Pa12 пластик: NYLON PA12 | 3Д пластик стойкая к температуре и химическим веществам
Содержание
NYLON PA12 | 3Д пластик стойкая к температуре и химическим веществам
NYLON PA12 | 3Д пластик стойкая к температуре и химическим веществам
NYLON PA12
ИДЕАЛЬНЫЙ В КАЖДОЙ ДЕТАЛИ
Нейлон, благодаря своей устойчивости к температуре, спирту и химическим веществам, особенно подходит для механического и технического применения. Он очень прочный, крепкий и нехрупкий. Его можно обрабатывать инструментами для металла и покрывать краской, благодаря чему он еще более функциональный.
Очень эластичный. До того, как будет разорван, удлиняется на 50%, однако не устойчив к воздействию концентрированных щелочей и кислот.
ПРИМЕНЕНИЕ В 3D-ПЕЧАТИ:
- МЕХАНИЧЕСКИЕ ЧАСТИ: направляющие, зубчатое колесо
- ТЕХНИЧЕСКИЕ ЭЛЕМЕНТЫ: подшипники, гайки
NYLON PA12
| Диаметр | Вес нетто | Цвета |
|---|---|---|
| 1,75 мм | 0,75 кг |
MSDS
TDS
Спросить о продукте
Разверните описание
Смотрите список магазинов
Свойства:
- Большая устойчивость к температурам, химическим соединениям
- Большая эластичность
- Трудноистираемый
Как печатать?
Следующие параметры являются только предлагаемыми настройками печати для этого материала.
 Для обеспечения наилучшего качества печати необходимо выбрать соответствующие настройки для конкретного принтера и условий печати.
Для обеспечения наилучшего качества печати необходимо выбрать соответствующие настройки для конкретного принтера и условий печати.
| Температура печати | 255-270°C |
| Температура стола | 90-110°C |
| Закрытая камера | обязательный |
| Вентиляция | 0-10% |
| Flowrate | 95-105% |
| Скорость печати | 35-60 мм/с |
| Поверхность | стекло, клей PVA, лак для волос |
| Ретракция (direct) | 2-3 мм |
| Ретракция (bowden) | 4-6 мм |
| Скорость ретракции | 20-45 мм/с |
| Условия сушки | 70°C / 4 часов |
Designed by Daniel Noree @barspin: https://www.thingiverse.com/thing:39751
Based on licence: https://creativecommons.org/licenses/by/3.
 0/
0/
Attribution tag: https://www.thingiverse.com/thing:39751/attribution_card
| Диаметр | Соответствие диаметра | Соответствие соплу | Температура печати | Температура стола |
|---|---|---|---|---|
| 1,75 мм | +/- 0,02 мм | + 0,01 мм | 255-270 °C | 100 °C |
Цвета
Black
Natural
Inox
Light Green
Blue
Red
Orange
Yellow
White
Смотрите список магазинов
Fourth dimension
of printing
Полиамид PA 12-G
PA 12-G (Murdopol®) – главное преимущество этого материала заключается в том, что он идеально подходит для получения невероятно прочных соединений пластика с металлом. Этого удалось добиться благодаря технологии литья, при которой пластмасса подаётся вокруг стального сердечника. Обработка пластмассы и металла в одном зажиме гарантирует полное отсутствие радиального биения при вращения шестерёнок и роликов. PA 12-G очень хорошо гасит удары и толчки.
Обработка пластмассы и металла в одном зажиме гарантирует полное отсутствие радиального биения при вращения шестерёнок и роликов. PA 12-G очень хорошо гасит удары и толчки.
