Охлаждение при печати petg: 3D-печать: как печатать пластиком PETG
Содержание
Оптимальные температуры 3D печати PLA, PETG, Nylon и TPU пластиками
3DPrintStory
  
Процесс 3D печати
  
Оптимальные температуры 3D печати PLA, PETG, Nylon и TPU пластиками
Несмотря на то, что почти все материалы для 3D печати являются термопластиками, у каждого из них свои требования к температуре. Специфика возникает из-за того, что отдельные волокна сильно отличаются друг от друга по химическому составу. Некоторые из них, такие как PLA, сделаны из крахмалов, в то время как другие, такие как ABS, имеют масляную основу.
Химический состав термопласта напрямую влияет на его температуру стеклования — температуру, при которой материал превращается из хрупкой нити в эластичное вещество, которое можно экструдировать. Именно эту температуру и надо выдерживать для качественной 3D печати. И так как каждый материал имеет разную температуру стеклования, каждый пластик надо использовать для 3D печати при разной температуре экструдера.
Именно эту температуру и надо выдерживать для качественной 3D печати. И так как каждый материал имеет разную температуру стеклования, каждый пластик надо использовать для 3D печати при разной температуре экструдера.
Кроме определенной температуры экструзии для некоторых материалов требуется определенная температура нагретого слоя. Когда некоторые волокна остывают, они сжимаются и деформируются. Подогреваемый слой позволяет этим пластмассам охлаждаться медленнее при экструзии, так что изгибы сводятся к минимуму.
Подогреваемый слой также обеспечивает дополнительную адгезию, гарантируя, что первый слой хорошо приклеивается, и деталь не отделяется от основания во время 3D печати.
Так что температура 3D печати — это очень важный параметр, который отличается в зависимости от материала, который используется.
Рекомендуемая температура 3D печати PLA пластиком
PLA является сегодня самым популярным пластиком популярной. Одна из причин — нетребовательность к условиям 3D печати.
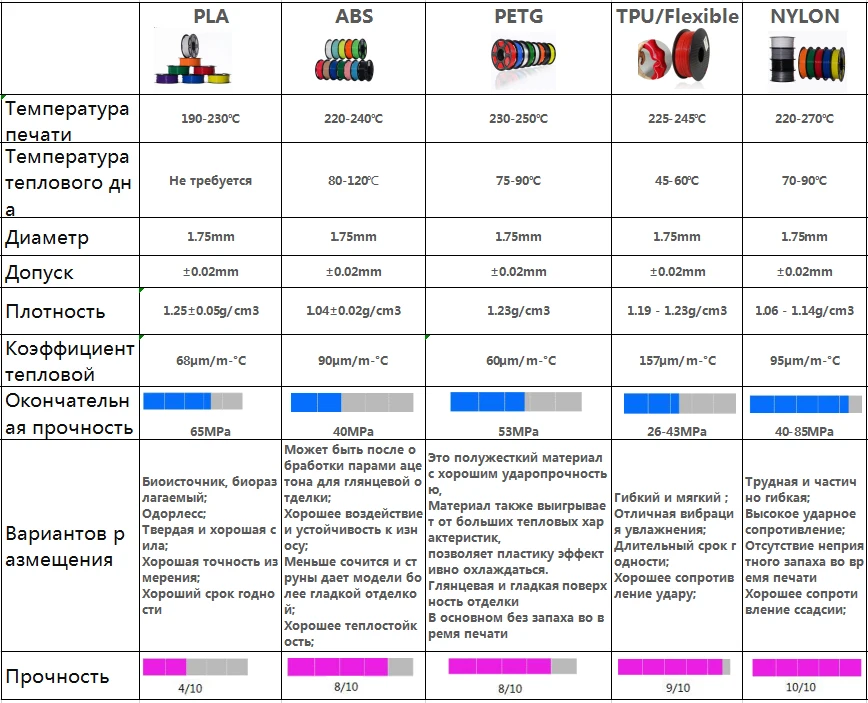
PLA лучше всего печатает при температуре около 210° C, хотя он очень универсален и может работать при температуре от 180 до 230° C. Причем для печати не требуется стол с подогревом, но если в вашем 3D принтере она есть, установите температуру стола где-то между 20 и 60° C.
При печати PLA пластиком убедитесь, что охлаждающие вентиляторы включены. PLA дает наилучшие результаты при правильном охлаждении.
В целом, PLA очень прост в использовании и не требует особых танцев с бубном, чтобы добиться успеха.
Рекомендуемая температура 3D печати ABS пластиком
До недавнего времени наиболее широко используемым материалом для 3D печати был именно ABS. Затем в битве за лидерство ABS уступил PLA. Основная причина — большие сложности во время 3D печати.
Для успешной печати ABS требуется немного более высокая температура. Рекомендуемая температура сопла от 210 до 250° C. Необходим стол с подогревом с установленной температурой от 80 до 110° C.
В дополнение к этому, ABS желательно печатать на закрытом 3D-принтере, чтобы пластик медленнее остывал.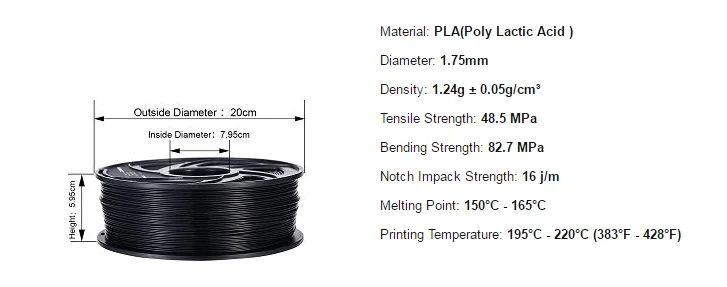 Это связано с тем, что при охлаждении ABS сжимается, а если модель остывает слишком быстро, она деформируется. По этой же причине при печати ABS необходимо выключать охлаждающие вентиляторы.
Это связано с тем, что при охлаждении ABS сжимается, а если модель остывает слишком быстро, она деформируется. По этой же причине при печати ABS необходимо выключать охлаждающие вентиляторы.
Рекомендуемая температура 3D печати PETG пластиком
PETG — относительный новичок на рынке материалов для 3D печати, сочетающий в себе многие аспекты PLA и ABS.
Он требует очень высоких температур сопла — от 220 до 250° C. Однако, в отличие от ABS, PETG не требует стола с подогревом.
PETG лучше всего печатает с синей малярной лентой на столе. Без него стол следует нагреть до 50–75° C, чтобы экструдированный материал хорошо схватился со столом на первом слое. А поскольку этот материал не загибается как ABS-пластик, во время 3D печати можно включить охлаждающие вентиляторы.
Хотя PETG не так прост в использовании, как PLA, он гораздо менее требователен, чем ABS, и на сегодняшний день выходит в топ по популярности.
Рекомендуемая температура 3D печати Nylon пластиком
Nylon — еще один популярный и интересный материал, хотя работать с ним сложнее.
