Нарезка резьбы в отверстии: технология нарезки резьбы, таблица размеров
Содержание
Нарезание внутренней резьбы магнитным сверлильным станком
Для нарезания внутренней резьбы магнитным сверлильным станком потребуются такие инструменты, как метчик и резьбонарезной патрон с необходимыми предохранительными головками, которые, как правило, входят в резьбонарезной набор. При отсутствии резьбонарезного набора можно воспользоваться прямым переходником с метчика на Weldon, но в таком случае есть риск поломки инструмента. Также непосредственно перед процессом нарезания, необходимо предварительно просверлить отверстие в детали соответствующего диаметра.
Метчик — это специальный инструмент для нарезания внутренней метрической резьбы в сквозных и глухих отверстиях. Как правило, метчики идут комплектом по две штуки: один черновой — для первичного нарезания резьбы, другой чистовой — для финишной обработки отверстия. Отличие одного метчика от другого в том, что режущая поверхность чернового метчика выражена не так ярко, как чистового.
|
Черновой и чистовой метчики |
Важно! Метчики должны быть изготовлены из качественного материала! У дешевого китайского инструмента режущая кромка быстро затупится, нарезать резьбу не получится. Метчик просто застрянет в материале, т.к. сработает механизм защиты в предохранительной вставке. С его извлечением проблем будет намного больше, чем с покупкой нового инструмента.
Резьбонарезной патрон и предохранительные вставки
Для нарезания резьбы потребуется резьбонарезной набор. Такой набор включает в себя резьбонарезной патрон с хвостовиком конус Морзе и комплект быстросменных вставок (втулок) для установки метчиков.
В патроне имеются системы защиты от перегрузки и осевой компенсации шага резьбы. Вставки имеют механизм регулировки крутящего момента, что позволяет предотвратить поломку инструмента (при увеличении момента метчик останавливается), а так же выполнить качественную резьбу.
Резьбонарезной патрон применяется в магнитных сверлильных станках как с реверсом вращения шпинделя, так и без него. Разница в том, что магнитный сверлильный станок с реверсом обеспечивает переключение с правого вращения на левое, что позволяет удобно вывести метчик обратно из отверстия, не вынимая его из патрона.
|
Набор резьбонарезной M12-M24 с предохранительными вставками
|
 Вставки имеют удобный механизм быстрой смены метчика обеспечивая при этом его надежную фиксацию.
Вставки имеют удобный механизм быстрой смены метчика обеспечивая при этом его надежную фиксацию.
Какого диаметра брать сверло под отверстие, в котором будем нарезать резьбу?
Подходящий диаметр сверла подбираем в зависимости от диаметра резьбы и ее шага. Рекомендуемые значения диаметров отверстий приведены в конце статьи.
Процесс нарезания резьбы
Для глухой резьбы необходимо включить правое вращение и «утопить» метчик в отверстии, после его остановки — переключить направление вращения на левое и метчик плавно выйдет обратно по своей резьбе. Без реверса такой резьбы выполнить невозможно.
Без реверса такой резьбы выполнить невозможно.
Для сквозной резьбы при правом вращении проходим метчиком насквозь вниз в нужной детали, и потом переключением на левое вращение проходим медленно вверх. Для сквозной резьбы в магнитных сверлильных станках без реверса после прохода метчика, его необходимо будет извлечь вручную, прежде чем продолжить работу.
Рекомендации по процессу нарезания резьбы
Резьбу необходимо выполнять на низких оборотах. При этом нельзя делать резких движений, метчик должен идти очень плавно!
Обязательно следует обильно использовать смазывающую охлаждающую жидкость (концентрат СОЖ) в магнитных сверлильных станках с интегрированной системой ее подачи, или же смазывать извне специальными воском, пастой или пеной.
Диаметры сверл для отверстий под нарезание метрической резьбы по ГОСТ 19257-73 «Отверстия под нарезание метрической резьбы»
Примечание: подчеркиванием выделены диаметры сверл для отверстий под резьбу с крупным шагом.
| Номинальный диаметр резьбы | Шаг резьбы | Диаметр сверла |
| 1 | 0,2 | 0,8 |
| 0,25 | 0,75 | |
| 0,2 | 0,9 | |
| 1,1 | 0,25 | 0,85 |
| 0,2 | 1 | |
| 1,2 | 0,25 | 0,95 |
| 0,2 | 1,2 | |
| 1,4 | 0,3 | 1,1 |
| 1,6 | 0,2 | 1,4 |
| 0,35 | 1,25 | |
| 1,8 | 0,2 | 1,6 |
| 0,35 | 1,45 | |
| 2 | 0,25 | 1,75 |
| 0,4 | 1,6 | |
| 0,25 | 1,95 | |
| 2,2 | 0,45 | 1,75 |
| 2,5 | 0,35 | 2,15 |
| 0,45 | 2,05 | |
| 3 | 0,35 | 2,65 |
| 0,5 | 2,5 | |
| 0,35 | 3,15 | |
| 3,5 | 0,6 | 2,9 |
| 0,5 | 3,5 | |
| 4 | 0,7 | 3,3 |
| 0,5 | 4 | |
| 4,5 | 0,75 | 3,75 |
| 5 | 0,5 | 4,5 |
| 0,8 | 4,2 | |
| 5,5 | 0,5 | 5 |
| 0,5 | 5,5 | |
| 6 | 0,75 | 5,25 |
| 1 | 5 | |
| 0,5 | 6,5 | |
| 7 | 0,75 | 6,25 |
| 1 | 6 | |
| 8 | 0,5 | 7,5 |
| 0,75 | 7,25 | |
| 1 | 7 | |
| 1,25 | 6,8 | |
| 0,5 | 8,5 | |
| 9 | 0,75 | 8,25 |
| 1 | 8 | |
| 1,25 | 7,8 | |
| 10 | 0,5 | 9,5 |
| 0,75 | 9,25 | |
| 1 | 9 | |
| 1,25 | 8,8 | |
| 1,5 | 8,5 | |
| 11 | 0,5 | 10,5 |
| 0,75 | 10,25 | |
| 1 | 10 | |
| 1,25 | 9,5 | |
| 12 | 0,5 | 11,5 |
| 0,75 | 11,25 | |
| 1 | 11 | |
| 1,25 | 10,8 | |
| 1,5 | 10,5 | |
| 1,75 | 10,2 | |
| 14 | 0,5 | 13,5 |
| 0,75 | 13,25 | |
| 1 | 13 | |
| 1,25 | 12,8 | |
| 1,5 | 12,5 | |
| 2 | 12 | |
| 15 | 1 | 14 |
| 1,5 | 13,5 | |
| 16 | 0,5 | 15,5 |
| 0,75 | 15,25 | |
| 1 | 15 | |
| 1,5 | 14,5 | |
| 2 | 14 | |
| 17 | 1 | 16 |
| 1,5 | 15,5 | |
| 18 | 0,5 | 17,5 |
| 0,75 | 17,25 | |
| 1 | 17 | |
| 1,5 | 16,5 | |
| 2 | 16 | |
| 2,5 | 15,5 | |
| 20 | 0,5 | 19,5 |
| 0,75 | 19,25 | |
| 1 | 19 | |
| 1,5 | 18,5 | |
| 2 | 18 | |
| 2,5 | 17,5 |
| Номинальный диаметр резьбы | Шаг резьбы | Диаметр сверла |
| 22 | 0,5 | 21,5 |
| 0,75 | 21,25 | |
| 1 | 21 | |
| 1,5 | 20,5 | |
| 2 | 20 | |
| 2,5 | 19,5 | |
| 24 | 0,75 | 23,25 |
| 1 | 23 | |
| 1,5 | 22,5 | |
| 2 | 22 | |
| 3 | 21 | |
| 25 | 1 | 24 |
| 1,5 | 23,5 | |
| 2 | 23 | |
| 26 | 1,5 | 24,5 |
| 27 | 0,75 | 26,25 |
| 1 | 26 | |
| 1,5 | 25,5 | |
| 2 | 25 | |
| 3 | 24 | |
| 28 | 1 | 27 |
| 1,5 | 26,5 | |
| 2 | 26 | |
| 30 | 0,75 | 29,25 |
| 1 | 29 | |
| 1,5 | 28,5 | |
| 2 | 28 | |
| 3 | 27 | |
| 3,5 | 26,5 | |
| 32 | 1,5 | 30,5 |
| 2 | 30 | |
| 33 | 0,75 | 32,25 |
| 1 | 32 | |
| 1,5 | 31,5 | |
| 2 | 31 | |
| 3 | 30 | |
| 3,5 | 29,5 | |
| 35 | 1,5 | 33,5 |
| 36 | 1 | 35 |
| 1,5 | 34,5 | |
| 2 | 34 | |
| 3 | 33 | |
| 4 | 32 | |
| 38 | 1,5 | 36,5 |
| 39 | 1 | 38 |
| 1,5 | 37,5 | |
| 2 | 37 | |
| 3 | 36 | |
| 4 | 35 | |
| 40 | 1,5 | 38,5 |
| 2 | 38 | |
| 3 | 37 | |
| 42 | 1 | 41 |
| 1,5 | 40,5 | |
| 2 | 40 | |
| 3 | 39 | |
| 4 | 38 | |
| 4,5 | 37,5 | |
| 45 | 1 | 44 |
| 1,5 | 43,5 | |
| 2 | 43 | |
| 3 | 42 | |
| 4 | 41 | |
| 4,5 | 40,5 | |
| 48 | 1 | 47 |
| 1,5 | 46,5 | |
| 2 | 46 | |
| 3 | 45 | |
| 4 | 44 | |
| 5 | 43 | |
| 50 | 1,5 | 48,5 |
| 2 | 48 | |
| 3 | 47 | |
| 52 | 1 | 51 |
| 1,5 | 50,5 | |
| 2 | 50 | |
| 3 | 49 | |
| 4 | 48 | |
| 5 | 47 |
Обзор способов нарезания резьбы: взгляд изнутри
Анализ способов нарезания резьбы позволяет производителям налаживать эффективную и рентабельную нарезку резьбовых отверстий. Здесь представлены достоинства и недостатки четырёх ключевых методов машинного нарезания резьбы: нарезание метчиками, фрезерование, нарезание на токарных станках и шлифование.