Особые свойства:
- Хорошая прочность при толчках и ударах
- Невысокие внутренние напряжения
- Возможно изготовление облитого пластмассой металлического сердечника
- Хорошие характеристики гашения вибрации
- Минимальное впитывание влаги среди всех полиамидов
- Хорошая устойчивость к воздействию химических веществ
- Стабильность размеров
Возможности использования PA 12—G:
- Шестерни со стальным сердечником
- Канатные блоки
- Эксплуатация во влажной среде
- Детали, подвергающиеся ударным нагрузкам
Технические характеристики материала:
| Характеристики | Стандарт | Ед. изм. изм. | PA 12-G |
|---|---|---|---|
| Цвет материала | бежевый | ||
| Шифр | isO 1043-1 | pa 12-g | |
| Плотность | isO 1183-1 | г/см3 | 1,03 |
| впитывание воды | — | ||
| — после 24/96 часов выдержки в воде при 23°c | isO 62 | % | — |
| — при насыщении в обычном климате при 23°c/50% отн. вл. | — | % | 0,9 |
| — при насыщении в воде | — | % | 1,4 |
| Механические свойства | |||
| Напряжение текучести / разрушающее напряжение | ISO 527-1/-2 | мПа |
60/-
50
|
| Предельное (разрывное) удлинение | ISO 527-1/-2 | % |
55
120
|
| модуль Юнга (испытание на разрыв) | ISO 527-1/-2 | мПа |
2200
1800
|
| испытание на сжатие – сжимающее напряжение при 1/2/5 % номинальной осадки | ISO 604 | мПа | — |
| Долговременное испытание на растяжение, напряжение, которое после 1000 ч ведёт к удлинению на 1 % — при 23°c | ISO 899-1 | МПа |
—
|
| Ударная вязкость (Шарпи) | ISO 179-1 | кДж/м2 | Б.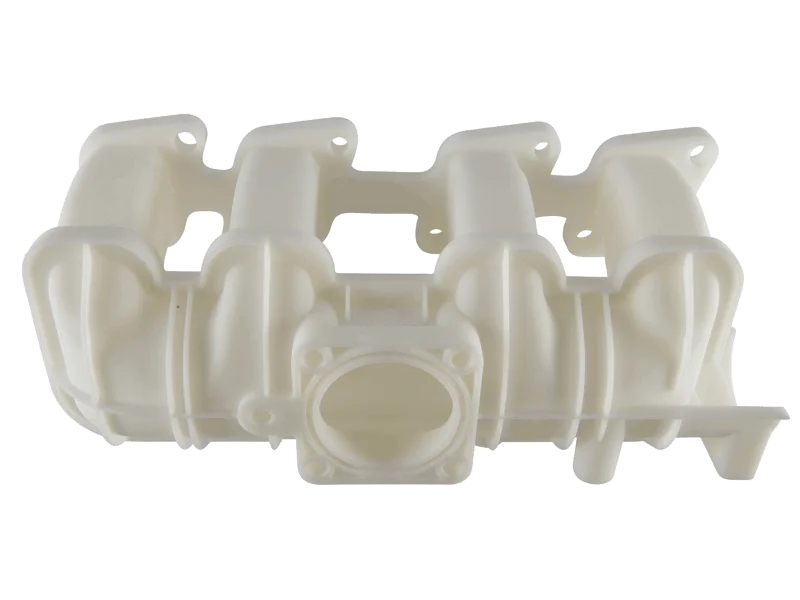 и. и. |
| Ударная вязкость образца с надрезом (Шарпи) | ISO 179-1 | кДж/м2 | 4-20 |
| Твёрдость при вдавливании шарика | ISO-2039-1 | мПа | 106 |
| Твёрдость по Шору, D | ISO 868 | ° | 78 |
| Коэффициент трения скольжения в сухом виде | — | 0,35 | |
| Износ при скольжении | — | мкм/км | 0,8 |
| Термические характеристики | |||
| Температура плавления | ISO 11357-1 | °C | 181 |
| Температура перехода в стеклообразное состояние | ISO 11357-1 | °C | — |
| Теплопроводность при 23°C | — | Вт/(K x м) | 0,23 |
| Линейный термический коэффициент удлинения α: | ISO 11359-2 | м/(м x K) | |
| — среднее значение от 23 до 60°C | 10-15 x 10 -5 | ||
| -среднее значение от 23 до 100°c | 10-18 x 10 -5 | ||
| Верхняя температура эксплуатации на воздухе: | — | °C | |
| — кратковременная температура эксплуатации | 150 | ||
| — длительная: в течение 5000 ч | 120 | ||
— длительная: в течение 20. 000 ч2 000 ч2 | — | ||
| Нижняя температура эксплуатации | — | °C | -60 |
| Характеристики горения по UL94 — толщина образца 3/6 мм | — | — | HB/- |
| Электрические свойства | |||
| Прочность на пробой | IEC 60243-1 | кВ/мм |
50
20
|
| Удельное объёмное сопротивление | IEC 60093 | Ом x см |
> 10 15
> 10 12
|
| Поверхностное сопротивление | IEC 60093 | Ом |
> 10 13
> 10 12
|
| Диэлектрическая проницаемость: – при 100 Гц | IEC 60250 | — |
