Обдув при печати abs: Влияние обдува детали на качество при печати ABS (ESUN)
Содержание
Основні правила друку пластиком АБС (частина 1). Статті компанії «3Dplast
АБС пластик самий популярний матеріал для 3D друку, так як володіє наступними очевидними перевагами.
1. Він ДОСТУПНИЙ — завдяки відносно низькій вартості.
2. Він РОЗЧИННИЙ в ацетоні і етилацетаті. Ці матеріали застосовуються для згладжування ефекту «сходинок» при друку, розтріскуванні і результатів механічної пост-обробки. Етилацетат при тій же ефективності, більш безпечний у використанні. Має помірний фруктовий запах і безпечний навіть після тривалого використання в закритому приміщенні.
3. Він ЛЕГКО ЗАБАРВЛЮЄТЬСЯ — як безпечними акриловими фарбами, так і бюджетними нітро-емалями у балончиках.
4. Він ПІДДАЄТЬСЯ МЕХАНІЧНІЙ ПОСТОБРОБЦІ – різання, шліфування, фарбування.
5. Він ПЛАВИТЬСЯ У ВЕЛИКОМУ ДІАПАЗОНІ ТЕМПЕРАТУР.
Але при всіх очевидних перевагах 3D друк з використанням АБС пластику у багатьох початківців користувачів волає складності. У цій статті ми постараємося розповісти про те, як підвищити якість друку, використовуючи АБС пластик.
У цій статті ми постараємося розповісти про те, як підвищити якість друку, використовуючи АБС пластик.
Етапи підготовки до успішної 3D друку і сама друк
- Модернізація і техобслуговування 3D принтера.
- Підготовка платформи 3D принтера.
- Підготовка G-коду або слайсинг з потрібними параметрами друку.
- Контроль і управління печаткою.
Етап №1 Модернізація і техобслуживание3D принтера.
1.1. Платформа.
Я рекомендую один раз модернізувати платформу вашого принтера і назавжди забути про клеї, скотчі та інші недешеві витратні матеріали, поліпшують адгезію АБС пластику з платформою.
а) Платформа повинна бути нагрівається або з товстого оргскла (акрилу). АБС пластик добре прилипає до холодного акрилу, покритому легким розчином АБС пластика та етилацетату (далі «розчин АБС»). Концентрацію розчину підбирайте дослідним шляхом, виходячи з матовості вашій поверхні. Але недоліком акрилу (на відміну від звичайного скла) є те, що він має меншу жорсткість і може деформуватися внаслідок нагрівання від наплавленого АБС пластику. Тому товщину акрилу треба брати не менше 6-7 мм (оптимально 10 мм), або кріпити акрил до жорсткої рами, щоб виключити деформацію. Зверніть увагу на те, що якщо переборщити з розчином АБС то модель важко зняти з акриловою платформи.
Тому товщину акрилу треба брати не менше 6-7 мм (оптимально 10 мм), або кріпити акрил до жорсткої рами, щоб виключити деформацію. Зверніть увагу на те, що якщо переборщити з розчином АБС то модель важко зняти з акриловою платформи.
б) Платформа із звичайного скла повинна бути обов’язково нагрівається і матовою. Матове скло продається в будь скляної лавці. Розмір скляній накладки (по довжині та ширині) бажано підбирати таким чином, щоб вона була не більше 5 -10 мм нагрівається платформи. Таким чином, скло можна буде притиснути до накладці канцелярськими прищіпками.
Для невеликої площі платформи (типу MakerBot Replicator) можна використовувати не гартоване скло 4-5 мм. Ми, наприклад, взяли звичайне скло 260х150х4 мм використовуємо його вже багато місяців без проблем. Якщо у вас є можливість, використовуйте загартоване матове скло. У випадку падіння, воно безпечно розсипається і не так боїться перепадів температури. Але це не обов’язкова вимога.
1.2. Контакти, термопара 3D принтера
Для якісного друку будь пластиком, в т. ч. і АБС, принтер повинен утримувати на екструдері задану температуру в коридорі максимум 4-5°С. Великі перепади температури призводять до нерівномірності усадки шарів і, відповідно, до різного їх жорсткості.
ч. і АБС, принтер повинен утримувати на екструдері задану температуру в коридорі максимум 4-5°С. Великі перепади температури призводять до нерівномірності усадки шарів і, відповідно, до різного їх жорсткості.
Причинами великих коливань температури можуть бути:
а) погані контакти екструдера і платформи. Як не дивно, але при зникненні контакту на платформі часто контролер може неправильно утримувати температуру на екструдері. При виявленні стрибків/провалів температури – перевірте всі контакти, підібгайте їх, і змастіть злегка машинним маслом, а краще мастилом для контактів.
б) термопара погано прилягає до нагрівального блоку або розташована на протилежній стороні нагрівального блоку від самого нагрівача. Це призводить до пауз в реакції термопари на нагрівач. Якщо термопара не ізольована від потоків повітря навколо екструдера, вона теж буде вимірювати температуру з великою похибкою. Для цього перенесіть термопару максимально близько до нагрівника і примотати її стрічкою ФУМ до нагрівального блоку. Так як стрічка ФУМ це фторопласт (тефлон), вона володіє всіма необхідними, в нашому випадку, переваги — висока термостійкість і низька теплопровідність. Ця процедура також зменшить тепловтрати нагрівального блоку і дозволить заощадити на електроенергії.
Так як стрічка ФУМ це фторопласт (тефлон), вона володіє всіма необхідними, в нашому випадку, переваги — висока термостійкість і низька теплопровідність. Ця процедура також зменшить тепловтрати нагрівального блоку і дозволить заощадити на електроенергії.
1.3. Обдув і камера
На мою думку, необхідність обдування виникає тоді, коли час друку кожного шару менше 20-30 сек. Я рекомендую використовувати вертикальний сферичний (навколо сопла) обдув (малюнок вище), а не фронтальний. При такому охолодженні шари охолоджуються більш рівномірно, і деталь не перекошує із-за нерівномірної усадки по сторонах моделі. Вентилятор повинен мати плавне регулювання обертів, щоб не тільки усунути розплавлення, але і не допустити переохолодження нижнього шару, погіршивши, таким чином, склеюваність шарів.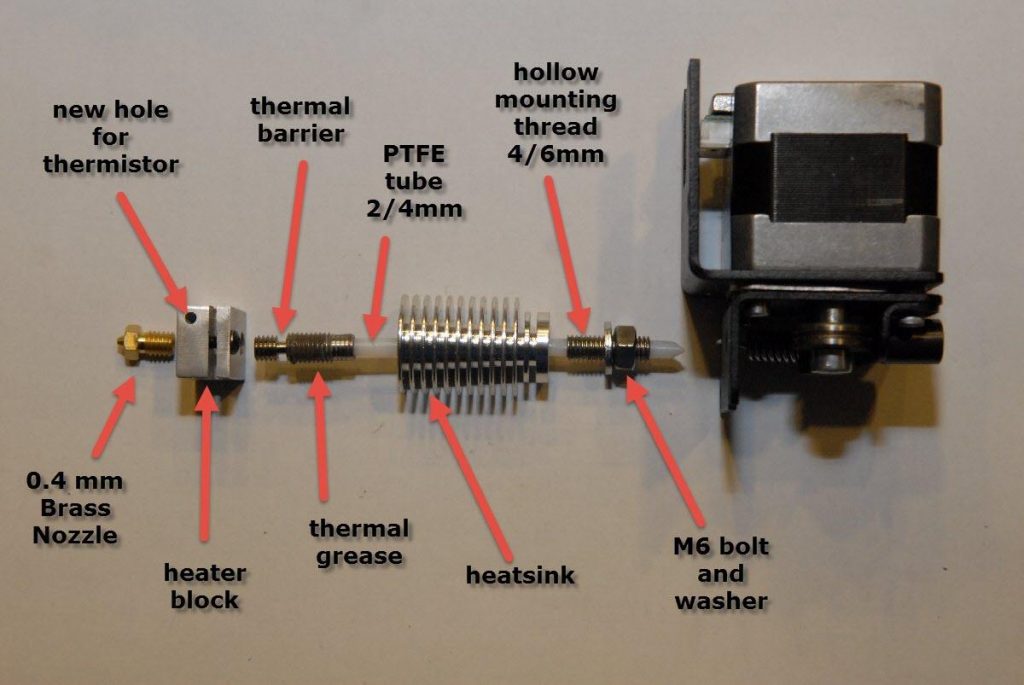
Однак обдув НЕ є необхідним атрибутом якісного друку. В основному необхідність обдування виникає тоді, коли необхідно значно підвищити швидкість друку, тобто час друку периметра менше 20-30 сек., в інших випадках можна підібрати температуру сопла і швидкість друку таким чином, щоб стінки вироби були рівними без розтікання пластику.
