Оснастка чпу: ТМЕ Оснастка | TME Equipments
Содержание
Оснастка фрезерного станка с ЧПУ — MULTICUT
Обновлено: 01.12.2022
Производственные технологии прошлого имели ряд недостатков и проблем. В первую очередь это касалось односторонней обработки изделий. В процессе работы заготовку необходимо было переустанавливать. Нужно было снять деталь с фрезерного станка, изменить ее положение и заново отрегулировать исходные размеры заготовок.
Особую сложность представляла точная работа со сложными компонентами. В числе таких изделий детали для космической и авиационной техники. Для их изготовления требовалась оснастка на каждый элемент и каждую операцию. В производственных цехах стояли отдельные специально отведенные склады, где хранились тысячи наименований для каждой детали технического оборудования. На подобное складирование затрачивалось много времени. Работа происходила в порядке классификации, упорядочивания, хранения, выдачи и транспортировки нужной оснастки для фрезерного станка до рабочего места. Чтобы поддерживать эффективность и скорость процесса требовалось большое количество грузчиков и кладовщиков.
В настоящее время процедура оснастки фрезерных станков облегчена. Благодаря универсальным станочным приспособлениям ситуация с креплением и подбором размеров решается намного быстрее. Новые технологии упрощают трудоемкость процессов. Затрачивается меньше времени и повышается эффективность производства. С применением технологической оснастки для фрезерных станков с ЧПУ снижается количество брака и повышается общая производительность труда.
Пройти тест
Фрезерные станки, управляемые системой числового программного управления, полностью автоматизированы. Программный модуль осуществляет контроль оборудования и его элементов. Фрезерный станок проводит различные типы работ согласно заданным командам управляющей программы.
Устройство и рабочие компоненты оснастки
Фрезерное оборудование — многокомпонентный комплекс, который включает в себя следующие элементы оснастки для станков:
- Парк станочного типа.
- Станочное приспособление (закрепление и фиксация деталей на станке).

- Станки различного назначения — фрезерные или токарные устройства (обработка металлов, древесины, пластмассы и других материалов).
- Приспособления для обработки заготовок под высоким давлением.
- Вспомогательные устройства для резки металла.
- Электрические привода двигателей асинхронного типа и векторного управления.
- Промышленная роботизированная система управления (различные манипуляторы и контроллеры).
- Дополнительные устройства периферии (3D-принтер, 3D-сканер).
- Специальное программное обеспечение и управляющие программы.
Выбранные программы и вспомогательные инструменты определяют эксплуатационный профиль оборудования. Помимо этого, подбор необходимых рабочих компонентов оснастки влияет на уровень работы, качество и скорость производственных процессов.
Принцип работы
Управление станком с ЧПУ представляет собой поэтапное и многоплановое воздействие на механизмы системы. В значительно упрощенном процессе обработки участвуют различные устройства, которые обозначаются управляющей системой либо по отдельности, либо в совокупности.
В значительно упрощенном процессе обработки участвуют различные устройства, которые обозначаются управляющей системой либо по отдельности, либо в совокупности.
Программное управление предполагает работу с большими объемами информации. Данные сначала записываются на жесткие носители. Они несут числовую информацию и являются дискретными. В процессе обработки используются исключительно цифровые технологии.
Для реализации поставленных задач используют контроллеры промышленного типа. Их координируют специальные программы, которые представлены целыми каталогами. Через микроконтроллер осуществляется управление подключенных к нему устройств. Электронные вычислительные устройства работают на основе цифровой обработки информации.
На данный момент числовое управление в сфере промышленного производства практически вытеснило другие аналогичные приспособления по управлению.
Особенности оснастки
Фрезерные станки с ЧПУ обладают рядом характерных особенностей и преимуществ.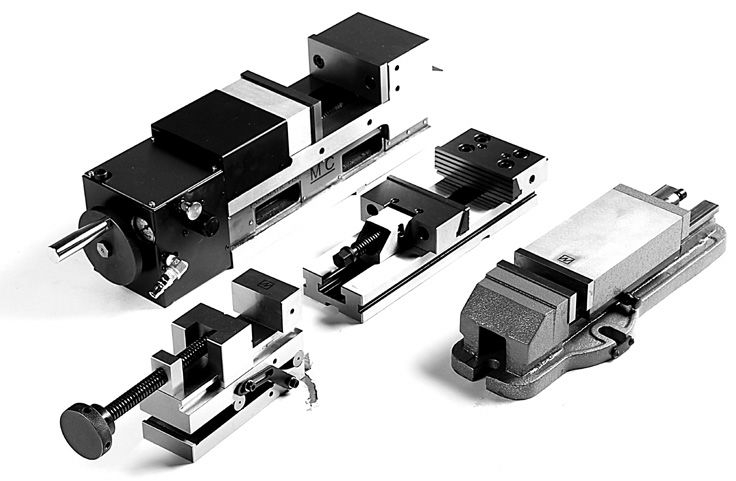 Современная конфигурация имеет следующую специфику:
Современная конфигурация имеет следующую специфику:
- Конфигурация и расположение станочных шпинделей не требуют снимать и переустанавливать изделие по трем плоскостям как прежде. Современные модификации фрезерного оборудования используют в работе от 3-х до 4-х шпинделей одновременно. Также возможен вариант с применением одного шпинделя, который оснащен поворотной головкой. Преимущества этой конфигурации заключаются в экономии занимаемого пространства и затрачиваемого на производство времени. В таких условиях увеличивается производительность, и отпадает потребность в дополнительной складской территории для хранения оснастки для станков с ЧПУ.
- Вращающиеся токарные патроны увеличивают охват обрабатываемой поверхности и открывают большой доступ режущих инструментов к закрепленным изделиям. Такая особенность позволяет проводить сложные декоративные работы и тонкие технологические операции на деталях из любого материала.
- Модули линейного перемещения, которые производятся с высокой точностью и отвечают за четкую работу, способствуют созданию деталей с точностью до микрона.