Здесь представлены достоинства и недостатки четырёх ключевых методов машинного нарезания резьбы: нарезание метчиками, фрезерование, нарезание на токарных станках и шлифование.
Нарезание метчиками
Метчики Emuge Multi TAP-Form накатывают резьбу на детали, отлитой из алюминия. Метчики-раскатники деформируют материал заготовки, тем самым создавая резьбу нужной формы. При этом процессе стружка не образуется
Применение метчиков для нарезания резьбы является эффективной и популярной практикой. «Нарезание резьбы метчиками–самый распространённый способ, так как он является наименее затратным на начальном этапе производства, но не всегда оказывается самым экономичным в итоге», – говорит Каллен Морисон, специалист по развитию бизнеса американской компании КОМЕТ, производящей метчики и резьбонарезные фрезы.
Нарезание резьбы метчиками – это продолжительный процесс, при котором снятие материала производится режущими кромками, расположенными на определенном расстоянии друг от друга. Окончательные размеры резьбы достигаются за один проход. «Метчик сконструирован под размеры конкретной резьбы: ей соответствуют диаметры заборной и калибрующей частей и шаг резьбы», – поясняет Марк Хэтч, менеджер по продукции корпорации Emuge, расположенной в городе Вест Бойлстон штата Массачусетс, производящей метчики и резьбонарезные фрезы. Марк также добавляет, что, поскольку метчик производит черновую и чистовую обработку за один проход, производится большое количество стружки, которую нужно эффективно отводить. В противном случае существует вероятность возникновения чрезмерного давления, которое может привести к повреждению резьбы или метчика.
Окончательные размеры резьбы достигаются за один проход. «Метчик сконструирован под размеры конкретной резьбы: ей соответствуют диаметры заборной и калибрующей частей и шаг резьбы», – поясняет Марк Хэтч, менеджер по продукции корпорации Emuge, расположенной в городе Вест Бойлстон штата Массачусетс, производящей метчики и резьбонарезные фрезы. Марк также добавляет, что, поскольку метчик производит черновую и чистовую обработку за один проход, производится большое количество стружки, которую нужно эффективно отводить. В противном случае существует вероятность возникновения чрезмерного давления, которое может привести к повреждению резьбы или метчика.
Контролирование отвода стружки – это большая проблема при нарезании резьбы, особенно в мягких материалах, ведь при обработке такого материала получается сливная стружка. Такая стружка может образовывать заторы вокруг метчика или забивать его канавки, что может привести к обламыванию метчика в отверстии. «Алюминий, углеродистые и нержавеющие стали 300 серии являются наиболее сложными материалами для контроля отвода стружки», – отмечает Шерил Стюарт, инженер по применению метчиков и резьбонарезных фрез, сотрудник компании OSG Tap & Die Inc. , расположенной в Глендейл Хайтс, штат Иллинойс.
, расположенной в Глендейл Хайтс, штат Иллинойс.
Метчики могут быть использованы при обработке практически любого материала твердостью до 50 HRC, но некоторые производители предлагают метчики, эффективные и до 65 HRC.
Спиралевидный метчик для нержавеющей стали EXOPROCC-SUS от OSG имеет изменяемую геометрию стружечных канавок с улучшенным контролем отвода стружки
Также нужно обращать внимание и на диметр отверстия под резьбу. Большинство предприятий нарезают резьбу в отверстиях диаметром не более 16 мм. Моррисон отмечает, что «при нарезании резьбы в отверстиях большего диаметра у станка может просто не хватить мощности для поворота метчика, контактирующего с заготовкой»
Также он добавил, что при нарезании резьбовых отверстий диаметром 6 мм и менее существует проблема отвода стружки, так как пространство очень ограничено, а инструменты маленького размера относительно хрупкие.
Вдобавок, метчики могут нарезать резьбу в отверстиях глубиной более трёх диаметров самого инструмента. «Как раз в этом случае метчики обычно работают намного быстрее, чем резьбонарезные фрезы с одной режущей кромкой», –говорит Мориссон. «До тех пор, пока у вас не возникает никаких проблем при отводе стружки, вы можете углублять инструмент настолько, насколько это позволяет сделать его конструкция».
«Как раз в этом случае метчики обычно работают намного быстрее, чем резьбонарезные фрезы с одной режущей кромкой», –говорит Мориссон. «До тех пор, пока у вас не возникает никаких проблем при отводе стружки, вы можете углублять инструмент настолько, насколько это позволяет сделать его конструкция».
Поскольку диаметр и шаг резьбы всегда остаются неизменными, один и тот же метчик не может использоваться для нарезания отверстий разного размера. Более того, нарезание резьбы подразумевает очень тесный контакт инструмента с заготовкой, из-за чего инструмент подвергается воздействию больших сил. Метчик может сломаться и застрять в отверстии, при этом деталь может уйти в брак. Поэтому при использовании метчиков нужно позаботиться о достаточном количестве смазки.
Накатка резьбы
Процесс резьбообразования при накатке
Метчики-раскатники используются для накатки внутренней резьбы глубиной до четырёх диаметров самого инструмента. Накатные метчики не режут, а деформируют материал, поэтому стружка при этом процессе не образуется и отсутствует вероятность возникновения заторов стружки, но твёрдость заготовки при такой обработке ограничивается 40 HRC. Поскольку накатка резьбы подразумевает пластическую деформацию, материал должен быть пластичен или обладать низким коэффициентом растяжения.
Поскольку накатка резьбы подразумевает пластическую деформацию, материал должен быть пластичен или обладать низким коэффициентом растяжения.
Накатные метчики обычно имеют диаметр от 0.5 до 19 мм. Инструменты большего размера создают и большее трение, поэтому требуют большей мощности станка.
