам и дну контейнера несколько раз. Смесь должна быть
однородного зеленого цвета без разводов. Хотя вакуумная дегазация не является
необходимой, эта процедура поможет удалить замкнутый в смеси воздух. После
смешивания компонентов поместите материал в вакуумную камеру на 2-3 минуты при
давлении 737 мм ртутного столба. Убедитесь, что в контейнере достаточно места
для увеличения объема смеси в 4 раза.
ЗАЛИВКА: Для
достижения наилучшего результата заливайте смесь в одну точку, держа контейнер
как можно ниже. Дайте время силикону заполнить пространство модели. Равномерное
течение минимизирует влияние скопившегося воздуха. При изготовлении формы
силикон необходимо залить по меньшей мере на высоту 1,3 см от самой верхней
точки поверхности модели.
ОТВЕРЖДЕНИЕ: Время
отверждения формы до съёма – от 30 мин. до 4 часов при комнатной температуре
(23°C) в зависимости от марки силикона. Оно может быть сокращено при
нагревании. Например, после заливки Mold Star при комнатной температуре поместите форму в термошкаф при
температуре 60°C. Это сократит время до съема формы (время зависит от толщины
формы). При введении соответствующего количества ускорителя отверждения Plat-Cat время до съема формы также сократиться. Если необходимо, время
жизни и время отверждения может быть увеличено с использованием замедлителя
отверждения Slo-Jo.
ДОБАВКИ: Для
понижения вязкости силиконов рекомендуется применение добавки Silicone
Thinner:
Данная добавка обеспечивает следующие
преимущества:
1.
Меньшая вязкость смеси позволяет быстрее избавиться от содержащегося в ней
воздуха при дегазации
2. Смесь лучше проникает в самые мелкие детали
модели
3. После отверждения форма обладает меньшей
После отверждения форма обладает меньшей
предельной твердостью (по Шору)
4. Время жизни смеси увеличивается пропорционально
количеству введенного силиконового разбавителя.
ВАЖНО: Недостаток
– уменьшается значение показателей прочности на раздир и предела прочности при
разрыве пропорционально количеству введенного разбавителя. Не рекомендуется
вводить разбавитель в количестве, превышающем 10% общего веса системы (А+В).
Предупреждение Силикон Mold
Star может подвергаться ингибированию
некоторыми примесями модели, что проявляется в залипании на поверхности изделия
или в недостаточном отверждении. Ингибирование могут вызывать: латекс,
сернистые глины, дерево, только что отлитые полиэфирные, эпоксидные или
уретановые каучуки.
Для предотвращения данной реакции рекомендуется
проведение предварительного теста. Нанесите небольшое количество силикона на
некритичную область образца. Ингибирование присутствует, если по истечении
необходимого времени полимеризации наблюдается неполное отверждение или
липкость поверхности.
Для предотвращения ингибирования эффективным
способом является нанесение на поверхность модели одного или более слоев
прозрачного акрилового лака. Дайте лаку полностью высохнуть перед нанесением
силикона.
Нанесение разделительного состава не является
необходимым, но эта процедура облегчает выемку изделия из формы. Ease
Release 200 или Ease Release 205 – разделительный состав, рекомендуемый при изготовлении
силиконовых форм, а также извлечении нового силикона из уже
отвержденного.
ХРАНЕНИЕ: Физическая
жизнь формы зависит от заливаемых в нее материалов и частоты использования.
Заливка абразивных материалов, таких как бетон, может быстро повредить форму, в
то время как отверждение неабразивных материалов, например, восков, не
оказывает никакого влияния на форму.
Для хранения форма должна быть промыта мыльным
раствором и высушена. Формы из двух и более деталей должны быть собраны. Формы
должны храниться в прохладном сухом месте. Материалы должны храниться при
Материалы должны храниться при
комнатной температуре 23°C. Хранение при более высоких температурах сокращает
время жизни неиспользованного материала. Данные материалы имеют ограниченный
срок хранения и должны быть использованы в его пределах. Используйте материал в
хорошо проветриваемом помещении. Носите защитные очки, резиновые перчатки,
длинные рукава, чтобы минимизировать риск контакта с кожей. Используйте только
виниловые перчатки, т.к. латекс препятствует отверждению материала. При
контакте с глазами, кожей возможно появление раздражения. В этом случае
промойте пораженный участок водой с мылом в течение 15 минут и обратитесь за
медицинской помощью.