Он требует более высоких температура, чем любые другие материалы из текущего списка: рекомендуется от 240 до 260° C. Необходимая температура стола — от 70 до 100° C. При этом слой клея-карандаша очень важен, поскольку Nylon страдает проблемами качества адгезии первого слоя.
Не следует печатать нейлоном с охлаждающими вентиляторами, так ка возникнут проблемы с адгезией слоев.
Этот материал также очень гигроскопичен, то есть он очень активно впитывает влагу из воздуха. Это значительно снижает качество 3D печати, поэтому перед печатью нейлон необходимо просушить или использовать качественный термобокс.
Поначалу использование нейлона может вызвать проблемы, но после того, как вы научитесь правильно печатать этим материалом, он закроет многие ваши вопросы и нужды.
Рекомендуемая температура 3D печати TPU пластиком
Гибкие материалы, известные как TPU — необычный и порой очень полезный материал, но с ним работать очень сложно.
TPU используют при таких же температурах, что и PLA. Лучше всего работают при температуре от 210 до 230° C с температурой стола от 30 до 60° C.
Лучше всего работают при температуре от 210 до 230° C с температурой стола от 30 до 60° C.
Поскольку этот материал очень гибкий, он может сгибаться и растягиваться по пути от шестерни экструдера к самому соплу. Поэтому важно, чтобы материал выдавливался медленно и без ретракта.
Если эти проблемы становятся заметными, небольшое увеличение температуры экструдера может помочь уменьшить любую деформацию материала, которая может вызвать ее изгиб.
5 простых советов по 3D-печати PETG и настройкам 3D-принтера
Как преуспеть в 3D-печати PETG? Вот наши пять простых советов и лучшие настройки для PETG.
Обзор
PETG, то есть полиэтилентерефталат-гликоль, – это жесткий, термостойкий, хорошо держащий удар пластик, широко использующийся в 3D-печати по технологии FDM.
В этой статье мы расскажем о том, как успешно печатать PETG и поможем в решении наиболее распространенных проблем. Печать PETG – это, определенно, не так мучительно, как печать ABS, но и здесь есть свои нюансы.
Важно учитывать:
- Температуру сопла
- Температуру рабочей платформы
- Прилипание к платформе – адгезию
- Настройки втягивания
- Скорость вентилятора
- Настройки подпорок
- Абсорбцию влаги
Тонкая настройка параметров печати
Выставьте настройки на оптимальную производительность (Youtube Thomas Sanladerer)
Чтобы добраться до параметров печати, запустите программу-слайсер. Вы должны настроить ее на оптимальный режим для работы с PETG.
Начальные установки
Если в вашем слайсере уже есть профили для PETG, то вам повезло. Если нет, можно взять за исходные настройки для PLA и кое-что в них изменить:
- Увеличим температуру сопла до рекомендуемой производителем (обычно от 220 до 260 ºC).
- Увеличим температуру подогрева платформы печати до рекомендуемой производителем (обычно от 50 до 85 ºC).
- Уменьшим скорость вентиляторов до 20.
 ..50%.
..50%.
Тонкая настройка
Настроив все так, как описано, можно приступать к тестовой распечатке. Вы заметите, что PETG склонен создавать нити, а чрезмерное охлаждение может привести к расщеплению слоев.
Посмотрите на тестовую распечатку и исправьте настройки. Если слои не слипаются, уменьшите скорость вентиляторов или повысьте температуру печати. Если нити выглядят угрожающе, увеличьте скорость или дистанцию втягивания. Если объект деформируется, скручивается, сделайте ниже температуру печати.
Продолжайте настраивать до тех пор, пока вы не будете довольны результатом. Если проблемы не хотят решаться, то мы сейчас дадим несколько советов, которые могут пригодиться.
Совет № 1. Воспользуйтесь клеящим карандашом или лаком для волос
PETG прилипает к стеклу слишком хорошо. (Youtube Thomas Sanladerer)
Обычно клеящий карандаш используют тогда, когда деталь плохо прилипает к платформе печати, – чтобы она прилипала лучше.
В случае с PETG всё наоборот.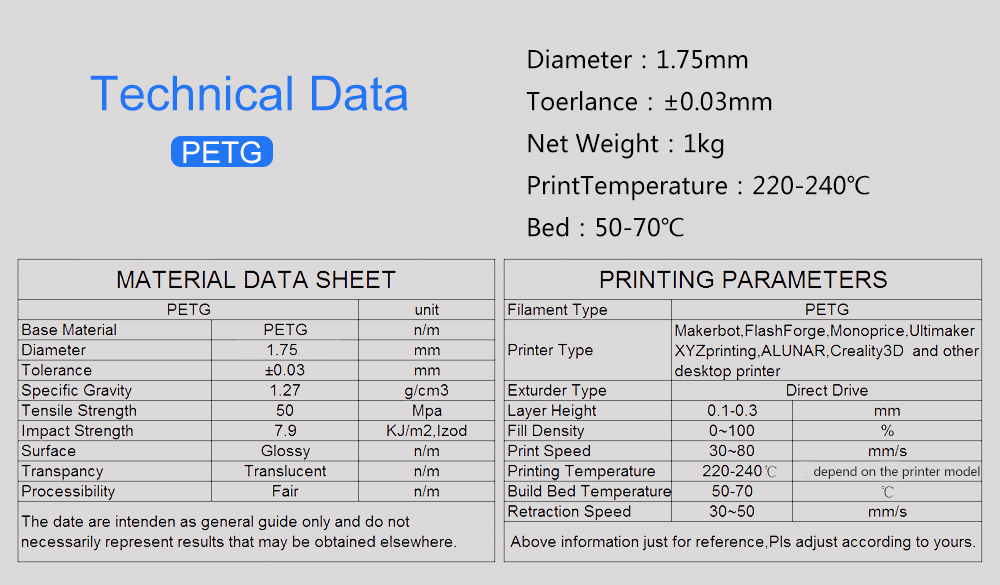 Он сам так хорошо прилипает, что деталь иногда удается отделить от рабочей платформы только по частям.
Он сам так хорошо прилипает, что деталь иногда удается отделить от рабочей платформы только по частям.
Поэтому всегда рекомендуется иметь под рукой клеящий карандаш или лак для волос, которые будут работать как промежуточные агенты, облегчающие отделение. Не печатайте PETG напрямую на платформах Fixpad, из PEI или из стекла. Если использовать указанные агенты, то деталь отделится вместе с ними и ни она, ни прецизионная платформа печати не пострадают.
Совет № 2. Отрегулируйте втягивание
PETG очень любит образовывать нити (Youtube Thomas Sanladerer)
Как уже говорилось, PETG очень любит образовывать нити и потеки. А прочность материала делает прочными и эти нити, в результате чего на распечатке может образовываться паутина и заросли, от которых трудно избавиться.