По сравнению с обычными метчиками, метчики-раскатники обладают большей жесткостью и менее подвержены излому. «Давление, действующее на метчик, направлено тангенциально, метчик испытывает скручивающие напряжения, в то время как давление на метчик-раскатник направлено по радиусу в центр, поэтому он гораздо надежнее,» – говорит Моррисон.
«Накатанная резьба прочнее резьбы, получаемой нарезкой, так как зернистый по своей структуре металл подвергается сдавливанию, что делает его более однородным», – объясняет Хетч, работник компании Emuge.
Недостаток накатных метчиков заключается в том, что они требуют больший крутящий момент и большую мощность от станка, кроме того, инструмент должен быть крепче зажат в державке станка.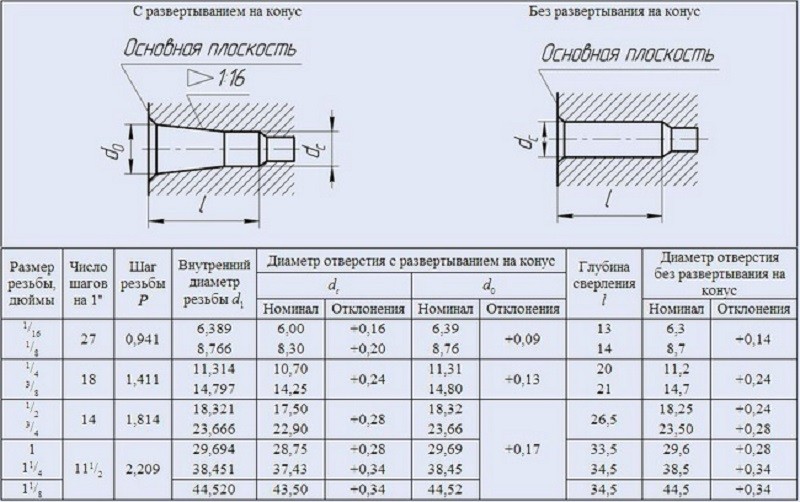 «Для пластической деформации требуется приложить большую силу, чем при его резке», – поясняет Стюарт.
«Для пластической деформации требуется приложить большую силу, чем при его резке», – поясняет Стюарт.
Ещё одним ограничением является то, что отверстие должно быть просверлено более точно, чем таковое отверстие при нарезании резьбы.
Кроме того, резьбы, полученные путем пластической деформации материала, не подходят для некоторых отраслей промышленности, таких как медицинская и авиационно-космическая. «При накатке резьбы внутренний диаметр не идеален», – отмечает Хэтч. «Авиационно-космическая отрасль не допускает такой изгиб (U-образный профиль) на внутреннем диаметре резьбы. Хотя, этот дефект не влияет на прочность резьбы, поэтому это не считается дефектом для деталей общего назначения».
Резьбонарезные фрезы
Фрезы для нарезания резьбы используют спиральную интерполяцию для нарезания как внутренней, так и наружной резьбы. Большинство станков ЧПУ, произведенных за последние 10 -15 лет, поддерживают спиральную интерполяцию.
Для нарезания резьбы применяются цельные твердосплавные фрезы и сменные твердосплавные пластины (стальное тело фрезы с карбидными вставками). Многовитковые резьбонарезные фрезы нарезают резьбу сразу на всю глубину за один полный поворот фрезы. Одновитковые фрезы нарезают один виток резьбы за оборот. Большинство фрез для нарезания резьбы – многовитковые.
Многовитковые резьбонарезные фрезы нарезают резьбу сразу на всю глубину за один полный поворот фрезы. Одновитковые фрезы нарезают один виток резьбы за оборот. Большинство фрез для нарезания резьбы – многовитковые.
Фрезы для нарезания резьбы подходят для обработки материала прочностью до 65 HRC, что существенно расширяет область их применения. «Фреза одной и той же геометрии, но с одним или двумя слоями различных покрытий, позволяет обрабатывать множество разнообразных материалов», – объясняет Моррисон.
Одна и та же резьбонарезная фреза может применяться для отверстий, имеющих различный диаметр, но одинаковый шаг резьбы. Так как нижняя поверхность фрезы является плоской, она может быть использования для нарезания резьбы в непосредственной близости к нижней части глухого отверстия. KOMET, Америка
Отвод стружки обычно не является проблемой при нарезании резьбы фрезами. «Нарезание резьбы фрезами — это резание с остановками, поэтому, независимо от свойств материала, всегда получается стружка надлома с короткими частицами», – говорит г-н Хэтч из компании Emuge.
Резьбонарезные фрезы имеют большой диапазон применения, их диаметр начинается от 1.5 мм и заканчивается самыми большими размерами. Но по большому счету оптимальная глубина резки фрезой ограничивается 2.5 диаметрами самой фрезы. «При использовании фрезы для нарезания резьбы силы резания не сбалансированы», – отмечает Хетч. «При нарезании резьбы большой длины создается большое давление на боковую поверхность фрезы, так как на нее воздействует большая радиальная сила. Это может приводить к проблемам в виде отскакивания режущей кромки от заготовки и появлению на ней сколов, и даже к обламыванию фрез небольшого диаметра».
Однако одновитковая фреза может работать и на большой глубине. «Вы даже можете врезаться на 20 диаметров, если вам это действительно нужно», – говорит Моррисон. «У вас не будет проблемы отскакивания режущей кромки фрезы от края заготовки, так как в таком случае силы резания воздействуют только одну режущую кромку, находящуюся на самом конце фрезы. У нас много покупателей, работающих в области нефтедобывающей промышленности и электроэнергетики, закупающих одновитковые фрезы с длинным хвостовиком.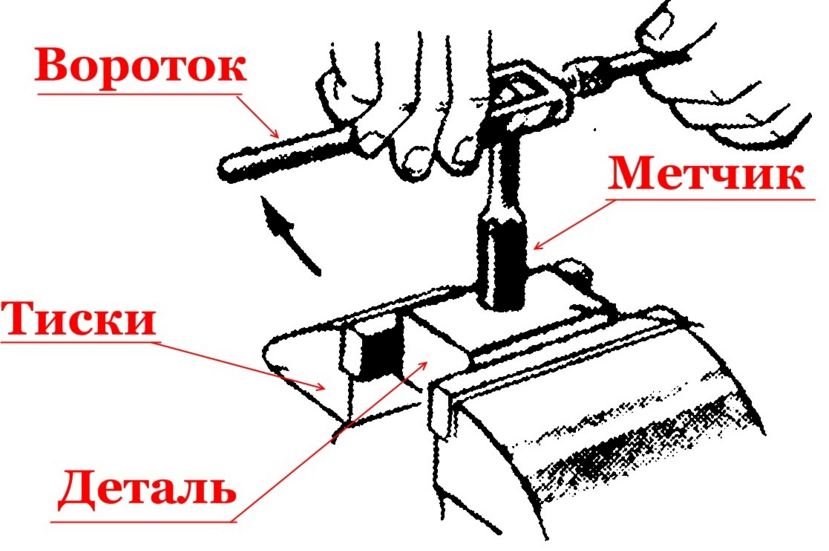 Для них гораздо рентабельнее иметь в своем распоряжении фрезу, подходящую для нарезания множества различных видов резьбы, даже с учетом того, что процесс идет несколько медленнее. Иначе им бы пришлось приобретать метчики длиной 250 мм стоимостью под 1000 долларов».
Для них гораздо рентабельнее иметь в своем распоряжении фрезу, подходящую для нарезания множества различных видов резьбы, даже с учетом того, что процесс идет несколько медленнее. Иначе им бы пришлось приобретать метчики длиной 250 мм стоимостью под 1000 долларов».
Использование фрез имеет множество преимуществ. Один и тот же инструмент может применяться для отверстий разного диаметра, при этом используется один шаг резьбы. Фреза с одной режущей кромкой может быть использована для обработки отверстий различных диаметров, а также и нарезания резьбы различного шага.
