Настройка 4 оси в mach3: 4 ось , настройки в мач 3 и декспрото. * ФОРУМ О СТАНКАХ CNC 3018
Содержание
Настройка 4 оси mach4
Поворотная ось ЧПУ своими руками — 2. Настройка NC Studio. ЧПУ фрезерный станок. Четвертая ось. Интерфейс и основы управления. ЧПУ Технологии.
Поиск данных по Вашему запросу:
Схемы, справочники, даташиты:
Прайс-листы, цены:
Обсуждения, статьи, мануалы:
Дождитесь окончания поиска во всех базах.
По завершению появится ссылка для доступа к найденным материалам.
Содержание:
- Точные машины
- Инструкция к 5-тиосевой интерфейсной плате BB5002 (HY-JKM5)
- Базовая настройка MACh4
- Настройка поворотной оси в Mach 3
- Как настроить поворотную ось в mach4
- Ncstudio поворотная ось
- mach4 настройка двигателей
- Полноценная 4 ось на хоббийный станок
- 2 Мгц 4 оси Mach4 USB-плата контроллера движения с ЧПУ
- Настройка Mach4
ПОСМОТРИТЕ ВИДЕО ПО ТЕМЕ: Настройка программы Mach4 — конфигурация для ЧПУ плазмы
youtube.com/embed/R9IfIKR6MZU» frameborder=»0″ allowfullscreen=»»/>
Точные машины
Ребят помогите мне настроить поворотную ось А через Mach4. Если тебе не трудно… Подскажи шаг за шагом что нужно сделать чтобы дать понять что это поворотная ось…. Mach все равно какая это ось. Он только G-коды преобразует в движение. А вот та прога которая из чертежа либо еще чего-то делает G-коды, та нуждается в описании осей. Чем G-коды делаем? По шагам расписать не могу потому как таковой оси не имею и не настраивал.
Все что пишу следует из самой логики работы Mach. В настройках указываем что А — поворотная ось. В мотор тюнинге задаём кол-во шагов на оборот. Есть два варианта. Второй, шаги на мм.
Концевик один, только референц. Задаёшь движение- в окошке цифры меняются, а ось не едет…. CINN, немного не в тему, но в настройках твой скрин настоятельно рекомендую вход step выбрать низкого уровня.
Это не относится именно к поворотной оси, а ко всем осям. Где ищем:. Настройка поворотной оси А Ребят ну помогите кто сталкивался с этим… Как дать знать Mach4 что я использую 4-ю ось…??? Axis A для этих целей предназначен. Конфигурируется так-же как и другие оси. Тут еще одна проблема появилась… SOS!!! Та вроде нет все нормально…Если 4-я ось работает то значит с пинами все порядок….
Где ищем:. Настройка поворотной оси А Ребят ну помогите кто сталкивался с этим… Как дать знать Mach4 что я использую 4-ю ось…??? Axis A для этих целей предназначен. Конфигурируется так-же как и другие оси. Тут еще одна проблема появилась… SOS!!! Та вроде нет все нормально…Если 4-я ось работает то значит с пинами все порядок….
Спасибо, только это не мой скрин…. This site will not work without javascript! This site will not work if cookies are completely disabled.
Инструкция к 5-тиосевой интерфейсной плате BB5002 (HY-JKM5)
Ребят помогите мне настроить поворотную ось А через Mach4. Если тебе не трудно… Подскажи шаг за шагом что нужно сделать чтобы дать понять что это поворотная ось…. Mach все равно какая это ось. Он только G-коды преобразует в движение. А вот та прога которая из чертежа либо еще чего-то делает G-коды, та нуждается в описании осей. Чем G-коды делаем? По шагам расписать не могу потому как таковой оси не имею и не настраивал.
4 оси полноценных наверное всетаки бессмыслица, тогда уж нужно 5 . Axis , A Axis B Axis,4th & 5th Axis CNC Rotary Table For MACh4.
Axis , A Axis B Axis,4th & 5th Axis CNC Rotary Table For MACh4.
Базовая настройка MACh4
Тема в разделе » 3D гравировально-фрезерные станки Hobby «, создана пользователем Sergey27rus , 24 авг Войти или зарегистрироваться. Форум Halk. Полноценная 4 ось на хоббийный станок Тема в разделе » 3D гравировально-фрезерные станки Hobby «, создана пользователем Sergey27rus , 24 авг Сообщения: Приветствую форумчан пользователей и гостей, есть желание научиться создавать уп постпроцесс для полноценной 4оси, для этих целей приобрел вот такой вот девайс, великоват правда, но на будующий станок, который собираю, вполне подойдет. Присоединяйтесь, как говорится «одна голова хорошо, а две еще лучше», а может и больше. Sergey27rus , 24 авг
Настройка поворотной оси в Mach 3
Окт Курсы валют на Цены драгоценных металлов на В руб за 1г. Золото
Тема в разделе » Все о Mach «, создана пользователем Alex Z , 8 окт
Как настроить поворотную ось в mach4
Switch to English регистрация. Телефон или email. Чужой компьютер. Группа посвящена программе Mach4,позволяющей с помощью простого компьютера управлять профессиональными и любительскими станками,3D принтерами,промышленными роботами и т. Все записи Записи сообщества Поиск Отмена. Александр Колпащик запись закреплена сегодня в
Телефон или email. Чужой компьютер. Группа посвящена программе Mach4,позволяющей с помощью простого компьютера управлять профессиональными и любительскими станками,3D принтерами,промышленными роботами и т. Все записи Записи сообщества Поиск Отмена. Александр Колпащик запись закреплена сегодня в
Ncstudio поворотная ось
Обработка на ЧПУ станке изделий из дерева, металла, пластика Поворотная ось диаметр патрона 50мм, 4 кулачка — 22 руб После того, как ваш заказ будет готов, мы сами организуем доставку. Посмотрев этот урок, Вы узнаете, как калибруются оси. На сайте
Поворотная ось была прикручена забавно: она подключается тумблером вместо оси Y. Я решил сделать полноценную 4-ю ось.
mach4 настройка двигателей
Запомнить меня. Программа Mach4 — это фактически драйвер который превращает ваш ноутбук или персональный компьютер в станцию управления ЧПУ станком. Стоит отметить то, что пакет ПО Mach4 прекрасно используется как на профессиональном оборудовании, так и на самодельных ЧПУ станках.
Полноценная 4 ось на хоббийный станок
ВИДЕО ПО ТЕМЕ: Фрезеровка кронштейнов на станке с ЧПУ на поворотной оси,полный цикл.