Данные характеристики улучшают оптимизацию и увеличивают скорость рабочих процессов. Также они позволяют выводить производство как на мелкосерийный, так и серийный уровни.
Вспомогательные системы
Функциональное назначение и технические характеристики определяют тип вспомогательных систем. Они бывают следующих видов:
- Многоконтурный.
- Этот вид отвечает за контроль работы элементов станка. Управление функциями механизмов может проводиться в последовательном порядке, либо одновременно.
- Вспомогательное оборудование.
- Используется для выгрузки заготовок на фрезерный станок.
- Универсальный или комбинированный.
- Данный тип вспомогательных систем предназначен для проведения установки и замены инструментальной оснастки станка с ЧПУ. Также он регулирует траекторию направления исполнительного инструментария и его дальнейшее перемещение.
- Контроллеры непрерывного действия.
- Такой вспомогательный тип отвечает за движение исполнительного комплекса и контролирует перемещение в границах заданной траектории.
 Как правило, она является криволинейной.
Как правило, она является криволинейной. - Позиционный.
- Назначаются точки завершения цикла. В данных позициях оказываются исполнительные инструменты, когда они подходят к концу заданной траектории.
Также приспособления для станков с ЧПУ классифицируют по свойствам подготовки и вводу ознакомительной информации. Так, например, существуют системы оперативного типа. В данном случае программа контроля технологически подготавливается и корректируется напрямую в системе. Процедура осуществляется в процессе изготовления первичных деталей либо подготовки ее прототипа.
Работа с системой управления
Станки оснащаются контроллерами, которые предварительно программируются. Эти устройства отвечают за управление на оборудовании различных типов. Подготовительный этап работы с ЧПУ и программным модулем предусматривает определенные методы:
- использование вычислительной техники,
- программирование вручную вне системы,
- другие способы автопрограммирования.

Большая часть систем использует вспомогательные модельные установки. Они включают в себя следующие элементы:
- блок питания,
- процессор,
- память с программируемыми характеристиками,
- модули ввода и вывода.
Программно-аппаратный комплекс предназначен для создания и настройки профессиональных программ. Оборудование считывает вводимые команды с модуля ввода и анализирует данные. Модуль вывода получает конечные результаты анализа и готовые решения, сделанные на основе логических задач и числовых вычислений. Так станок продолжает функционировать и стабильно работать.
Требования к оснастке
К оснастке фрезерных станков с ЧПУ предъявляют следующие требования:
- Детали необходимо предварительно подготовить. Они должны находится на правильно установленных поверхностях. В случае их отсутствия используют дополнительные приспособления (бобышки, приливы и др.).
- Чтобы избежать лишних переустановок изделия, важно не допускать попадание поверхностей и отверстий под прямым углом.

- Поверхность, которая служит в качестве базовой и основной, должна быть предварительно обработана и выровнена.
- Если обрабатываемый материал не фиксируется в 3-х плоскостях, то его крепят по одной плоскости и 2-м отверстиям.
- Из-за высокой скорости переключения на следующие изделия, у станка с ЧПУ должна быть соответствующая оснастка. Так снижается простой и при должном инструментальном оснащении обеспечивается сокращение времени на смену, установку, транспортировку и крепление деталей.
- Для увеличения эффективности применяются быстрые зажимы с пневматическим приводом.
Необходимо отметить, что на выбор оснастки влияет тип производства и эксплуатационная сфера. На данный момент приспособления объединяются в определенные группы в зависимости от области применения конкретного станка.
Обратите внимание: вы можете объединить сразу несколько станков с ЧПУ для того, чтобы проводить одновременный контроль их работы.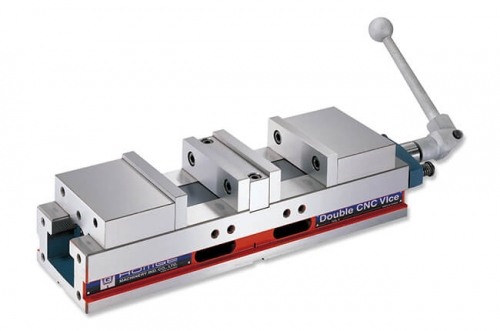 Такая система оснащается дополнительными приспособлениями и оснасткой для фрезерных станков, например, участками с автоматизацией из гибких устройств, и становится совершенно автоматизированной технической линией.
Такая система оснащается дополнительными приспособлениями и оснасткой для фрезерных станков, например, участками с автоматизацией из гибких устройств, и становится совершенно автоматизированной технической линией.
Читайте также
Обновлено: 01.01.2023
Техника безопасности при работе на фрезерном станке
Во время работы на станке с ЧПУ оператор обязан неукоснительно соблюдать технику безопасности — это поможет не только продлить срок эксплуатации оборудования, но и, возможно, сохранит здоровье и жизнь специалиста…
Подробнее
Обновлено: 31.12.2022
Сервопривод или шаговый двигатель: какова разница и что выбрать?