К тому же одновитковая резьбонарезная фреза может быть применена для обработки глухих и сквозных отверстий, а также для нарезания правой и левой резьбы. Так как фреза имеет плоскую нижнюю поверхность, она может нарезать резьбу в непосредственной близости от днища глухого отверстия, и даже если фреза сломается, она не приведет к выбраковыванию детали. В заключение, фреза для нарезания резьбы может быть совмещена в одном корпусе с другими инструментами для сверления отверстий, тем самым образовывая комбинированный инструмент, который может одновременно сверлить, делать фаски и нарезать резьбу.
Тем не менее цикл обработки фрезой обычно дольше цикла обработки метчиками. «Так как использование фрез для нарезания резьбы требует специальной программы для станка, некоторые люди могут побояться их использовать», – говорит г-н Стюарт из компании OSG. «И всё же алгоритм достаточно прост и может быть реализован множеством управляющих программ станков ЧПУ».
Некоторые компании всё же предпочитают использовать метчики, так как хотят минимизировать вмешательство оператора в процесс работы. Использование фрез для нарезания резьбы подразумевает, что оператор должен постоянно производить необходимые регулировки. «Так как инструмент стачивается в процессе нормального износа, оператору необходимо регулировать режущий процесс, чтобы подстроится под текущий износ инструмента и сохранить правильные размеры получаемой резьбы», – говорит Хэтч. «Обязанность оператора – измерять допустимые отклонения в размерах резьбы и следить за износом инструмента, а затем, на основе полученных данных, производить регулировку оборудования».
«Размеры метчика всегда остаются неизменными, метчик изготовлен по размерам нарезаемой им резьбы. Оператор просто время от времени сверяет размеры при помощи измерительных инструментов и калибров, и если эти размеры вышли за пределы допустимого, метчик просто выбрасывается».
Токарная обработка резьбы
Твердосплавные пластины для токарных станков от компании Carmex могут использоваться для нарезания как внутренней, так и наружной резьбы
Токарная обработка является ещё одним способом нанесения внутренней резьбы. При этом используются либо сменные твердосплавные пластины, либо миниатюрный инструмент наподобие расточного резца. Обработка производится на многоосевых или токарных станках. Возможно применение однозубых и многозубых твердосплавных пластин. Многозубые пластины имеют по несколько зубцов на каждой режущей кромке, причем каждый зубец врезается глубже предыдущего, тем самым сокращается количество проходов, требуемых для нарезания резьбы.
Однако многозубые пластины достаточно дороги. «Большие производства, конечно, выиграют от использования таких пластин, но для маленьких производств польза может быть весьма сомнительной», – говорит Джеф Дей, президент компании Carmex Precision Tools LLC, Ричфилд, Висконсин, производящей инструменты для нарезания резьбы на токарных и фрезерных станках.
«Большие производства, конечно, выиграют от использования таких пластин, но для маленьких производств польза может быть весьма сомнительной», – говорит Джеф Дей, президент компании Carmex Precision Tools LLC, Ричфилд, Висконсин, производящей инструменты для нарезания резьбы на токарных и фрезерных станках.
Кроме того, многозубые резьбонарезные пластины не могут нарезать наружную резьбу на деталях с фланцами. «В зависимости от шага резьбы, глубина врезания первого и последнего зубцов различается примерно на 3 мм», – говорит Майк Тримбл, менеджер по продукции компании Vargus (США, Дженесвилль, штат Висконсин), также производящей инструменты для нарезания резьбы на токарных и фрезерных станках. «При наличии на детали фланца или выступа, режущая пластина не может подойти к нему вплотную последним зубом, поэтому последние витки резьбы нужно дорезать другим способом».
При нарезании резьбы на токарном станке оператор может применять режущие пластины как полного, так и частичного профиля (многозубые пластины могут быть только полнопрофильными). Пластины полного профиля формируют полный профиль резьбы, включая вершину витка резьбы (при этом внутренний диаметр резьбы выбирается зубцами режущей пластины). При таком подходе для нарезания каждого шага резьбы требуется отдельная пластина.
Пластины полного профиля формируют полный профиль резьбы, включая вершину витка резьбы (при этом внутренний диаметр резьбы выбирается зубцами режущей пластины). При таком подходе для нарезания каждого шага резьбы требуется отдельная пластина.
Твердосплавные пластины для токарных станков марки V6 от компании Vargus имеют 6 режущих кромок. Доступны пластины для нарезания резьбы как полного, так и частичного профиля (т. е. без торцевания вершины витков резьбы)
Пластины полного профиля нарезают более прочную, более прецизионную резьбу, чем пластины частичного профиля, причем за меньшее число проходов. Тримбл говорит, что это происходит из-за того, что они одновременно создают наружный, внутренний и номинальный диаметры резьбы.
Пластины частичного профиля нарезают резьбу без торцовки вершин витков (они не формируют внешний диаметр). Пластины частичного профиля имеют только одну режущую кромку, поэтому они могут нарезать резьбу различного шага, варьируя глубину проникновения режущей кромки в материал. «У такой пластины очень острый кончик зуба, поэтому при большем шаге резьбы теряется ее прочность, и это может привести к более долгому процессу нарезания резьбы», – говорит Дей.
«У такой пластины очень острый кончик зуба, поэтому при большем шаге резьбы теряется ее прочность, и это может привести к более долгому процессу нарезания резьбы», – говорит Дей.
Нарезание резьбы на токарных станках при использовании сменных твердосплавных пластин позволяет нарезать резьбу в отверстиях диаметром 6 мм и больше. Для нарезания резьбы в меньших по диаметру отверстиях требуется цельный твердосплавный инструмент, при помощи которого возможно нарезать резьбу в отверстиях диаметром до 1.3 мм.
Что касается отверстий большого диаметра, компания Vargus сумела нарезать резьбу в отверстии диаметром 914 мм. Тримбл сказал: «Мы сделали это на вертикальном токарно-револьверном станке возрастом примерно в 100 лет. Не было никакого другого способа сделать это, кроме как точить эту резьбу, так как на таких станках не бывает спиральной интерполяции».
Нарезание резьбы на токарных станках подходит для отверстий глубиной до 3 его диаметров при использовании инструмента со стальными державками, и даже глубиной в 4-5 диаметров при использовании инструмента с державками из твердых сплавов.
Нарезание резьбы на токарных станках подходит для целого ряда материалов. «Мы каждый день нарезаем резьбу в материалах твердостью до 50 HRC», – говорит Тримбл. «Мы также нарезаем резьбу в экзотических материалах, таких как хастеллой и инконель 718, но это приводит к сокращению срока службы инструментов, так как такие материалы очень тверды или абразивны».
Отвод стружки является большой проблемой при нарезании внутренней резьбы на токарных станках, особенно остро проблема проявляется при нарезании резьбы в глухих отверстиях. Операторы могут компенсировать это, выбрав режущий инструмент с определенной геометрией, а также используя какой-либо вид поперечной подачи (прямо поперечная, по углу профиля резьбы, модифицированная угловая или попеременная угловая) используемый для облегчения отвода стружки, или метод обратной спирали. Тримбл объяснил, что «при последнем способе вместо того, чтобы нарезать резьбу по направлению к шпинделю, вы делаете это в обратном направлении, для облегчения отвода стружки».
«Применение того или иного вида поперечной подачи при нарезании резьбы зависит от конкретной детали, но в большинстве случаев при выборе модифицированной угловой подачи, вы не испортите работу», – говорит Тримбл. «Вы всегда можете использовать его в качестве способа по умолчанию. Но в 99% случаев, если вы сами не поменяете параметры программы станка, будет применяться прямо поперечная подача».
Как же производителю выбрать способ нарезания резьбы? Нарезание резьбы метчиками, фрезерование или токарная обработка? «Путем проб и ошибок», – ответил нам Дей. «Если один из способов не приносит удовлетворительного результата, нужно пробовать другой. У каждого из них есть свои достоинства и недостатки. Самое главное: решая взяться за нарезку резьбы, посмотрите на имеющиеся станки и подсчитайте стоимость инструментов, время цикла резки и сроки эксплуатации инструментов».