Камера має ряд незаперечних переваг при друку АБС пластиком, вона дозволяє остигати виробу більш рівномірно, що зменшує ризик деформації моделі. Тому, якщо є можливість організувати її в комплексі з іншими переліченими у цій статті заходами, робіть — гірше не буде. Але не забувайте про підвищеному нагріванні крокових двигунів та іншої електроніки всередині камери.
Етап №2: Підготовка G-коду або слайсинг з потрібними параметрами друку
Перш ніж створити остаточний G-код нашій моделі ми повинні правильно відкалібрувати платформу. А саме: швидкість екструзії, висоту першого шару та визначити оптимальну температуру плавлення нашого АБС пластику. Почнемо по порядку.
Почнемо по порядку.
2.1. Регулюємо швидкість подачі матеріалу
Калібруючи поверхню щодо сопла з невеликим зазором (товщина листа офісного паперу). Змащуємо поверхню платформи розчином АБС. Розчин краще розтирати тонким папером, а не тканинними і тим більше ватними тампонами, щоб ворс не залишався на платформі. Якщо платформа без нагріву (акрил тощо), даємо пару хвилин висохнути. Якщо з нагріванням, то можна не чекати. Створюємо G-код калібрувального кубика із 100% заповненням. Друкуємо на швидкості до 30 мм/с. Регулюємо подачу матеріалу, поки заливка і периметр вище 4-5 шари не стануть ідеально красивим. Шари нижче цього значення не показник, так як можуть спотворюватися з-за неправильної висоти першого шару.
2.2. Регулюємо висоту першого шару
Створюємо G-код тестової моделі без заливки, з одним тільки периметром (можна з великою кількістю горизонтальних шарів периметра). З максимальною швидкістю першого шару -10-15 мм/с. Обов’язково з параметром «Brim», з максимальною кількістю кілець (10-15) навколо моделі, з температурою 250°С. Запускаємо друк. Як тільки сопло опуститься до платформи, стежимо за тим, як він завдає пластик на поверхні. Висота першого шару повинна бути такою, щоб шари як би размазывались по платформі, щоб ряди кілець Brim, а потім і периметра, лягали впритул один до одного, але не накладалися один на одного. Якщо ряди нашаровуються (розмазування стає нерівномірним, хвилями) значить потрібно збільшити висоту першого шару або зробити більше відстань між рядами, якщо між рядами пропуски зменшити її. Це можна зробити програмно в слайсері, параметри — «Висота першого шару» і «ширина першого шару». Повторюйте цю процедуру поки не визначите оптимальну висоту першого шару.
Запускаємо друк. Як тільки сопло опуститься до платформи, стежимо за тим, як він завдає пластик на поверхні. Висота першого шару повинна бути такою, щоб шари як би размазывались по платформі, щоб ряди кілець Brim, а потім і периметра, лягали впритул один до одного, але не накладалися один на одного. Якщо ряди нашаровуються (розмазування стає нерівномірним, хвилями) значить потрібно збільшити висоту першого шару або зробити більше відстань між рядами, якщо між рядами пропуски зменшити її. Це можна зробити програмно в слайсері, параметри — «Висота першого шару» і «ширина першого шару». Повторюйте цю процедуру поки не визначите оптимальну висоту першого шару.
2.3. Знаходимо оптимальну температуру першого шару
Якщо пластик лягає рівно, як описано в попередньому п. але відстає від платформи (відшаровується), значить потрібно підвищувати температуру – в першу чергу платформи та/або зменшувати швидкість. Збільшуйте температуру екструдера до тих пір, поки пластик не почне окислюватися – з’явиться легкий димок і/або запах і/або пластик почне кипіти, зрідка почнуть з’являтися бульбашки. Це буде гранична температура для цього пластику. Температура на 5-10°С нижче – буде ваша «робоча температура» для цього пластику для цієї швидкості і шару. Температура платформи для першого шару чим вище тим краще, але якщо ви знайшли мінімальну температуру на якій пластик добре прилипає до платформи сенсу підвищувати її теж немає.
Це буде гранична температура для цього пластику. Температура на 5-10°С нижче – буде ваша «робоча температура» для цього пластику для цієї швидкості і шару. Температура платформи для першого шару чим вище тим краще, але якщо ви знайшли мінімальну температуру на якій пластик добре прилипає до платформи сенсу підвищувати її теж немає.
Пластик повинен лягати на платформу приблизно так.
2.4. Знаходимо оптимальну температуру другого і вище шарів
Оптимальну температуру екструдера можна визначити за розтіканню шарів пластика під час друку, знижуйте температуру (від «робочої температури») з мінімальним кроком рівно до того моменту, поки стінки виробу не будуть мати ідеальну поверхню.
На інших швидкостях і висоті шару швидше за все температуру потрібно буде міняти. За принципом: чим вище швидкість подачі пластику, тим більше температура екструдера. Чим швидше пластик проходить через екструдер, тим менше часу він знаходиться в зоні плавлення, тим більше потрібно встановлювати температуру екструдера, щоб він встиг розплавиться до потрібної консистенції на виході з сопла. Таким чином, потрібно визначити температуру оптимального плавлення для інших наборів швидкостей і висоти шарів. Для великої швидкості друку і висоти шару, можливо, доведеться використовувати температуру на максимум можливостей вашого 3D принтера — аж до 280 градусів. Але нехай вас це не лякає — якщо пластик не окислюється, значить все нормально.
За принципом: чим вище швидкість подачі пластику, тим більше температура екструдера. Чим швидше пластик проходить через екструдер, тим менше часу він знаходиться в зоні плавлення, тим більше потрібно встановлювати температуру екструдера, щоб він встиг розплавиться до потрібної консистенції на виході з сопла. Таким чином, потрібно визначити температуру оптимального плавлення для інших наборів швидкостей і висоти шарів. Для великої швидкості друку і висоти шару, можливо, доведеться використовувати температуру на максимум можливостей вашого 3D принтера — аж до 280 градусів. Але нехай вас це не лякає — якщо пластик не окислюється, значить все нормально.
Як я вже писав раніше в цій статті, перепади температури і швидкості погано впливають на якість друку АБС пластиком. Тому, я б не рекомендував різко підвищувати/знижувати швидкість і температуру в процесі друку АБС пластиком. Краще знайти оптимальні значення для кожного пластику заздалегідь, на маленьких детальках, а потім відправляти на друк великі моделі.
Основні правила друку пластиком АБС
1. Температура сопла підбирається індивідуально для певної швидкості і шару. Як правило вона нижчі на кілька градусів тієї, при якій ще відбуваються оплавлення нижніх шарів.
2. Температура нагрівається платформи для нашого пластику: перший шар — 115-120°С, інші 100-105°С.
3. Швидкість першого шару 10-15 мм/с. Чим менше тим краще, але дивіться по ситуації, якщо пластик добре пристає до платформи можна трохи підвищити швидкість.
4. Щоб уникнути розшарування моделі:
а) Робіть кількість горизонтальних шарів периметра 3 і більше.
б) Використовуйте обдув тільки у разі друку невеликих виробів з малою площею шару (менше 15-30 сек/шар), в інших випадках оптимальніше знизити швидкість друку але дозволити остигати виробу рівномірно.
в) Захистіть платформу 3D принтера від протягів або організуйте для нього камеру.
5. Не допускається обдув для 1 шару і не рекомендується для 2.