В качестве электропривода порталов и исполнительных узлов фрезерно-гравировальных станков и оборудования для плазменной резки с ЧПУ применяются шаговые двигатели и сервоприводы. Что лучше: шаговый двигатель или сервопривод, и в каких случаях применение того или иного электропривода экономически и технически оправданно, рассмотрим в данной статье…
Что лучше: шаговый двигатель или сервопривод, и в каких случаях применение того или иного электропривода экономически и технически оправданно, рассмотрим в данной статье…
Подробнее
Обновлено: 18.12.2022
Фрезерные станки с ЧПУ для малого бизнеса
Для построения и развития успешного бизнеса, связанного с работой на фрезерном станке с ЧПУ, важно наличие значительных преимуществ перед конкурентами: например, высочайшего качества продукции и доступных цен. В данной статье расскажем, какие именно станки с ЧПУ подходят для малого бизнеса, какова стоимость того или иного оборудования, и насколько рентабелен такой вид деятельности…
Подробнее
Обновлено: 18.12.2022
Технические характеристики и сфера применения фрезерных станков с ЧПУ
Станки с ЧПУ значительно повлияли на сферу металлообработки и на работу с другими материалами. Программируемые установки обеспечиваюют повышенную точность фрезеровки, что приводит к значительному увеличению производительности труда. Процесс обработки заготовок проходит беспрерывно и в строгом соответствии заданной программе, а результат работы отличается высокой точностью. В статье мы рассмотрим важнейшие технические характеристики фрезерных станков с ЧПУ и основные сферы их применения…
Процесс обработки заготовок проходит беспрерывно и в строгом соответствии заданной программе, а результат работы отличается высокой точностью. В статье мы рассмотрим важнейшие технические характеристики фрезерных станков с ЧПУ и основные сферы их применения…
Подробнее
Обновлено: 18.12.2022
Фрезы для деревообрабатывающих станков с ЧПУ
Рабочий режущий инструмент станков с ЧПУ — это фреза. Конструктивно она является вращающейся деталью с заточенными зубьями. Фрезы для станков с ЧПУ по дереву производят из разных сплавов и делят на категории. Их выбор зависит от характеристик обрабатываемой поверхности, типа работы и степени твердости древесины. Правильно выбрать подходящий инструмент для программных станков поможет наша статья, которая познакомит вас с типами фрез и их назначением…
Подробнее
Возврат к списку
Поделиться:
Технологическая оснастка для станков с ЧПУ.
Технологическая оснастка для станков с ЧПУ представляет собой неотъемлемую составляющую процессов обработки ряда материалов.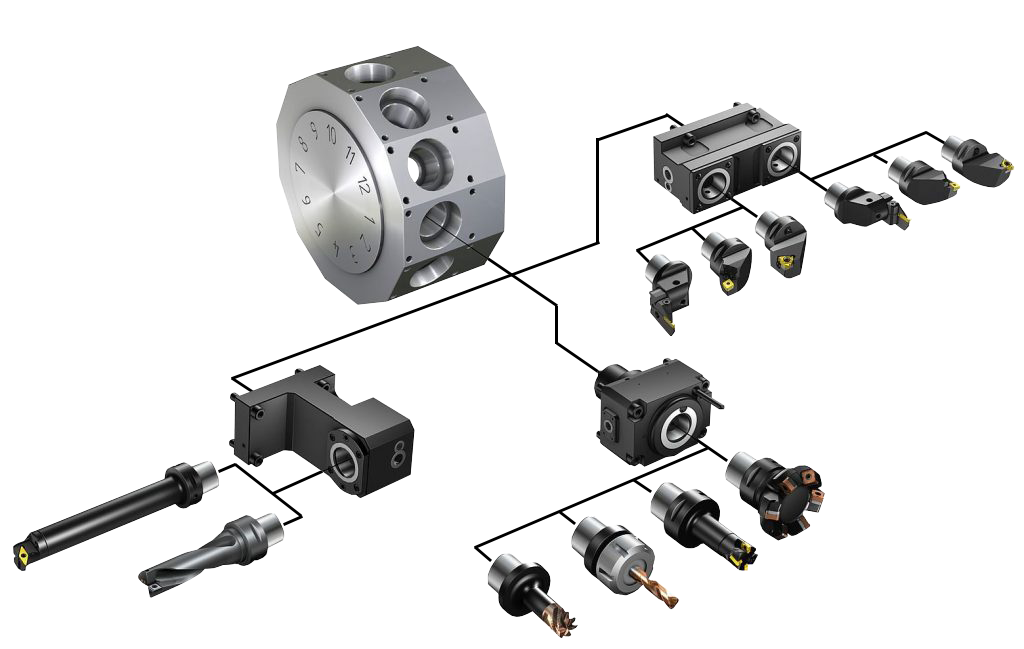 В первую очередь, наиболее существенные требования к ней предъявляются в металлообрабатывающей промышленности и ряде других производств. Полнота оснащения гравировального оборудования во многом определяет не только качество выпускаемой продукции, но и непосредственно общую производительность предприятия.
В первую очередь, наиболее существенные требования к ней предъявляются в металлообрабатывающей промышленности и ряде других производств. Полнота оснащения гравировального оборудования во многом определяет не только качество выпускаемой продукции, но и непосредственно общую производительность предприятия.
Ранее фрезеровка металлических заготовок и другие технологии обработки имели некоторые сложности. Прежде всего, этим характеризовалась односторонняя обработка изделий. В ходе процесса заготовка нуждалась в переустановке, когда на определенном этапе ее снимали и осуществляли настройку положения заново.
Особенно это было актуально при исполнении сложных изделий (к примеру, элементов конструкций летательных аппаратов), выпускаемых серийно. Для их фрезерования или других выполняемых на станках техпроцессов требовалась внушительная номенклатура оснастки. На каждый элемент и под различные операции предполагалась своя вспомогательная единица оснащения. Все это не только требовало огромных складов, временных и человеческих ресурсов, но также ощутимо снижало эффективность производства.
На сегодняшний день благодаря универсальным станочным приспособлениям технологическая оснастка для фрезерных станков с ЧПУ существенно облегчена. Они позволяют более оперативно и эффективно решать вопрос с креплением и подбором размеров, снижают трудоемкость производства продукции и процент возможного брака.
Технологическая оснастка для станков с ЧПУ могут быть разделены на две группы:
- Оснастка для базирования и крепления заготовки. Эти элементы позволяет выполнять надежную и точную фиксацию и позиционирование заготовок на рабочем станке стола.
- Вспомогательный инструмент для ЧПУ гравера. С его помощью осуществляют качественное крепление режущего инструмента того или иного оборудования.
Выбирая инструмент и оснастку ЧПУ-оборудования, стоит уделять должное внимание к требованиям его эксплуатации и техническим характеристикам. В особенности важную роль играют размер и емкость инструментального магазина, расположение шпинделя, режим использования станка. Если речь идет о значительной серии изделий, выполняемых на фрезерном или ином станке, на первый план выходит показатель производительности. Если необходимо изготовить единичные детали различной конфигурации, необходима вариативность. Только с учетом этого возможен грамотный подбор оснастки для того или иного техпроцесса, реализуемого на ЧПУ-станке.