Метод шлифования для высокопрецизионной резьбы
Нарезание резьбы методом шлифования позволяет нарезать высокопрецизионные внутренние резьбы и является высокоэффективным решением для производства деталей с низким допустимым отклонением от размеров.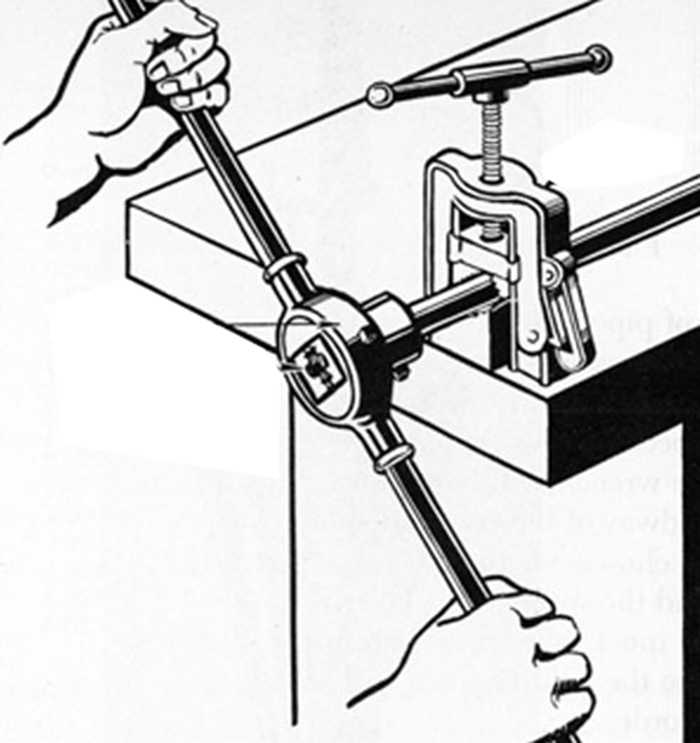 При помощи одного станка можно вышлифовывать широкое разнообразие внутренних видов резьбы, а также пазы, желоба и другие формы. Типичными деталями, которые производятся методом внутреннего шлифования, являются резьбоизмерительные калибры, гайки для обычных и шариковых винтовых передач.
При помощи одного станка можно вышлифовывать широкое разнообразие внутренних видов резьбы, а также пазы, желоба и другие формы. Типичными деталями, которые производятся методом внутреннего шлифования, являются резьбоизмерительные калибры, гайки для обычных и шариковых винтовых передач.
Нарезание внутренней резьбы методом шлифования обычно производится на специализированных станках. Для шлифования прецизионного профиля резьбы, ход шлифовальной головки должен осуществляться согласно углу спирали резьбы. Такой подход требует от станка наличия переменной оси вращения, которую абсолютное большинство шлифовальных станков не имеет. Даже при том, что наружная резьба может быть нарезана на шлифовальном станке с использованием профилированного многозубого шлифовального круга, профиль шлифовального круга должен быть модифицирован под спиралевидную форму (параллельное шлифование по оси А). Для нарезания внутренней резьбы требуется шлифовальный круг с одним шлифующим зубом и ось А должна быть настроена под спираль.
Нарезание внутренней резьбы на плашечном резьбовом калибре на шлифовальном оборудовании компании Drake
Типичные размеры, обеспечивающие экономически выгодный процесс шлифования, варьируются от 10 до 533 мм. Согласно материалам производителя шлифовальных станков компании Drake Manufacturing Services Co., Уоррен, штат Огайо, золотым правилом при шлифовании резьбы в глубоких отверстиях является наличие пропорционального соотношения между длиной и диаметром шлифовальной державки 7:1. Но при этом возникает проблема отношения угла подъема витка к диаметру отверстия. По мере увеличения длины резьбы и уменьшения диаметра отверстия возникают трудности при шлифовании деталей с большим углом подъема витка. Появляются границы, при достижении которых шлифовальная державка будет ударяться об заготовку.
Проблемы отвода стружки при нарезании резьбы методом шлифования заключаются в своевременном поступлении охлаждающей жидкости и смыве стружки из зоны шлифования. Опять же, из-за очень ограниченного пространства при шлифовании внутренней резьбы малого диаметра, в зону шлифования очень сложно доставить охлаждающую жидкость и направить поток в направлении движения ходового вала и при этом не препятствовать движению шлифовальной державки и закрепленной на ней головки.
Нарезание внутренней резьбы методом шлифования является очень точным процессом. Необходимо очень точно установить шлифовальную головку, но после того, как сделаны все настройки, головка может быть очень быстро заменена впоследствии. Также, по словам Дрейка, шлифование внутренней резьбы может увеличить производительность, поскольку замена шлифовальной головки на головку для резьбы другого типа происходит быстрее, чем замена всей державки.
Дрейк утверждает, что для эффективного нарезания внутренней резьбы методом шлифования станок должен обладать несколькими важными свойствами. Этими свойствами являются: жесткость конструкции, стабильная температура, точное перемещение по осям, способность выполнять точные циклические перемещения и наличие прецизионных шпинделей с датчиками контроля температуры.
В рубрике «Нарезание резьбы» находятся материалы по данной теме: анонсы нового инструмента – современных моделей метчиков, плашек и разверток, описание решений технологических проблем, авторские статьи о современных технологиях, новости производителей инструмента.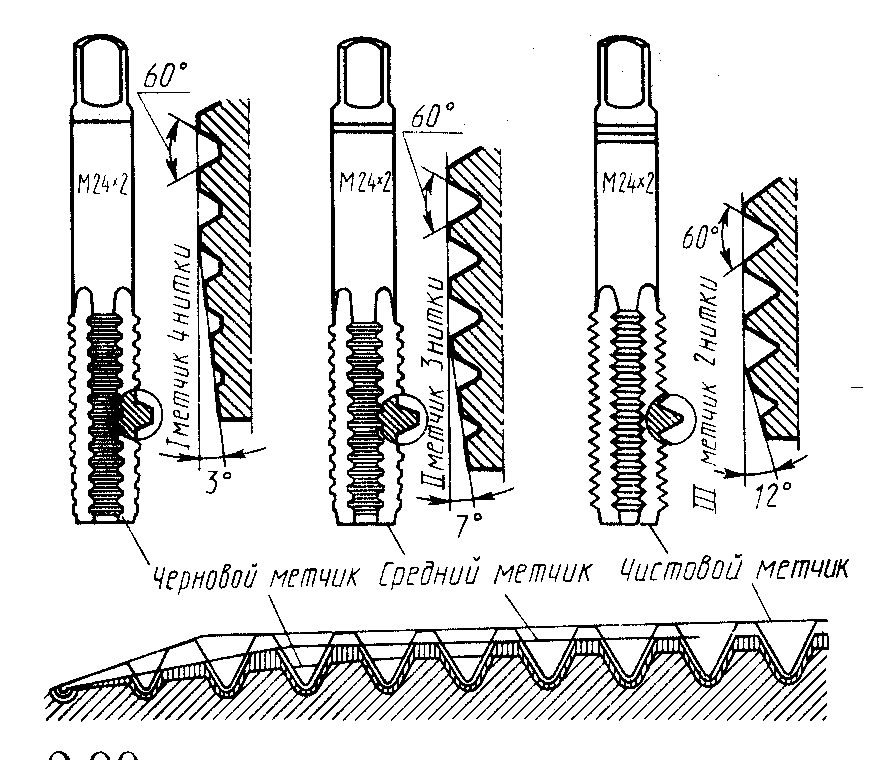
Источник материала: перевод статьи
Insider trading: evaluating internal threading methods,
Ctemag.com
Автор статьи—оригинала:
Сьюзан Вудс (Susan Woods), редактор
Как нарезать внутреннюю резьбу в 3 приема
Внутреннюю резьбу можно нарезать вручную (ручными метчиками) или станком (машинными метчиками).
Вы можете найти обзор того, какой внутренний метчик вам нужен для вашего приложения, в нашей статье 6 основных характеристик внутренних метчиков.