Translate using Google:. Обсуждение и разработка программ для управления станками. Сразу напишу, чтобы не отправляли зря куда подальше, подобных тем найти не смог, точнее по поиску дочитал до половины, дальше уже некуда, две недели — это срок. Собственно, сам вопрос таков: как проверить, не запуская управляющую программу на станок, работоспособность этой оси?
Чтобы пропустить этап настройки можно скачать готовые профили под станок, подробнее в статье Быстрый старт в Маch4.
2 Мгц 4 оси Mach4 USB-плата контроллера движения с ЧПУ
Mach4 Mach4 Mach4 Mach4 Mach4 Mach4 После всех предварительных настроек, мы можем наконец перейти к настройкам двигателей. Этот параграф описывает методы настройки приводов осей вашего станка и, если его скорость управляется Mach4 , привода шпинделя.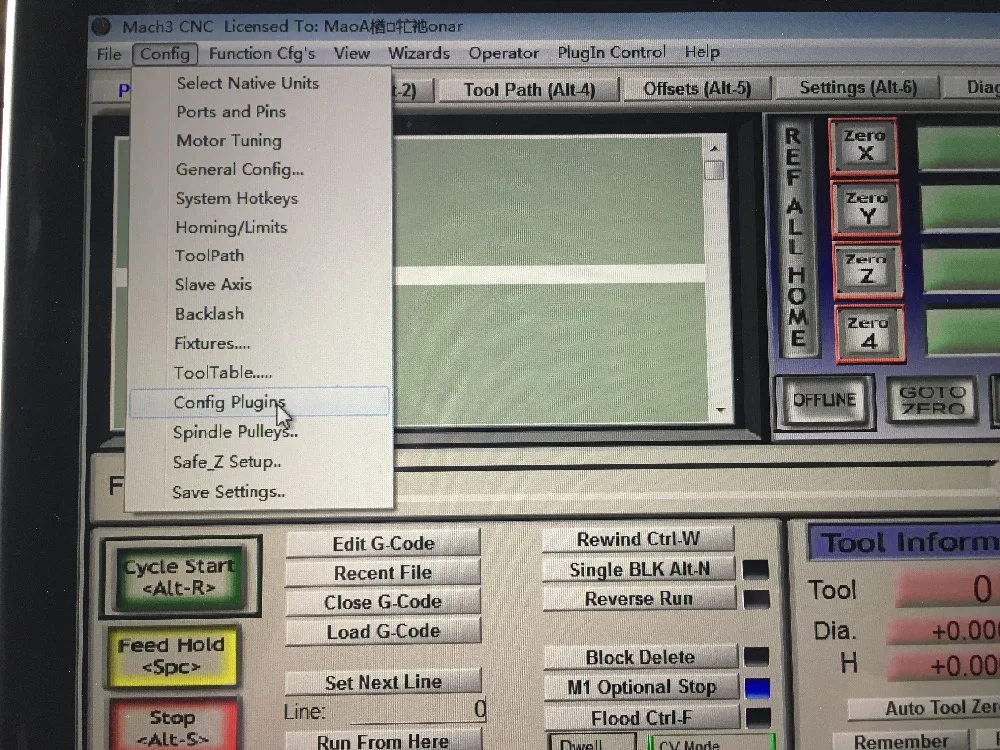 Настройка каждой оси производится в три этапа:. Вычисление количества шаговых импульсов, которое нужно послать для перемещения инструмента или стола на каждую единицу в мм или дюймах. Необходимо выбрать единицы, как это описано в параграфе 5.
Настройка каждой оси производится в три этапа:. Вычисление количества шаговых импульсов, которое нужно послать для перемещения инструмента или стола на каждую единицу в мм или дюймах. Необходимо выбрать единицы, как это описано в параграфе 5.
Настройка Mach4
Здравствуйте, гость Вход Регистрация. Все о станках ЧПУ и все что с ними связано. Искать только в этом форуме? Дополнительные параметры.
Настройка поворотной оси в Mach 3 — Страница 2 — Вопросы по Mach4
#21
OFFLINE
VVChaif
Отправлено 22 Август 2013 — 12:19
А в чем создается УП? и какая при этом точность обработки указывается?
Если например в Арткаме сделать 2 файла, один с максимальным другой с минимальным разрешением, то второй будет обрабатываться быстрее.
Попробовал сделать шнек в MOI и обсчитать в VisualMill. Визуализация в Мач показала 8 часов обработки (вдоль оси) и 18 часов (постоянное вращение шнека). Но со скоростями (для осей в мач) не игрался, но нутром чую что можно быстрее.
В арткам не пробовал засунуть, но думаю что не сильно измениться «время»..
Признаюсь честно, что у самого поворотка есть, но ни разу не пользовался. т.е. про реальные испытания сказать пока ничего не могу…
- Наверх
#22
OFFLINE
luis
Отправлено 21 Май 2014 — 03:30
Доброго времени суток ! Изучаю поворотную ось. В Маче вроде бы всё настроил под это дело. Создаю УП в VisualMill или в DeskProto, пути инструмента выглядят примерно так:
А когда импортирую в Mach, то получается вот такая плоская беда:
Что может быть не так ??? Кто-то сталкивался ???
Хотелось бы проверить на чужой рабочей радиальной УП. Может у меня постпроц. не подходящий. Или это всё же настройки Мача.
Может у меня постпроц. не подходящий. Или это всё же настройки Мача.
- Наверх
#23
OFFLINE
CINN
Отправлено 21 Май 2014 — 05:37
Или это всё же настройки Мача.
Да, это его настройки.
Не включена галка отображения толпачей вращения.
- Наверх
#24
OFFLINE
luis
Отправлено 22 Май 2014 — 01:15
Да, это его настройки.
Не включена галка отображения толпачей вращения.
Чёт не могу понять какая именно из них. Вроде все перетыкал — эффект тот же.
- Наверх
#25
OFFLINE
CINN
Отправлено 22 Май 2014 — 07:14
Чёт не могу понять какая именно из них. Вроде все перетыкал — эффект тот же.
Для чистоты эксперимента, после изменения галок, перезагрузить Мах.
