Pet g пластик это: 3D-печать: как печатать пластиком PETG
Содержание
PETG-пластик: характеристики, преимущества, особенности работы
PETG – один из материалов, использующихся для объемной печати. Расшифровывается эта аббревиатура сложным словом “полиэтилентерефталатгликоль”. Это полимер, относящийся к разряду полиэфиров, обладающий огромной прочностью на разрыв, скручивание, растяжение, подходящий для эксплуатации в широком температурном диапазоне. Основной модификатор в данном случае – гликоль, благодаря которому удалось исключить кристаллизацию, сохранить механическую прочность при значительном снижении внешней температуры. Каковы другие преимущества данного материала? Какие физические характеристики заслуживают наибольшего внимания? Как использовать его в печати, чтобы в полной мере реализовать все достоинства?
Преимущества и характеристики
В пользу того, чтобы выбрать материал PETG, можно привести следующие доводы:
- Максимальная прочность. Нужно учитывать, однако, что прочность – не синоним твердости, поцарапать PETG проще, чем, к примеру, распространенный ABS-пластик;
- Мягкость.
 Разорвать корпус на основе PETG, по сути, нереально, это можно сделать только намеренно, приложив нагрузку по соответствующему вектору. Если есть необходимость в изготовлении эластичной детали, которая будет деформироваться под внешними воздействиями, однако, не сломается, то стоит выбрать именно пластик PETG;
Разорвать корпус на основе PETG, по сути, нереально, это можно сделать только намеренно, приложив нагрузку по соответствующему вектору. Если есть необходимость в изготовлении эластичной детали, которая будет деформироваться под внешними воздействиями, однако, не сломается, то стоит выбрать именно пластик PETG; - Сжатие минимально, критические перекосы маловероятны. Это свойство дает возможность использовать PETG при печати крупных деталей;
- Отличная адгезия почти со всеми основаниями, вплоть до наиболее сложных. Липкость пластика обеспечивает возможность его широкого использования для подготовки опорных структур. Отдельные слои “намертво” прилипают друг к другу, что дает длительный срок службы моделей без соблюдения каких-то сложных эксплуатационных правил и рекомендаций. Нужно учитывать, что полимер хорошо сцепляется и с рабочим столом, так что снимать готовую деталь нужно аккуратно, чтобы не допустить повреждений;
- Химическая инертность. Материал не реагирует даже с концентрированными растворами кислот и щелочей, они не провоцируют поверхностные и, тем более, структурные повреждения;
- Отсутствие неприятного запаха при печати.

 Разорвать корпус на основе PETG, по сути, нереально, это можно сделать только намеренно, приложив нагрузку по соответствующему вектору. Если есть необходимость в изготовлении эластичной детали, которая будет деформироваться под внешними воздействиями, однако, не сломается, то стоит выбрать именно пластик PETG;
Разорвать корпус на основе PETG, по сути, нереально, это можно сделать только намеренно, приложив нагрузку по соответствующему вектору. Если есть необходимость в изготовлении эластичной детали, которая будет деформироваться под внешними воздействиями, однако, не сломается, то стоит выбрать именно пластик PETG;PETG – материал, представленный множеством полупрозрачных оттенков. Изготовленные модели, при этом, отличаются характерным блеском.
Для производства каких деталей он подходит?
Характеристики указывают на максимальную многофункциональность и универсальность PETG. Основное внимание нужно обратить на гибкость, механическую прочность, температурную стойкость, способность выдержать высокотемпературные воздействия без повреждений. Исходя их этого, его стоит использовать при печати деталей, испытывающих резкие ударные или постоянные механические воздействия, например, защитные бампера для квадрокоптеров, берегущие лопасти от столкновений с различными твердыми объектами. Плотность и масса PETG невысоки, так что на летных характеристиках дрона такой бампер никак не отразится. Качественный PETG не выделяет токсичных веществ, допустим его контакт с продуктами питания, можно использовать его и при производстве пищевых товаров, кружек, стаканов, посуды.