Необходимые инструменты
Для нарезания внутренней резьбы вам потребуются следующие инструменты :
- Защитные очки
- Спиральное сверло
(для сверления основного отверстия) - Зенковка 90°
(для углубления основного отверстия) - Внутренний метчик (ручной или машинный метчик)
- Для ручных метчиков: Разводной вороток
- Для машинных метчиков: ручная дрель (если применимо)
При наличии:
- Пробный квадрат
- Центровочный пуансон
- Молоток
- Режущий спрей для оптимального качества поверхности
Диаметр отверстия под керн
Если вы знаете какой метчик вам нужен, то следующий вопрос какой диаметр необходим для просверливания отверстия под керн.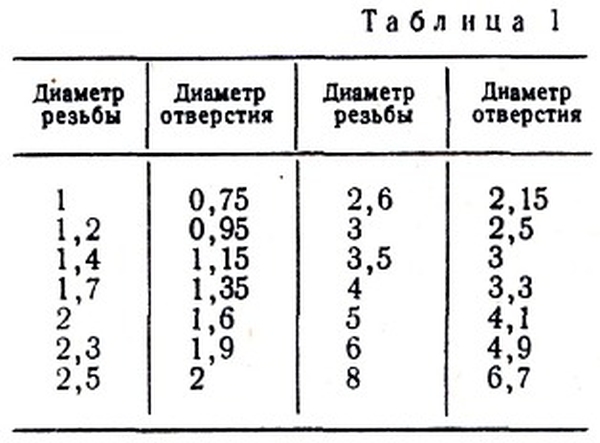
Внутренние метчики обозначаются в соответствии с номинальным размером. Например, метчик М 8 означает «метрический диаметром 8 мм».
Диаметр спирального сверла для нарезания резьбы рассчитывается следующим образом:
Диаметр отверстия = диаметр метчика — шаг резьбы
Пример с M8:
Диаметр отверстия = 8 мм — 1,25 мм = 6,8 мм
Диаметр кернового отверстия округляется до одного десятичного знака. В нашей таблице (PDF) вы найдете все распространенные размеры резьбы и соответствующие диаметры для спирального сверла.
Порядок работы
1. Просверлите колонковое отверстие (спиральным сверлом)
Сначала необходимо просверлить колонковое отверстие спиральным сверлом.
Если хотите, можете использовать кернер, пробивая молотком центр в нужном месте. Это упрощает центрирование и горячее нарезание резьбы спиральным сверлом.
Если у вас есть спрей для резки, используйте его здесь. Распылите на спиральное сверло режущий спрей. Это увеличивает срок службы сверла и улучшает качество поверхности.
Распылите на спиральное сверло режущий спрей. Это увеличивает срок службы сверла и улучшает качество поверхности.
Правильный диаметр спирального сверла указан в следующей таблице (PDF).
2. Зенковка основного отверстия (зенковка)
Затем используйте зенкер 90°, чтобы раззенковать отверстие и сделать фаску. Размер зенковки должен быть на 10% больше диаметра метчика.
Это улучшит вход в отверстие при нарезании резьбы. Это также предотвращает выдавливание первой и последней нити из отверстия.
3. Нарезание внутренней резьбы (ручной метчик)
В качестве последнего шага вставьте метчик в вороток (шариковый метчик или держатель инструмента с трещоткой) и нарежьте резьбу.
Осторожно вверните метчик в отверстие керна.
При использовании наборов метчиков вы должны следовать последовательности метчиков (коническая, вторая и последняя метчики) . Определить порядок можно по кольцам на хвостовике:
- конусность — одно кольцо
- второй — два кольца
- выпускной кран — без кольца
, а также режущие кромки от грубой до тонкой.
Чтобы нарезать прямую внутреннюю резьбу, вы можете использовать примерный угольник и расположить его под прямым углом к метчику.
Здесь вы снова можете использовать режущий спрей.
Снижается трение между стружкой и режущими кромками метчика и, следовательно, необходимый крутящий момент. Это обеспечивает лучшее удаление стружки.
Примечание: При нарезании резьбы вручную сверло следует повернуть на третий оборот после двух оборотов, чтобы сломать стружку. Это снижает нагрузку на сверло, и свежая смазка достигает режущих кромок.
Обрезав резьбу, открутите метчик в обратном направлении.
Сделано: Резьба сошла с ума
В своем видео MrHandwerk также подробно описывает в своих видеороликах, как нарезать внутреннюю резьбу, например, в стальной цепи.
3. Нарезать внутреннюю резьбу (машинный метчик)
В завершение затянуть метчик на машине и нарезать резьбу.
Медленно и прямо вставьте метчик в отверстие керна с соответствующей скоростью.
Здесь вы снова можете использовать режущий спрей.
Снижается трение между стружкой и режущими кромками метчика и, следовательно, необходимый крутящий момент. Это обеспечивает лучшее удаление стружки.
После нескольких оборотов метчик втягивается в заготовку и нарезает резьбу.
После отвода остановите машину, переключитесь на противоположное направление и перезапустите машину. Затем метчик проходит через уже нарезанную резьбу.
Готово: Резьба создана.
Anleitung
Скачать инструкцию в формате PDF (0,6 МБ)
Резюме и заключение
В принципе, нить можно легко обрезать.
Все, что вам нужно знать, это какой внутренний метчик вам нужен и хотите ли вы нарезать резьбу вручную или на станке .
При выборе внутреннего метчика важно учитывать, сверлите ли вы сквозное или глухое отверстие. Наша подробная статья 6 о характеристиках внутренних метчиков с первого взгляда может помочь вам выбрать правильный метчик.
Это приводит к требуемому внутреннему метчику и соответствующему размеру спирального сверла и зенкера .
Если вы нарезаете резьбу вручную, убедитесь, что сверло повернуто на третий оборот после двух оборотов (чтобы сломать стружку).
При ручной и машинной резке следует использовать спрей для резки если возможно. Это увеличивает срок службы метчика и улучшает качество поверхности.
В одной из следующих статей мы расскажем, как вырезать внешняя резьба . Затем вы можете вкрутить элемент во внутреннюю резьбу.
Если у вас возникли проблемы с поиском подходящего крана, свяжитесь с нами.
Изготовление резьбовых отверстий: рекомендации по резьбовым отверстиям
Нарезание резьбы — один из наиболее важных процессов механической обработки. Он используется для создания резьбы, которая используется для скрепления материалов и компонентов.
Резьбовые отверстия очень распространены в производстве. Благодаря универсальности и простоте использования они настолько универсальны, что их можно найти везде, от автомобилей до самолетов.
Благодаря универсальности и простоте использования они настолько универсальны, что их можно найти везде, от автомобилей до самолетов.
Но нарезать резьбу не так просто, как мы думаем. Поэтому важно узнать обо всех доступных технологиях машинного нарезания резьбы, чтобы вы могли сделать лучший выбор для своих проектов. Следующая информация поможет вам лучше понять, как нарезать резьбу.
Что такое резьбовое отверстие?
Резьбовое отверстие представляет собой отверстие с резьбой или резьбой с внутренней резьбой. Это круглое отверстие, используемое для нарезания резьбы и сверления. Для создания резьбы на стенках просверленного отверстия можно использовать процесс нарезания резьбы, и он происходит в области и месте, где болты и гайки не могут работать, например, в металлах.
Иногда резьбовые отверстия также называют резьбовыми. Этот тип отверстия используется, когда необходимо соединить две детали вместе с помощью крепежного элемента, такого как винт или болт. Резьба в отверстии обеспечивает сопротивление, чтобы застежка не ослаблялась со временем, а также облегчала удаление застежки при необходимости.
Резьба в отверстии обеспечивает сопротивление, чтобы застежка не ослаблялась со временем, а также облегчала удаление застежки при необходимости.
Что такое резьбовое отверстие?