Прикрепленные изображения
Сообщение отредактировал CINN: 22 Май 2014 — 07:16
- Наверх
#26
OFFLINE
luis
Отправлено 28 Май 2014 — 17:20
Что-то не хочет.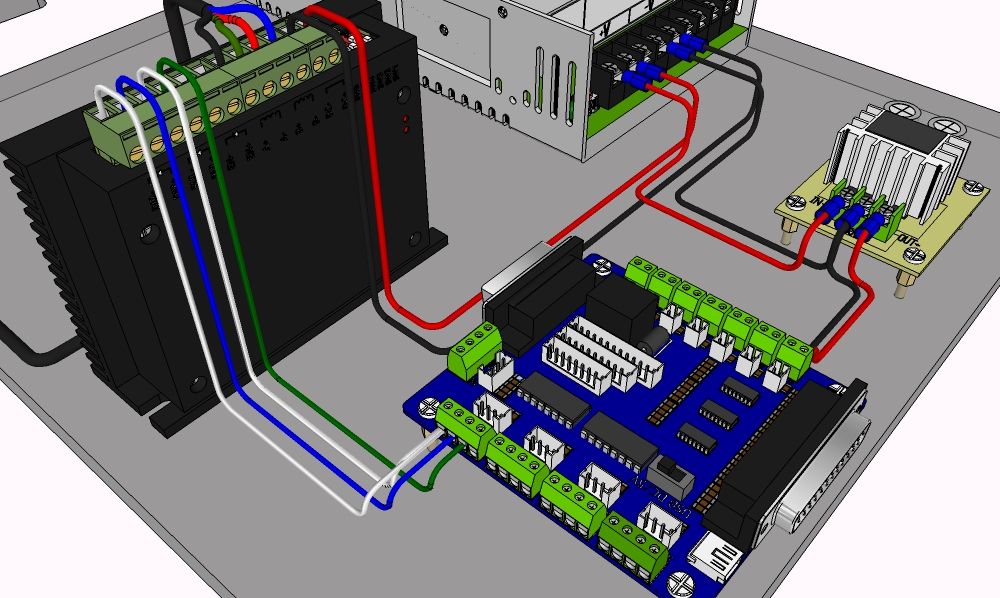 Наверное постпроц. не подходит.
Наверное постпроц. не подходит.
- Наверх
#27
OFFLINE
CINN
Отправлено 28 Май 2014 — 18:27
Можете скрины настроек показать?
- Наверх
#28
OFFLINE
Kesha
Отправлено 30 Июль 2014 — 15:53
Мое почтение.
Купил на Алиэкспрессе поворотную ось для своего станочка 3040.
Теперь не могу понять как ее сконфигурировать в Mach4.
Поворотную ось хочу использовать вместо оси X.
В описании поворотной байды указано:
angle: 0.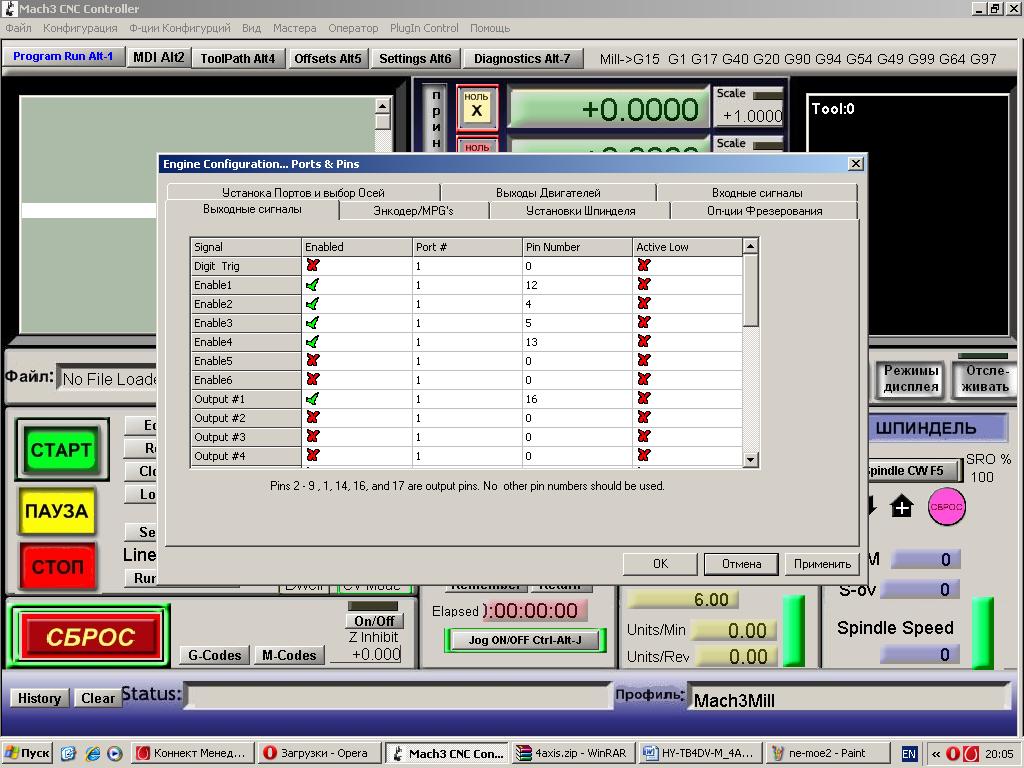 3/step
3/step
ratio: 6:1
stepper motor: Two phase 57 2.8A stepper motor
Маркировка на шаговом двигателе: 57HS76-3004A08-D25-03
P.S.
Станок вот такой: http://www.aliexpres…/437326711.html
Поворотная ось вот такая: http://www.aliexpres…/745263680.html
- Наверх
#29
OFFLINE
yaso73
Отправлено 30 Июль 2014 — 16:38
Плевать,чего там написано… Ламерский метод:Подключаем вместо выбранной оси.Ничего не меняем в настройках(иначе это превратится потом в увлекательнейшее шоу «перенастрой станок три раза в день»).»Отшагиваем» полный оборот поворотки.Фиксируем показания.Вводим коэффициент в постпроцессор на нужную ось.При работе с координатой вращения выбираем этот корректированный постпроцессор.Вуаля,мля. Из рассчёта «один оборот поворотки — 360».Тупо,глупо,коряво — но работает.
Из рассчёта «один оборот поворотки — 360».Тупо,глупо,коряво — но работает.
P.S. И ещё это… как его,гада… не арткам — вот.В арткаме я так и не смог осознать работы с развёртками.Не хватило этих… как их?… МОЗГОВ — вот….
- Наверх
#30
OFFLINE
Kesha
Отправлено 30 Июль 2014 — 17:22
Вводим коэффициент в постпроцессор на нужную ось.
«Мерси, но сие невозможно» (С) Я никогда не правил постпроцессоры и не знаю что и как там внутри.
Буду очень благодарен, если Вы подскажете — где именно, как и что менять.
Если я правильно понял, менять надо вот в этом фрагменте:
; Tool moves in x,y and z
FORMAT = [X|#|X|1.3]
FORMAT = [Y|#|Y|1. 3]
3]
FORMAT = [Z|#|Z|1.3]
; Home tool positions
FORMAT = [XH|@|X|1.3]
FORMAT = [YH|@|Y|1.3]
FORMAT = [ZH|@|Z|1.3]
И ещё это… как его,гада… не арткам — вот.