Но их можно пресечь на корню, если правильно выставить параметры печати, как было указано выше. В частности, попробуйте увеличить расстояние втягивания, скорость втягивания, скорость перемещения – в разумных пределах, конечно.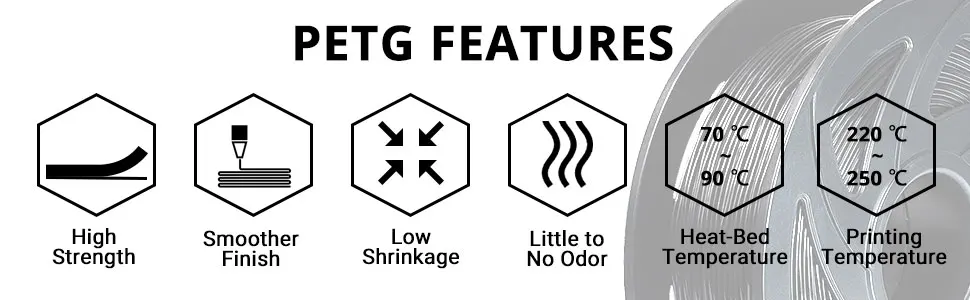
Наконец, если ничего больше не спасает, определенную помощь в борьбе с волосатостью может оказать термофен.
Совет № 3. Избегайте растрескивания
Слои в распечатках PETG могут расщепляться (Youtube Thomas Sanladerer)
Если вы перешли на PETG с PLA, вы обнаружите, что PETG гораздо легче растрескивается. PLA от обильного охлаждения становится только лучше, а вот PETG от этого может пострадать.
Если слои печати начинают разделяться или растрескиваться, уменьшите скорость вентилятора. PETG сохраняет форму при гораздо более высоких температурах, чем PLA, поэтому свесы и сложные фигуры останутся четкими. При уменьшении охлаждения у только что экструдированного пластика оказывается больше времени, чтобы полностью схватиться с остальной моделью.
Совет № 4. Дайте место опорным структурам
Для подпорок в PETG должно быть больше пространства (3DHubs)
Как это нередко бывает при FDM, некоторые модели из PETG требуют опорных структур. Однако, если мы правильно настроим сцепление слоев, PETG будет прилипать слишком хорошо и не будет отпускать подпорки.
Однако, если мы правильно настроим сцепление слоев, PETG будет прилипать слишком хорошо и не будет отпускать подпорки.
Тут нам помогут расширенные настройки слайсера, в которых нужно увеличить промежутки между опорными структурами и собственно моделью («Support Z Gap» или что-то в этом роде).
Совет № 5. Держите PETG сухим
Храните PETG в сухом месте (Youtube Thomas Sanladerer)
После того как вы какое-то время поработаете с катушкой PETG, вы можете заметить, что качество печати и прочность распечатки стали ухудшаться.
Это потому, что PETG гигроскопичен, т.е. легко впитывает влагу из воздуха. Влага разрушает материал на катушке, которой можно было бы еще долго пользоваться.
Поэтому держите своей филамент в сухом месте, можно поместить его в герметичный пакет или коробку с десикантом. Это должно его спасти, не позволяя впитывать слишком много влаги.
Если же филамент уже влажный, его можно посушить в духовке при +60 °C. Просто положите в нее катушку и забудьте на пару часов.
В печать!
Benchy из PETG (Youtube Thomas Sanladerer)
Приложив совсем немного усилий, вы получите из PETG невероятно прочные, качественно исполненные распечатки. Надеемся, эта статья помогла вам в том, чтобы начать работать с этим удивительно разноликим материалом.
Как правильно выполнять 3D-печать при работе с нитью PETG
PETG — это прочный, термостойкий и ударопрочный пластик, обычно используемый в 3D-печати в стиле FDM. Этот контент содержит много информации; подробнее см. в нашем руководстве по оптимальным настройкам PETG.
Здесь мы расскажем вам, как печатать с использованием PETG и как устранять типичные проблемы. Хотя печать из PETG менее сложна, чем печать из ABS, у нее есть свои проблемы, о которых мы поговорим ниже. Тем не менее, приложив немного усилий, нить PETG может давать исключительно прочные и высококачественные отпечатки. Вот наши главные советы о том, как правильно выполнять 3D-печать при работе с нитью PETF.
Знайте соответствующую температуру печати и слоя для PETG
Нити PETG обычно печатаются при температуре от 235 до 250°C. Натяжение, засорение сопел, чрезмерное выдавливание и другие проблемы могут возникнуть, если температура слишком высокая или слишком низкая. Хотя для небольших отпечатков PETG не требуется подогреваемая платформа, для более крупных плоских отпечатков подходит подогрев платформы до 70-100°C.
Для различных типов нитей температура печати может варьироваться в указанных выше пределах. Для достижения наилучших результатов используйте значения температуры, предоставленные производителями нити, и при необходимости измените настройки. Вы также можете использовать старомодный метод проб и ошибок, чтобы выяснить, какая температура лучше всего подходит для вашей нити. Башня температуры и другие калибровочные отпечатки могут помочь в определении оптимальных параметров нити.
Знайте, как скорость печати влияет на качество
Скорость печати оказывает значительное влияние на конечное качество модели PETG.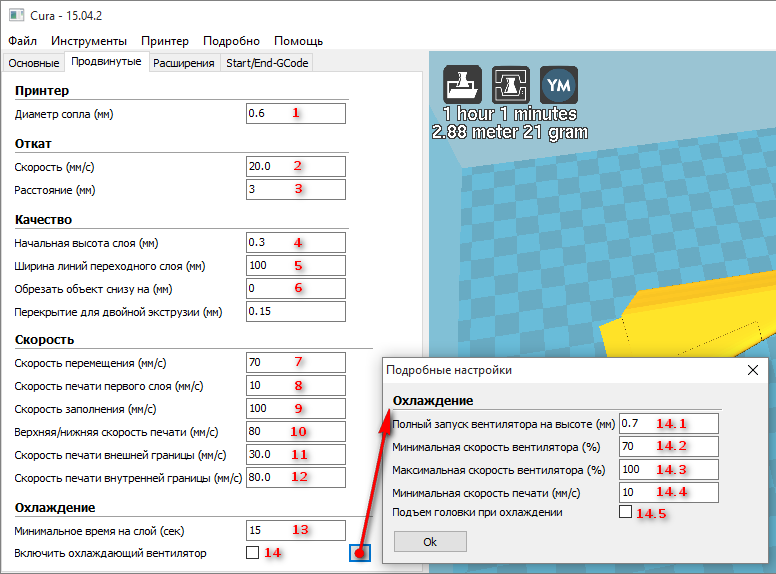 Для достижения наилучших результатов большинство пользователей и производителей рекомендуют печатать со скоростью от 30 до 60 мм/с. Печать со скоростью, превышающей рекомендуемую, может привести к получению некачественных отпечатков с многочисленными дефектами. Для получения качественных распечаток рекомендуется установить ограничение на максимальную скорость печати. С другой стороны, печать на низкой скорости выгодна для адгезии первого слоя и качества печати. Однако низкая скорость печати может привести к таким дефектам печати, как натяжение и утечка ниже определенного порога. Наконец, имейте в виду, что наилучшая скорость печати зависит от принтера и марки нити. Вероятно, вам следует поэкспериментировать с параметрами, чтобы найти оптимальное решение для достижения наилучших результатов. Тип печатаемой модели также должен влиять на скорость печати. Более низкая скорость печати, вероятно, будет полезна для моделей с изогнутой или сложной геометрией.