3,5 (при 50гц)
—
|
| – при 1 мГц | — | ||
| коэффициент диэлектрических потерь tan δ: – при 100 Гц | IEC 60250 | — |
0,038 (при 50гц)
—
|
| – при 1 мГц |
—
—
| ||
| Физиологические свойства | |||
| Совместимость с пищевыми продуктами | — |
Наша компания имеет возможность поставки листов РЕ 1000 на основе СВМПЭ, а также сопутствующих товаров (пруток, стержни, и др детали.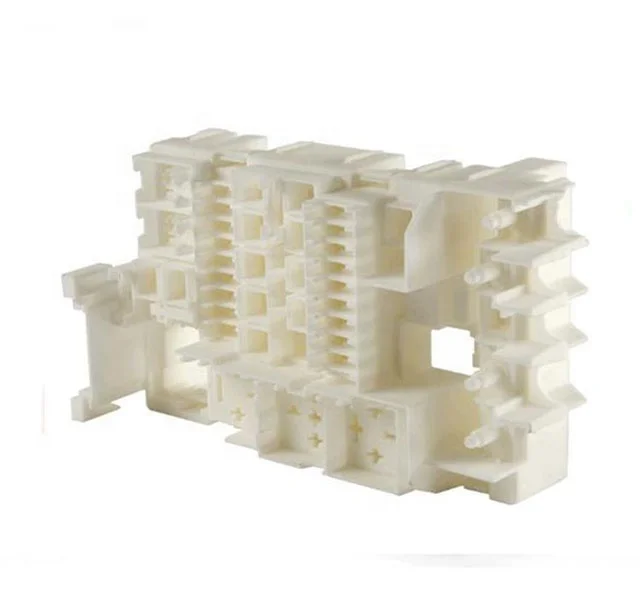 ) в любой город мира.
) в любой город мира.
Полиамид 12 (PA 12) — 3D-печать с нейлоновым пластиком
Нейлон — это распространенный класс пластика, который существует с 1930-х годов. Они представляют собой полиамидный полимер, традиционно используемый в ряде распространенных процессов производства пластмасс для пластиковых пленок, металлических покрытий и труб для нефти и газа, среди прочего. В целом нейлоны чрезвычайно популярны для аддитивных приложений из-за их технологичности, как указано в годовом отчете о состоянии 3D-печати за 2017 год. В целом нейлоны чрезвычайно популярны для аддитивных приложений из-за их технологичности, как указано в годовом отчете о состоянии 3D-печати за 2017 год.
Нейлон 12 свойств
PA 12 (также известный как Nylon 12) — это хороший пластик общего назначения с широким спектром применения добавок, известный своей ударной вязкостью, прочностью на растяжение, ударной вязкостью и способностью изгибаться без разрушения. Благодаря этим механическим свойствам полиамид 12 уже давно используется производителями литья под давлением. А совсем недавно PA 12 был принят в качестве обычного материала для 3D-печати для создания функциональных деталей и прототипов. Если вы планируете преобразовать металлические детали в пластмассовые, обязательно сначала оцените условия эксплуатации, случаи нагрузки, допустимые уровни ползучести/усталости и характеристики, связанные с химической стойкостью и устойчивостью к ультрафиолетовому излучению.
А совсем недавно PA 12 был принят в качестве обычного материала для 3D-печати для создания функциональных деталей и прототипов. Если вы планируете преобразовать металлические детали в пластмассовые, обязательно сначала оцените условия эксплуатации, случаи нагрузки, допустимые уровни ползучести/усталости и характеристики, связанные с химической стойкостью и устойчивостью к ультрафиолетовому излучению.
Он используется в моделировании методом наплавления (FDM) в виде нити и в процессах распыления связующего, таких как HP® Multi Jet Fusion (MJF), в виде порошка. Для обеих аддитивных технологий разработаны собственные формы ПА 12. HP®, например, создала HP® 3D High Reusability PA 12 для использования в процессе MJF. Stratasys применила собственную нить FDM под названием FDM Nylon 12™. К ним присоединяются и другие, выпуская собственные проприетарные варианты PA 12 (например, Nylon G от MatterHackers).