6. Скляна платформа повинна бути матовою і покритою розчином АБС.
Скляна платформа повинна бути матовою і покритою розчином АБС.
7. Охолодження повинен бути зверху, а не з боку моделі. Бажано кільцевої навколо сопла.
8. Інтенсивність обдування залежить від швидкості друку всього шару. А саме від того встигає охолонути нижній шар, перед початком друку наступного, пройшовши температуру склування не більше ніж на 5-10°С. При більшій різниці температур склеюваність шарів буде гірше.
9.Друкувати бажано з параметром Brim, чим ширше, тим краще. Завдяки цим кілець виріб міцно утримується на платформі і не відшаровується на кутах.
REC Wiki » 3D-печать пластиком АБС: настройки, советы и лайфхаки
АБС (акрилонитрилбутадиенстирол) — прочный, недорогой и легко обрабатываемый, но в то же время довольно привередливый пластик для 3D-печати, требующий правильно подобранной температуры и адгезионных средств. В этой статье поделимся советами по работе с АБС.
АБС — один из самых распространенных полимеров в современной промышленности.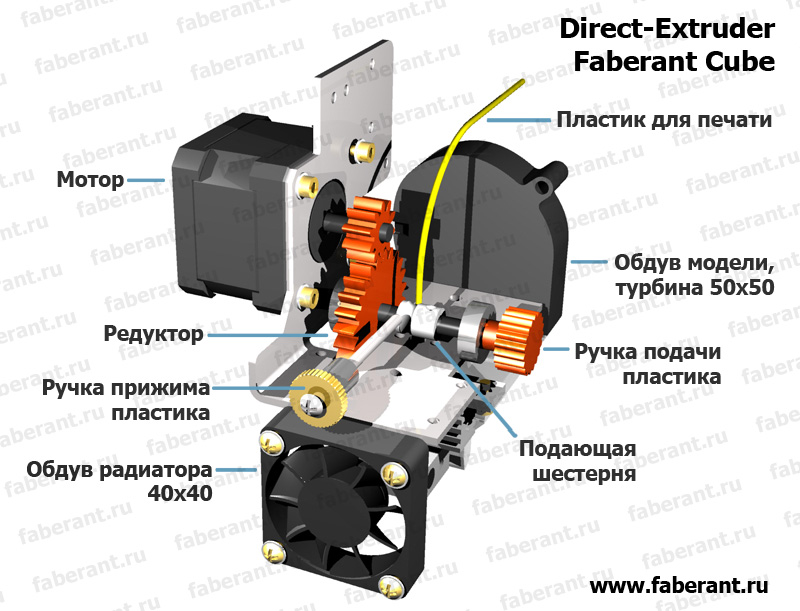 Шансы таковы, что корпус вашего ноутбука или клавиатура сделаны именно из этого полимера, как и кубики LEGO, многие пластиковые элементы автомобильных интерьеров, и прочая, и прочая.
Шансы таковы, что корпус вашего ноутбука или клавиатура сделаны именно из этого полимера, как и кубики LEGO, многие пластиковые элементы автомобильных интерьеров, и прочая, и прочая.
У АБС, например нашего филамента REC ABS, хорошая прочность и неплохая теплостойкость, так что это весьма практичный полимер, к тому же он отлично поддается механической обработке и сглаживанию ацетоном. Главная же проблема при работе с этим пластиком заключается в высокой усадке, нередко приводящей к деформациям или растрескиванию моделей, а иногда и вообще к преждевременному отрыву от столиков 3D-принтеров.
Давайте разберемся как возникают подобные проблемы и как их решать.
Усадка
Термоусадка — это процесс, обратный тепловому расширению: при нагревании любой материал увеличивается в объеме, а при остывании возвращается в начальное состояние — это и есть усадка. Проблема в том, что экструзионные 3D-принтеры (FDM/FFF) печатают расплавами, то есть от нагревания, а затем и усадки никуда не деться. Если же линейная усадка (то есть изменение в размерах по любой из координатных осей) будет слишком высокой, модель может просто отклеиться от столика прямо во время 3D-печати.
Если же линейная усадка (то есть изменение в размерах по любой из координатных осей) будет слишком высокой, модель может просто отклеиться от столика прямо во время 3D-печати.
3D-принтер с подогреваемой платформой
Чтобы этого не происходило, абсолютное большинство современных FDM 3D-принтеров за исключением самых бюджетных вариантов комплектуется подогреваемыми платформами. Их задача как раз в том, чтобы нижние слои модели оставались теплыми до окончания 3D-печати, тем самым препятствуя усадке и помогая предотвращать отрывы. Работать с АБС на 3D-принтере без подогреваемой платформы мы не рекомендуем — игра просто не стоит свеч, если только вы не собираетесь печатать миниатюрные детали.
Подогреваемые столики полностью проблему не решают: нагреваемых платформ хватает для нагрева нижних слоев, но усадка может проявить себя на более высоких участках, и это приводит к закручиванию краев, особенно нижних углов. Представьте, что у вас на столе лежит мягкая губка, и вы сдавили пальцами ее верхнюю поверхность где-то ближе к центру. Что произойдет? Сжимаемый материал потянет за собой верхние края губки, а те начнут подниматься вверх и тащить за собой нижнюю часть, пока и нижние края не оторвутся от поверхности. При 3D-печати многими материалами, например АБС или нейлоном, это усилие может быть достаточно высоким для того, чтобы оторвать пластик даже от столика, смазанного клеем. Типичный результат показан на иллюстрации ниже.
Что произойдет? Сжимаемый материал потянет за собой верхние края губки, а те начнут подниматься вверх и тащить за собой нижнюю часть, пока и нижние края не оторвутся от поверхности. При 3D-печати многими материалами, например АБС или нейлоном, это усилие может быть достаточно высоким для того, чтобы оторвать пластик даже от столика, смазанного клеем. Типичный результат показан на иллюстрации ниже.
Оптимальный вариант в таких случаях — использование термокамер, то есть закрытых рабочих объемов, где весь нанесенный пластик удерживается в теплом состоянии до окончания 3D-печати. Процесс стабилизации температуры внутри камеры называется термостатированием. Термостатирование, в свою очередь, бывает пассивным и активным. Если речь идет о пассивной термокамере, значит воздух внутри нагревается от хотэнда и/или столика. Если же камера активная, значит у нее есть собственные нагреватели.
3D-принтер PICASO 3D Designer X Pro Series 2, оснащенный активной термокамерой
Второй вариант лучше, так как он обычно предполагает наличие датчиков для точной регулировки фоновой температуры, но и дороже, а потому встречается в основном на 3D-принтерах профессионального и промышленного класса. Но ничего страшного: при работе с АБС в большинстве случаев достаточно и пассивной камеры, особенно если подобрать оптимальные температуры и правильное адгезионное средство, а заодно добавить вспомогательную 3D-печатную структуру, называемую «рафтом».
Но ничего страшного: при работе с АБС в большинстве случаев достаточно и пассивной камеры, особенно если подобрать оптимальные температуры и правильное адгезионное средство, а заодно добавить вспомогательную 3D-печатную структуру, называемую «рафтом».
Настройки температуры
REC ABS следует печатать при температурах в диапазоне 240-270°С. Начинать следует со среднего значения, то есть порядка 250-255°С, а при необходимости температуру можно немного повысить или понизить. Здесь необходимо иметь в виду, что датчики 3D-принтера показывают температуру хотэнда, а не расплава внутри, так что значения могут быть несколько неточными, а потому может потребоваться небольшая корректировка. Только будьте осторожны: температура экструзии не должна быть слишком высокой, иначе расплав будет «жидким», и пластик будет растекаться, не успевая вовремя застывать даже при включенном обдуве. К тому же, чрезмерно высокие температуры могут привести к деградации самого полимера и даже образованию нагара. Если же температура будет слишком низкой, усилия подающего механизма может не хватить для выдавливания расплава из сопла. Верные признаки слишком низкой температуры — характерные щелчки, издаваемые пробуксовывающими шестернями в экструдере, а также пропуски в наносимых слоях, как на иллюстрации ниже.