Рекомендуемые настройки печати
Бытует мнение, что PETG – один из наиболее капризных материалов, печатать с его помощью сложно, так как минимальная ошибка в настройках приведет к порче или получению модели низкого качества.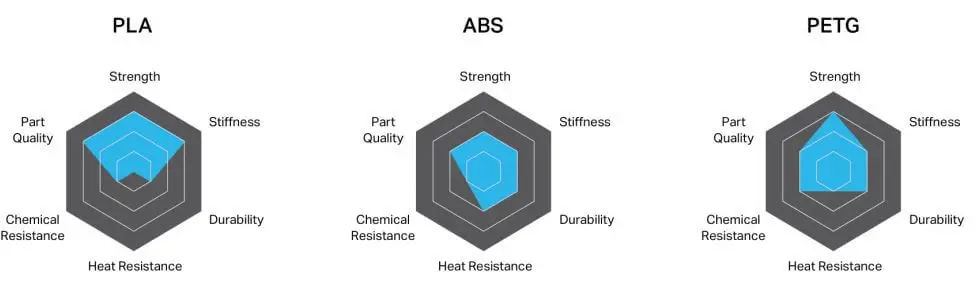 Это не так. Справиться сможет даже новичок, главное – придерживаться рекомендаций, параметров, установленных опытных путем. Рекомендованные настройки можно представить так:
Это не так. Справиться сможет даже новичок, главное – придерживаться рекомендаций, параметров, установленных опытных путем. Рекомендованные настройки можно представить так:
- Температура экструзии. Температурный диапазон – от 215 до 245 градусов, конкретное значение подбирается по производителю материала. Нельзя превышать 250-градусный показатель, это спровоцирует повреждение трубок материала, чрезмерно интенсивное плавление, из-за которого геометрия готовой детали будет нарушена;
- Температура стола. Рекомендованное значение – от 60 до 65 градусов, оно максимально универсально, подойдет для работы с большинством сортов PETG, для производства различных деталей;
- Ретракт. Из-за мягкости материала чрезмерная скорость работы недопустима. Если принтер укомплектован боуденовским механизмом подачи, то оптимальная скорость – 25 миллиметров в секунду при длине в 6-7. Если применяются экструдеры с прямой подачей, то выставляемое значение – 3-4 миллиметра;
- Охлаждение.
 Как правило, в дополнительном охлаждении нет необходимости. Исключение – обилие на модели нависающих деталей, тогда обдув требуется, чтобы они быстрее застывали и не деформировались.
Как правило, в дополнительном охлаждении нет необходимости. Исключение – обилие на модели нависающих деталей, тогда обдув требуется, чтобы они быстрее застывали и не деформировались.
Нужно учитывать и высокую степень адгезии материала. Чтобы исключить появление сколов при отрыве от стола, рекомендовано нанесение клеевого состава или скотча, корректное выставление зазора между соплом и стеклом, в сравнении с ABS и PLA, зазор должен быть несколько больше.
Вы можете выбрать модель из нашего каталога
Обручальные Кольца 1850
Подробнее
Обручальные Кольца 498
Подробнее
Обручальные Кольца 1711
Подробнее
Обручальные Кольца 930
Подробнее
Обручальные Кольца 84
Подробнее
Обручальные Кольца 1301
Подробнее
Обручальные Кольца 659
Подробнее
Обручальные Кольца 213
Подробнее
Обручальные Кольца 1319
Подробнее
Обручальные Кольца 571
Подробнее
Обручальные Кольца 467
Подробнее
Обручальные Кольца 606
Подробнее
PETG и PLA для 3D печати: в чем разница?
3DPrintStory
  
Обзоры
  
PETG и PLA для 3D печати: в чем разница?