Здесь мы объясним различия между обычным PA 12 / Nylon 12, используемым в литье под давлением, и запатентованными материалами Stratasys и HP ® PA 12. Затем мы подробно рассмотрим, как PA 12 используется в FDM и MJF.
Затем мы подробно рассмотрим, как PA 12 используется в FDM и MJF.
FDM и нейлон 12™
FDM Nylon 12 ™ поставляется в виде катушки с нитью, которая нагревается и выдавливается через сопло принтера в процессе печати и специально используется в FDM-принтерах Stratasys.
Как и в других процессах FDM, опоры для нависающих элементов должны быть встроены в конструкцию детали. К счастью, многие FDM-принтеры могут работать с двумя разными экструзионными головками: одной для Nylon 12 и одной для вспомогательного материала. Вспомогательный материал, такой как водорастворимый ПВА, предназначен для легкого удаления после завершения печати.
Механические характеристики HP PA 12
Предел прочности при растяжении, XYZ: 48 МПа/6960 фунтов/кв. дюйм
Модуль упругости при растяжении, XY: 1700 МПа/247 тысяч фунтов/кв. дюйм
Модуль упругости при растяжении, Z: 1800 МПа/261 тысяч фунтов/кв. /м 2
Термическая деформация (@0,45 МПа, 66 фунтов на кв. дюйм), XY: 175 ºC/347 ºF
дюйм), XY: 175 ºC/347 ºF
Дополнительные сведения см. в техническом паспорте HP ® PA 12 .
MJF и HP® 3D Многоразовый полиамид 12
л.с. ® 3D Полиамид 12 с высокой степенью повторного использования (HP ® PA 12) представляет собой особую форму PA 12, разработанную для HP ® MJF. Он поставляется в виде мелкозернистого порошка, которым можно печатать детали с высоким разрешением и мелкими деталями.
Клиенты часто выбирают процесс MJF из-за его самоподдерживающегося характера, который дает инженерам-проектировщикам свободу раздвигать границы и печатать сложные геометрические формы. Это также позволяет печатать сборки в виде отдельных непрерывных частей.
Большой объем сборки HP ® MJF также позволяет изготавливать более крупные детали (HP ® MJF может изготавливать детали размером до 16 дюймов на 12 дюймов на 16 дюймов). После печати детали должны быть удалены из слоя нерасплавленного порошка, что требует некоторой последующей обработки и должно учитываться инженерами при расчете затрат. В отличие от FDM, MJF производит почти изотропные материалы с минимальной разницей в жесткости в направлении печати.
В отличие от FDM, MJF производит почти изотропные материалы с минимальной разницей в жесткости в направлении печати.
Зачем использовать HP
® PA 12
HP ® PA 12 — отличный материал для деталей, которым необходимо сбалансировать прочность и точность размеров со сложными деталями. Fast Radius использует HP ® PA 12 для печати почти изотропных деталей с точно настроенным разрешением поверхности, более высокой плотностью и меньшей пористостью. Также возможно текстурирование, окрашивание, тиснение и гравировка.
Плотность материала, близкая к ста процентам, означает, что его механические характеристики имитируют характеристики обычного полиамида 12, который обычно используется для литья под давлением. В зависимости от строгих требований к материалам HP ® PA 12 может даже заменить АБС-пластик для литья под давлением.
Популярные приложения
Прочность HP ® PA 12 делает его отличным вариантом для деталей, для которых требуются гибкие материалы, которые не ломаются и не трескаются при многократном использовании. Некоторые популярные приложения включают в себя:
Некоторые популярные приложения включают в себя:
- Защелкивающиеся заглушки
- Корпуса
- Крепежные детали для наружных ограждений
- Резьбовые вставки
- Детали, подверженные вибрации
- Кинетические детали
- Зажимы и приспособления
HP ® Плотность PA 12 аналогична плотности обычных пластиков, таких как ABS. Однако гибкость, обеспечиваемая проектированием для аддитивного производства, позволяет (DFAM) производить прочные и долговечные детали, которые легче, чем пластиковые компоненты, изготовленные традиционным способом. Фактически, высокая усталостная прочность материала (т. е. его способность выдерживать повторяющиеся циклы нагрузки и вибрацию) делает его идеальным для изготовления деталей в аэрокосмической и автомобильной промышленности.