Если же температура будет слишком низкой, усилия подающего механизма может не хватить для выдавливания расплава из сопла. Верные признаки слишком низкой температуры — характерные щелчки, издаваемые пробуксовывающими шестернями в экструдере, а также пропуски в наносимых слоях, как на иллюстрации ниже.
Что касается столика, рекомендуемый диапазон подогрева — 90-110°C. Сразу возьмите на заметку: при 3D-печати любым полимером на подогреваемом столике поверхность обычно прогревается до температуры стеклования или размягчения (смотря какой это полимер — кристаллический или аморфный), либо чуть-чуть выше. В случае с АБС температура размягчения составляет 93°C, отсюда и рекомендуемый диапазон в 90-110°C.
Обойтись без нагреваемого столика удастся только при 3D-печати очень маленьких изделий — чем меньше габариты, тем ниже линейная усадка, а следовательно и риск деформации или отрыва от столика. В общем и целом следует печатать на подогреваемых платформах. Даже если у вашего 3D-принтера нет «грелки», шансы таковы, что нагрев столика поддерживается платой, а значит подогреваемую платформу можно установить опционально. Не поскупитесь — это недорого и сэкономит массу времени и нервов.
Не поскупитесь — это недорого и сэкономит массу времени и нервов.
Сквозняки
Да, пластиковые модели тоже могут простудиться: если изделие будет продувать условно холодным воздухом во время 3D-печати, задача усложнится на порядок, так как неравномерное охлаждение приведет не просто к усадке, а к неравномерной усадке. Это, в свою очередь, может привести к кособокости или даже растрескиванию моделей.
Если у вас 3D-принтер с закрытой камерой, то вам повезло, и этот пункт вас не касается. Если же рабочий объем открыт, то есть один полезный лайфхак: вокруг 3D-модели можно возвести защитный барьер — этакую оболочку, окружающую модель на небольшом расстоянии и защищающую изделие от тех самых сквозняков в процессе 3D-печати. Например, в слайсере Cura эту функцию можно найти в экспериментальных настройках под обозначением Draft Shield. Имейте в виду, что этот вариант чреват повышенным расходом материала, ведь после 3D-печати оболочка отправится в мусор.
Бримы и рафты
Это те самые вспомогательные структуры, о которых мы упоминали выше. Задача бримов и рафтов состоит в повышении адгезии со столиком, то есть схватывания модели с рабочей поверхностью. Достигается это за счет увеличения площади соприкосновения, но с определенными отличиями.
Задача бримов и рафтов состоит в повышении адгезии со столиком, то есть схватывания модели с рабочей поверхностью. Достигается это за счет увеличения площади соприкосновения, но с определенными отличиями.
Модель с бримами
Слово Brim по-английски означает «поля» — как в полях шляпы. Бримы можно добавить к модели, чтобы увеличить ее отпечаток, то есть площадь контакта нижнего слоя. Чем выше площадь, тем крепче модель будет держаться на рабочей поверхности. По завершении 3D-печати бримы обычно отламываются или обрезаются острым ножом.
Модель на рафте
Raft же означает «плот». Идея та же самая — увеличить площадь контакта, однако если бримы соединяются с периметром модели и, по сути, служат расширением нижних слоев, то «плотики» служат, собственно, плотиками или подложками. Другими словами, модели печатаются внутри бримов, или поверх рафтов. Преимущество и одновременно недостаток рафтов в том, что это относительно толстые структуры, а значит на них будет расходоваться больше жертвенного пластика, но зато при усадке закручиваться будут края рафтов, а не самой модели. После 3D-печати придется повозиться с удалением рафта, так как в отличие от брима эта структура соприкасается с моделью по всей нижней поверхности, а не только по краям.
После 3D-печати придется повозиться с удалением рафта, так как в отличие от брима эта структура соприкасается с моделью по всей нижней поверхности, а не только по краям.
В общем и целом, выбирайте по обстоятельствам: если речь идет об относительно небольшой модели, да к тому же у вас 3D-принтер с закрытой камерой, брима должно хватить. Если же закрытой камеры нет и/или необходимо напечатать большое изделие, возможно стоит потратить немого больше пластика и времени на рафт. Выбрать необходимую структуру можно в настройках слайсера.
Обдув
При 3D-печати АБС зачастую используется обдув укладываемых слоев, однако это необходимо только при 3D-печати на высоких скоростях. Включать обдув или нет — зависит от конкретных настроек, но постарайтесь взять за правило отключение обдува как минимум при укладке первых нескольких слоев. Это будет способствовать лучшему схватыванию с поверхностью столика.
Адгезионные средства
Перед 3D-печатью не поленитесь почистить поверхность столика, а затем нанесите слой адгезионного средства. Варианты бывают разные: можно использовать раствор самого АБС в ацетоне, либо лак для волос, либо клей-карандаш, либо раствор клея БФ-2. Самый простой вариант — приобрести специальное средство The3D, доступное в нашем магазине.
Варианты бывают разные: можно использовать раствор самого АБС в ацетоне, либо лак для волос, либо клей-карандаш, либо раствор клея БФ-2. Самый простой вариант — приобрести специальное средство The3D, доступное в нашем магазине.
3D-печать ABS — все, что вам нужно знать
Изображение предоставлено: Alan Chia через Wikimedia Commons
Вы, вероятно, видели больше деталей из ABS, чем из любого другого вида пластика. ABS или акрилонитрил-бутадиен-стирол — это пластик, используемый в производстве. Из него давно делают игрушки, шлемы, кухонные принадлежности и другие вещи.
Его долговечность и простота постобработки делают его популярным материалом для 3D-печати как среди профессионалов, так и среди любителей.
В этой статье мы углубимся в мир 3D-печати ABS. Мы узнаем все, что нужно знать о материале — преимуществах, проблемах и областях применения. Мы также включили несколько советов и приемов, которые помогут вам уверенно печатать ABS.
Так что продолжайте читать и помогите добавить ABS в свой 3D-принтер.
Изображение предоставлено Adafruit Industries через Flickr
ABS означает акрилонитрилбутадиенстирол. Это термопластичный полимер, который популярен, потому что он прочен, имеет высокую температуру плавления и дешев. Этот материал обычно используется в индустрии 3D-печати для изготовления практичных деталей, экспонатов и игрушек.
АБС уже давно используется в промышленности для изготовления всевозможных вещей. Лего, музыкальные инструменты, автомобильные компоненты, такие как ручки, спинки сидений, детали ремней безопасности и футляры для продуктов, изготовлены из АБС-пластика.
ABS был одним из первых пластиков, используемых в 3D-печати еще в начале 1990-х годов из-за его высокой прочности и универсальности. Это был первый пластик, который использовался в FDM-принтерах для 3D-печати, и он до сих пор широко используется во многих проектах.
3D-печать немного утомительна, но простота постобработки и долговечность детали с лихвой компенсируют это. С помощью сглаживания паром поверхность деталей из АБС можно сделать блестящей и гладкой. При этом прочность компонента сравнима с PETG и выше, чем у PLA.
С помощью сглаживания паром поверхность деталей из АБС можно сделать блестящей и гладкой. При этом прочность компонента сравнима с PETG и выше, чем у PLA.
Следующие разделы познакомят вас с тонкостями 3D-печати из материала ABS. Цель состоит в том, чтобы рассказать вам все, что нужно знать об АБС-пластике, и помочь вам печатать с его помощью детали более высокого качества.
Изображение предоставлено: Creative Tools через Flickr
Мы знаем несколько основных вещей о материале ABS. Большой! Но почему вы хотите использовать его для 3D-печати? Как это может помочь вашим проектам 3D-печати и каковы его преимущества? В этом разделе мы поговорим о некоторых плюсах.
Отличные механические свойства
ABS — один из самых прочных материалов для 3D-печати. Он обеспечивает превосходную ударопрочность и прочность для ваших деталей, напечатанных на 3D-принтере. Вместо того, чтобы разбиваться на мелкие кусочки, они будут постепенно удлиняться, пока, наконец, не треснут.