И PETG, и PLA принадлежат к группе полиэфирных пластиков. Как и большинство материалов для FDM 3D печати, эти оба также являются термопластами. Это означает, что они размягчаются выше определенной температуры и снова становятся твердыми после охлаждения. Теоретически этот процесс можно повторять снова и снова без ухудшения качества материала. Большинство PLA нитей и многие PETG бобины доступны как с диаметром 1,75 мм, так и диаметром 2,85 мм.
Как и большинство материалов для FDM 3D печати, эти оба также являются термопластами. Это означает, что они размягчаются выше определенной температуры и снова становятся твердыми после охлаждения. Теоретически этот процесс можно повторять снова и снова без ухудшения качества материала. Большинство PLA нитей и многие PETG бобины доступны как с диаметром 1,75 мм, так и диаметром 2,85 мм.
Так чем же отличаются PETG и PLA? Если максимально кратко, то PETG следует использовать, если вам важны физические свойства изготовленной модели. С другой стороны, если для вас важнее внешний вид напечатанной 3D модели, то стоит выбрать PLA.
Ну а теперь давайте разберемся в различиях этих пластиков более детально.
Различия напечатанной 3D модели
Несмотря на то, что есть определенной сходство между свойствами модели, напечатанной используя PETG и PLA пластики, каждый имеет свои уникальные свойства:
- Прочность изделий из PETG выше чем PLA.
- Температура плавления выше у PETG.
 Некоторые PETG пластики, такие как Arnite 3040 от Nexeo 3D, могут выдерживать пиковые температуры до 250 °C. Однако более распространенная температура для PETG составляет около 75 °C. С другой стороны, с PLA вы обычно должны поддерживать температуру 3D детали ниже 55 °C, чтобы они не начинали плавиться.
Некоторые PETG пластики, такие как Arnite 3040 от Nexeo 3D, могут выдерживать пиковые температуры до 250 °C. Однако более распространенная температура для PETG составляет около 75 °C. С другой стороны, с PLA вы обычно должны поддерживать температуру 3D детали ниже 55 °C, чтобы они не начинали плавиться. - Для наружного использования лучше подходит PETG, так как он лучше справляется с переменой погодных условий и воздействием солнца. С другой стороны, PLA можно сделать намного более прочным, всего лишь покрасив деталь.
- Прозрачности легче всего добиться с помощью материала из PETG, например, используя материал T-Glase компании Taulman.
- Сложные формы легче напечатать с помощью PLA на 3D принтере с двойным экструдером. Это потому, что для PLA доступно больше хороших поддерживающих материалов, чем для PETG. Если вы печатаете одним экструдером и материал суппортов тот же что и для основной модели, то добиться гладкой поверхности постобработкой будет проще при использовании PLA пластика.

- Точное соответствие цветов проще реализовать с PLA. Например, вы можете покупать пластики PLA от Innofil с точно подобранными цветовыми кодами RAL.
- Постобработка легче, если вы используете PLA пластик для 3D печати. Если вам нужно раскрасить свою 3D модель, подойдет акриловая краска. Но помните, что с краской стоит провести несколько тестов, чтобы убедиться в хорошей адгезии, долговечности и других свойствах, важных для вашего проекта. PLA непросто приклеить, но в случае чего — знайте, что неплохо с этой задачей справляется клей для обработки полистирола. Что касается склевания изделий из PETG пластика — то это однозначно плохая идея и результата добиться вряд ли получится.
- Биоразлагаемость и переработка ставят PLA на первое место. Если оставить PLA на очень длительное время вне помещения, то он разложится. Его так же можно переработать и превратить в новую нить без потери качества! PETG разрушается не так легко, но он полностью пригоден для вторичной переработки.

- Очень классная особенность PLA — возможность имитировать другие материалы. Например, если вам нужен вид и ощущение бронзы — погуглите BronzeFill от Colorfabb. Или можете попробовать полируемую нержавеющую сталь от Proto-Pasta или PolyWood от Polymaker.