Mold Star™ 15 SLOW – 2 кг
Mold Star™ 15 SLOW Характеристики
Силиконы Mold Star™ при отверждении превращаются в мягкие, прочные каучуки, устойчивые к разрыву и демонстрирующие очень низкую усадку в течение длительного времени. Формы, изготовленные с помощью Mold Star™, долго сохранятся в вашей библиотеке форм и подходят для литья воска, гипса, смолы и других материалов. Резина Cured Mold Star™ термостойкая до 450°F (232°C) и пригодна для литья сплавов металлов, плавящихся при низких температурах. Примечание. Каучуки Mold Star™ не предназначены для изготовления форм кистью.
Резина Cured Mold Star™ термостойкая до 450°F (232°C) и пригодна для литья сплавов металлов, плавящихся при низких температурах. Примечание. Каучуки Mold Star™ не предназначены для изготовления форм кистью.
Mold Star™ 15 SLOW Инструкции
Примечание. Этот продукт не отверждается на поверхностях, содержащих серу, даже в запечатанном виде.
Безопасность
Используйте в хорошо проветриваемом помещении (вентиляция размером с комнату). Носите защитные очки, одежду с длинными рукавами и резиновые перчатки, чтобы свести к минимуму риск загрязнения. Надевайте только виниловые перчатки. Латексные перчатки препятствуют отверждению резины. Храните и используйте материал при комнатной температуре (73°F/23°C). Более высокие температуры значительно сокращают рабочее время и время отверждения. Хранение материала при более высоких температурах также сократит полезный срок годности неиспользованного материала. Эти продукты имеют ограниченный срок годности и должны быть использованы как можно скорее.
Эти продукты имеют ограниченный срок годности и должны быть использованы как можно скорее.
Ингибирование отверждения
Силиконовый каучук, отвержденный добавкой, может быть ингибирован некоторыми загрязняющими веществами внутри или на модели, подлежащей формованию, что приводит к липкости на границе раздела модели или полному отсутствию отверждения по всей форме. Латекс, сернистые глины, некоторые деревянные поверхности, недавно отлитый полиэфирный, эпоксидный или уретановый каучук могут вызвать ингибирование. Если совместимость между резиной и поверхностью вызывает беспокойство, рекомендуется провести небольшой тест. Нанесите небольшое количество резины на некритическую область рисунка. Ингибирование произошло, если каучук стал липким или не отвержденным по истечении рекомендуемого времени отверждения. Для предотвращения ингибирования обычно эффективно нанесение одного или нескольких слоев прозрачного акрилового лака на поверхность модели. Перед нанесением резины дайте любому герметику полностью высохнуть.
Даже с герметиком силиконы Mold Star™ 15 SLOW не отверждаются на поверхностях, содержащих серу. Если вы не уверены, содержит ли ваша глина серу, проведите небольшой тест на совместимость, прежде чем использовать ее для важного проекта.
Нанесение разделительного состава
Хотя обычно это не требуется, разделительное средство облегчает извлечение из формы при литье на большинство поверхностей. Ease Release™ 200 — проверенное средство для удаления силикона с силиконовых или других поверхностей. Продукты Mann Ease Release™ можно приобрести в компании AMT Composites.
Поскольку нет двух совершенно одинаковых приложений, рекомендуется небольшое тестовое приложение для определения пригодности для вашего проекта, если производительность этого материала вызывает сомнения.
Измерение и смешивание
Прежде чем начать, предварительно смешайте Компоненты A и Компоненты B по отдельности. После дозирования требуемых количеств частей A и B в емкость для смешивания (1A:1B по объему) тщательно перемешайте, убедившись, что вы несколько раз очищаете стенки и дно емкости для смешивания. Резина должна быть однородного цвета без полос.