ABS также известен тем, что его трудно поцарапать и он имеет блестящую поверхность. Детали не будут легко царапаться и сохранят хороший внешний вид в течение длительного времени.
Благодаря этим качествам ABS является хорошим материалом для печати функциональных деталей. Зубчатые колеса, несущие модели и детали, находящиеся под постоянным напряжением, выигрывают от ударной вязкости и прочностных характеристик материала.
Высокая термостойкость
По сравнению с материалами PLA и PETG, ABS имеет более высокую температуру стеклования. Он начинает деформироваться при 105 °C , что намного выше, чем при 60 °C для PLA и 85 °C для PETG.
Высокая термостойкость позволяет печатать изделия, сохраняющие свою форму при более высоких температурах, чем PLA и PETG. Это полезно для отпечатков, которые будут подвергаться постоянному трению (шестерни) и находиться на открытом воздухе.
Простая постобработка
Внешняя отделка деталей, напечатанных на 3D-принтере, является одним из их недостатков.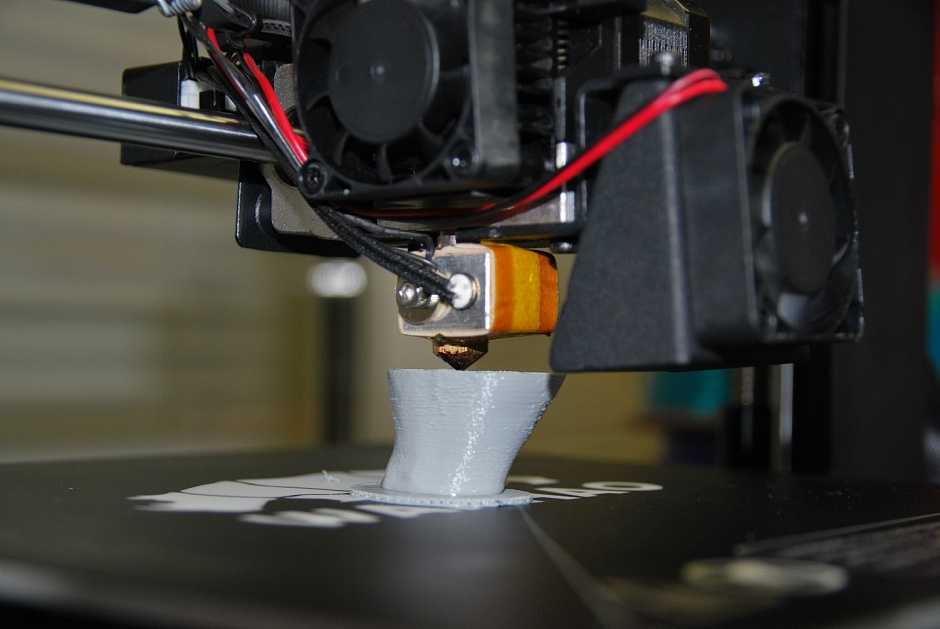 Тем не менее, ABS позволяет получить гладкую поверхность, сравнимую с компонентами, изготовленными методом литья под давлением.
Тем не менее, ABS позволяет получить гладкую поверхность, сравнимую с компонентами, изготовленными методом литья под давлением.
ABS быстро реагирует с ацетоном. Он растворяется в присутствии этого химического вещества. Используя сглаживание ацетоном, вы можете быстро избавиться от линий слоев на 3D-печатных деталях и придать им гладкую поверхность. Ацетоновый сглаживатель делает его популярным материалом для печати экспонатов и статуэток.
ABS также легко шлифуется и полируется, потому что он не плавится. Линии слоев легко отшлифовать и придать деталям гладкую поверхность. В этом аспекте он более податлив, чем PLA, и хорошо реагирует на постобработку.
Доступный
ABS — один из самых дешевых материалов для 3D-печати, которые вы можете купить прямо сейчас. Поскольку АБС-пластик уже давно используется в промышленности, его очень легко достать.
Вам не придется платить более 20 долларов США за 1 кг (2,2 фунта) нити ABS. Эта ставка означает, что каждый грамм материала стоит всего 0,02 доллара.
Эта ставка означает, что каждый грамм материала стоит всего 0,02 доллара.
Низкая цена позволяет новичкам легко понять процесс печати. Это имеет смысл и для предприятий, которые предлагают услуги 3D-печати. В результате низкой стоимости сырья предприятия могут увеличить свою прибыль, по-прежнему предоставляя клиентам высококачественные компоненты, напечатанные на 3D-принтере.
Изображение предоставлено: tlalexander через Reddit
Легко деформируется и трескается
АБС-пластик является очень чувствительным к температуре материалом. Он быстро реагирует на изменение температуры области печати.
Если в вашей области печати большие перепады температур, ваши детали, вероятно, начнут гнуться снизу. Это связано с тем, что платформа для печати обычно горячая, а верхняя часть отпечатка холодная. Если эта разница температур слишком велика, АБС-пластик сожмется на более холодном конце. В результате углы деформируются, а отпечатки отслаиваются от печатной платформы.
Точно так же, если слои слишком толстые или деталь имеет разное поперечное сечение, высока вероятность разделения слоев при 3D-печати из АБС-пластика. Во время печати деталей в них образуются трещины, что часто приводит к сбою печати.
Гигроскопичный материал
ABS — это гигроскопичный (влагопоглощающий) материал, такой как PLA и PETG. Он легко впитывает влагу из воздуха, что может вызвать проблемы при печати.
Влажная нить вызывает просачивание и проблемы с втягиванием при 3D-печати. Кроме того, в процессе печати материал становится слабым и ломким, поэтому его легко сломать.
Из-за своей гигроскопичности необходимо инвестировать в специализированные решения для хранения, такие как сухие ящики и дегидраторы. Это увеличивает первоначальную стоимость установки и требует от вас предусмотреть дополнительное пространство в области печати.
Выделяет токсичные пары
Когда вы расплавляете нить из АБС-пластика, она выделяет вредные для здоровья пары. Эти пары содержат токсичные летучие органические соединения (ЛОС) и ультратонкие частицы (УФЧ). Эти летучие органические соединения и UFP токсичны для человека и оказывают пагубное воздействие на ваше здоровье.
Эти пары содержат токсичные летучие органические соединения (ЛОС) и ультратонкие частицы (УФЧ). Эти летучие органические соединения и UFP токсичны для человека и оказывают пагубное воздействие на ваше здоровье.
Исследование, проведенное в 2016 году, показало, что при 3D-печати ABS и других материалов выделяются летучие органические соединения. В нем утверждается, что ABS производит большое количество стирола, который, вероятно, является канцерогеном для человека.
Те, кто подвергается воздействию этих паров в течение длительного периода времени, могут испытывать тошноту, головные боли и истощение. Это делает ABS непригодным материалом для 3D-печати в домах без надлежащей вентиляции.
Изображение предоставлено: Dikkon через Reddit
ABS — довольно сложный материал для 3D-печати. Учитывая его чувствительность к изменениям температуры и немного более высокую температуру плавления, при 3D-печати ABS нужно помнить о нескольких вещах.
В этом разделе будут освещены основные настройки слайсера и другие положения, которые помогут вам получить наилучшее качество печати из нити ABS.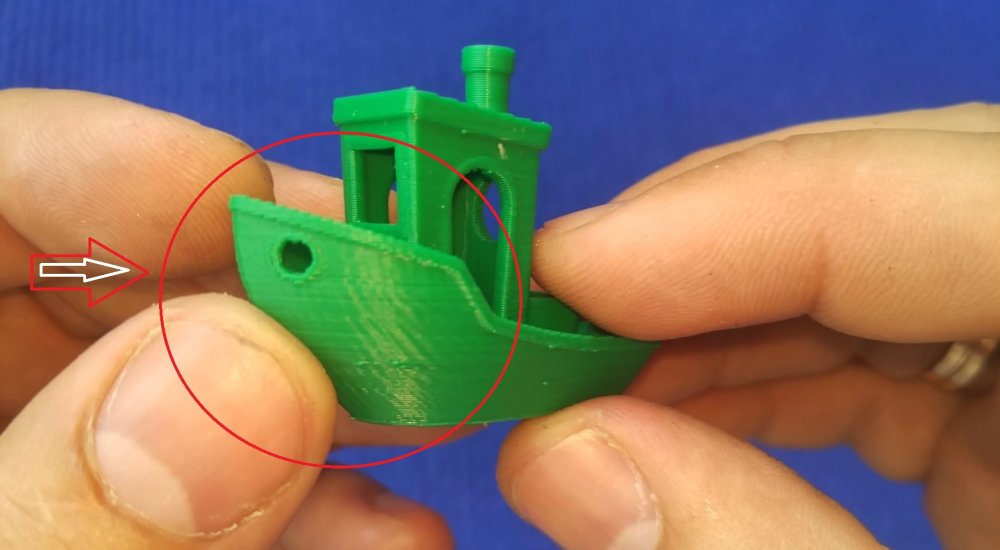
Температура печати
Рекомендуемый диапазон температур для печати ABS: 220–250 °C . Он плавится при более высоких температурах, чем PLA, и ему может быть полезен цельнометаллический горячий конец.