Резьбовое отверстие — это тип отверстия, который используется для создания внутренней резьбы. Он создается путем сверления отверстия в материале, а затем с помощью метчика нарезается резьба в стенках отверстия. Резьбовые отверстия обычно встречаются в металлических компонентах, которые необходимо скрепить вместе, например, в случае гайки и болта.
Резьбовое отверстие во многом похоже на направляющее отверстие. Оба используются для создания резьбы в заготовке, чтобы можно было вставить винт или болт. Ключевое различие между ними заключается в том, что резьбовое отверстие уже имеет резьбу, и для создания сопрягаемой резьбы требуется только инструмент, в то время как направляющее отверстие необходимо сначала просверлить, прежде чем в него можно будет нарезать резьбу.
Важность создания резьбового отверстия
Резьбовые отверстия являются неотъемлемой частью деталей машин, и для добавления отверстия можно использовать станок с ЧПУ. В процессе нарезания резьбы можно создать резьбу на стенках просверленного отверстия. Машинный винт не может создавать свою собственную резьбу. Если вы хотите вкрутить винт в металлический материал, вам нужно резьбовое отверстие и добавить резьбовые элементы в процесс станка с ЧПУ.
Каждая функция будет соответствующим образом добавлена к резьбовым частям, и большинство потоков могут выбирать в зависимости от своих функций. Давайте посмотрим, почему важно создать резьбовое отверстие.
1. Соединение
Если вы хотите вкрутить болт или винт в металл, это может позволить более надежно соединить две детали. Резьба может навсегда прикрепить болт, гайку и винт к металлу.
2. Простота транспортировки
Резьбовое отверстие облегчает сборку мелких деталей и изделий для транспортировки, что значительно снижает трудозатраты.
3. Простая эксплуатация
Может обеспечить место для резьбовых соединений и резьбовых отверстий. Вы можете легче ввинтить винт или болт в металл, не делая направляющее отверстие.
Вы можете создать резьбу на внутренней стороне просверленного отверстия, и это займет меньше времени, чем процесс сверления болта, гайки или винта в дереве. Резьба по отверстию может соответствовать требованиям вашего проекта, независимо от того, нужно ли вам сквозное или глухое отверстие.
Как сделать отверстие перед нарезанием резьбы?
Очень важно иметь прямые, качественные отверстия соответствующего размера для нарезания резьбы в процессе изготовления отверстий. В современном оборудовании фактор сверления (негабаритного) в основном устраняется, но он имеет большое значение в процессе изготовления отверстий, поэтому очень важно подумать, как сделать отверстие перед нарезанием резьбы.
Резьбовое отверстие образовано с помощью сверла для метчика и сверла. Первичное сверло может сделать начальное отверстие, в то время как метчик в основном используется для нарезания резьбы в резьбовом отверстии. После ввинчивания винта его наружная резьба (внешняя резьба) может сматываться во внутреннюю резьбу. Внутренняя резьба может создать метчик в резьбовом отверстии.
Первичное сверло может сделать начальное отверстие, в то время как метчик в основном используется для нарезания резьбы в резьбовом отверстии. После ввинчивания винта его наружная резьба (внешняя резьба) может сматываться во внутреннюю резьбу. Внутренняя резьба может создать метчик в резьбовом отверстии.
Некоторые слесари до сих пор пользуются старыми правилами и стандартами и таблицами сверления резьбовых отверстий. Одним из примеров резьбы является то, что они используют матрицу 17/32 и метчик для 5/8-11, эти проценты резьбы иногда усложняют работу. Поэтому необходимо тщательно изучить стандарт резьбы и использование различных инструментов для нарезания резьбы, прежде чем нарезать резьбу.
Прежде чем делать резьбовое отверстие, вы можете получить различные варианты размера направляющего сверла и размера резьбы под метчик, найти специалиста, который разбирается в сверлении метчика, и различные размеры резьбы могут иметь большое значение для вашего проекта.
Что такое глухие и сквозные отверстия?
Существует два типа отверстий для определения резьбовых отверстий.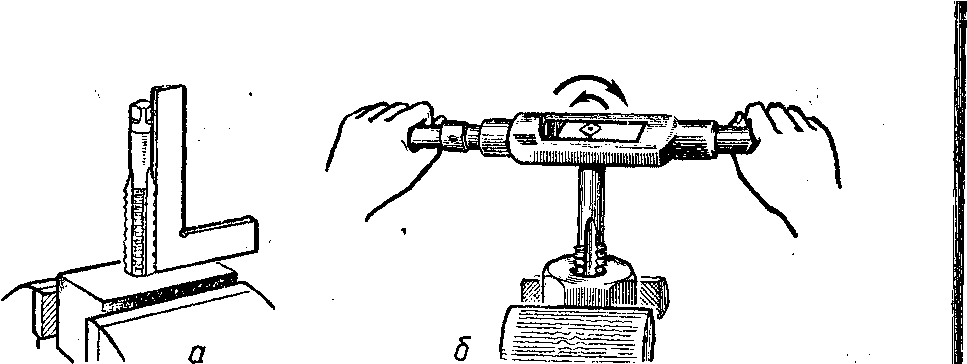 Каждый тип отверстия требует особого внимания, чтобы обеспечить простоту обработки резьбовых отверстий.
Каждый тип отверстия требует особого внимания, чтобы обеспечить простоту обработки резьбовых отверстий.
Глухое отверстие : Это отверстие имеет определенную глубину и не может проходить через всю заготовку. Глубину нужно фиксировать отдельно. Дно отверстия может заканчиваться плоской поверхностью или заканчиваться конусом.
Сквозное или сквозное отверстие : Сквозное отверстие может проходить через всю заготовку. Глубина сквозного отверстия — это толщина конкретной стенки. Используя болт, винт и гайку, вы должны использовать сквозное отверстие для удобства процедуры.
В чем разница между сверлением и нарезанием резьбы?
Основное отличие сверления от нарезания резьбы состоит в последовательности и выполнении функций и сверла. Этот процесс происходит сначала для того, чтобы сделать круглое и гладкое отверстие с помощью сверла, что называется сверлением.
Формирование резьбового отверстия завершается с помощью метчикового сверла и сверла, в которых направляющее сверло сначала формирует отверстие, а затем может нарезать резьбу с помощью метчикового сверла. Метчики могут обрабатывать большинство типов материалов, таких как алюминий, стальной сплав, сталь и чугун,
Метчики могут обрабатывать большинство типов материалов, таких как алюминий, стальной сплав, сталь и чугун,
Это круглое и гладкое отверстие делается в этом процессе, а с другой стороны, когда отверстие просверливается, происходит процесс нарезания резьбы. сделайте резьбу, нанеся метчик на внутреннюю часть отверстия.
За исключением этих процессов, создание резьбы может выполняться и размещаться снаружи цилиндрического объекта в процессе высечки с использованием штампа. Резьба на болте является одним из примеров высечки.
Три типа метчиков для нарезания резьбы
Основные типы метчиков: пробковый метчик, конический метчик, нижний метчик.
Эти типы используются и предназначены для выполнения определенной функции или цели и могут специально прокручиваться вокруг любой проделанной в них дыры.
Конические метчики
Конические метчики имеют конический наконечник и небольшой угол к резьбе, который также называется фаской. Обычно первые семь-десять нитей формируются не полностью. Конический угол резьбы позволяет заводить резьбу намного легче, чем если бы вы начинали с нижнего метчика. Этот тип метчика обычно используется для нарезания новой резьбы в отверстии.
Конический угол резьбы позволяет заводить резьбу намного легче, чем если бы вы начинали с нижнего метчика. Этот тип метчика обычно используется для нарезания новой резьбы в отверстии.
Если отверстие, в которое необходимо нарезать резьбу, очень большое или если материал очень твердый, не рекомендуется использовать конусный метчик. В этих случаях лучше использовать спиральный метчик. Конические метчики также не рекомендуются для глухих отверстий (отверстий, которые не проходят через материал насквозь).
Врезные метчики
Врезные метчики располагаются между конусом и нижним метчиком, и по этой причине их также называют «вторыми метчиками». Метчикам со штепсельными вилками требуется большее усилие для поворота, так как они нарезают больше резьбы за один раз.
