Пластик налипает на сопло 3д принтера: Пластик собирается на сопле
Содержание
Прочистка сопла экструдера 3D-принтера если произошло засорение
Есть несколько причин, по которым вам может понадобиться прочистить сопло 3D-принтера. Во-первых, инородные частицы, имеющиеся в самом филаменте вкрапления, пыль, перегревшийся и подгоревший пластик – все это застревает в сопле и препятствует нормальному экструдированию. Кроме того, подгоревший пластик может прилипать к внутренней поверхности сопла, непосредственно его не блокируя, но мешая продвижению материала. Прочищать сопло следует всякий раз, когда видно, что есть какие-то помехи экструдированию, а еще лучше делать это регулярно.
Когда 3D-принтеры только появились, прочистка представляла собой довольно сложную процедуру. Нередко принтер приходилось разбирать, а чтобы извлечь застрявший пластик – подогревать детали открытым пламенем. В результате пластик иногда подгорал еще сильнее, что в некоторых случаях в конце концов приводило к самым серьезным последствиям (сопла даже ломались), да и сборка-разборка не всегда заканчивалась без проблем. Некоторые умельцы погружали сопла в растворитель. Здесь проблема в том, что реагент не сразу добирается до пластика внутри сопла, и даже при самом сильном реактиве пластик все равно может оставаться вязким, и его сложно извлечь.
Некоторые умельцы погружали сопла в растворитель. Здесь проблема в том, что реагент не сразу добирается до пластика внутри сопла, и даже при самом сильном реактиве пластик все равно может оставаться вязким, и его сложно извлечь.
Самый безопасный и наиболее эффективной способ полной очистки сопла от пластика и загрязнений – операция, которую иногда называют «холодной протяжкой». Смысл ее состоит в том, чтобы протягивать филамент сквозь сопло при такой температуре, при которой он гарантированно не рвется, не плавится в горячей зоне, однако уже достаточно нагрет, чтобы, тянуться, заполняя пространство внутри сопла, но не застревая в нем. Лучше всего это получается с соплами из полированной нержавеющей стали. С теми, у которых внутри тефлоновое покрытие, проблем больше, потому что давление внутри сопла слегка деформирует тефлоновый слой, и возникают труднопреодолимые неровности.
Холодную протяжку можно успешно применять как с ABS (который долгое время оставался самым лучшим материалом, с температурой холодной протяжки 160-180 °C), так и с PLA (с ним гораздо сложнее из-за его переходных температурных особенностей, но холодная протяжка при 80-100 °C иногда удается).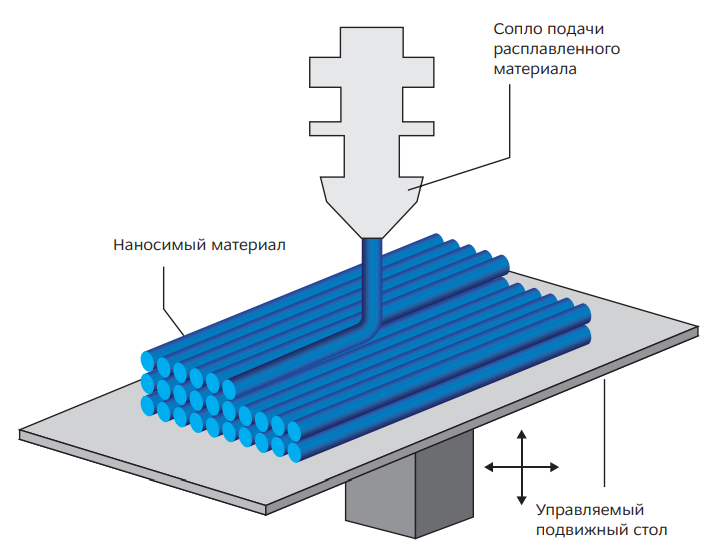 Сегодня же лучшими материалами для данной процедуры можно признать PA Nylon (Полиамид нейлон) — температура протяжки 180 °C — они более прочные, более гибкие и лучше скользят. Приведенные температуры — это максимум, выше них пластик уже начинает плавиться. Для достижения наилучших результатов температура пластика должна быть как можно ниже, и можно попытаться сначала довести сопло до значительно более холодного состояния и постепенно его нагревать. В качестве нейлонового филамента можно использовать триммерную леску, которая продается в хозяйственном магазине.
Сегодня же лучшими материалами для данной процедуры можно признать PA Nylon (Полиамид нейлон) — температура протяжки 180 °C — они более прочные, более гибкие и лучше скользят. Приведенные температуры — это максимум, выше них пластик уже начинает плавиться. Для достижения наилучших результатов температура пластика должна быть как можно ниже, и можно попытаться сначала довести сопло до значительно более холодного состояния и постепенно его нагревать. В качестве нейлонового филамента можно использовать триммерную леску, которая продается в хозяйственном магазине.
Удачная холодная протяжка ABS. Внутрь попал воздух и вышел через кончик нити, в результате чего она стала пустой и могла сломаться.