Как правило, вы получаете лучшую адгезию слоев и прочность деталей при более высоких температурах печати. Однако, если температура печати слишком высока, вы рискуете просочиться нитью, каплями и натяжениями в ваших деталях.
Лучший способ узнать, какой температуры должна быть ваша нить из АБС-пластика, — это использовать термометр. Это поможет вам найти правильную температуру печати для наилучшего качества печати.
Температура стола
Если вы хотите 3D-печать с нитью ABS, у вас должна быть платформа с подогревом. Он поддерживает температуру области печати и позволяет изделию постепенно остывать. Это снижает вероятность того, что слои будут разделяться или деформироваться.
Большинство нитей АБС должны хорошо работать при температуре слоя 95–110 °С . Если кровать слишком горячая, ваши первые слои отпечатков могут получить слоновью ногу. Если это не идеально, у вас могут возникнуть проблемы с деформацией.
Если кровать слишком горячая, ваши первые слои отпечатков могут получить слоновью ногу. Если это не идеально, у вас могут возникнуть проблемы с деформацией.
Трудно добиться нужной температуры в постели. Но почти все производители АБС-филаментов пишут температуру слоя на филаментах. Используйте более низкую температуру в качестве отправной точки и работайте вверх, пока не найдете идеальную точку.
Корпус
Корпус — это еще одна вещь, необходимая для печати из ABS. Без корпуса почти невозможно 3D-печатать из ABS, даже если у вас есть нагревательная платформа.
Корпус поддерживает температуру печати достаточно высокой, чтобы детали, напечатанные АБС-пластиком, могли медленно остывать. Это также предотвращает быстрое охлаждение отпечатков любыми внезапными сквозняками холодного воздуха из окружения вашего отпечатка. Если вашей основной целью является 3D-печать ABS на 3D-принтере, попробуйте приобрести машину с корпусом.
Клей для постельного белья
Шлам АБС – это обычный клей для постельного белья, который используется для печати АБС. Это раствор АБС-пластика в ацетоне. Он обеспечивает превосходную клейкую поверхность для деталей из АБС-пластика, позволяя им хорошо прилипать к поверхности для печати.
Это раствор АБС-пластика в ацетоне. Он обеспечивает превосходную клейкую поверхность для деталей из АБС-пластика, позволяя им хорошо прилипать к поверхности для печати.
АБС также можно приклеивать к платформе с помощью клеевых стержней, изготовленных из ПВА. Клей Элмера и Magigoo — хорошо известные клеи, которые используются в 3D-печати. Их проще использовать, и они хорошо работают.
Использование краев и подложек также подходит для деталей с большой площадью поверхности. Поля помогают предотвратить деформацию углов и снижают вероятность отрыва первого слоя от поверхности печати.
Подложка, с другой стороны, может способствовать адгезии отпечатков и уменьшить подъем углов. Рафты требуют слишком много материала и времени, но они могут быть полезны, если ваши отпечатки имеют длинные прямые края и большую площадь поверхности.
Скорость печати
Детали из АБС-пластика должны быть напечатаны на 3D-принтере на низкой скорости. Это дает нижнему слою время остыть, прежде чем будет добавлен следующий. Это снижает вероятность того, что слои ваших деталей будут расщепляться и трескаться.
Это снижает вероятность того, что слои ваших деталей будут расщепляться и трескаться.
Для печати АБС хорошим диапазоном является скорость 30–50 мм/с . Такой темп позволяет каждому слою постепенно остыть. Держите скорость печати для первого слоя ниже 30 мм/с, чтобы отпечаток лучше держался.
Частичный вентилятор охлаждения
ABS не любит вентиляторы охлаждения деталей. Печать на низких скоростях теряет смысл, если для охлаждения отдельных деталей используется вентилятор. Слишком быстро охлаждает слои. Это приводит к тому, что верхний и нижний слои имеют разную температуру, что облегчает их разделение.
Во время 3D-печати с нитью ABS всегда выключайте вентилятор охлаждения детали. Это остановит любые принудительные воздушные потоки в области печати и повысит вероятность того, что ваша печать получится хорошей.
Постобработка деталей PLA
Изображение предоставлено: Джон Льюис через Wikimedia Commons
ABS — один из самых простых материалов для последующей обработки в 3D-печати. Шлифование и сглаживание ацетоном — распространенные способы отделки деталей из АБС-пластика. В этом разделе вы получите обзор этих методов.
Шлифование и сглаживание ацетоном — распространенные способы отделки деталей из АБС-пластика. В этом разделе вы получите обзор этих методов.
Шлифовка и полировка
В отличие от PLA, термостойкость нити ABS облегчает процесс шлифовки ваших изделий. Отпечатки не деформируются легко, а видимые линии слоев на отпечатках из АБС-пластика легче зашлифовать.
Для грубого шлифования лучше всего начать с наждачной бумаги с зернистостью 100-200. Затем, для более гладкой поверхности, используйте бумагу с зернистостью 600-1000. Используйте легкое прикосновение и старайтесь не слишком сильно шлифовать детали.
Вы можете использовать полироль для металла Brasso, чтобы поверхность отпечатка выглядела гладкой и блестящей. Он скроет любые царапины на поверхности и сделает ваши детали из АБС-пластика красивыми.
Сглаживание ацетоном
Сглаживание ацетоном на сегодняшний день является самым популярным и простым методом постобработки 3D-печатных деталей. Он отлично работает с материалом ABS и придает вашим деталям, напечатанным на 3D-принтере, профессиональный вид.
Он отлично работает с материалом ABS и придает вашим деталям, напечатанным на 3D-принтере, профессиональный вид.
Проще всего нанести кистью ровный тонкий слой ацетона на поверхность. Он сотрет любые очевидные линии слоев, придав вашим отпечаткам гладкую поверхность. Но это требует предельной точности и контроля, а нанесение ацетона с помощью кисти может быть сложным для отпечатков со сложной геометрией.
Второй способ — использование ванны с ацетоном. Вы кладете свои детали из АБС-пластика в контейнер с салфетками, пропитанными ацетоном. Ацетон в салфетках будет выделять пары, которые расплавят верхний слой ваших отпечатков и сделают их гладкими и блестящими. Эффект сглаживания равномерен по всему телу, и им намного проще управлять.
Изображение предоставлено: John Biehler через Flickr
Просушите нить
Гигроскопичные материалы, такие как ABS, легко поглощают влагу из окружающей среды. Если нить впитывает слишком много влаги, она может сочиться, стягиваться и образовывать капли на поверхности отпечатка.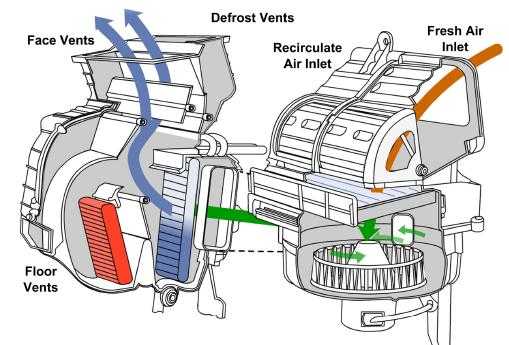
Если вы планируете печатать ABS в течение длительного времени, купите хороший дегидратор для нити или сделайте коробку для сушки нити своими руками. Если у вас нет этих инструментов, вы можете высушить рулон нити ABS перед печатью в духовке или сушилке для пищевых продуктов.