Только «Арткамом» и пользуюсь. Но тут проблемы нет: меня в основном интересует гравировка на телах вращения, причем цилиндрических.
Сообщение отредактировал Kesha: 30 Июль 2014 — 18:03
- Наверх
#31
OFFLINE
Roma
Отправлено 30 Июль 2014 — 18:39
«Отшагиваем» полный оборот поворотки.Фиксируем показания.Вводим коэффициент в постпроцессор на нужную ось.При работе с координатой вращения выбираем этот корректированный постпроцессор.
Вуаля,…
Ух ты, интересный способ.
Если я правильно понял, менять надо вот в этом фрагменте:
; Tool moves in x,y and z
FORMAT = [X|#|X|1.3]
Да, только масштабирование добавить, например:
FORMAT = [X|#|X|1.3|0.25]
- Наверх
#32
OFFLINE
Kesha
Отправлено 30 Июль 2014 — 18:53
Roma, спасибо большое. Только я еще в одном месте туплю:
Фиксируем показания.Вводим коэффициент в постпроцессор на нужную ось.
Я так понимаю показания пробега оси, то есть сколько единиц по оси Х от нуля до прохода полного оборота.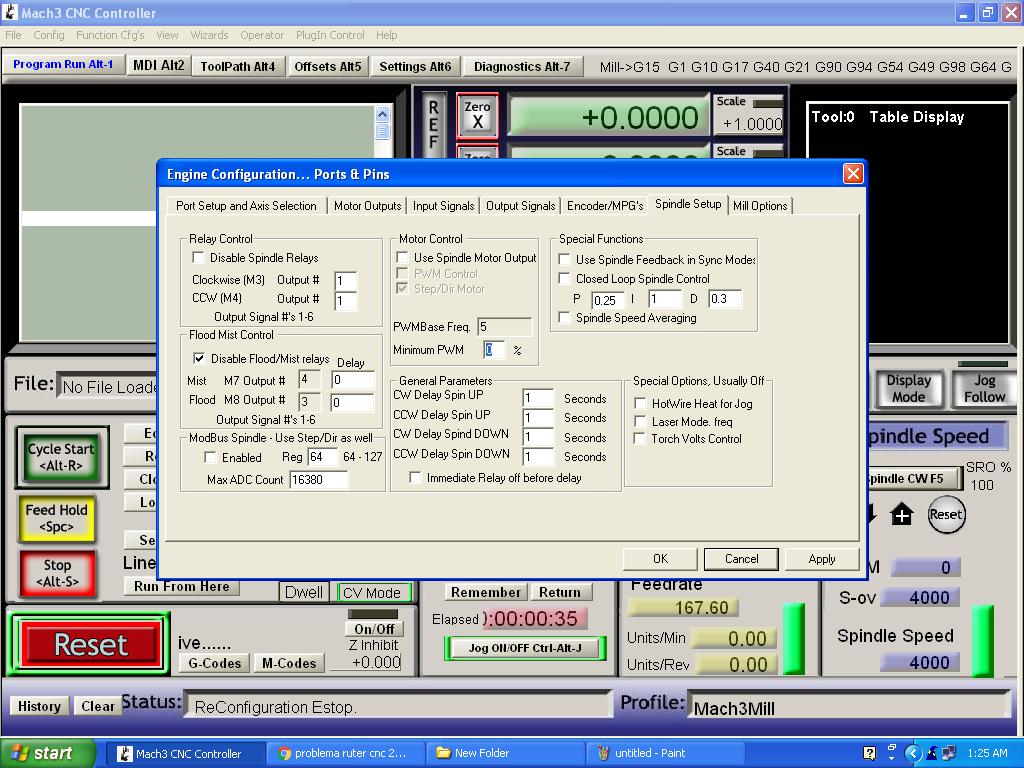 А с чем сравнивать? С паспортными размерами рабочего поля по оси X?
А с чем сравнивать? С паспортными размерами рабочего поля по оси X?
Да, и еще: коэффициент добавлять нужно только в «Tool moves in x,y and z» или и в «Home tool positions» тоже?
Ух ты, интересный способ.
Способ и правда шикарный, но только для тех, кто шарит в постпроцессорах
Сообщение отредактировал Kesha: 30 Июль 2014 — 19:01
- Наверх
#33
OFFLINE
Roma
Отправлено 30 Июль 2014 — 19:02
Я так понимаю показания пробега оси, то есть сколько единиц по оси Х от нуля до прохода полного оборота.
Ага, верно.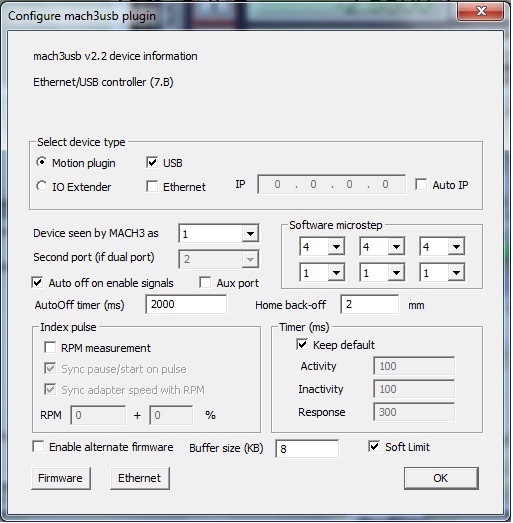
Потом делите 360 на полученный пробег, это и есть коэффициент.
Да, и еще: коэффициент добавлять нужно только в «Tool moves in x,y and z» или и в «Home tool positions» тоже?
Только в одной вышеуказанной строке, где описывается формат Х.
- Наверх
#34
OFFLINE
Kesha
Отправлено 30 Июль 2014 — 19:18
Потом делите 360 на полученный пробег, это и есть коэффициент.
А округлять полученный результат до какого знака?
- Наверх
#35
OFFLINE
Roma
Отправлено 30 Июль 2014 — 19:32
А округлять полученный результат до какого знака?