Экологичность и экономичность HP PA 12
HP ® PA 12 сводит к минимуму количество отходов, позволяя использовать остатки порошка из одной сборки в последующих сборках.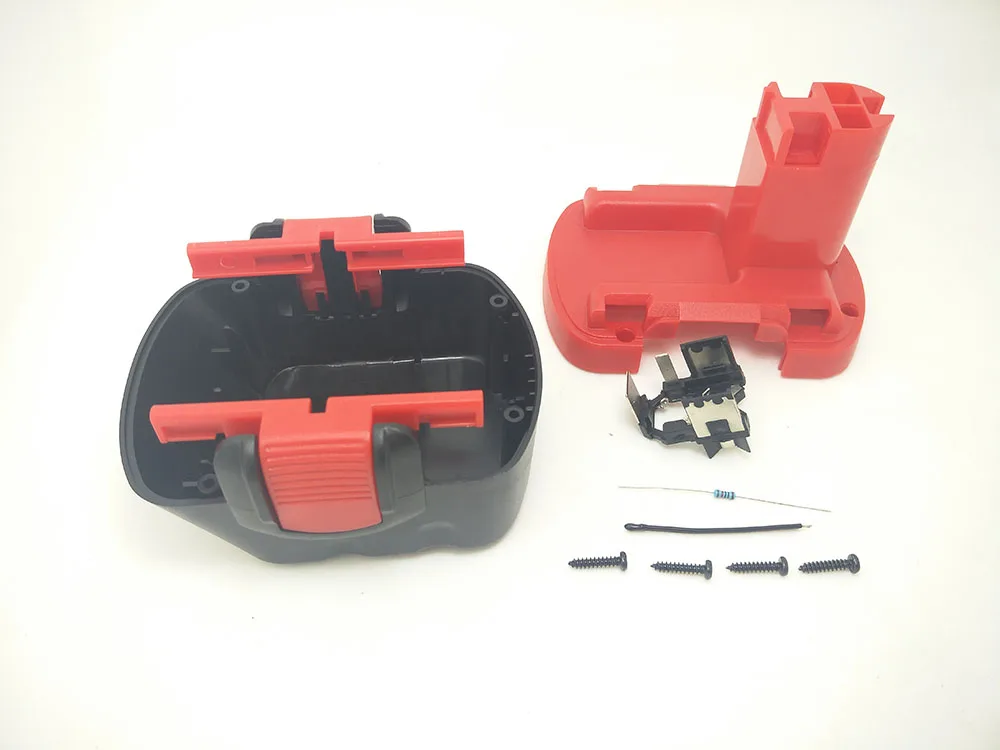 Это позволяет нам использовать 20% нового порошка и 80% переработанного порошка в каждом тираже. Переработка HP ® PA 12 не только снижает количество отходов, но и обеспечивает разумную экономию за счет масштаба, обеспечивая лучшую цену на материалы.
Это позволяет нам использовать 20% нового порошка и 80% переработанного порошка в каждом тираже. Переработка HP ® PA 12 не только снижает количество отходов, но и обеспечивает разумную экономию за счет масштаба, обеспечивая лучшую цену на материалы.
Вопросы проектирования и эксплуатации
HP ® PA 12 не ограничен слишком большим количеством правил проектирования, потому что проблемы с выступами и размером конуса не применяются. Одним из важных соображений является проектирование вентиляционных отверстий для внутренних полостей, чтобы предотвратить попадание порошка.
Постобработка начинается с удаления излишков порошка. Операторы продувают конечную деталь воздухом или абразивным материалом, прежде чем ее можно будет подвергнуть чистовой обработке. HP ® PA 12 поставляется в стандартном сером цвете, однако при желании клиенты могут подвергнуть свои детали процессу окрашивания, чтобы изменить цвет на черный. Вы также можете красить детали с помощью HP ® PA 12 любого цвета.
Когда ждать твоей части
HP ® PA 12 может работать в течение нашего стандартного времени выполнения заказа от пяти до семи рабочих дней. Fast Radius может даже выполнить печать за три рабочих дня для срочных заказов или небольших сборок. В целом MJF может напечатать 251 кубический дюйм детали в час. В перспективе, если объем печати HP ® полностью упакован, время сборки может составить около 17 часов.