Пробковые метчики — лучший пример ремонта резьбы, требующей небольшой фиксации. Метчики-пробки идеально подходят для нарезания отверстий глубже, чем резьба конических метчиков.
В некоторых случаях не рекомендуется использовать заглушку. Одним из примеров является то, что отверстие, на которое нарезается резьба, находится очень близко к краю материала. Это связано с тем, что кран может легко сломаться, если он ударится о край во время использования. Кроме того, использование метчика-пробки на отверстии очень малого диаметра может быть затруднено и может привести к поломке метчика.
Одним из примеров является то, что отверстие, на которое нарезается резьба, находится очень близко к краю материала. Это связано с тем, что кран может легко сломаться, если он ударится о край во время использования. Кроме того, использование метчика-пробки на отверстии очень малого диаметра может быть затруднено и может привести к поломке метчика.
Нижний метчик
Нижний метчик — это тип метчика, который начинается со дна отверстия. Он используется, когда не хватает места, чтобы открыть кран сверху. Нижний метчик позволяет нарезать резьбу до дна сквозного отверстия. Этот тип касания также полезен для исправления ошибок, допущенных при постукивании сверху. Он в основном используется для:
Нарезания резьбы или нарезания резьбы в мелкое глухое отверстие
Глубокая резьба и мелкое отверстие
Нарезание резьбы в новом отверстии
Нижний метчик — это специальный инструмент, который может быть доступен не во всех размерах, поэтому важно проверить его перед началом проекта.
Советы и рекомендации по резьбовым отверстиям
Резьбовые отверстия считаются необходимыми для добавления механически закрепленных деталей к машинам. Детали, обработанные на станке с ЧПУ, будут сильно повреждены, если вы попытаетесь добавить и заставить лом неправильным образом. Таким образом, тщательное рассмотрение и планирование перед обработкой резьбового отверстия имеют важное значение и помогут вам избежать некоторых ненужных проблем.
1. Методы изготовления резьбовых отверстий: нарезка и формовка
Вы можете сделать внутреннюю резьбу в резьбовых отверстиях двумя способами:
с помощью формовочного метчика
с помощью режущего инструмента
Хотя оба эти метода дают Тот же результат, вы должны учитывать некоторые факторы, чтобы выбрать один из этих методов, таких как размер резьбового отверстия, токарные станки, твердость материала, а также глухое или сквозное отверстие.
1: Размер резьбового отверстия. Вы можете использовать формовочный метчик или традиционный метчик, если резьбовое отверстие до M6. Вы можете использовать инструмент с одной кромкой, чтобы вырезать резьбовое отверстие больше, чем M6. Потому что нужен метчик большего размера для нарезания резьбовых отверстий для большей мощности машины.
Вы можете использовать формовочный метчик или традиционный метчик, если резьбовое отверстие до M6. Вы можете использовать инструмент с одной кромкой, чтобы вырезать резьбовое отверстие больше, чем M6. Потому что нужен метчик большего размера для нарезания резьбовых отверстий для большей мощности машины.
2: Для твердых материалов — Вы можете использовать метчик для резки твердых и прочных материалов для твердых материалов. Рифление режущего метчика позволяет смазке течь по траектории и дает металлической струже больше места для режущей кромки.
3: Для мягкого материала. Используйте формовочные метчики для цветных мягких металлических материалов, таких как латунь, свинец, сталь и алюминий. Формовочные метчики могут создавать внутреннюю резьбу в более мягких металлах без поломки. Это связано с тем, что режущее действие происходит медленнее и лучше контролируется, что помогает предотвратить повреждение материала.
2. По возможности используйте стандартный размер резьбы
Размер резьбы, используемой в станках с ЧПУ, имеет большое значение. Это сильно влияет на весь процесс обработки. Вы должны попытаться использовать стандартные размеры резьбы при возможных условиях.
Это сильно влияет на весь процесс обработки. Вы должны попытаться использовать стандартные размеры резьбы при возможных условиях.
Существует несколько распространенных размеров резьбы, включая 1/4–20, 3/8–16 и 1/2–13. Каждый из этих размеров соответствует разным диаметру и шагу, что помогает гарантировать, что резьба будет правильно насажена на желаемый объект. Кроме того, существуют также метрические размеры резьбы. Наиболее распространенными метрическими размерами являются M6 x 1,0, M8 x 1,25 и M10 x 1,5.
Процесс обработки не требует специального инструмента или материала при использовании стандартных размеров резьбы. Кроме того, это также помогает сократить время обработки и расход материала и делает этот процесс экономически эффективным.
3. Подходящий диаметр резьбового отверстия
Необходимо убедиться, что диаметр резьбового отверстия должен находиться в пределах заготовки или детали. Внешний диаметр резьбового отверстия должен быть больше внутреннего диаметра. Это означает, что внутренний диаметр будет меньше внешнего диаметра.
Это означает, что внутренний диаметр будет меньше внешнего диаметра.
Обрыв резьбы может произойти через бок детали, если резьбовое отверстие находится близко к краю детали. Обрыв резьбы может привести к поломке режущего инструмента или метчика, что приведет к нарушению чистоты поверхности.
4. Обратите внимание на наклонные поверхности
Нарезание резьбы на наклонных поверхностях может быть затруднено. Вы можете добавить резьбовое отверстие в существующую наклонную поверхность, создав плоскую поверхность путем обработки карманов. От этой плоской поверхности добавляется резьбовое отверстие.
Но, в случае отсутствия наклонной поверхности, то, во-первых, перед обработкой наклонной поверхности необходимо добавить в деталь резьбовое отверстие. Вы должны убедиться, что глубина резьбового отверстия должна соответствовать дизайну после добавления угловой поверхности.
5. Типы резьбовых отверстий
Резьбовые отверстия делятся на два типа. Оба типа отверстий требовали определенных соображений при проектировании детали. Это делается для обеспечения обработки обоих резьбовых отверстий.
Это делается для обеспечения обработки обоих резьбовых отверстий.
Кроме того, он также предотвращает взаимодействие резьбовых отверстий с другими деталями. Ниже приведены основные типы резьбовых отверстий:
Глухие резьбовые отверстия
Глухие резьбовые отверстия не проходят через деталь полностью, а доходят до конкретных частей. Глухие отверстия останавливаются после достижения определенной глубины. Если резьбовое отверстие создается с помощью концевой фрезы, то отверстие может заканчиваться на плоской поверхности. Если отверстие не полностью проходит через материал, вы знаете, что это просверленное отверстие. Но, если он создается с помощью традиционной мельницы, он может заканчиваться конусом. Если требуется дотянуть всю резьбу до дна глухого резьбового отверстия, это делается с помощью метчика.
Размеры глухого отверстия
Диаметр отверстия указан для спецификации глухого отверстия. Это также требует измерения для управления глубиной. Определяется оставшееся количество материала или непосредственно указывается глубина отверстия для контроля глубины.
Сквозное отверстие с резьбой
Сквозное отверстие полностью проходит через деталь. Резьбовые отверстия присутствуют на обеих сторонах детали или заготовки. Толщина детали определяется, если режущий инструмент или метчик не могут нарезать резьбу на все глубокое отверстие.
Необходимо рассмотреть следующие варианты, если режущий инструмент или метчик не могут нарезать резьбу с одной стороны отверстия.
Продолжайте добавлять резьбу, пока это не позволит режущий инструмент или метчик. Обратите внимание, что в части отверстия нет резьбы.
Продолжайте добавлять резьбу с обеих сторон до тех пор, пока это не станет возможным с помощью режущего инструмента или метчика. Вы должны учитывать, что нити, встречающиеся с обеих сторон, могут не совпадать.
6. Глубина отверстия
Глубокие резьбовые отверстия представляют собой уникальные проблемы обработки по сравнению с более мелкими резьбовыми отверстиями. Увеличенная глубина резьбы увеличивает время контакта между инструментом и заготовкой, что приводит к большему нагреву и требует большей силы резания.
Всего комментариев: 0