Для достижения наилучших результатов большинство пользователей и производителей рекомендуют печатать со скоростью от 30 до 60 мм/с. Печать со скоростью, превышающей рекомендуемую, может привести к получению некачественных отпечатков с многочисленными дефектами. Для получения качественных распечаток рекомендуется установить ограничение на максимальную скорость печати. С другой стороны, печать на низкой скорости выгодна для адгезии первого слоя и качества печати. Однако низкая скорость печати может привести к таким дефектам печати, как натяжение и утечка ниже определенного порога. Наконец, имейте в виду, что наилучшая скорость печати зависит от принтера и марки нити. Вероятно, вам следует поэкспериментировать с параметрами, чтобы найти оптимальное решение для достижения наилучших результатов. Тип печатаемой модели также должен влиять на скорость печати. Более низкая скорость печати, вероятно, будет полезна для моделей с изогнутой или сложной геометрией.
Нужно ли охлаждать PETG?
Охлаждение деталей не требуется при использовании филамента PETG для принтера, хотя это значительно улучшает качество конечного продукта.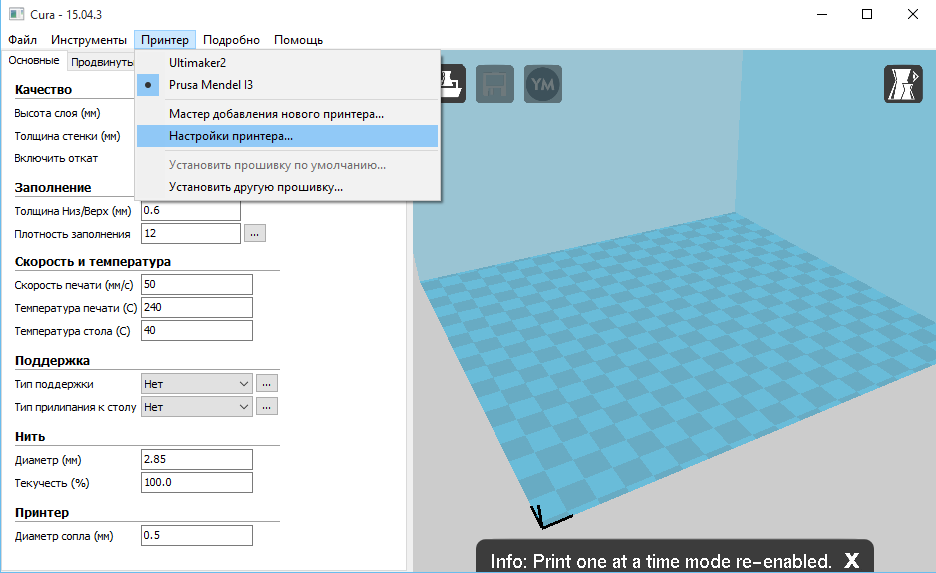 Высокие скорости охлаждения уменьшают дефекты печати и образование складок, в то время как низкое охлаждение (30-50 процентов) повышает прочность за счет улучшения адгезии предыдущих слоев, плавящихся друг с другом. Вы должны установить скорость охлаждения в зависимости от назначения конечной детали. Качество и красота конечной модели определяются скоростью охлаждения. При высокой скорости охлаждения (70-100 процентов) детали модели отображаются очень подробно, а дефекты печати и натяжение уменьшаются. В результате при выборе скорости охлаждения необходимо соблюдать баланс между эстетической и функциональной ценностью.
Высокие скорости охлаждения уменьшают дефекты печати и образование складок, в то время как низкое охлаждение (30-50 процентов) повышает прочность за счет улучшения адгезии предыдущих слоев, плавящихся друг с другом. Вы должны установить скорость охлаждения в зависимости от назначения конечной детали. Качество и красота конечной модели определяются скоростью охлаждения. При высокой скорости охлаждения (70-100 процентов) детали модели отображаются очень подробно, а дефекты печати и натяжение уменьшаются. В результате при выборе скорости охлаждения необходимо соблюдать баланс между эстетической и функциональной ценностью.
Уменьшите параметры ретракции
Параметры ретракции PETG значительно отличались от параметров для других нитей. Это связано с тем, что PETG печатает при относительно высокой температуре, что затрудняет остановку и контроль потока материала. Для экструдеров Bowden и Direct Drive идеальная скорость втягивания для PETG составляет примерно 35-40 мм/с. Для экструдеров Боудена идеальное расстояние втягивания составляет 5–7 мм, а для экструдеров с прямым приводом — 2–4 мм. Натяжения, засорения сопла и замятий можно избежать, если правильно настроить втягивание.
Натяжения, засорения сопла и замятий можно избежать, если правильно настроить втягивание.
Знайте температурные характеристики нити PETG
PETG обладает приемлемой термостойкостью, особенно по сравнению с большинством других нитей. Он может выдерживать температуры вплоть до температуры стеклования, которая составляет от 80 до 85 градусов Цельсия. В этом отношении он легко превосходит нити PLA, но менее термостойкий, чем ABS. Однако он более устойчив к ультрафиолетовому излучению, чем оба, что делает его отличным выбором для наружного использования.
Знайте, что делать, чтобы решить проблемы с адгезией
При печати PETG ряд трудностей может привести к плохой адгезии первого слоя. Это может быть вызвано проблемами с настройкой принтера, такими как грязная и неравномерно сбалансированная платформа для печати, неправильные параметры печати или плохое качество нити. Давайте рассмотрим несколько вариантов, которые быстро восстановят работоспособность вашего принтера.
- Убедитесь, что на рабочей платформе нет мусора и остатков материалов для печати.
- Приобретите высококачественную нить и храните ее в сухом, не впитывающем влагу месте. Влага может разрушить нить PETG, поскольку она гигроскопична.
- Убедитесь, что платформа для печати выровнена надлежащим образом, а расстояние между станиной и соплом по оси Z составляет от 0,2 до 0,3 мм. Чтобы правильно определить расстояние, используйте три листа бумаги или толстую карточку.
- Вы можете использовать клей-карандаш, лак для волос или ленту для принтера, чтобы начальный слой хорошо прилипал к кровати. Некоторые люди смешивают несколько из них, чтобы улучшить свои результаты.