Если речь идет о значительной серии изделий, выполняемых на фрезерном или ином станке, на первый план выходит показатель производительности. Если необходимо изготовить единичные детали различной конфигурации, необходима вариативность. Только с учетом этого возможен грамотный подбор оснастки для того или иного техпроцесса, реализуемого на ЧПУ-станке.
Безусловно, что выбор вспомогательных инструментов и приспособлений должен также учитывать и тип обрабатывающего оборудования. Оснастка для станков с ЧПУ (фрезерного и токарного ) будет различаться не только в плане внешнего вида, но и в плане требований.
Требования к оснастке для станков с ЧПУ
К подобному оснащению, что используется в производстве различной продукции, предъявляют ряд общих требований:
- Высокая жесткость конструкции элементов;
- Надежное крепление заготовок, осуществляемое с их помощью;
- Минимальная деформация заготовок при закреплении с помощью элементов оснащения;
- Возможность обработки заготовки с различных сторон;
- Отсутствие сложностей доступа к обрабатываемым поверхностям заготовок со стороны крепежных элементов;
- Унификация элементов приспособлений;
- Исключительная точность базирования обрабатываемых элементов в приспособлениях;
- Оперативность установки и позиционирования.
 По нормам это время в процентном соотношении не должно превышать 2-10% от времени обработки заготовки.
По нормам это время в процентном соотношении не должно превышать 2-10% от времени обработки заготовки.
Каждому приспособлению положен паспорт с обязательной информацией о нем. В документе приводятся обозначение элемента оснащения, его составные части, оборудование, дата изготовления, показатели точности, дата перепроверки (ремонта) и параметры после ее проведения.
Специфика оснастки для фрезерных станков с ЧПУ
Современные фрезеры (в том числе, фрезерное оборудование компании «Миртелс») имеет специфику, которая во многом обуславливает номенклатуру применяемой упрощенной оснастки. В частности:
- Конструкция и локализаций шпинделей фрезерного оборудования позволяет забыть про необходимость съема и переустановки изделия по трем плоскостям. Используя несколько шпинделей или один с поворотной головкой, современный станок экономит пространство производственных помещений и время на изготовление изделия. Все это положительно сказывается на эффективности производства в целом;
- Вращающиеся токарные патроны оптимизируют доступ фрезы к заготовке и повышают охват обрабатываемой поверхности.
 Это дает ряд преимуществ на ниве выполнения трехмерной обработке и декоративного фрезерования вне зависимости от материала обрабатываемой заготовки;
Это дает ряд преимуществ на ниве выполнения трехмерной обработке и декоративного фрезерования вне зависимости от материала обрабатываемой заготовки; - Высокую точность изготовлению конечного изделия и его соответствие размерам образца до микрометра обеспечивают модули линейного перемещения.
Все перечисленные особенности конструкции позволяют существенно оптимизировать процесс фрезеровки на ЧПУ станке. Это особенно эффективно проявляется при серийном производстве продукции в различных масштабах.
Вспомогательный инструмент и оснастка для фрезерных станков
Ввиду сложных конфигураций заготовок, что обрабатываются путем фрезерования на ЧПУ оборудовании, номенклатура применяемой оснастки для таких станков ощутимо больше, чем для токарных.
Из универсального оснащения можно выделить кулачковые патроны, тисы и другие приспособления. Магнитные плиты и вакуумные столы обеспечивают эффективное крепление заготовки. Поворотные столы, которыми могут оснащаться отдельные модели такой техники, позволяют обрабатывать деталь с нескольких сторон.
Заказывая тот или иной фрезерно-гравировальный станок из серии «Дедал» от компании Миртелс, Вы можете также уточнить у наших менеджеров необходимый перечень инструментов и оснастки для изготовления интересующей Вас продукции.
Отзывы
Оборудование для гравировки
Станки по камню
Купить станок для гравировки камня
Купить гравировальный станок
Настройка, ремонт, обслуживание гравера
Станок ЧПУ по камню
Гравировальные аппараты
Гравер купить
Граверы купить
Гравировальный станок Леонардо
Гравировальный станок Роботикс
ЧПУ станок купить
Граверный станок купить
tool.
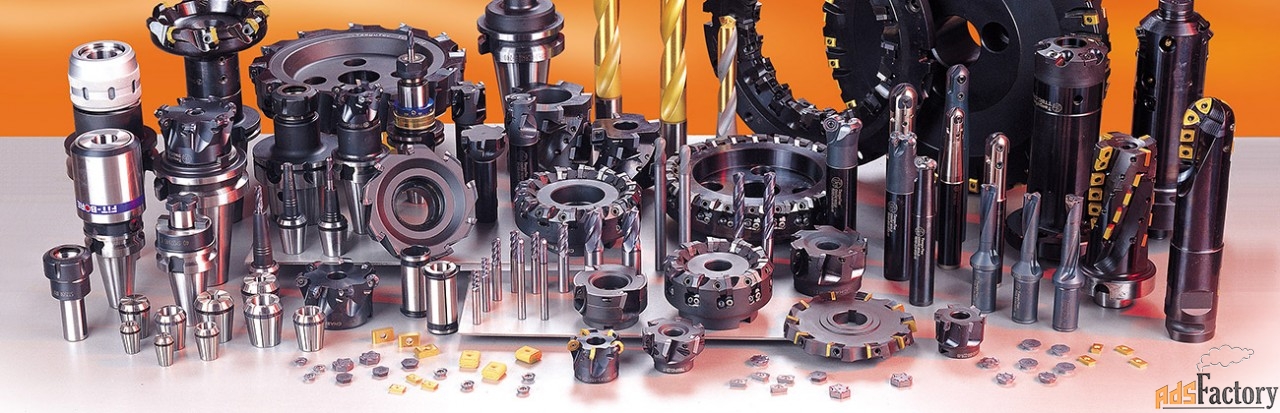
 com — ФРЕЗЕРНЫЕ ФРЕЗЫ С ЧПУ, ИНСТРУМЕНТЫ, ДЕРЖАТЕЛИ ИНСТРУМЕНТОВ, ПРИНАДЛЕЖНОСТИ И ВАКУУМНЫЕ НАСАДКИ ДЛЯ ДЕРЕВО, АЛЮМИНИЯ, ПЛАСТИКА INDUSTRIES.cs Industries.