Необходимо учитывать охлаждение после печати, которое может занять от трех до 50 часов. Как правило, меньшие размеры и меньшее количество порошка означают более быстрые периоды охлаждения. К счастью, HP ® учитывает это и предоставляет вторичную станцию постобработки, которая может быстро охладить любую деталь за десять часов или меньше, если это необходимо.
Если вас интересуют сложные «правила» проектирования для создания ранее невозможных продуктов, мы рекомендуем использовать HP ® PA 12. Свяжитесь с нашей командой , чтобы узнать, как HP ® PA 12 может воплотить в жизнь ваше видение продукта.
Готовы создавать детали с помощью Fast Radius?
Начать предложение
Нейлон PA12 — Sculpteo
Откройте для себя все преимущества 3D-печати пластиком с помощью технологии SLS, от быстрого прототипирования до производства, с использованием нашего материала Nylon PA12. Получите всю информацию об этом пластиковом материале для 3D-печати!
Цвета
Отделки
Характеристики
Внешний вид
Детали
Прочность
Гибкость
Направляющая материала из нейлона PA12
Обзор
Руководство по дизайну
Технические характеристики
Что такое нейлон PA 12?
Нейлоновые PA12 (пластиковые) объекты, напечатанные с помощью Sculpteo, созданы из мелкодисперсный полиамидный порошок , более известный как пластик. Нейлон PA12 (пластик) отлично подходит как для опытных профессионалов, так и для начинающих дизайнеров благодаря высокой точности и низкой стоимости . Хорошие механические свойства этого нейлонового материала будут нужны для более продвинутых проектов аддитивного производства, и он может даже заменить пластмассы для литья под давлением . Благодаря низкой концентрации амидов обладает низким влагопоглощением, что подразумевает хорошую устойчивость к химическим веществам.
Нейлон PA12 (пластик) отлично подходит как для опытных профессионалов, так и для начинающих дизайнеров благодаря высокой точности и низкой стоимости . Хорошие механические свойства этого нейлонового материала будут нужны для более продвинутых проектов аддитивного производства, и он может даже заменить пластмассы для литья под давлением . Благодаря низкой концентрации амидов обладает низким влагопоглощением, что подразумевает хорошую устойчивость к химическим веществам.
Технические свойства этого материала также зависят от толщины созданной вами 3D-модели. Наши пластмассы для 3D-печати имеют различные измерения модуля упругости. Вы найдете больше технических данных о прочности на растяжение, прочности на изгиб или температуре прогиба в техническом сегменте этой страницы материала.
Неполированный, этот материал белый, гранулированный и несколько пористый, когда он выходит непосредственно из наших промышленных 3D-принтеров. Эти варианты можно дополнительно улучшить с помощью процессов полировки и окрашивания Sculpteo.
Применение: Чего можно добиться с помощью этого материала?
Этот материал хорошо используется в индустрии 3D-печати, поскольку он позволяет быстро создавать прототипы , а также готовые потребительские товары . Прототипирование с использованием нейлона PA12 (пластика) — хорошее решение, потому что этот материал для 3D-печати дешевле и быстрее, чем другие процессы. Вам просто нужно изменить свой дизайн с помощью программного обеспечения для 3D и сделать новые итерации. Это распространенный материал для 3D-печати, который используется для различных целей и имеет действительно хорошие стандарты качества.
Биосовместимость этого материала для 3D-печати позволяет печатать на 3D-принтере предметы медицинского назначения, такие как 3D-печатные протезы. Высокая стойкость к истиранию этого материала также позволяет создавать соединения подвижных деталей, таких как шестерни или шарниры.
Этот материал обладает хорошей устойчивостью к ультрафиолетовому излучению, что делает его пригодным для изготовления деталей, которые можно адаптировать к любой погоде.
Цены
Цена печати вашего дизайна рассчитывается автоматически в момент его размещения в Интернете. Когда вы изменяете свой объект (изменение размера, использование пакетного контроля или функции выдалбливания и т. д.), вы заметите, что цена меняется автоматически. Ценообразование основано на ряде факторов, включая общий объем, размер объекта и ограничивающую рамку — и это лишь некоторые из них.