- Выключите вентилятор, замедлите работу принтера и осторожно напечатайте первый слой на нагретой платформе.
- Убедитесь, что температура сопла и печатной платформы находится в пределах рекомендованного производителем диапазона. Горячая часть обычно имеет температуру от 210 до 260 градусов по Цельсию, а кровать — от 70 до 9.
 0 градусов Цельсия.
0 градусов Цельсия.
Знайте, как закрепить PETG, прилипший к стеклянному слою
Чтобы высвободить нить PETG, прилипшую к стеклянному слою, подумайте о чередовании горячих и холодных условий путем нагревания или замораживания стеклянного ложа. Вместо того, чтобы печатать PETG непосредственно на стеклянной платформе, покройте ее клеем, лаком для волос или синей малярной лентой. Эти покрытия создают слой, облегчающий удаление отпечатков. Правильно выровненная кровать с насадкой, не давящей на кровать, должна решить проблему. По этой причине PETG следует укладывать с большей высоты, чем PLA. Если первый слой вашего сопла уходит глубоко в платформу для печати, ваш отпечаток PETG, скорее всего, прилипнет к платформе для печати. Вы также можете попробовать нагреть платформу для печати или использовать плоский инструмент, например шпатель, чтобы снять отпечаток. Чтобы не повредить стеклянную поверхность, не используйте шпатель слишком сильно.
Мы надеемся, что вам понравился наш обзор основных моментов, которые вам необходимо знать для правильной 3D-печати при работе с нитью PETG! Свяжитесь с Filamatrix сегодня, чтобы получить доступ к обширному ассортименту всех типов специальных нитей.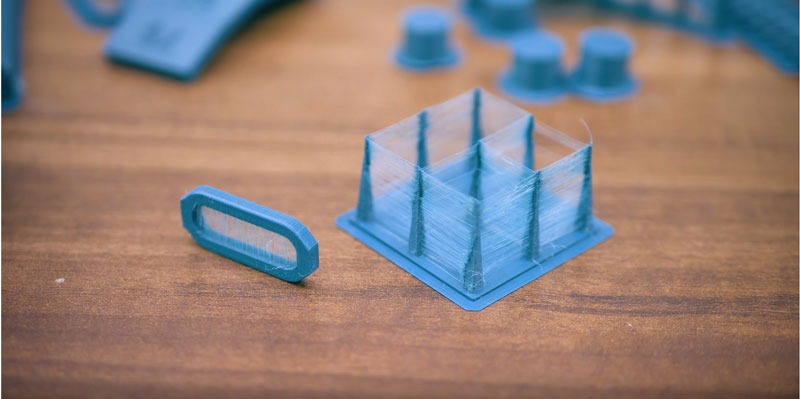
3 способа узнать, сколько нити понадобится вашему 3D-проекту
13 апреля 2023 г.
Комментариев нет
Разработка 3D-проекта — увлекательная часть ведения бизнеса по индивидуальному заказу. Нажмите здесь, чтобы узнать, как определить, сколько нити требуется вашему 3D-проекту.
Все, что вам нужно знать о проводящих нитях PLA
5 апреля 2023 г.
Комментариев нет
Проводящие нити PLA чрезвычайно популярны для использования в небольших приложениях. Нажмите здесь, если хотите узнать больше о токопроводящих нитях PLA.
Что вы можете сделать с нитями для 3D-печати ТПУ?
5 апреля 2023 г.
Комментариев нет
Нить TPU замечательна в использовании благодаря своей гибкости и долговечности. Нажмите здесь, чтобы узнать, что вы можете сделать с нитями для 3D-печати ТПУ.
Как печатать нить PETG на 3D-принтере как профессионал — Полное руководство и часто задаваемые вопросы — 3D Printerly
Когда дело доходит до 3D-печати с использованием PETG, для получения моделей хорошего качества требуются определенные знания и практика. Это не так уж сложно, если следовать правильным методам, поэтому я решил написать эту статью, чтобы показать пользователям, как получить красивые отпечатки PETG.
Это не так уж сложно, если следовать правильным методам, поэтому я решил написать эту статью, чтобы показать пользователям, как получить красивые отпечатки PETG.
Для 3D-печати PETG необходимо использовать температуру печати от 235 до 250°C и температуру слоя от 70 до 100°C для достижения наилучших результатов. Ваш охлаждающий вентилятор должен работать на 100% со скоростью печати 40-60 мм/с. Кроме того, PETG легко впитывает влагу, поэтому храните его сухим в герметичном контейнере, когда он не используется.
Эта статья представляет собой простое, но подробное руководство о том, как печатать нить PETG на 3D-принтере так же, как это делают профессионалы, так что оставайтесь с нами, чтобы увидеть, как это делается, и получить ответы на свои вопросы.
Что такое нить PETG?
PETG или полиэтилентерефталатгликоль — популярный термопластичный полиэфир. PETG отличается от популярных пластиков PET. Это модифицированный гликолем вариант ПЭТ, который обеспечивает большую прочность, ударопрочность и термостойкость. Обычными продуктами, изготовленными из PETG, являются бутылки для воды и контейнеры для пищевых продуктов.
Обычными продуктами, изготовленными из PETG, являются бутылки для воды и контейнеры для пищевых продуктов.
Он широко используется в различных отраслях промышленности благодаря своей превосходной формуемости, химической стойкости, высокой прочности и другим превосходным физическим свойствам.
В качестве нити для 3D-печати PETG быстро становится предпочтительным материалом для большинства энтузиастов 3D-печати. Это связано с тем, что отпечатки PETG обладают высокой прочностью, они менее подвержены деформации и имеют гладкую и глянцевую поверхность.
Кроме того, нить PETG не выделяет токсичных запахов, как другие термопластичные нити, во время печати. Кроме того, он пластичен, водонепроницаем и имеет очень небольшую усадку, что делает его идеальным для плоских поверхностей и моделей с малыми допусками.
При какой температуре печати и кровати следует печатать PETG?
Температура печати для нитей PETG обычно находится в диапазоне от 235°C до 250°C. Более высокая или более низкая температура может привести к образованию натяжек, закупорке сопел, чрезмерной экструзии и т. д. Для небольших отпечатков из PETG не требуется нагретый стол, но для более крупных плоских отпечатков идеален подогрев стола до 70–100°C.
Более высокая или более низкая температура может привести к образованию натяжек, закупорке сопел, чрезмерной экструзии и т. д. Для небольших отпечатков из PETG не требуется нагретый стол, но для более крупных плоских отпечатков идеален подогрев стола до 70–100°C.
Температура печати может варьироваться в пределах, указанных выше, для различных марок нитей. Для достижения наилучших результатов всегда используйте значения температуры, предоставленные производителями нити, и при необходимости измените настройки.
Вот некоторые из популярных нитей на рынке и температуры их печати.