Разница в процессе 3D печати
Поскольку большинство из нас, вероятно, начинали 3D печать FDM с PLA пластика, вот некоторые моменты, которые следует учитывать при переходе к PETG:
- С PLA адгезия со столом выше. При 3D печати PLA можно обойтись даже без стола с подогревом, а вот для PETG требуется температура стола от 50 до 70 ºC. PLA также меньше коробится и лучше прилипает к слою при той же температуре слоя, что и PETG. При этом у PETG есть еще одна не самая приятная особенность — если он хорошо схватился со столом, то снять готовую 3D модель будет непросто. Так что для того, чтобы избежать повреждения стола, рекомендуется использовать дополнительный слой клея, если вы печатаете PETG.
- Температура 3D печати зависит от того, материалы какого производителя вы используете как для PETG, так и для PLA.
 Но в целом PLA обычно печатает при более низких температурах. Только не охлаждайте слишком сильно, так как это может вызвать засорение сопла.
Но в целом PLA обычно печатает при более низких температурах. Только не охлаждайте слишком сильно, так как это может вызвать засорение сопла. - У PETG чаще встречаются остатки материала. Кроме того, часто наблюдается просачивание излишнего пластика из сопла. Чтобы уменьшить указанные проблемы, можете попробовать печатать с более низкими температурами сопла (но будьте осторожны, чтобы не снизить температуру до точки засорения сопла).
- Зазор сопла должен быть немного больше для PETG, чем для PLA, чтобы предотвратить слишком сильное прилипание к столу. Если вы в основном печатаете PLA пластиками, вы можете избежать ручной настройки высоты стола (z-height) для PETG, воспользовавшись регулировкой z-высоты в слайсере для конкретного изделия, которое вы печатаете PETG пластиком.
- Плотность филамента PETG выше, чем у большинства PLA материалов, поэтому обязательно уточняйте у производителя данные для правильной настройки. Среднее значение плотности для PLA составляет около 1,24 г / см³, а для PETG — 1,27 г / см³.

- Материал поддержки хорошо работает и для PETG и PLA, но расстояние между моделью и опорой частью должно быть больше для PETG, чем для PLA.
- Для замены нити PETG на PLA необходимо установить температуру сопла на ту, которая требуется для PETG. Затем подавайте PLA с более высокой температурой в сопло, пока вы не увидите, что выдавливается только PLA. Только после этого можно безопасно снизить температуру сопла до более низкого значения PLA. Этот порядок чрезвычайно важен, поскольку в противном случае вы рискуете засорить сопло PETG материалом.
Названия PETG и PLA материалов для 3D печати
В случае с PETG иногда не так просто узнать, что материал, который вы купили для 3D печати, на самом деле является PETG. Тип филамента имеет множество наименований от разных производителей. И, вероятно, стоит попробовать разные бренды, поскольку каждый производитель смешивает свой PETG уникальным способом для достижения определенных свойств материала.
Ultimaker называет свой PETG пластик CPE, Colorfabb использует такие имена, как XT или NGen, а производитель Taulman использует T-Glase.
В случае с PLA названия продуктов часто указывают на дополнительный материал, который используется в смеси или определенное свойство. Например, BronzeFill от Colorfabb содержит бронзовый порошок, а HTPLA от Proto-Pasta можно отжигать для работы при более высоких температурах.
Подписывайтесь на наш
Telegram канал 3DPrintStory
и будьте в кусе самых интересных постов и новостей в мире 3D печати!
Все, что вам нужно знать о пластиковой пленке PETG
Обзор продукта: все, что вам нужно знать о пластиковой пленке PETG
Полиэтилентерефталатгликоль
, более известный как PETG, представляет собой термопластичный полиэфир, обладающий широким спектром характеристик. Это адаптация ПЭТ (полиэтилентерефталата) с добавлением гликоля (G), который добавляется на молекулярном уровне для обеспечения различных химических свойств.