После дозирования требуемых количеств частей A и B в емкость для смешивания (1A:1B по объему) тщательно перемешайте, убедившись, что вы несколько раз очищаете стенки и дно емкости для смешивания. Резина должна быть однородного цвета без полос.
Опционально
Вакуумная дегазация
Вакуумная дегазация, хотя и не является обязательной, помогает удалить воздух из жидкого силиконового каучука. После смешивания компонентов A и B вакуумируйте материал в течение 2-3 минут при 29 дюймах ртутного столба, убедившись, что в контейнере осталось достаточно места для расширения продукта.
Заливка
Для достижения наилучших результатов выливайте смесь в одно место в самой нижней точке защитного поля. Пусть резина ищет свой уровень. Равномерный поток поможет свести к минимуму захваченный воздух. При использовании в качестве материала для пресс-формы жидкая резина должна выровняться не менее чем на 1/2 дюйма (1,3 см) над самой высокой точкой поверхности модели.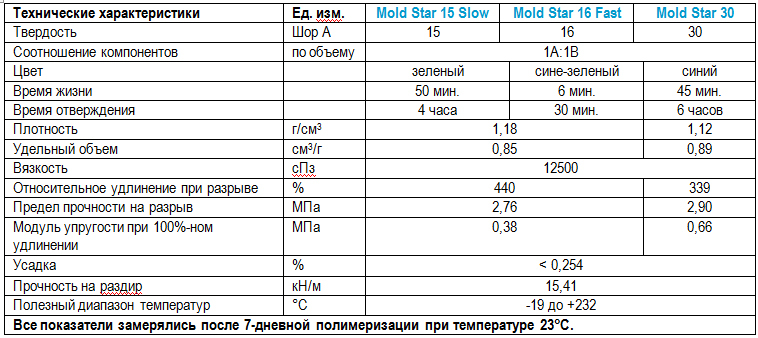
Отверждение
Дайте силиконовому каучуку Mold Star™ 15 SLOW отвердеть в течение 4 часов при комнатной температуре (73°F/23°C) перед извлечением из формы.
Термическое отверждение
Время извлечения из формы можно сократить, применяя слабое нагревание. Пример: После заливки каучука Mold Star™ 15 SLOW при комнатной температуре поместите форму в горячий бокс или промышленную печь при температуре 140°F (60°C). Это сократит время извлечения из формы секции толщиной 1/2 дюйма (1,3 см) примерно до 10 минут. Примечание. Время зависит от толщины формы.
Добавление соответствующего количества ускорителя отверждения Plat-Cat™ также сократит время извлечения из формы. Жизнеспособность и время отверждения можно увеличить, используя замедлитель отверждения Slo-Jo™. Не отверждайте резину при температуре ниже 65°F/18°C.
Mold Star™ 15 SLOW Mold Performance & Storage
Физический срок службы формы зависит от того, как вы ее используете (материалы отливки, частота и т. д.). Отливка абразивных материалов может быстро разрушить детали формы, в то время как отливка неабразивных материалов (воск) не повлияет на детали формы. Перед хранением форму необходимо очистить мыльным раствором и вытереть насухо. Формы из двух частей (или более) должны быть собраны. Формы должны храниться на ровной поверхности в прохладном, сухом месте.
д.). Отливка абразивных материалов может быстро разрушить детали формы, в то время как отливка неабразивных материалов (воск) не повлияет на детали формы. Перед хранением форму необходимо очистить мыльным раствором и вытереть насухо. Формы из двух частей (или более) должны быть собраны. Формы должны храниться на ровной поверхности в прохладном, сухом месте.
Купить Mold Star 15, 16 и 30 1A:1B Смешанные по объему платиновые силиконовые каучуки от Reynolds Advanced Materials
Купить Mold Star 15, 16 и 30 1A:1B Смешанные по объему платиновые силиконовые каучуки от Reynolds Advanced Materials
Интернет-магазин Моя учетная запись
1A:1B Смесь по объему Силиконовые каучуки Platinum
Mold Star™ 15 SLOW, 16 FAST и Mold Star™ 30 — это простые в использовании жидкие силиконовые каучуки, которые можно измерить по объему и которые имеют низкую вязкость, поэтому вакуумная дегазация не требуется. Силиконы Mold Star™ — это прочные и долговечные материалы для форм, которые отлично подходят для литья гипса, воска, смол и т. д. Жизнеспособность Mold Star™ 15 SLOW составляет 50 минут, а время отверждения — 4 часа при комнатной температуре. Mold Star™ 16 FAST — это более быстродействующий материал с 6-минутной жизнеспособностью и 30-минутным временем отверждения, который доступен в картридже объемом 400 мл.