Белый, неполированный Нейлон PA12 (пластик) имеет самый быстрый срок службы среди наших материалов. Полировка, покраска и особенно крупные объекты могут увеличить время обработки. Расчетное время доставки также рассчитывается автоматически по мере загрузки объекта.
Время доставки должно быть добавлено ко времени обработки и зависит от выбранного вами варианта доставки.
Вы можете выбрать один из трех вариантов доставки: экономичный, стандартный, экспресс. Ваш выбор обязательно повлияет на цену вашего заказа.
Как насчет процесса 3D-печати Nylon PA 12?
Sculpteo использует послойный процесс, называемый селективным лазерным спеканием (SLS), для всех отпечатков из нейлона и полиамида 12 (пластика).
В технологии селективного лазерного спекания используется высокоспецифичный лазер, который спекает тонкие слои порошка полиамида PA12 вместе по одному слою за раз. После каждого цикла лазерной обработки печатная платформа опускается и сверху равномерно наносится еще один слой порошка для еще одного цикла спекания. Этот процесс повторяется на высоте слоя 100–120 мкм или 60 мкм до тех пор, пока объект не будет завершен.
Доступные варианты отделки
Sculpteo предлагает несколько вариантов окраски и отделки , включая окрашивание, полировку, покраску, химическое сглаживание и наши специальные процессы Color Touch и Color Resist.
Варианты отделки, доступные после процесса аддитивного производства:
- Необработанный: обработанный пескоструйной обработкой, но неполированный, поверхность остается несколько шероховатой, это самый экономичный вариант, идеально подходящий для быстрого процесса прототипирования.
- Полированный: Полированный в результате механической полировки, более гладкий на ощупь, слои все еще немного видны на закругленных предметах.

- Химическое сглаживание: после физико-химического процесса объекты, обработанные с помощью нашего эксклюзивного процесса Smoothing Beautifier, приобретают глянцевую поверхность. Этот совершенно новый процесс направлен на устранение разрыва между качеством поверхности деталей, полученных литьем под давлением, и деталями, напечатанными на 3D-принтере. Этот процесс обеспечивает сглаживание каждой части объекта и работает путем герметизации пористой поверхности детали из нейлона PA12 (пластика).
Эта отделка рекомендуется для органических форм, фигурок, а также для электронных корпусов. Smoothing Beautifier обеспечивает такую же гладкую поверхность, как и поверхности, полученные методом литья под давлением. Из-за характера этого запатентованного процесса результат может варьироваться от одной части к другой. Физико-химическая реакция действительно может вызвать некоторую трансформацию детали, например незначительные геометрические изменения или потерю деталей. Конструкции с очень сложной геометрией, полыми деталями, острыми углами или краями могут претерпевать изменения внешнего вида.
- Окрашенное с покрытием Color Resist: Окрашенное покрытие с матовым эффектом, которое противостоит трению и обеспечивает более однородный цвет между различными производственными партиями.
- Окрашенный с отделкой Color Touch: эта отделка доступна только после обращения в наш отдел продаж для настройки вашего заказа. Благодаря этому окрашиванию ваша напечатанная на 3D-принтере деталь приобретает атласный вид. Он выдерживает ежедневное обращение и является идеальным покрытием для деталей, подвергающихся воздействию внешних условий, царапинам и истиранию.
Разрешение печати
Ограничения по размеру
Минимальная толщина и геометрия
Травление и тиснение
Закрытые и взаимосвязанные тома
Минимальные расстояния и зазоры
Ограничения сборки поштучно
выдолбление
Файлы с несколькими объектами
| Стандартная толщина слоя | 100 – 120 мкм |
| Толщина слоя высокого разрешения | 60 мкм |
| ± 0,3% (минимум ± 0,3 мм) |
На рисунке слева изображен объект, напечатанный с разрешением 60 мкм, а справа с разрешением 100-120 мкм
Sculpteo имеет два Доступны определения слоев. Стандартное разрешение от 100 до 120 мкм и высокое разрешение 60 мкм.