com — ФРЕЗЕРНЫЕ ФРЕЗЫ С ЧПУ, ИНСТРУМЕНТЫ, ДЕРЖАТЕЛИ ИНСТРУМЕНТОВ, ПРИНАДЛЕЖНОСТИ И ВАКУУМНЫЕ НАСАДКИ ДЛЯ ДЕРЕВО, АЛЮМИНИЯ, ПЛАСТИКА INDUSTRIES.cs Industries.
Добро пожаловать на сайт CNC-TOOL.com
Ваш первоклассный источник качественных ЧПУ-ИНСТРУМЕНТОВ, твердосплавных фрез с ЧПУ и принадлежностей. Ваше оборудование с ЧПУ заслуживает качественного, высокопроизводительного инструмента с ЧПУ, а CNC-TOOL.com — ваш универсальный онлайн-источник качества по ЛУЧШЕЙ цене в отрасли. Кроме того, мы вооружены техническим опытом, чтобы помочь вам выбрать правильный инструмент для приложения. Мы предлагаем только высококачественную продукцию для деревообрабатывающей, пластмассовой и цветной металлургии от производителей, которым вы доверяете.
ТВЕРДОСПЛАВНЫЕ ФРЕЗЫ С ЧПУ
Фрезы с ЧПУ с покрытием
Фрезерные фрезы с ЧПУ-пластик, кориан, алюминий | Фрезерные фрезы с ЧПУ — стандартная серия | Фрезы с ЧПУ премиум-серии | Серия Ultimate Wear |
Держатели инструментов с ЧПУ | Цанги с ЧПУ | Стойки для затяжки | Вакуумные присоски с ЧПУ | Материал прокладки с ЧПУ | Смазки и смазочные материалы |
СВЕРЛА С ЧПУ | Пылезащитная гайка AIRPRO с ЧПУ | Пылезащитная гайка TORNADO с ЧПУ | Оправка HSK с ЧПУ | Реверсивные твердосплавные пластины с ЧПУ | Инструмент для вставок с ЧПУ |
Нож для обрезков досок | Фрезерные фрезы с ЧПУ | Адаптеры патрона для сверл | Цифровой пресеттер высоты | Вилки держателя инструмента с ЧПУ | Пильный агрегат |
Начальный набор инструментов для станков с ЧПУ | Шлифовальные головки Flex Trim | Ручные ключи с ЧПУ | Динамометрический ключ Цанговые ключи | Динамометрические ключи с ЧПУ | ИНСТРУМЕНТ ДЛЯ ДВЕРЕЙ МДФ |
Наборы для очистки держателя ЧПУ | Кабинео, Кламекс | Детали вакуумного насоса | Кромкооблицовочный инструмент Biesse | ПИЛЫ BIESSE SELCO | Сбор пыли | Камень, гранит, стеклянные вакуумные присоски |
Суппорты | Тяговые шпильки с ЧПУ | Гайки подшипников с ЧПУ | CNC-HSK63F Фреза/спираль | Детали Biesse |
Агрегатные головки с ЧПУ | Тестер дышла | Оборудование для настройки/тестирования | Длинные фрезы | Детали машин | Пневматические фитинги/шланги |
Understanding Tooling Basics for CNC Machining
Ниже представлена статья GDP|GUHDO, представленная FDMCdigital. com в выпуске за январь 2015 г. (ранее FDM/Cabinetmaker) Понимание основ станков с ЧПУ может иметь огромное значение для ваших затрат, производительности и эффективности. . Большинство обрабатывающих центров с ЧПУ для обработки дерева, пластмассы и композитных материалов сегодня оснащены крутыми коническими держателями типа ISO/SK/BT или, чаще, типа HSK. Моя любимая аналогия при обсуждении основ инструментов — это автомобиль (то есть станок с ЧПУ), диски (держатели инструмента) и шины (режущий инструмент). Даже самая хорошо спроектированная машина не уедет далеко, если у нее плохие диски и дешевые или неисправные шины. Давайте рассмотрим важность правильного выбора режущего инструмента и внешние факторы, влияющие на выбор инструмента, а также другие соображения, которые будут непосредственно влиять на цикл обработки.
com в выпуске за январь 2015 г. (ранее FDM/Cabinetmaker) Понимание основ станков с ЧПУ может иметь огромное значение для ваших затрат, производительности и эффективности. . Большинство обрабатывающих центров с ЧПУ для обработки дерева, пластмассы и композитных материалов сегодня оснащены крутыми коническими держателями типа ISO/SK/BT или, чаще, типа HSK. Моя любимая аналогия при обсуждении основ инструментов — это автомобиль (то есть станок с ЧПУ), диски (держатели инструмента) и шины (режущий инструмент). Даже самая хорошо спроектированная машина не уедет далеко, если у нее плохие диски и дешевые или неисправные шины. Давайте рассмотрим важность правильного выбора режущего инструмента и внешние факторы, влияющие на выбор инструмента, а также другие соображения, которые будут непосредственно влиять на цикл обработки.