Там вроде без дробных чисел получается.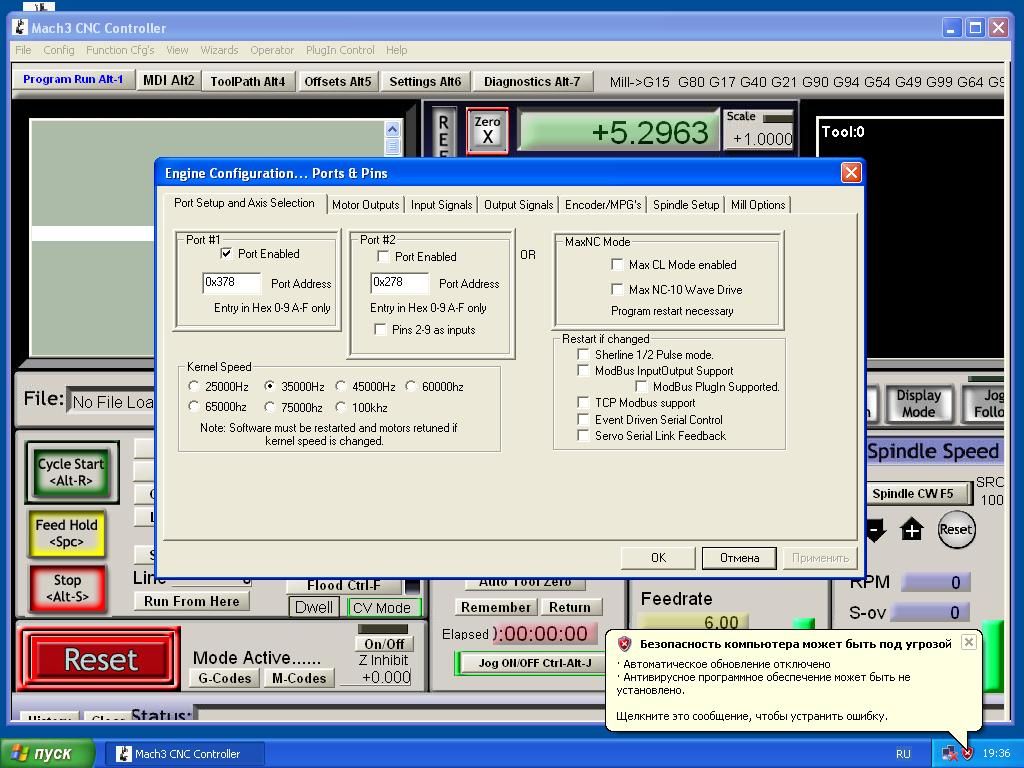
На станке по ссылке, по Х винты с шагом 4мм, редукция поворотки 1:6.
Если настройки в Mach4 не менять и подключить на Х поворотку, то полный оборот поворотки будет соответствовать дистанции 24мм.
360/24 = 15
Ну, если я ничего не напутал…
- Наверх
#36
OFFLINE
Kesha
Отправлено 30 Июль 2014 — 19:51
Ну, если я ничего не напутал…
Roma, а можно узнать чуть подробнее, как у Вас получилась цифра 24 мм?
- Наверх
#37
OFFLINE
Roma
Отправлено 30 Июль 2014 — 20:04
Roma, а можно узнать чуть подробнее, как у Вас получилась цифра 24 мм?
Думал догадаетесь.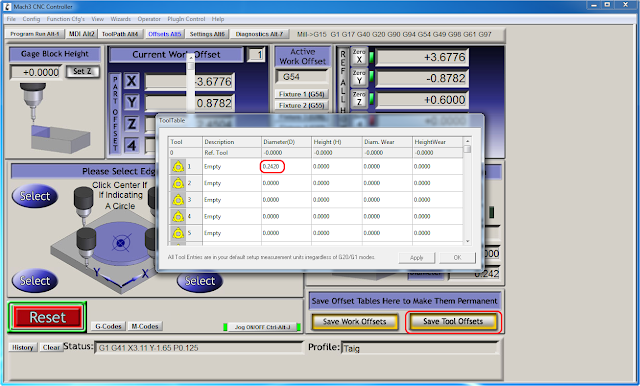
6 оборотов ШД = 1 оборот поворотки.
С текущими настройками, 6 оборотов ШД Х = 6 * 4 (шаг винта) = 24 мм
- Наверх
#38
OFFLINE
Kesha
Отправлено 30 Июль 2014 — 20:39
Думал догадаетесь.
Просидев двенадцать часов за компьютером, уже не догадаюсь.
А там, где стоит станок, интернета нет и, в случае чего, спросить будет не у кого.
Так что я лучше буду писать глупости, чем делать их
Спасибо большое за разъяснения. Завтра приступлю к практическим упражнениям
- Наверх
#39
OFFLINE
Roma
Отправлено 30 Июль 2014 — 21:07
Я всё-таки напутал , для вычисления коэффициента, делить надо наоборот, т.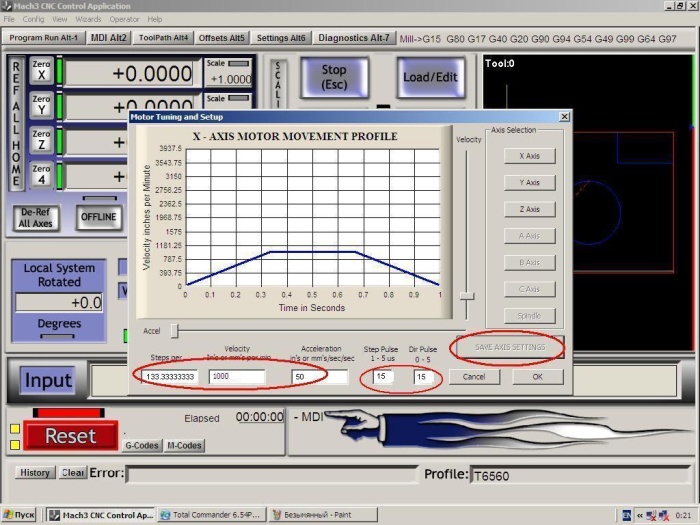 е. 24/360, там действительно дробь получается, да некрасивая какая-то. Можно попробовать округлить до 0.0667.
е. 24/360, там действительно дробь получается, да некрасивая какая-то. Можно попробовать округлить до 0.0667.
И, конечно (если больше ничего не менять в постпроцессоре и тем более в Mach), модель делать в Арткаме размером 360 по Х.
Впрочем, в данном случае (когда Х не настраивается в Mach как угловая ось и вообще избегаются любые изменения настроек), 360 это просто привычное число, для которого вычислили масштабный коэффициент для постпроцессора Арткама.
С тем же успехом, можно взять любое другое число. Допустим — 500, посчитать коэффициент, вставить в постпроцессор и создавать модели размером 500 по Х.