Силиконы Mold Star™ — это прочные и долговечные материалы для форм, которые отлично подходят для литья гипса, воска, смол и т. д. Жизнеспособность Mold Star™ 15 SLOW составляет 50 минут, а время отверждения — 4 часа при комнатной температуре. Mold Star™ 16 FAST — это более быстродействующий материал с 6-минутной жизнеспособностью и 30-минутным временем отверждения, который доступен в картридже объемом 400 мл.
Примечание: THI-VEX™ НЕ совместим с этими накладками Mold Star™.
Звонок для заказа
Итого:
| Продукт | Размер | Вес нетто | Цена | Количество |
|---|---|---|---|---|
Mold Star 15 SLOW Твердость по Шору A 15. 1A:1B по объему. 4 часа время отверждения. | Испытательный блок | 2 фунта. | 3593 | |
| Галлон Единица | 18 фунтов. | 21548 | ||
| 5 галлонов | 90 фунтов. | 1,01638 | ||
Mold Star 16 FAST Твердость по Шору A 16. 1A:1B по объему. Время отверждения 30 минут. | Испытательный блок | 2 фунта. | 3588 | |
| Галлон Единица | 18 фунтов. | 21076 | ||
| 5 галлонов | 90 фунтов. | 99321 | ||
Mold Star 30 Твердость по Шору A 30. 1A:1B по объему. 6 часов время отверждения. | Испытательный блок | 2 фунта. | 3714 | |
| Галлон Единица | 17,6 фунта. | 22015 | ||
| 5 галлонов | 88 фунтов. | 1,04040 |
Документы
Загрузка документов
Технический бюллетень
- Mold Star 15 16 30 Технический бюллетень
Паспорт безопасности
- Mold Star 15 16 30 SDS
Медиа
Видео
Как изготавливается вакуумно-формованная упаковка с использованием высокотемпературного инструмента для эпоксидной смолы
Как сделать защитную маску своими руками из силикона Mold Star™ 16 и жидкого пластика Smooth-Cast™ 65D
Как сделать рулевое колесо на заказ: часть 1, изготовление силиконовых форм
Как сделать индивидуальный руль: часть 2, литье из смолы
Как сделать форму для костюмированной брони из пенопласта
Как создать собственные пуговицы для рубашки
Как сделать основу для установки таксидермии с использованием воздушной эпоксидной шпаклевки Free Form®
Изготовление пресс-форм и литье с использованием Mold Star 30 и смолы ONYX
Учебное пособие по изготовлению пресс-форм: как уменьшить форму для небольших репродукций
Как сделать простую цельную силиконовую форму — заливка
Как сделать силиконовую форму из 2 частей | Учебное пособие по изготовлению пресс-форм
Как сделать двухкомпонентную силиконовую форму для ножа | Учебное пособие по изготовлению пресс-форм
Учебное пособие по изготовлению пресс-форм: криминалистические слепки с использованием быстроотверждаемой силиконовой резины
Как сделать искусственный пальчатый коралл на заказ для украшения аквариума
Учебное пособие по украшению аквариума: отливка прозрачной раковины из кристально чистой смолы
Практические галереи
Mold Star® 15 Demo: простой в использовании платиновый силикон с высокой прочностью на разрыв
Изготовление собственных гиперреалистичных пальчатых кораллов с использованием силиконовой резины Mold Star и гладкого пластика
Создание собственного гиперреалистичного морского анемона с наконечником в форме луковицы с использованием силикона Smooth-On
Удивительная бетонная раковина Nautilus: от проектирования до производства
Изображения
© 2022
Форма из двух частей Mold Star® 15, используемая для прототипирования.
Всего комментариев: 0