Поддерживайте температуру печи около 80°C и оставьте катушку с нитью примерно на четыре-пять часов. Это позволит избавиться от всей влаги в материале и облегчить печать.
Наберите в настройках печати
ABS — сложный материал для 3D-печати. Обратите внимание на температуру сопла и слоя. Эти два будут иметь большое влияние на качество печати. При оптимизации параметров печати следует также подумать о параметрах втягивания и прилегания к кровати (краев).
Используйте температурные башни, тесты на втягивание и калибровочные кубы для точной настройки параметров печати для получения стабильных результатов и хорошего качества печати.
Ограждение области печати
Используйте ограждение, чтобы область печати оставалась теплой. Корпус удерживает тепло печатной платформы внутри области печати. Это убережет ваш 3D-принтер от больших перепадов температур и позволит ему медленно остывать.
Корпус удерживает тепло печатной платформы внутри области печати. Это убережет ваш 3D-принтер от больших перепадов температур и позволит ему медленно остывать.
Вы можете купить вольер, такой как вольер Creality, или собрать его самостоятельно. Есть также много корпусов DIY, которые вы можете построить в рамках бюджета.
Проветривание области печати
Как уже говорилось ранее, во время печати ABS выделяет токсичные пары и пары. Длительное воздействие этих паров может нанести вред вашему здоровью. Корпус помогает уменьшить воздействие этих паров, но это не надежное решение.
Вы должны печатать ABS в помещении с хорошей циркуляцией воздуха. Держите принтер рядом с окном или используйте фильтры HEPA внутри корпуса. При печати из ABS старайтесь не находиться в одной комнате с принтером. Эти шаги гарантируют, что 3D-печать ABS не будет угрожать вашему здоровью и безопасности.
Использование платформы с адгезией и подогревом
Подогреваемая платформа поддерживает температуру области печати и помогает отпечатку прилипать к поверхности.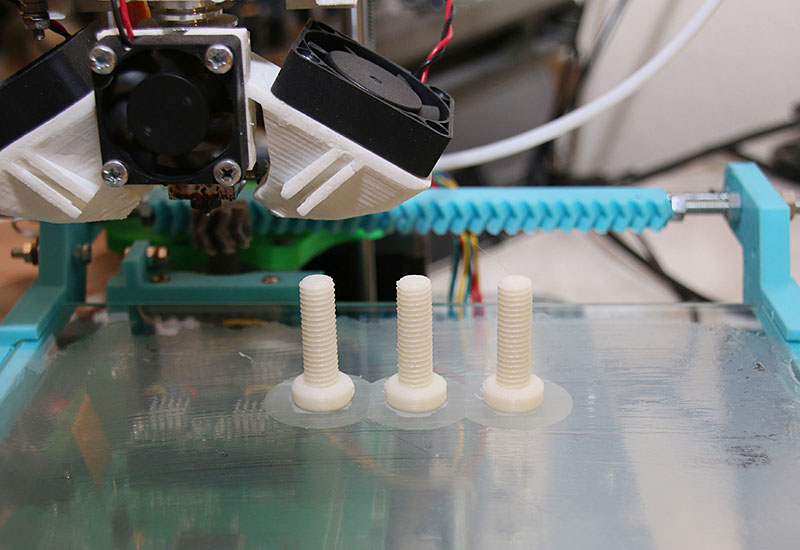 Когда вы печатаете из ABS, вы всегда должны использовать платформу с подогревом. Это поможет предотвратить отрыв ваших отпечатков от печатной платформы и уменьшит вероятность растрескивания слоя.
Когда вы печатаете из ABS, вы всегда должны использовать платформу с подогревом. Это поможет предотвратить отрыв ваших отпечатков от печатной платформы и уменьшит вероятность растрескивания слоя.
Кроме того, поля и плоты — отличный способ убедиться, что ваши отпечатки прилипают к поверхности, на которой вы печатаете. Используйте это в сочетании с соком ABS и клеями, чтобы получить хороший начальный слой и повысить шансы на успех вашей печати.
Заключительные мысли
Поначалу ABS может показаться слишком сложным для 3D-печати. Есть проблемы с короблением, ядовитыми испарениями, корпусом, подогревом печатной платформы и всем остальным. Но как только вы начнете печатать и поймете, как установить параметры печати, нетрудно увидеть магию нити ABS.
Некоторые пользователи по-прежнему предпочитают АБС из-за его превосходных механических свойств, простоты последующей обработки и низкой стоимости. Это по-прежнему популярный материал для 3D-печати деталей, которые полезны и приятны на вид.
Не беспокойтесь об этом слишком сильно, попробуйте этот материал. Используйте это руководство в качестве руководства, чтобы узнать, как печатать из ABS и получать отличные результаты. Не стесняйтесь оставлять комментарии и дайте нам знать, если вы считаете, что в статье чего-то не хватает.
Получайте удовольствие от печати ABS и удачи!
Безопасно ли печатать ABS в помещении? – 3dprintscape.com
ABS – одна из самых популярных нитей для 3D-печати на рынке. Он прочный, долговечный и относительно легко поддается 3D-печати. Однако у ABS есть некоторые свойства, которые делают его токсичным в некоторых обстоятельствах, что может сделать его небезопасным для печати в помещении.
Печатать АБС-пластиком в помещении безопасно, если у вас есть надлежащая вентиляция. Когда ABS нагревается, он выделяет пары, называемые летучими органическими соединениями, которые могут быть вредными при вдыхании в больших количествах. Поэтому очень важно иметь хорошую вентиляцию, чтобы предотвратить накопление паров до опасного уровня.
Прочтите дополнительную информацию о вентиляции для печати на АБС-пластике и советы по безопасной печати в помещении. Я научу вас, как сделать идеальную настройку для печати с использованием АБС-пластика, и помогу вам понять, как защитить себя от паров.
Опасности печати с использованием АБС-пластика
АБС-пластик, или акрилонитрил-бутадиен-стирол, представляет собой тип пластика, широко используемый в 3D-печати. В твердом состоянии ABS не представляет опасности для здоровья, в отличие от некоторых других пластиков.
Однако, как показывает исследование 2017 года, пары АБС (летучие органические соединения или летучие органические соединения) могут быть опасны при вдыхании, особенно в течение длительного времени.
Вот некоторые из побочных эффектов воздействия паров АБС:
- Раздражение глаз, носа и горла
- Головокружение
- Тошнота
- Головные боли
- Аллергические реакции
В следующем видео описаны некоторые вредные газы и частицы, содержащиеся в парах АБС: .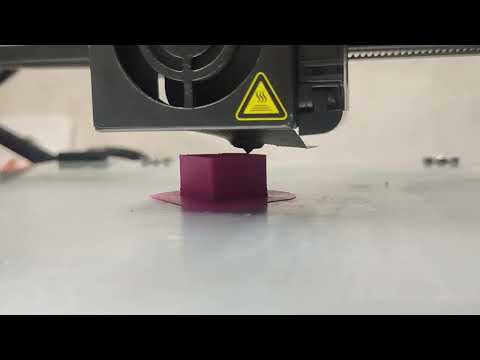
Совет: Если вы испытываете какие-либо из перечисленных симптомов во время печати из ABS, немедленно прекратите печать и откройте окно или дверь для проветривания.
Как вы вентилируете для печати ABS?
Как я уже упоминал, вентиляция имеет решающее значение для предотвращения скопления вредных паров АБС. Но как это сделать?
Вот несколько практических способов вентиляции для печати ABS:
- Используйте 3D-принтер с закрытой рабочей камерой.
- Используйте вентилятор для создания воздушного потока вокруг платформы печати.
- Установите блок фильтрации.
- Откройте окна.
- Используйте комнатный вытяжной вентилятор.