Инструмент PCD
Начните с параметров В зависимости от процесса резки, который необходимо выполнить, важно понимать параметры станка, производительность, шпиндель, зажим и варианты инструментов.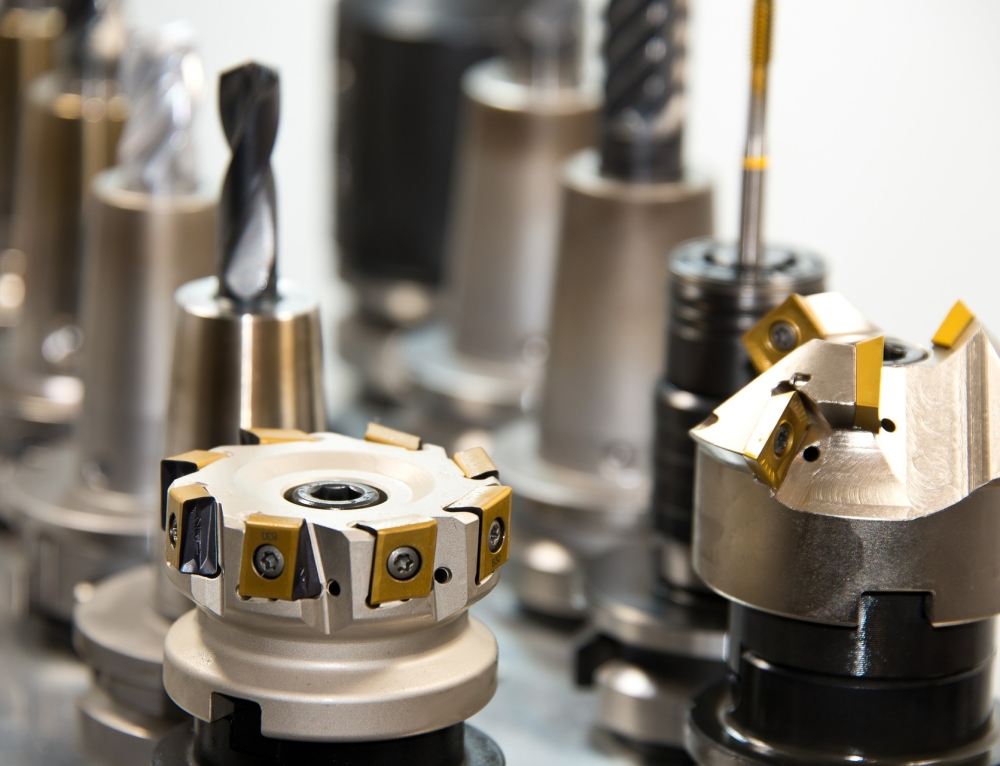 Прижим материала и настройка сбора пыли будут играть роль в процессе, равно как и качество, плотность, абразивность и чистота поверхности обрабатываемого материала. Выбор режущего инструмента будет основываться на понимании вышеупомянутых свойств, которые уже определены заранее, ожидаемых ожидаемых скоростях подачи, которые должны быть достигнуты (производительность) и экономической эффективности. Все это способствует принятию решения о том, какой инструмент является наиболее подходящим и экономически эффективным для работы. Большинство обрабатывающих центров с ЧПУ для обработки дерева, пластмассы и композитных материалов сегодня оснащены крутыми коническими держателями типа ISO/SK/BT или, чаще, типа HSK (рис. 1). Стандартные держатели инструментов HSK имеют очень высокий уровень точности с допуском биения 0,003 мм (0,0001 дюйма). Предпочтение отдается держателю инструмента, который поставляется с цанговой гайкой на шарикоподшипнике, а не цельной неподвижной гайкой. Шариковый подшипник отсоединяет внутреннее кольцо от вращающейся/резьбовой части гайки (Рисунок 2), поэтому круговое движение гайки полностью преобразуется в усилие зажима без каких-либо потерь на трение.
Прижим материала и настройка сбора пыли будут играть роль в процессе, равно как и качество, плотность, абразивность и чистота поверхности обрабатываемого материала. Выбор режущего инструмента будет основываться на понимании вышеупомянутых свойств, которые уже определены заранее, ожидаемых ожидаемых скоростях подачи, которые должны быть достигнуты (производительность) и экономической эффективности. Все это способствует принятию решения о том, какой инструмент является наиболее подходящим и экономически эффективным для работы. Большинство обрабатывающих центров с ЧПУ для обработки дерева, пластмассы и композитных материалов сегодня оснащены крутыми коническими держателями типа ISO/SK/BT или, чаще, типа HSK (рис. 1). Стандартные держатели инструментов HSK имеют очень высокий уровень точности с допуском биения 0,003 мм (0,0001 дюйма). Предпочтение отдается держателю инструмента, который поставляется с цанговой гайкой на шарикоподшипнике, а не цельной неподвижной гайкой. Шариковый подшипник отсоединяет внутреннее кольцо от вращающейся/резьбовой части гайки (Рисунок 2), поэтому круговое движение гайки полностью преобразуется в усилие зажима без каких-либо потерь на трение.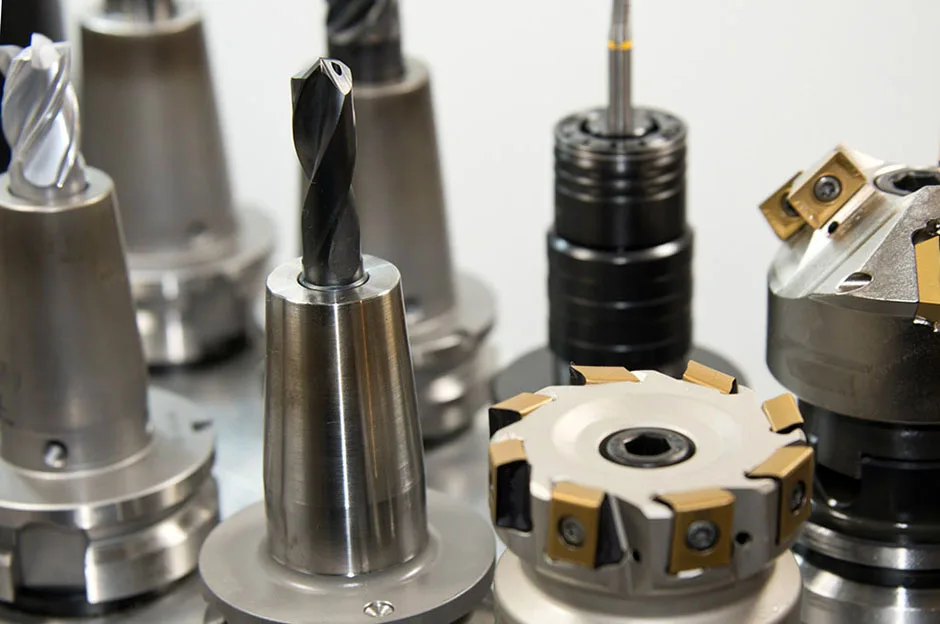 Преимущество: большее усилие зажима, меньший износ и возможность вращения держателя инструмента как по часовой, так и против часовой стрелки. В наиболее распространенных версиях держателей инструментов, используемых для обработки дерева/пластика/композитов, используются цанговые патроны ER32, ER40 или RDO35 (SYOZ25), и их различия показаны в этой таблице:
Преимущество: большее усилие зажима, меньший износ и возможность вращения держателя инструмента как по часовой, так и против часовой стрелки. В наиболее распространенных версиях держателей инструментов, используемых для обработки дерева/пластика/композитов, используются цанговые патроны ER32, ER40 или RDO35 (SYOZ25), и их различия показаны в этой таблице:
| Collet Style | Overall Length | Clamping Tolerance | Max Size | Diameter Available | ||||||||||||||||||||||||||||||||||||||||||||
| ER32 | 40mm | 1mm | 20mm | 3 /4 ″ | ||||||||||||||||||||||||||||||||||||||||||||
| ER40 | 46 мм | 1MM | 25 мм | 1 ″ | ||||||||||||||||||||||||||||||||||||||||||||