- Рекомендуемая температура экструзии/сопло: 230°C – 250°C
- Температура нагревательного слоя: 80°C – 90°
- Рекомендуемая температура экструзии/сопло: 230°C – 260° C
- Температура нагреваемого слоя: 80°C – 100°C
- Рекомендуемая температура экструзии/форсунки 220°C – 250°C
- Температура нагреваемого слоя: 70°C – 80°C
Еще один менее гламурный способ определить идеальную температуру для нити накала – это старомодный метод проб и ошибок. Калибровочные отпечатки, такие как температурная башня, могут помочь в определении правильных настроек нити накала.
Калибровочные отпечатки, такие как температурная башня, могут помочь в определении правильных настроек нити накала.
Вот как вы можете распечатать его с помощью Cura.
Какую скорость печати следует использовать для нити PETG?
Окончательное качество модели PETG сильно зависит от скорости печати. Большинство пользователей и производителей рекомендуют скорость печати от 30 до 60 мм/с для достижения наилучших результатов.
Слишком высокая скорость печати, превышающая рекомендуемую, может привести к получению некачественных отпечатков с большим количеством дефектов. Так что лучше поставить ограничение на максимальную скорость печати, чтобы получать качественные отпечатки.
С другой стороны, печать в медленном темпе хороша для адгезии первого слоя и отличного качества печати. Однако ниже определенного значения низкая скорость печати также может привести к таким дефектам печати, как натяжение и просачивание.
Наконец, следует отметить, что оптимальная скорость печати может варьироваться в зависимости от принтера и марки нити. Чтобы получить наилучшие результаты, вам, вероятно, следует поэкспериментировать с настройками, чтобы найти золотую середину.
Кроме того, скорость печати должна учитывать тип печатаемой модели. Для моделей с криволинейной или сложной геометрией, вероятно, будет лучше более низкая скорость печати.
Нуждается ли PETG в охлаждении?
Нить PETG не обязательно нуждается в охлаждении деталей, но охлаждение значительно улучшает качество конечной модели. Ваша скорость охлаждения должна быть высокой, чтобы уменьшить дефекты печати и натяжение, в то время как низкое охлаждение (30-50%) лучше для прочности из-за лучшей адгезии слоев от предыдущих слоев, плавящихся друг с другом.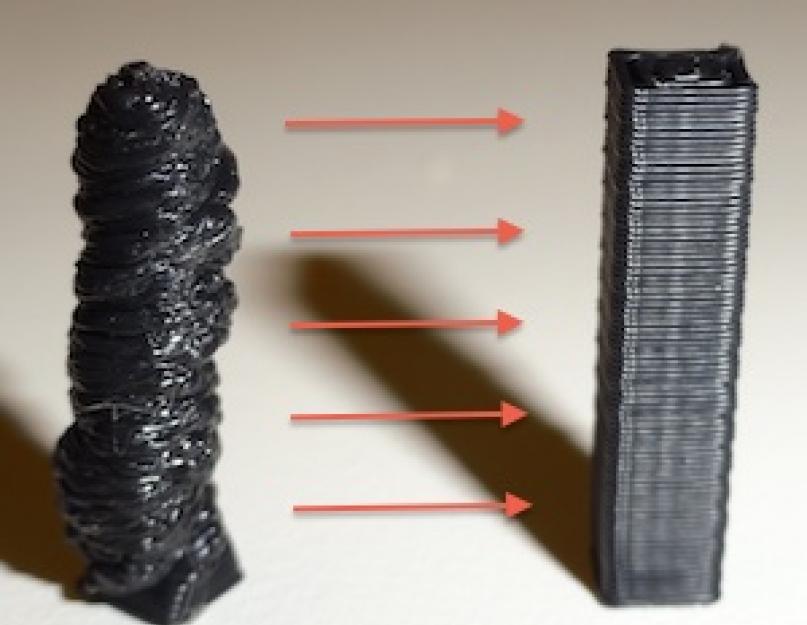
При выборе скорости охлаждения следует выбирать ее в зависимости от назначения конечной детали. Скорость охлаждения определяет, насколько качественной или красивой получится конечная модель.
При высокой скорости охлаждения (70-100%) устраняются дефекты печати и натяжение, детали модели прорисовываются очень детально.
Таким образом, при выборе скорости охлаждения необходимо найти баланс между эстетической и функциональной ценностью. Детали, охлаждаемые быстрее, будут иметь лучшую отделку поверхности и внешний вид, но они не будут такими прочными и долговечными, как детали, изготовленные с меньшим охлаждением.
Примечание: Рекомендуется печатать первые несколько слоев без охлаждения, чтобы улучшить адгезию первого слоя.
Каковы наилучшие настройки ретракции PETG?
Параметры ретракции для PETG сильно отличаются от параметров для других нитей. Это связано с тем, что PETG печатает при относительно высокой температуре, поэтому поток материала очень трудно остановить и контролировать.
Оптимальная скорость втягивания для ПЭТГ относительно низкая, около 35-40 мм/с, как для Боуденовских экструдеров, так и для экструдеров с прямым приводом. Оптимальное расстояние втягивания составляет 5-7 мм для экструдеров Боудена и 2-4 мм для экструдеров с прямым приводом. Хорошие настройки отвода могут помочь избежать натяжение, засорение и заедание сопел и т. д.
Чтобы получить точные настройки для вашего принтера, вы можете поэкспериментировать с втягивающей башней, чтобы увидеть, что работает лучше всего. Как это сделать, вы можете посмотреть на видео ниже.
Лучшие настройки Cura PETG для 3D-печати
Ultimaker Cura — одно из самых популярных программ для слайсинга. Многие пользователи любят и используют его из-за множества функций и функций, которые он предлагает по любимой цене каждого пользователя — Бесплатно.
Чтобы нарезать и распечатать 3D-модель PETG с помощью Cura, вам потребуются правильные настройки материала для PETG. К счастью, программное обеспечение Cura поставляется с профилем материала по умолчанию для печати PETG.
Вот как вы можете его активировать:
Шаг 1: Откройте программное обеспечение Cura и щелкните раскрывающееся меню «Материал» на верхней панели инструментов.
Шаг 2: Нажмите кнопку справа от значка «Материал».
Шаг 3: В появившемся меню наведите курсор на «Универсальный» и выберите «PETG» в меню.
Шаг 4: Вы можете выбрать желаемое качество печати с точки зрения высоты слоя. Вы можете выбрать между:
- Стандартное качество (0,12 мм)
- Динамическое качество (0,16 мм)
- Супер качество (0,2 мм)
- Низкое качество (0,28 мм)
900 02 Шаг 5: Вы можете проверьте настройки печати по умолчанию в главном интерфейсе. Вы также можете настроить или настроить любое значение, которое хотите.
Для некоторых использование профиля по умолчанию может сэкономить время. Но если вы хотите сразу приступить к печати, вы можете использовать эти пользовательские настройки. Эти настройки были проверены многими энтузиастами 3D-печати как оптимальные настройки для печати PETG.