Метод необычный, но для гравировки на цилиндрах может вполне сгодится, я так думаю
PS. Кстати, можно и постпроцессор не менять, а просто делать модель 24мм по Х (считая, что это развёртка цилиндра), если это будет удобно
Сообщение отредактировал Roma: 30 Июль 2014 — 21:28
- Наверх
#40
OFFLINE
Kesha
Отправлено 30 Июль 2014 — 21:36
Кстати, можно и постпроцессор не менять, а просто делать модель 24мм по Х (считая, что это развёртка цилиндра), если это будет удобно
О, прикольно, так тоже попробую!
Тут китайцы прислали инструкцию.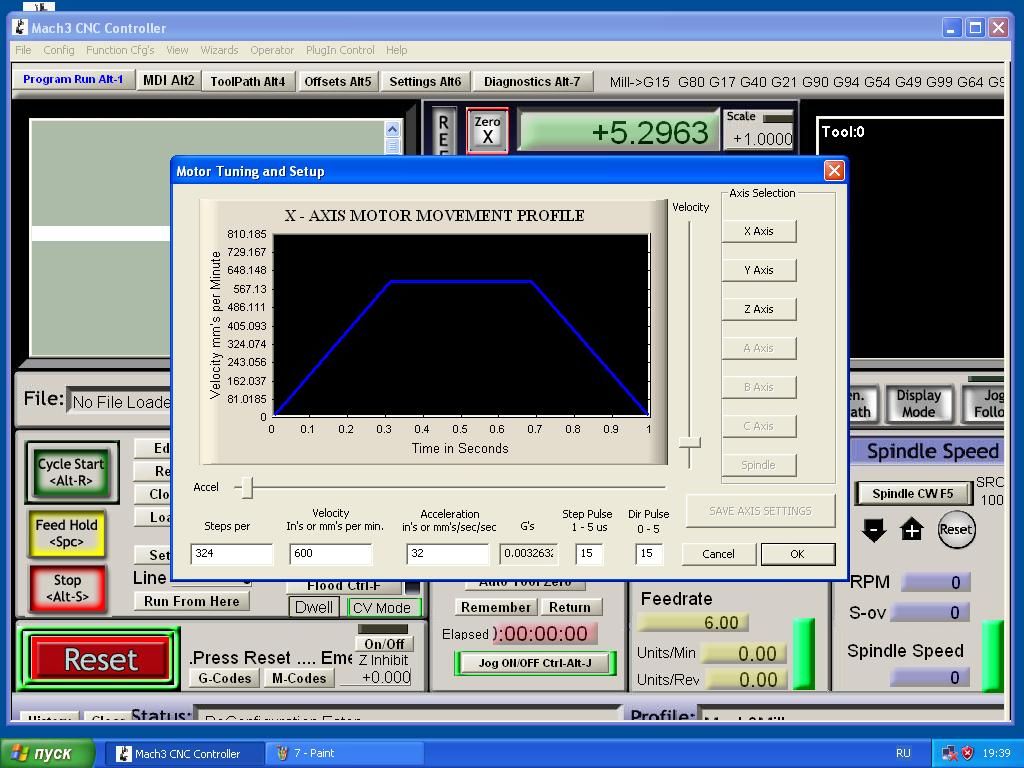 Лучше бы не присылали. Я, например, так и не понял, почему в инструкции передаточное отношение 1:50, а в описании станка 1:6. На всякий случай завтра надо будет покрутить вручную и определить передаточное отношение. Во избежание.
Лучше бы не присылали. Я, например, так и не понял, почему в инструкции передаточное отношение 1:50, а в описании станка 1:6. На всякий случай завтра надо будет покрутить вручную и определить передаточное отношение. Во избежание.
Написал китайцам письмо, попросил инструкцию на английском. Для поднятия настроения предлагаю их произведение для ознакомления:
Mach4 настройки системы: количество импульсов, необходимых для получения степени
(Отношение импульсов 1 круг моторного привода × × снижение подразделение число) ÷ 360 градусов
Например, двухфазный двигатель 57, число сегментов 16, передаточное отношение 50:1
(200 × 16 × 50) ÷ 360 = +444,44444444)
Weihong настройки системы: угол импульса, чтобы пойти
360 ÷ (импульсы 1 круг моторного привода × × передаточное число количество сегментов)
Например: 57 двухфазный двигатель, количество сегментов 16, передаточное отношение 50:1
360 ÷ (200 × 16 × 50) = 0,00225
Если X или Y оси вместо алгоритма:
Периметр ÷ (импульсы 1 круг моторного привода × × передаточное число количество сегментов)
Гравюра различных размеров круглых стержней, что эквивалентно предоставляться
- Наверх
Mach4 Настройки оси вращения
Почти готово!
Когда ось вращения собрана и готова к работе, пришло время настроить Mach4 для работы с ней. Вместо того, чтобы описывать здесь весь процесс, я расскажу вам о некоторых основных моментах и отсылаю вас к видео на моем канале YouTube, ссылка на которое приведена ниже.
Вместо того, чтобы описывать здесь весь процесс, я расскажу вам о некоторых основных моментах и отсылаю вас к видео на моем канале YouTube, ссылка на которое приведена ниже.
Однако я включу снимки экрана всех соответствующих окон Mach4, через которые я прошел в видео. Если щелкнуть изображения правой кнопкой мыши и выбрать «Открыть в новой вкладке», полноразмерное изображение откроется в новой вкладке браузера. Не стесняйтесь загружать и сохранять эти изображения для дальнейшего использования, но, пожалуйста, не размещайте их в Интернете, не посоветовавшись со мной ДО того, как вы это сделаете. Буду премного благодарен.
Начальные шаги
Первый шаг — создать для него отдельный профиль Mach4. Мы можем клонировать профиль, который мы используем сейчас, и изменить этот клон, или мы можем клонировать один из заводских профилей и изменить этот клон. Независимо от того, каким путем мы пойдем, нам придется ввести и изменить кучу настроек, поэтому я решил клонировать заводской профиль Mach4 Mill.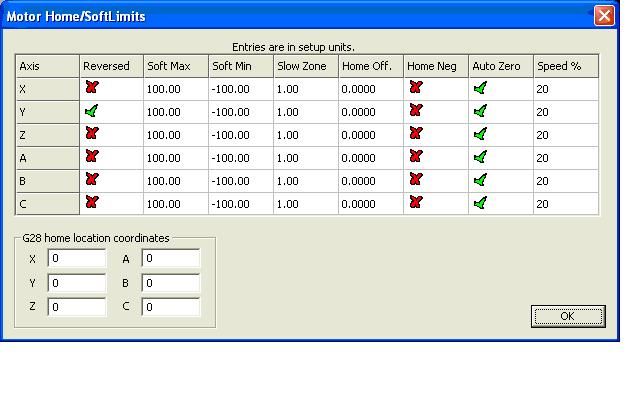 Вы не хотите использовать Mach4 Turn, потому что он разработан для токарного станка с ЧПУ. Вращающаяся ось — это не токарный станок с ЧПУ — есть несколько существенных отличий. Ось вращения — это просто аксессуар для фрезерного станка с ЧПУ, поэтому я клонировал профиль Mach4 Mill.