| RDO35/SYOZ25 | 522M17 | 0. 0017 0017 | 25 мм | 1″ |
Державки HSK63 F с любым из вышеперечисленных типов цанг взаимозаменяемы между станками при условии одинакового размера «A» (расстояние от верхней части буртика HSK до нижней цанговой гайки) то же самое.
Специальные держатели инструментов В то время как стандартные цанговые патроны являются отличным выбором зажима для большинства применений, существуют термоусадочные и гидравлические держатели инструментов для более специализированных применений. Держатели термоусадочных инструментов выгодны при высокоскоростных операциях обработки и не используют цанговую систему, поскольку хвостовик инструмента устанавливается прямо в термоусадочный патрон. Термоусадочный патрон может вмещать хвостовик инструмента только одного размера и, как правило, требует дополнительных (а иногда и значительных) затрат на нагревательное оборудование для установки и снятия инструмента с патрона. Например, это отличный выбор для инструментов с твердосплавными пластинами, когда инструмент и патрон собираются на заводе-изготовителе и их не нужно снимать для обслуживания. См. рис. 3. Другой вариант — гидропатрон, который также имеет то преимущество, что позволяет обойти цанговую систему, уменьшая комбинированные допуски между станком и инструментом. Гидропатроны сбалансированы до 25 000 об/мин и доступны во всех распространенных метрических размерах. (от 10 мм до 25 мм). См. рисунок 4.
См. рис. 3. Другой вариант — гидропатрон, который также имеет то преимущество, что позволяет обойти цанговую систему, уменьшая комбинированные допуски между станком и инструментом. Гидропатроны сбалансированы до 25 000 об/мин и доступны во всех распространенных метрических размерах. (от 10 мм до 25 мм). См. рисунок 4.
Варианты режущего инструмента Переходя к вариантам режущего инструмента, важно понимать, что здесь не следует беспокоиться о первоначальной стоимости инструмента. Точная стоимость режущего инструмента измеряется стоимостью обработки одного погонного фута. Выбор неправильного инструмента может серьезно ограничить и ограничить возможности машины и даже вернуть некоторые ее коммерческие функции. Точность, рентабельность производства, превосходное качество отделки, сокращение отходов и поддержание целостности станка и шпинделя — все это сводится к выбору держателя инструмента и режущего инструмента. Некачественные держатели инструментов или несбалансированные режущие инструменты в конечном итоге будут стоить намного дороже, чем может показаться на первый взгляд. Независимо от того, идет ли речь о цельных твердосплавных спиральных инструментах, инструментах с пластинами, инструментах с нестандартным профилем или инструментах с PCD (поликристаллическим алмазом), внимательное изучение плюсов и минусов каждого типа стоит того, чтобы его изучить и понять. Одна компания может легко потерять тысячи долларов, если использует цельные твердосплавные компрессионные коронки ¾” с 2 канавками для обработки столешниц, например, когда сопоставимая компрессионная коронка с 2-лезвийными карбидными вставками легко превзойдет их по производительности за небольшую часть стоимости. Производитель фенольных сплавов может каждый день использовать множество цельных твердосплавных долот, в то время как долота из поликристаллического алмаза (PCD) (специальная конструкция для фенольных сплавов) будут работать значительно дольше и снизят общие затраты на обработку. Тот, кто купит закругленное сверло с твердосплавным наконечником для обработки на станке с ЧПУ, купит намного больше долот и никогда не будет поддерживать однородность, когда инструмент для вставок будет поддерживать постоянный диаметр и точность размеров при меньших затратах.