Пластиковая пленка
PETG обладает множеством характеристик, которые делают ее подходящим выбором для различных применений в различных отраслях промышленности. Его превосходная химическая стойкость и формуемость облегчают его производство. Хотя он похож на ПЭТ, он не только прочнее и долговечнее, но и обладает большей ударопрочностью и лучше подходит для более высоких температур.
Его превосходная химическая стойкость и формуемость облегчают его производство. Хотя он похож на ПЭТ, он не только прочнее и долговечнее, но и обладает большей ударопрочностью и лучше подходит для более высоких температур.
В дополнение к этим характеристикам, PETG также хорошо подходит для таких методов преобразования, как листование, продольная резка и гильотинирование.
Как используется
Благодаря своей универсальности пластиковая пленка PETG используется на самых разных рынках, включая графику/печать, упаковку и медицинское оборудование/диагностические полоски. Помимо устойчивости к нагреву и низким температурам, истиранию и растворителям, PETG идеально подходит для применений, требующих гибкости и ударопрочности
PETG обычно используется в упаковке (медицинской, пищевой и розничной), рекламных дисплеях и электронных изоляторах. Он также идеально подходит для изготовления защитных деталей, контейнеров и упаковки для пищевых продуктов и напитков, производства и многого другого.
Кроме того, PETG становится предпочтительным выбором для индустрии 3D-печати. Помимо уже указанных преимуществ, а также добавления гликоля, предотвращающего проблемы, связанные с ПЭТ, для 3D-печати предпочтительнее пластиковая пленка PETG, поскольку она обеспечивает хорошую адгезию слоев, минимальную деформацию и отсутствие запаха при печати.
Приложения
Продукты питания и напитки
Благодаря своей превосходной химической стойкости и способности легко поддаваться термоформованию, а также одобрению FDA, полиэтиленовая пленка PETG является предпочтительной пластиковой пленкой для таких предметов, как контейнеры для хранения пищевых продуктов, ракушки и другие виды упаковки продуктов питания и напитков. .
Медицинский
Жесткая структура PETG позволяет ему выдерживать суровые процессы стерилизации, которые применяются в медицинской упаковке и медицинских устройствах.
POP и дисплеи
PETG часто используется для витрин розничной торговли и идеально подходит для вывесок благодаря своей способности окрашиваться.
Свойства
PETG определяется как сополимер, поскольку он сочетает в себе свойства PET и гликоля. Основными свойствами пластиковой пленки PETG являются твердость, химическая стойкость и ударопрочность, прозрачность и пластичность. Он также может быть легко экструдирован с термостабильностью.
ПЭТГ является одним из наиболее предпочтительных материалов для пластиковой пленки в промышленности благодаря следующим дополнительным качествам:
- Обработайте
- Легко изготавливать
- Экологически чистое
- . химическая стойкость
- Версия для печати
- Устойчивость к ультрафиолетовому излучению
- Атмосферостойкость
- Lasercut
- Diecut
Преимущества
Недостатки
Почему пластиковая пленка PETG является правильным выбором
Strong
Прочность и ударопрочность PETG делают его идеальным продуктом для остекления и высокопрочных дисплеев.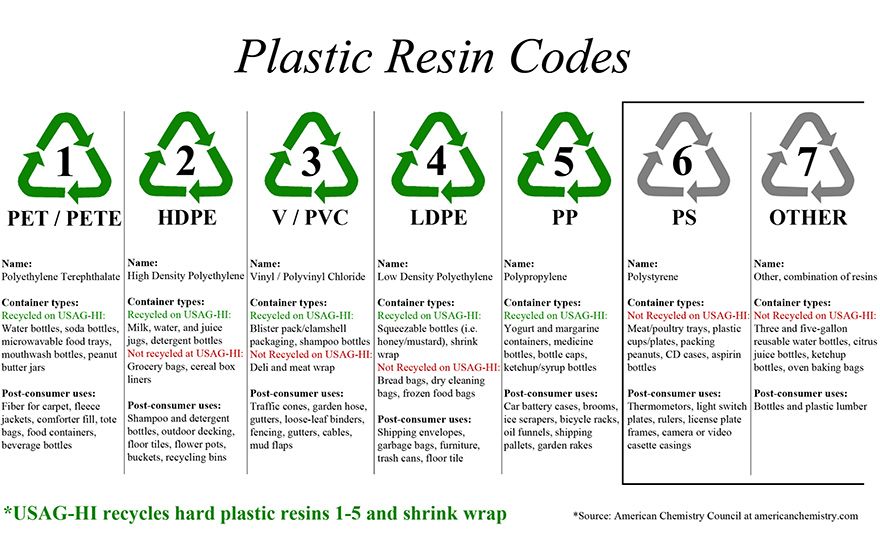
Экономичность
Пленка PETG представляет собой практичную альтернативу без потери качества.