Вы не хотите использовать Mach4 Turn, потому что он разработан для токарного станка с ЧПУ. Вращающаяся ось — это не токарный станок с ЧПУ — есть несколько существенных отличий. Ось вращения — это просто аксессуар для фрезерного станка с ЧПУ, поэтому я клонировал профиль Mach4 Mill.
Настройки
Второй шаг — выбор собственных единиц измерения.
Выберите собственные единицы измерения
Щелкните изображение, чтобы открыть полноразмерное изображение в новой вкладке.
В-третьих, активировать моторные выходы один за другим.
Настройки выходной мощности двигателя
Нажмите на картинку, чтобы открыть полноразмерное изображение в новой вкладке.
Далее необходимо убедиться, что оси A, B и C настроены как УГЛОВЫЕ оси, и что рядом с полем Home Slave with Master Axis в окне General Configuration нет галочки.
Общие параметры конфигурации
Щелкните изображение, чтобы открыть полноразмерное изображение в новой вкладке.
Действительно важные биты
В-пятых, это настройка двигателя, которую мы выполним, перейдя в меню CONFIG и выбрав Motor Tuning.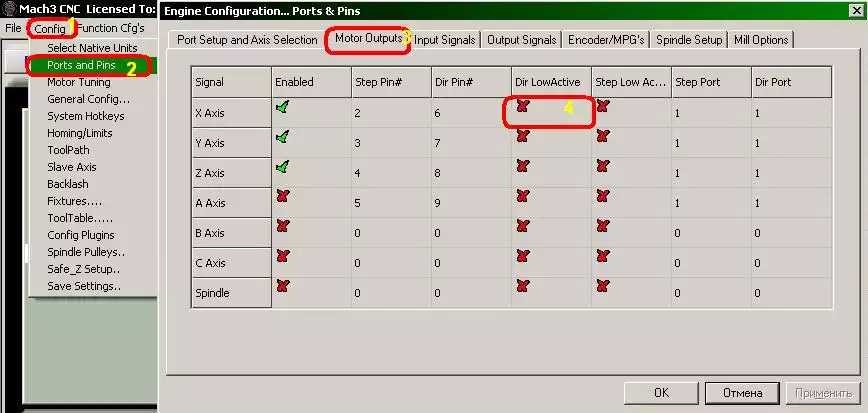 Ось А — это ось, которая может вызвать наибольшую путаницу. Следует помнить, что другие оси являются ЛИНЕЙНЫМИ и основаны на шагах на дюйм. Ось A является УГЛОВОЙ и основана на шагах на градус. Поэтому нам нужно получить некоторую информацию и немного посчитать, прежде чем мы сможем ввести количество шагов для этой оси.
Ось А — это ось, которая может вызвать наибольшую путаницу. Следует помнить, что другие оси являются ЛИНЕЙНЫМИ и основаны на шагах на дюйм. Ось A является УГЛОВОЙ и основана на шагах на градус. Поэтому нам нужно получить некоторую информацию и немного посчитать, прежде чем мы сможем ввести количество шагов для этой оси.
Параметры настройки двигателя для оси Z
Щелкните изображение, чтобы открыть полноразмерное изображение в новой вкладке.
Параметры настройки двигателя для оси X
Щелкните изображение, чтобы открыть полноразмерное изображение в новой вкладке.
Во-первых, нам нужно выяснить, сколько шагов делает наш двигатель, чтобы сделать один полный оборот. В случае двигателя Xylotex это число составляет 3200 шагов. Итак, у нас есть 3200 шагов, чтобы сделать шаговым двигателем 1 полный оборот. Теперь нам нужно знать передаточное отношение поворотной оси. В случае моего устройства Sunwin это соотношение составляет 6:1, то есть требуется 6 оборотов шагового двигателя, чтобы патрон сделал 1 полный оборот. Итак, чтобы узнать, сколько шагов на градус нужно ввести в поле Steps Per в окне Motor Tuning, математика выглядит так:
Итак, чтобы узнать, сколько шагов на градус нужно ввести в поле Steps Per в окне Motor Tuning, математика выглядит так:
3200 шагов X передаточное число 6:1 = 19 200 шагов для поворота патрона на 360 градусов или 1 полный оборот.
(3200 X 6 = 19 200)
19 200 шагов, разделенных на 360 градусов по кругу = 53,33333 повторяющихся.
(19 200/360 = 53,33333 повторяющихся.)
Настройки настройки двигателя для оси A
Щелкните изображение, чтобы открыть полноразмерное изображение в новой вкладке.
Итак, теперь я знаю, что количество шагов для оси А равно 53,33333. Я ввел 5 знаков справа от запятой только потому, что не знаю, сколько Mach4 позволит мне ввести, и я действительно не знаю, будет ли иметь значение продвижение дальше, чем 5 знаков справа от запятой. Если окажется, что это имеет значение, я могу вернуться и добавить больше.
Для скорости я ввел 2500. Помните, что в данном случае мы работаем не в дюймах в минуту, а в ГРАДУСАХ в минуту. Например, если я установил скорость на 360, это означает, что оси потребуется 1 минута, чтобы совершить один полный оборот на 360 градусов. Это слишком медленно. При 2500 1 полный оборот должен совершаться менее чем за 10 секунд, что совсем не очень быстро. Далее я установлю ускорение на 485 градусов в секунду. Дело не в том, как быстро будет вращаться ось, а в том, как быстро она разгонится до скорости 2500 градусов в секунду. Также помните, что скорости, которые мы устанавливаем в этом окне, являются скоростями быстрого перемещения, а НЕ нормальными скоростями подачи.
Например, если я установил скорость на 360, это означает, что оси потребуется 1 минута, чтобы совершить один полный оборот на 360 градусов. Это слишком медленно. При 2500 1 полный оборот должен совершаться менее чем за 10 секунд, что совсем не очень быстро. Далее я установлю ускорение на 485 градусов в секунду. Дело не в том, как быстро будет вращаться ось, а в том, как быстро она разгонится до скорости 2500 градусов в секунду. Также помните, что скорости, которые мы устанавливаем в этом окне, являются скоростями быстрого перемещения, а НЕ нормальными скоростями подачи.