Стандартное разрешение от 100 до 120 мкм и высокое разрешение 60 мкм.
| Максимальный размер необработанный (белый/неполированный) | 675 x 366 x 545 мм |
| Максимальный размер полированный | 300 x 220 x 200 мм x+y+z ≤ 540 мм |
| Максимальный окрашенный регулярный | 180 x 220 x 220 мм |
| Максимум. | |
| Maximum size dyed polished | 180 x 220 x 220 mm |
| Maximum size matte painted | 675 x 366 x 545 mm |
| Maximum size dyed with Color Resist finish | 280 x 280 x 450 mm |
| Максимальный размер, окрашенная с цветной сенсорной отделкой | 280 x 280 x 450 мм |
| Максимальный размер. max: 450 x 250 x 200 mm |
| Minimum wall thickness (flexible) | 0.8mm | |||||||||||||||||||||||||||||
| Minimum wall thickness(rigid) | 2 мм | |||||||||||||||||||||||||||||
Минимальная толщина стенки. вашей конструкции должна иметь минимальную толщину 0,8 мм, чтобы гарантировать, что конструкция не сломается. Если стенки вашей модели менее 0,8 мм, вы можете добавить опорную конструкцию для сохранения устойчивости. вашей конструкции должна иметь минимальную толщину 0,8 мм, чтобы гарантировать, что конструкция не сломается. Если стенки вашей модели менее 0,8 мм, вы можете добавить опорную конструкцию для сохранения устойчивости.Стержневой элемент представляет собой конструктивный элемент, длина которого как минимум в два раза превышает его толщину. Для неподдерживаемых и стержневых элементов или частей конструкции с особыми конструктивными ограничениями также важно соблюдать минимальную толщину 1 мм, чтобы гарантировать, что объект не сломается. При толщине стенки 0,8 ваша конструкция будет слегка гибкой. Для большей жесткости мы рекомендуем толщину стенки 2 мм. Тонкие стены, поддерживающие большие и тяжелые модели из нейлона PA11/12 (пластик), могут деформироваться под собственным весом. Sculpteo предлагает онлайн-инструмент проверки плотности, который выделяет части отпечатка, которые могут быть слишком тонкими для отпечатка. Оттуда вы можете настроить свой дизайн, чтобы создать объект подходящей толщины. Также важно помнить, что объект должен быть напечатан в реальной жизни. Таким образом, если тонкий элемент поддерживает что-то слишком тяжелое для него, он может сломаться — даже если это возможно в рамках физики, предоставляемой вашим программным обеспечением для 3D-моделирования. Мы рекомендуем добавить немного толщины в места, которые будут подвергаться большой нагрузке или выдерживать наибольший вес.
Минимальное разрешение наших 3D-принтеров в основном определяется точностью. Однако в процессе очистки также может быть потерян тонкий слой деталей. Чтобы детали и текст были видны, мы рекомендуем, по крайней мере, следовать нашим рекомендуемым размерам. Возможно, что особо тонкие тиснения и гравировки будут не видны, так как резьба может быть заполнена лишним порошком, который впоследствии невозможно будет очистить. Если тиснение или гравировка являются неотъемлемой частью вашего дизайна, мы рекомендуем сделать их как можно более глубокими.
Наш материал Nylon PA12 (пластик) позволяет печатать самые сложные рисунки из наших материалов благодаря технологии селективного лазерного спекания. Примером сложной конструкции является объем, заключенный в другой объем, например цепь или маракас. Наши принтеры имеют возможность печатать полностью заблокированную цепь без опорных структур, которые нужно удалять.
|
 Чтобы использовать его, вам просто нужно загрузить свой 3D-файл, выбрать материал и нажать на вкладку «Проверка».
Чтобы использовать его, вам просто нужно загрузить свой 3D-файл, выбрать материал и нажать на вкладку «Проверка».
 Если это пространство не оставлено в дизайне, объект будет сплошным. Это особенно важно для сочлененных объектов, так как пространство, оставшееся между стенами, будет определять способность объекта двигаться.
Если это пространство не оставлено в дизайне, объект будет сплошным. Это особенно важно для сочлененных объектов, так как пространство, оставшееся между стенами, будет определять способность объекта двигаться. В противном случае вы можете выдолбить ваш объект вручную в программном обеспечении для 3D-моделирования.
В противном случае вы можете выдолбить ваш объект вручную в программном обеспечении для 3D-моделирования.
Всего комментариев: 0