Вот более подробная информация об упомянутых методах:
1. Использование 3D-принтера с закрытой камерой построения
Один из способов обеспечить надлежащую вентиляцию при печати из АБС-пластика — использовать 3D-принтер с закрытой камерой построения. Герметизация рабочей камеры помогает удерживать пары, выделяющиеся в процессе печати, а также помогает регулировать температуру.
Герметизация рабочей камеры помогает удерживать пары, выделяющиеся в процессе печати, а также помогает регулировать температуру.
Предостережение: Есть несколько недостатков использования закрытой рабочей камеры. Во-первых, это может быть дороже, чем печать на открытом принтере. Во-вторых, корпус может затруднить отслеживание процесса печати и любые необходимые корректировки. Однако, если вы печатаете из АБС-пластика в помещении, стоит подумать о закрытой рабочей камере.
2. Используйте вентилятор для создания воздушного потока вокруг печатной платформы
Еще один способ улучшить вентиляцию при печати из АБС-пластика — использовать вентилятор для создания воздушного потока вокруг печатной платформы. Это может помочь предотвратить скопление паров, выделяемых в процессе печати, в этой области. Кроме того, использование вентилятора также поможет охладить печатную платформу, что необходимо для предотвращения деформации АБС-пластика.
3. Установите блок фильтрации
Если у вас нет закрытой рабочей камеры, другим вариантом является установка блока фильтрации. Фильтрационные установки помогают удалять из воздуха вредные частицы, в том числе пары АБС. На рынке доступно несколько различных типов фильтровальных установок, поэтому вам необходимо провести исследование, чтобы найти тот, который соответствует вашим потребностям.
Фильтрационные установки помогают удалять из воздуха вредные частицы, в том числе пары АБС. На рынке доступно несколько различных типов фильтровальных установок, поэтому вам необходимо провести исследование, чтобы найти тот, который соответствует вашим потребностям.
Если вам нужна качественная система фильтрации, я рекомендую эту систему очистки воздуха / дыма для 3D-принтера Makergadgets (от Amazon.com). Использование такого фильтра — доступный и эффективный способ удаления вредных частиц из воздуха в зоне 3D-печати, что делает печать в помещении более безопасной. В качестве бонуса он сделает ваш воздух чище, даже если вы не печатаете на 3D-принтере.
Совет для профессионалов: Не забывайте регулярно заменять фильтры на фильтрующем устройстве, чтобы обеспечить его правильную работу.
4. Откройте окна
Если у вас нет закрытой рабочей камеры или блока фильтрации, другой вариант — открыть окна. Увеличение потока воздуха поможет проветрить помещение и позволит свежему воздуху проникнуть в комнату. Однако имейте в виду, что это может быть не лучшим вариантом в холодную погоду, поскольку температура может увеличить вероятность деформации вашего ABS.
Однако имейте в виду, что это может быть не лучшим вариантом в холодную погоду, поскольку температура может увеличить вероятность деформации вашего ABS.
Примечание: Если вы открываете окна, включите вентилятор, чтобы обеспечить циркуляцию воздуха.
5. Используйте комнатный вытяжной вентилятор
Вы также можете использовать комнатный вытяжной вентилятор при печати из ABS. Этот тип вентилятора помогает удалять пары и другие частицы из воздуха, что делает его хорошим выбором для улучшения вентиляции.
В частности, это помогает устранить испарения в источнике, которым является платформа для печати. Комнатные вытяжные вентиляторы бывают разных размеров и стилей, поэтому выберите тот, который соответствует вашим потребностям.
Советы по безопасности при 3D-печати
Как я уже упоминал, надлежащая вентиляция является важной мерой безопасности, которую необходимо соблюдать при 3D-печати. Однако это еще не все! Вы должны соблюдать дополнительные правила техники безопасности, чтобы защитить себя, своих близких и принтер.
Вот еще несколько советов, которые помогут вам оставаться в безопасности во время 3D-печати:
Наденьте респиратор, перчатки и защитные очки
Перед запуском 3D-принтера обязательно наденьте соответствующие средства защиты, в том числе перчатки, респиратор, и защита глаз. Эти предметы защитят вас от любых вредных частиц, выделяющихся во время печати.
Например, респиратор защищает вас от вдыхания вредных паров, а перчатки и защитные очки помогают защитить кожу и глаза от контакта с горячими деталями принтера, нитями накала или химическими веществами.
Купите огнетушитель
Еще один совет по безопасности — купите огнетушитель. Хранение противопожарных инструментов поблизости особенно важно при использовании легковоспламеняющихся нитей, таких как АБС. Наличие огнетушителя под рукой поможет быстро потушить возгорание.
Кроме того, неплохо иметь дома огнетушитель, даже если у вас нет 3D-принтера.
Никогда не оставляйте принтер без присмотра
Важно никогда не оставлять работающий 3D-принтер без присмотра. Если вам по какой-либо причине нужно покинуть комнату, обязательно сначала выключите принтер. Это поможет предотвратить несчастные случаи во время вашего отсутствия.
Если вам по какой-либо причине нужно покинуть комнату, обязательно сначала выключите принтер. Это поможет предотвратить несчастные случаи во время вашего отсутствия.
Кроме того, маленькие дети или домашние животные могут прикасаться к работающему принтеру или играть с ним, поэтому очень важно выключать его и хранить в безопасном месте, когда вы им не пользуетесь.
Не прикасайтесь к горячим частям принтера
Еще один совет по безопасности – не прикасайтесь к горячим частям принтера. Платформа сборки и сопло экструдера могут сильно нагреваться во время печати, поэтому важно дать им полностью остыть, прежде чем прикасаться к ним.
Также обязательно надевайте перчатки при работе с любыми горячими частями принтера. В противном случае вы можете обжечься.
Держите принтер в чистоте
Также важно содержать ваш 3D-принтер в чистоте. Со временем пыль и другие частицы могут скапливаться внутри принтера, что может вызвать проблемы с процессом печати.
Для очистки принтера можно использовать сжатый воздух, чтобы выдуть пыль и мусор. Вы также можете использовать влажную ткань, чтобы протереть внешние поверхности принтера.
Кроме того, полезно регулярно очищать рабочую платформу и сопло экструдера. Это поможет предотвратить накопление остатков, которые могут вызвать проблемы в процессе печати.
Не подпускайте детей и домашних животных к принтеру
Еще один совет по безопасности — не подпускайте детей и домашних животных к принтеру. 3D-принтеры могут быть опасны, поэтому важно держать их в недоступном для маленьких детей или домашних животных месте.
Если в вашем доме есть маленькие дети, рекомендуется хранить принтер в безопасном месте, например, в запирающемся шкафу.
Соблюдайте осторожность при обращении с только что напечатанными объектами
Наконец, очень важно соблюдать осторожность при обращении с недавно напечатанными объектами. Некоторые материалы, такие как ABS, при охлаждении могут выделять вредные пары.
Чтобы избежать воздействия этих паров, дайте объекту полностью остыть, прежде чем обращаться с ним. Кроме того, недавно напечатанные модели обычно горячие на ощупь, поэтому при обращении с ними необходимо соблюдать осторожность.
Следуйте указаниям производителя по технике безопасности
В дополнение к приведенным выше советам по безопасности строго соблюдайте правила техники безопасности производителя. Каждый 3D-принтер уникален, поэтому вы должны прочитать руководство и ознакомиться с функциями безопасности вашей конкретной модели.
Кроме того, помните, что каждая нить имеет свои особенности безопасности. Итак, обратите внимание, какие нити вы используете, и проверьте возможные пары, которые они могут выделять, прежде чем начинать процесс печати.
Следуя рекомендациям производителя, вы сделаете процесс 3D-печати безопасным и приятным.
Статьи по теме
- Безопасна ли 3D-печать в помещении?
- Является ли PLA токсичным при сжигании? Факты и информация о безопасности
- Создает ли 3D-печать PETG токсичные пары?
- Все о 3D-принтере Пластик
Заключительные мысли
Несмотря на то, что печатать из АБС-пластика в помещении безопасно, необходимо обеспечить надлежащую вентиляцию помещения.
Всего комментариев: 0