Независимо от того, идет ли речь о цельных твердосплавных спиральных инструментах, инструментах с пластинами, инструментах с нестандартным профилем или инструментах с PCD (поликристаллическим алмазом), внимательное изучение плюсов и минусов каждого типа стоит того, чтобы его изучить и понять. Одна компания может легко потерять тысячи долларов, если использует цельные твердосплавные компрессионные коронки ¾” с 2 канавками для обработки столешниц, например, когда сопоставимая компрессионная коронка с 2-лезвийными карбидными вставками легко превзойдет их по производительности за небольшую часть стоимости. Производитель фенольных сплавов может каждый день использовать множество цельных твердосплавных долот, в то время как долота из поликристаллического алмаза (PCD) (специальная конструкция для фенольных сплавов) будут работать значительно дольше и снизят общие затраты на обработку. Тот, кто купит закругленное сверло с твердосплавным наконечником для обработки на станке с ЧПУ, купит намного больше долот и никогда не будет поддерживать однородность, когда инструмент для вставок будет поддерживать постоянный диаметр и точность размеров при меньших затратах.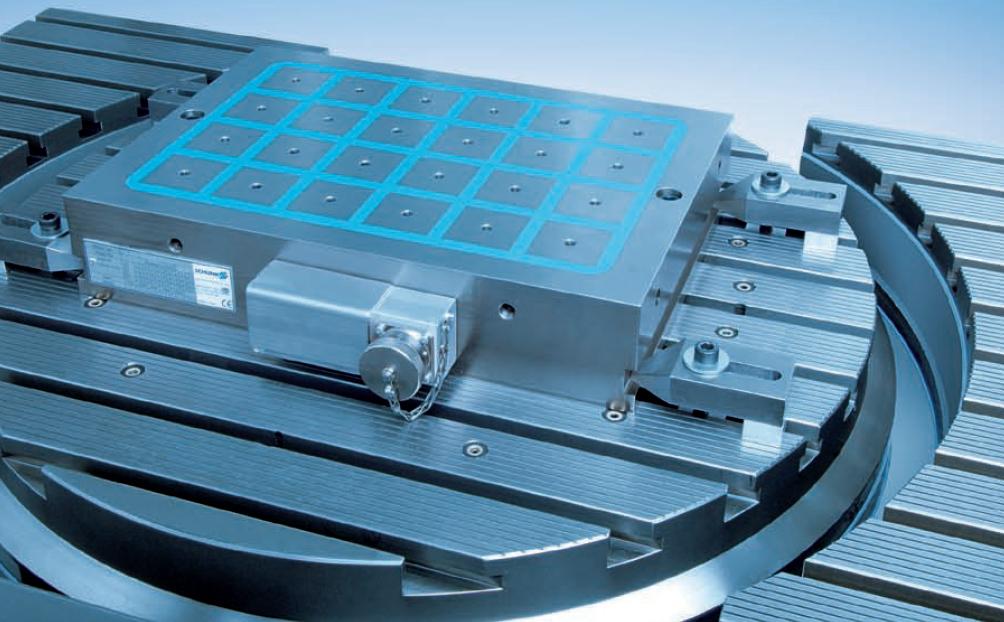
Правильно используйте инструменты Какой бы инструмент ни был выбран, самым важным аспектом будет его правильное использование. Лучший режущий инструмент может хорошо работать только в том случае, если он используется в соответствии с параметрами, для которых он был разработан. Основой успешной работы режущего инструмента является синергия качества/целостности станка, прижима материала, пылеудаления, системы зажима (держатель инструмента/цанги) и состава инструмента и материала, работающих при правильных параметрах обработки. Наиболее важным моментом, который следует учитывать при выборе любого режущего инструмента, является фактическая нагрузка на стружку, которую он будет генерировать во время цикла резания. Если количество стружки не находится в идеальном диапазоне для обрабатываемого материала, это приведет либо к перегреву инструмента и очень короткому сроку службы инструмента, либо к выходу инструмента за его пределы, что приведет к отказу инструмента (поломке). Например, очень известное мнение состоит в том, что чем больше канавок на фрезе, тем лучше будет финишная обработка. Это абсолютно не так. Наилучшие результаты резания приводит к тому, что режущая кромка движется по материалу с правильной скоростью, т. е. со стружкообразованием. Этот единственный фактор, вероятно, наиболее ответственен за срок службы инструмента.
Например, очень известное мнение состоит в том, что чем больше канавок на фрезе, тем лучше будет финишная обработка. Это абсолютно не так. Наилучшие результаты резания приводит к тому, что режущая кромка движется по материалу с правильной скоростью, т. е. со стружкообразованием. Этот единственный фактор, вероятно, наиболее ответственен за срок службы инструмента.
Понимание нагрузки чипа Итак, что такое нагрузка чипа? Проще говоря, это размер/толщина стружки, снимаемой с каждой канавки/режущей кромки при каждом обороте инструмента. Таким образом, при переходе от 2-зубого к 3-канальному размер стружки уменьшается на 33%, если скорость подачи не регулируется соответствующим образом. Меньшая стружка увеличивает тепловыделение во время резки, так как стружка не может быть извлечена из реза достаточно быстро и повторно разрезается на еще более мелкие частицы. Диаграммы нагрузки стружки, найденные в Интернете или предоставленные производителями инструмента, должны рассматриваться только как отправная точка/контрольный диапазон, и пользователь должен найти конечную «золотую середину», которая обеспечивает сочетание самого длительного срока службы инструмента, отделки и стоимости. эффективность.
эффективность.
Формула нагрузки на стружку выглядит следующим образом:
Нагрузка на стружку = скорость подачи (дюймы в минуту) / (об/мин x количество зубьев)
Пример:
Нагрузка на стружку = скорость подачи 600 дюймов/минуту / (18 000×2 зубьев) Нагрузка на стружку = 0,017 дюйма. Увеличение размера стружки на зуб снизит качество резания, а уменьшение размера стружки на зуб сократит срок службы инструмента, поэтому важно найти идеальную середину, при которой и чистовая обработка, и стойкость инструмента будут оптимальными.
Цельная твердосплавная насадка с 3 зубьями
Направление резания Еще одно соображение заключается в том, будет ли резка восходящей или обычной. При резке внахлест направление подачи совпадает с направлением режущей кромки. (В качестве важного примечания: этот метод резки никогда не следует применять при ручной подаче материала, поскольку это может привести к очень опасному отскоку материала). Резка внахлест обеспечивает лучшее качество отделки.
Всего комментариев: 0