Безопасен для пищевых продуктов
PETG соответствует требованиям Управления по санитарному надзору за качеством пищевых продуктов и медикаментов США (FDA), что делает его безопасным для использования в упаковке и других целях в пищевой промышленности и производстве напитков.
Пригоден для вторичной переработки
ПЭТГ полностью пригоден для вторичной переработки, что способствует сокращению количества отходов и любого потенциального негативного воздействия на окружающую среду.
Легко поддается формованию
ПЭТГ поддается как вакуумной, так и термоформовке и может выдерживать высокое давление без образования трещин.
Легко окрашиваемый
PETG по своей природе прозрачен, но его можно легко окрашивать/смешивать для создания различных эффектов.
Нетоксичные выбросы без запаха
PETG не токсичен и не имеет запаха, что делает его идеальным и безопасным для использования практически в любой среде.
Хрупкость при неправильном хранении
Известно, что ПЭТГ поглощает воду, если он не хранится в сухом месте, что делает его более хрупким.
Проблемы окружающей среды
PETG может оказать негативное воздействие на окружающую среду, если его не утилизировать должным образом, как и все пластмассы.
Как это сделано
Поскольку пластиковая пленка PETG является адаптацией PET, важно сначала понять происхождение полиэфирного пластика.
В 1941 году британские ученые Джон Уинфилд и Джеймс Диксон создали полиэтилентерефталат (полиэфир), объединив полимеры фталевой кислоты с синтетическими волокнами на основе гликоля. Используя процесс этерификации для нагрева гликолей с терефталевой кислотой, создаются длинноцепочечные молекулы ПЭТ; он становится функциональным субстратом, когда превращается в волокна с высокой температурой плавления и низкой растворимостью.
Сначала пластиковая пленка ПЭТ стала самой популярной в текстильной промышленности. К 1952 году он использовался в качестве основы для упаковки пищевых продуктов.
Несмотря на то, что на сегодняшний день это одна из наиболее широко используемых подложек из пластиковой пленки в производстве высококачественных пластиков, недостатком, о котором следует помнить, является ее способность подвергаться кристаллизации при высоких температурах. При достижении определенной температуры ПЭТ имеет тенденцию становиться непрозрачным и ослаблять свою структуру.
Создание ПЭТГ выгодно из-за его способности останавливать кристаллизацию ПЭТ за счет замены молекул этиленгликоля более крупным мономером, циклогександиметанолом. При таком изменении молекулярной цепи молекулы ПЭТГ не так легко собираются вместе (как ПЭТ). Понижая температуру плавления, это препятствует кристаллизации, тем самым повышая термостойкость.
Благодаря этому преимуществу PETG является идеальной подложкой для термоформования, 3D-печати и других применений, требующих высоких температур.