Давайте посмотрим на них.
Лучшие настройки Cura PETG
- Температура сопла: 235–250°C
- Температура слоя: 70–100°C
- Скорость печати: 40–60 мм/с
- Скорость печати начального слоя : 20 мм/с
- Расстояние отвода: 6 мм (установки Боудена), 2-3 мм (установки с прямым приводом)
- Скорость отвода: 40-45 мм/с
- Расчесывание: «Не в коже» или «В пределах заполнения»
- Скорость охлаждающего вентилятора: 0–50 % для прочности, 50–100 % для качества
- Скорость охлаждения начального слоя : 0 % 4
Является ли нить PETG токсичной? И безопасно ли 3D-печать в помещении?
Нет, нить PETG нетоксична, и ее можно безопасно печатать в помещении. Кроме того, он даже не издает никакого запаха при печати. Просто убедитесь, что ваша зона 3D-печати хорошо проветривается, чтобы избежать накопления наночастиц в воздухе. Эти частицы могут вызвать раздражение глаз и горла.
Кроме того, он даже не издает никакого запаха при печати. Просто убедитесь, что ваша зона 3D-печати хорошо проветривается, чтобы избежать накопления наночастиц в воздухе. Эти частицы могут вызвать раздражение глаз и горла.
Термостойкий ли PETG? Какую температуру выдерживает PETG?
PETG обладает достойными свойствами термостойкости, особенно по сравнению с большинством других нитей. Он может выдерживать температуры вплоть до температуры стеклования, которая составляет около 80-85⁰C. В этом отношении он значительно превосходит такие нити, как PLA, но демонстрирует меньшую термостойкость, чем ABS.
Однако он более устойчив к ультрафиолетовому излучению, чем оба материала, что делает его идеальным выбором для наружного применения.
Можно ли 3D-печатать PETG на стеклянной поверхности?
Да, вы можете печатать PETG на стеклянной платформе. PETG хорошо прилипает к поверхности стекла. Иногда он может даже слишком хорошо прилипать к поверхности стекла, что затрудняет его удаление. В некоторых экстремальных случаях удаление может даже привести к удалению кусков стеклянной пластины.
В некоторых экстремальных случаях удаление может даже привести к удалению кусков стеклянной пластины.
Чтобы помочь вам избежать этого, в следующем разделе я расскажу, как безопасно удалять отпечатки PETG со стеклянной поверхности.
Можете ли вы 3D-печатать PETG без подогреваемой платформы или корпуса?
Вы можете 3D-печатать PETG без подогреваемой платформы, но для достижения наилучших результатов рекомендуется использовать активную подогреваемую платформу. Подогреваемая платформа помогает снизить вероятность деформации и закручивания краев отпечатков PETG. Это также обеспечивает гораздо лучшую адгезию первого слоя, которая является основной основой всех 3D-печатей.
Как устранить прилипание PETG к платформе – улучшить адгезию к платформе
Плохую адгезию первого слоя при печати PETG могут вызвать несколько проблем. Это может быть связано с проблемами в настройке принтера, такими как грязная и плохо выровненная платформа для печати, настройки печати или даже плохое качество нити.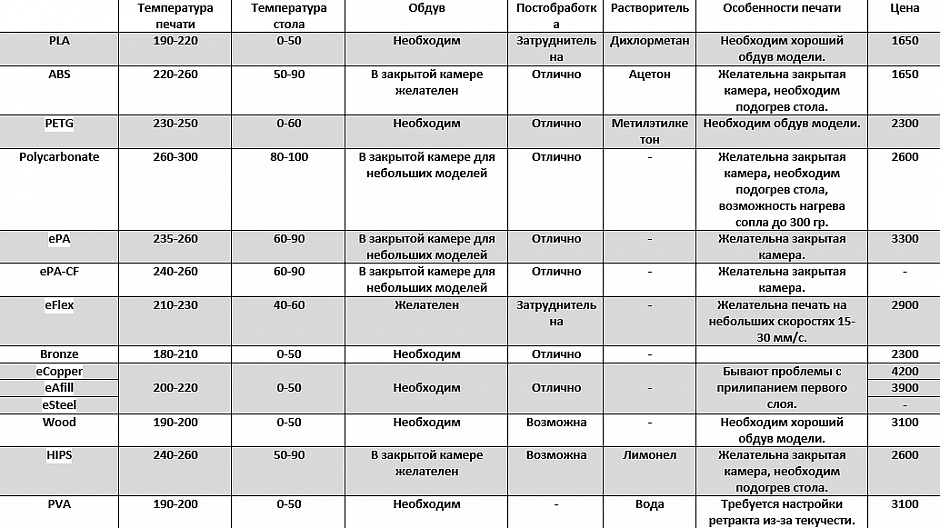
Чтобы исправить это, давайте рассмотрим несколько решений, которые быстро заставят ваш принтер работать.
- Убедитесь, что платформа для печати чистая и на ней нет мусора и остатков материалов для печати.
- Купите качественную нить и храните ее в сухом месте, где она не может впитывать влагу. Нить PETG гигроскопична, и влага может ее испортить.
- Убедитесь, что вы правильно выровняли платформу для печати, оставив соответствующее смещение по оси Z от 0,2 до 0,3 мм между кроватью и соплом. Вы можете использовать три листа бумаги или толстую карточку, чтобы правильно определить расстояние.
- Чтобы первый слой хорошо приклеился к кровати, вы можете использовать клей-карандаш, лак для волос или скотч для принтера. Некоторые пользователи даже комбинируют некоторые из них, чтобы получить лучшие результаты.
- Выключите охлаждение вентилятором, уменьшите скорость и медленно напечатайте первый слой, используя нагретую платформу.
- Проверьте температуру сопла и печатной платформы, чтобы убедиться, что они находятся в диапазоне, указанном производителем.
 Обычно она составляет от 210⁰C до 260⁰C для горячей части и от 70⁰C до 90⁰C для слоя.
Обычно она составляет от 210⁰C до 260⁰C для горячей части и от 70⁰C до 90⁰C для слоя.
Как починить PETG, прилипший к стеклянной платформе
Чтобы починить нить PETG, прилипшую к стеклянной платформе, вы можете попробовать чередовать горячую и холодную среду, чтобы ослабить материал, нагревая платформу или помещая стеклянную платформу в морозильную камеру. . Вы не должны печатать PETG напрямую на стеклянной платформе, а лучше покрыть поверхность слоем клея, лака для волос или синей малярной ленты.
Эти покрытия обеспечивают покрытие, облегчающее удаление отпечатков. Правильно выровненная кровать, на которой сопло не хлюпает, должна решить проблему. По этой причине PETG следует укладывать с большей высоты, чем PLA.
Если первый слой вашего сопла уходит глубоко в платформу для печати, вы, вероятно, увидите, что отпечаток PETG действительно прилипнет к платформе для печати.