Осталось еще немного
Следующий шаг — убедиться, что оси не связаны друг с другом. Вносите ли вы какие-либо изменения в окно Slave Axis или нет, пришло время перезапустить Mach4. Однако прежде чем вы это сделаете, вернитесь в меню КОНФИГУРАЦИЯ и щелкните Сохранить настройки, чтобы все эти изменения были записаны на жесткий диск и сохранены.
Настройки ведомой оси
Нажмите на картинку, чтобы открыть полноразмерное изображение в новой вкладке.
Создав профиль и введя настройки, мы готовы протестировать поворотную ось. Обратите внимание на направление вращения патрона. Положительное вращение должно быть против часовой стрелки. Поэтому, если я стою перед станком, верхняя часть патрона должна повернуться ко мне. Если это не так, мне придется изменить направление этого шагового двигателя, перейдя в меню КОНФИГУРАЦИЯ, выбрав Возврат/Пределы и поставив галочку в столбце Обратное рядом с осью А.
Далее следует программирование некоторых горячих клавиш для поворотной оси. Если вы используете кулон или игровой контроллер, сейчас самое время запрограммировать и его.
Экран горячих клавиш системы Mach4
Нажмите на картинку, чтобы открыть полноразмерное изображение в новой вкладке.
Следующие 2 настройки используются для обеспечения правильного отображения траектории инструмента в Mach4 и правильного расчета скорости подачи.
Сначала мы введем правильные настройки в окне траектории. Не забудьте перейти в CONFIG и снова нажать Save Settings.
Настройки конфигурации траектории
Щелкните изображение, чтобы открыть полноразмерное изображение в новой вкладке.
Затем щелкните вкладку «Настройки» в верхней части экрана и посмотрите в верхнем правом углу «Радиус вращения». Каждый раз, когда я что-то втыкаю в ось А, я хочу ввести РАДИУС куска материала в этом ЦИ в строке оси А. Итак, если у меня есть кусок квадрата размером 1,5 дюйма, радиус вращения будет 0,75. Поэтому я нажму на ЦИ рядом с буквой A, наберу .75 и нажму клавишу ENTER. Теперь, когда я возвращаюсь на вкладку Program Run, справа от 4 DRO, я вижу, что горит светодиод Radius Correct. Это дает мне понять, что я не забыл ввести радиус вращения на экране настроек, поэтому мое отображение траектории должно действительно правильно отображать траекторию. Это также означает, что Mach4 теперь будет правильно рассчитывать скорость подачи, указанную в g-коде. Опять же, это придется делать каждый раз, когда мы вставляем кусок материала в патрон поворотной оси.
Вкладка «Настройки»
Щелкните изображение, чтобы открыть полноразмерное изображение в новой вкладке.
Получилось!
Знаю, много информации. Я знаю, что получилось очень длинное видео. В его настройке нет ничего сложного — просто нужно помнить о многих вещах. Самым трудным для меня было не забывать думать о градусах, а не о дюймах. Я над этим работаю, становится легче.
Подведение итогов
Если вы задержались со мной до сих пор, я хотел бы сказать вам большое спасибо. Я знаю, что такие видео и статьи так же скучны, как смотреть, как сохнет краска, но невозможно вместить столько информации в короткую презентацию.
В следующей статье я расскажу о том, как я устанавливал ось на ЧПУ Gatton, планах на будущее и, надеюсь, мне удастся на ней немного порезаться! Спасибо, что зашли!
Вот список всех деталей, которые я купил, чтобы получить поворотную ось для моего ЧПУ Gatton, со ссылками, чтобы вы могли их проверить.
Шаговый двигатель Xylotex
Ось вращения с полым валом Sunwin
Синхронный шкив POWGE с 10 зубьями HTD 5M
0005
Ремень ГРМ LUPULLEY HTD 5M
(Обязательно выберите ширину ремня 15 мм и длину ремня 355 мм.)
Как обычно, если у вас есть вопрос или комментарий, оставьте его в разделе комментариев ниже. Или, если хотите, перейдите на страницу «Контакты» и отправьте мне ее там.
Если вам нужна дополнительная информация о собственном комплекте ЧПУ Gatton, посетите домашнюю страницу Дэйва Гаттона здесь.
До следующего раза, берегите себя и получайте удовольствие!
4-я ось работает… Наконец-то! Еще что нужно проверить — MW
21 января
4-я ось работает… Наконец-то! Еще одна вещь, чтобы проверить
Майкл Вудрум
Я сегодня пол дня возился с 4-й осью.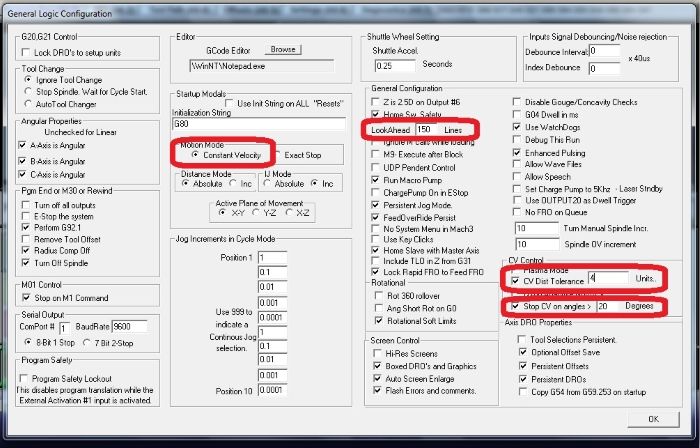 Наконец-то у меня хватило смелости протестировать его, выполнив простую траекторию для создания дюбеля определенного диаметра. Когда я запустил его, ось двигалась невероятно медленно. Изучая это больше на старых форумах Mach 3, я наконец нашел сообщение, указывающее на правильный ответ.
Наконец-то у меня хватило смелости протестировать его, выполнив простую траекторию для создания дюбеля определенного диаметра. Когда я запустил его, ось двигалась невероятно медленно. Изучая это больше на старых форумах Mach 3, я наконец нашел сообщение, указывающее на правильный ответ.
При экспорте вашей траектории Mach будет видеть скорость подачи в дюймах в минуту. даже несмотря на то, что вы настроили настройку двигателя и оси в конфигурации, есть еще 1 настройка, позволяющая правильно выводить махи в градусах на единицу. Затем еще один параметр для использования в версии .62, который следует использовать с машинами CNCROUTERPARTS. По крайней мере, рекомендуют.
Открыть конфигурацию — — Траектория
Убедитесь, что отмечены оба флажка «A-Rotations Enabled» и «Use Radius for Feedrate».
В диалоговом окне настроек введите 0,0001 в качестве радиуса вращения. Или введите фактический радиус запаса. Не уверен, что ошибка была исправлена, для этого в версии, которую я использую.
Всего комментариев: 0