Заключение
В следующий раз, когда проекту потребуется пластиковая пленка, которая универсальна, долговечна и устойчива к суровым условиям, рассмотрите пластиковую пленку PETG. Мало того, что его свойства затмевают свойства многих сопоставимых материалов, это еще и экономичный выбор, сохраняющий свое качество.
Если вы ищете дистрибьютора пластиковой пленки, который может обеспечить все эти преимущества, обратите внимание на PolymerFilms. Наша организация является эксклюзивным дистрибьютором пластиковой пленки, который обслуживает клиентов в самых разных отраслях, от медицинских устройств и печатной электроники до приложений для подписи и демонстрации. Наш большой ассортимент позволяет нам предоставлять решения, отвечающие конкретным потребностям наших клиентов, а наша знающая команда всегда рада предоставить рекомендации и опыт. У нас даже есть доступ к собственному конверсионному оборудованию, которое позволяет нам конвертировать пленочную продукцию в соответствии с конкретными потребностями каждого приложения. Наши пять дистрибьюторских центров разбросаны по всей Северной Америке, чтобы обеспечить быстрые расценки и сроки выполнения заказов, а также дружелюбное и индивидуальное обслуживание. Посетите наш веб-сайт, чтобы запросить бесплатную консультацию, и узнайте, какую разницу может сделать производитель качественной пластиковой пленки!
Наши пять дистрибьюторских центров разбросаны по всей Северной Америке, чтобы обеспечить быстрые расценки и сроки выполнения заказов, а также дружелюбное и индивидуальное обслуживание. Посетите наш веб-сайт, чтобы запросить бесплатную консультацию, и узнайте, какую разницу может сделать производитель качественной пластиковой пленки!
Свойства материала термопласта PETG
PETG
Искать Другие материалы
< Назад
Вы находитесь здесь:
Создано
Последнее обновление
Производство диэлектриков
Характеристики ПЭТГ приложения, в которых используются сложные формы, детали, глубокие вытяжки и сложные кривые. Этот термопластичный материал – полиэтилентерефталатгликоль – также может быть окрашен, подвергнут трафаретной печати или горячему тиснению.
Исключительно прочный материал PETG предлагает инженерам большую свободу проектирования и подходит для многих областей применения. Обладая лучшей ударной вязкостью, чем акрил, и более низкой стоимостью, чем поликарбонат, PETG является лучшим выбором для многих сложных конструкций . Характеристики включают:
Обладая лучшей ударной вязкостью, чем акрил, и более низкой стоимостью, чем поликарбонат, PETG является лучшим выбором для многих сложных конструкций . Характеристики включают:
- Прочный и прочный
- Хорошая химическая стойкость
- Высокая ударопрочность
- Хорошая прозрачность
- Легко формуется, вырубается и перфорируется
Области применения термопластика PETG
- Крышки
- Охранники
- Электроника
- Брекеты медицинские
- Торговые точки и графические дисплеи
Свяжитесь со специалистом по производству диэлектриков, чтобы обсудить использование термопластичного материала PETG для вашего применения. Позвоните по телефону 800-367-9122 или напишите по адресу [email protected].
Мы также являемся дистрибьютором материала PETG. Свяжитесь с нами, чтобы обсудить, как мы можем удовлетворить ваши потребности в материалах.
Полиэтилентерефталатгликоль (PETG) Свойства материала 93
96 фунтов на кв. дюйм
 <- Предыдущий пост: Перфоратор bosch 2 28 f: GBH 2-28 F Перфоратор с патроном SDS plus Следующий пост: Кувалда 3 кг цена: Кувалды 3 кг купить — цена на кувалды 3 кг в интернет-магазине Инструментомания ->
<- Предыдущий пост: Перфоратор bosch 2 28 f: GBH 2-28 F Перфоратор с патроном SDS plus Следующий пост: Кувалда 3 кг цена: Кувалды 3 кг купить — цена на кувалды 3 кг в интернет-магазине Инструментомания ->
Всего комментариев: 0