Вы также можете попробовать разогреть платформу для печати или снять отпечаток с помощью плоского инструмента, такого как шпатель. Старайтесь не прилагать чрезмерных усилий к шпателю, чтобы не повредить стеклянный слой.
Старайтесь не прилагать чрезмерных усилий к шпателю, чтобы не повредить стеклянный слой.
Как устранить натяжение PETG
Основными методами исправления натяжения на отпечатках PETG являются увеличение скорости и расстояния отвода, увеличение скорости перемещения и снижение температуры сопла. PETG склонен к натяжению, поэтому вы можете проверить настройки ретракции с помощью башни ретракции. Используйте скорость перемещения 200-250 мм/с, в зависимости от вашего принтера.
Натяжение — серьезная проблема, с которой сталкивается большинство пользователей при печати из PETG. Хорошая новость заключается в том, что этого можно избежать, изменив несколько настроек.
Первым параметром, который необходимо изменить, будут параметры отвода. Попробуйте постепенно увеличивать расстояние отвода с шагом в 1 мм, пока натяжение не прекратится. Кроме того, уменьшите минимальное расстояние поездки.
Во-вторых, увеличивайте скорость перемещения принтера с шагом 10–20 мм/с, пока не найдете оптимальную точку. Это сокращает время, затрачиваемое принтером на перемещение из одной точки в другую, и сокращает время вытекания сопла.
Это сокращает время, затрачиваемое принтером на перемещение из одной точки в другую, и сокращает время вытекания сопла.
Наконец, если все это не работает, попробуйте уменьшить температуру сопла. Пониженная температура означает, что меньше расплавленной нити будет доступно в сопле для просачивания.
Как сгладить 3D-печать из PETG?
Существует несколько способов сгладить печать PETG. Вот некоторые из них:
- Шлифовка: С помощью наждачной бумаги можно стереть линии слоев и другие недостатки с 3D-печати. Лучше всего использовать круговые движения при шлифовании, чтобы избежать создания новых линий направленного слоя на модели. Кроме того, при шлифовании начните с грубой наждачной бумаги и закончите более мелкой наждачной бумагой для достижения наилучших результатов.
- Полировка: Вы также можете сгладить свои 3D-отпечатки, нанеся полировальный состав, такой как воск или полироль для металла. Полировка помогает заполнить микроскопические линии слоя и промежутки.
 Кроме того, если все сделано правильно, 3D-печать получается гладкой, зеркальной.
Кроме того, если все сделано правильно, 3D-печать получается гладкой, зеркальной. - Термическая обработка: Включает использование тепловой пушки для выравнивания поверхности отпечатка. Тепловая пушка расплавляет тонкий слой внешней поверхности отпечатка, чтобы заполнить линии слоев. Это делается непрерывно, пока печать не станет окончательно гладкой.
Является ли PETG гибким?
Хотя ПЭТГ не такой гибкий, как нити, такие как ТПУ, он все же демонстрирует впечатляющую прочность на растяжение, что делает его практически неразрушимым в направлении слоя. Он также более прочный, ударопрочный и гибкий, чем ABS или PLA.
Какая нить PETG самая лучшая?
На рынке представлено несколько нитей PETG, из которых покупатели могут выбирать. Из них есть некоторые нити, на которые обычно обращают внимание пользователи, потому что они предлагают отличное качество по достойной цене.
Эти нити:
Вот некоторые из популярных нитей на рынке и температуры их печати.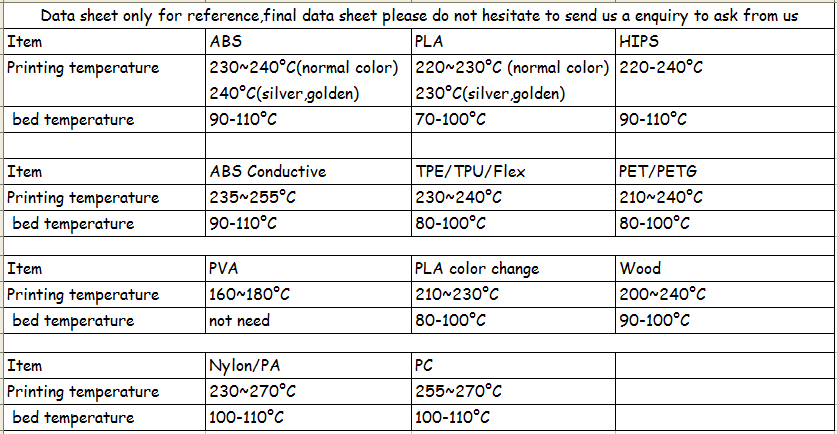
- Overture PETG
- Hatchbox PETG
- TecBears PETG
Overture PETG
Overture PETG — одна из самых популярных марок ПЭТ G вы можете получить там, с более чем 8000 отзывов и рейтингом 4,5 / 5,0 на момент написания. Во многих обзорах упоминается, что это удивительная нить, особенно по низкой и конкурентоспособной цене.
Эта нить выпускается в нескольких цветах, которые можно использовать для любых проектов 3D-печати, и даже поставляется с рабочей поверхностью 200 x 200 мм.
Обладает следующими характеристиками:
- Без засоров и пузырей
- Меньше колтунов и простота в использовании
- Экономичность
- Широкий диапазон совместимости
- Безопасен и не имеет запаха
- Небольшая усадка
- Высокая ударная вязкость
- Имеет небольшой блеск и искру
- 100% гарантия качества
Приобретите сегодня катушку Overture PETG на Amazon.
Hatchbox PETG
Hatchbox PETG — это хорошо зарекомендовавшая себя торговая марка PETG, которая работает для многих пользователей и представлена более чем в 30 различных цветах. Он имеет размерную точность +/- 0,03 мм, что значительно снижает засорение и сбои печати.
Он имеет размерную точность +/- 0,03 мм, что значительно снижает засорение и сбои печати.
PETG — отличная альтернатива PLA и ABS, поскольку он обладает удивительной прочностью и жесткостью, но при этом относительно легкий. Этот Hatchbox PETG хорошо сопротивляется поглощению влаги, обеспечивает хорошую адгезию и даже безопасен для окружающей среды.
Вы можете быть уверены в качестве и надежности этой нити. Он поставляется в вакуумной упаковке с влагопоглотителем для идеального качества, позволяющего получать успешные 3D-печати.
Вы можете найти катушку Hatchbox PETG на Amazon.
TecBears PETG
Еще одна отличная нить PETG, которой довольны многие пользователи, — нить TecBears PETG. Он имеет высокую чистоту и низкую усадку, поэтому вы можете получить максимальную точность размеров с вашими 3D-моделями. С этой нитью вы получите отличное соединение слоев.
Каждую катушку филамента сушат в течение 24 часов, прежде чем упаковать в вакуумную упаковку вместе с влагопоглотителями, чтобы сохранить ее сухой.
Всего комментариев: 0