Удачная холодная протяжка PLA. Воздух выходил по сторонам нити. В результате она вытянулась, стала слишком тонкой, и процесс продолжался бы до тех пор, пока нить не порвалась.
Удачная холодная протяжка Нейлоном. Благодаря прочности и малому коэффициенту трения нить удалось протянуть при низкой температуре без опасных деформаций.
Прежде всего следует удалить как можно больше накопившегося пластика. Для этого можно попробовать протянуть ABS или PLA при указанных температурах. Далее сопло следует нагреть до 240 °C, чтоб нейлон полностью расплавился и можно было выдавить нить. Экструдируйте материал медленно. Большинство комков (особенно образовавшихся из-за пыли) не полностью блокируют сопло, но увеличиваются и забивают его при повышении давления, и извлечь их тогда очень трудно. Если у вас засор не сильный, т.е. это не крупные инородные частицы, отложившиеся в сопле, медленное, через паузы, экструдирование позволит выдавить из него старый материал. Как только на кончике сопла появится нейлон, можно начать охлаждать сопло до температуры протяжки.
Грубый или окрашенный выходящий филамент свидетельствует о том, что старый пластик вышел не полностью, и для полной очистки имеет смысл процесс повторить.
Если у вас образовался серьезный засор, который полностью препятствует экструдированию, перед дальнейшей процедурой его надо разрыхлить. Это обычно делается тонкой стальной или латунной проволокой (обычная проволока из алюминия или меди слишком мягкая). Подойдет также щетина от проволочного ершика или щетки или тонкая струна.
Это обычно делается тонкой стальной или латунной проволокой (обычная проволока из алюминия или меди слишком мягкая). Подойдет также щетина от проволочного ершика или щетки или тонкая струна.
Разумеется, лучше всего использовать специальные приспособления. И такие есть. Они называются сверлами для чистки экструдера или иглы для чистки экструдера и по сути представляют собой миниатюрный стальной бур с держателем. (Необходимо предупредить что сверла довольно хрупкие и могут ломаться, иглы только сгибаются). Также иглой удобно проверять диаметр выходного отверстия сопла.
Разогрейте экструдер до 200 °C, протолкните бур в сопло и расшевелите находящуюся там накипь, после чего попробуйте снова экструдировать. Наиболее коварные инородные частицы придется отковыривать долго и упорно. Когда проволока свою работу сделала, можно попытаться продавить нейлон, чтобы выпихнуть старый материал.
Если продавленная нейлоновая нить имеет шероховатую, темную, обесцвеченную или в черных точках поверхность, это указывает на то, что перегретый и подгоревший пластик все еще остается в сопле. Его бывает особенно трудно оттуда извлечь, если налип он давно или если пригорел в результате попыток прочистить сопло открытым огнем. (У некоторых меделей принтеров для предотвращения засоров предусмотрена специальная процедура, при которой, когда принтер ничего не печатает, периодически принудительно выдавливается несколько миллиметров филамента). Если нить выходит шероховатая или грязная, процесс следует (выбрасывая грязные куски) повторять до тех пор, пока филамент не будет выходить гладким, чистым и практически белым.
Его бывает особенно трудно оттуда извлечь, если налип он давно или если пригорел в результате попыток прочистить сопло открытым огнем. (У некоторых меделей принтеров для предотвращения засоров предусмотрена специальная процедура, при которой, когда принтер ничего не печатает, периодически принудительно выдавливается несколько миллиметров филамента). Если нить выходит шероховатая или грязная, процесс следует (выбрасывая грязные куски) повторять до тех пор, пока филамент не будет выходить гладким, чистым и практически белым.
Инструкция по запуску, первой печати, калибровке и обслуживанию 3d-принтера Ulti Steel
Перед запуском первой печати необходимо осуществить подготовительные действия: откалибровать стол, заправить пластик, нанести адгезивные составы и т.д.
Навигация по меню:
Дисплей принтера:
1 — Температура сопла текущая/заданная. Когда заданная температура равно 0 — это значит, что нагрев не включен.
2 — Температура стола текущая/заданная.
3 — Строка с координатам. Координаты обновляются по мере печати.
4 — Feedrate — скорость печати в процентах. Можно менять скорость во время печати — нужно покрутить энкодер, не нажимая на него.
5 — SD — статус выполнения печати в процентах.
6 — Время от начала печати.
7 — Строка статуса для информации о процессе нагрева стола и сопла, остановке и старте печати и т.д.
Функции меню:
Чтобы зайти в главное меню — нажмите на энкодер.
1. Печать с SD карты.
Главное меню > Print From SD (Печать с SD карты) > Выбираем файл из списка.
Название файлов должно быть написано латинскими буквами.
2. Преднагрев.
Позволяет одним нажатием запустить процесс нагрева печатающей головки и стола под выбранный вами пластик. Данная функция полезна как для смены пластика, так и для более быстрого запуска принтера на печать, например пока вы готовите модель в слайсере, в это время принтер нагревается.
Главное меню > Temperature (Температура) > Preheat PLA (Преднагрев PLA) / Preheat ABS (Преднагрев ABS)
— Preheat ABS — преднагрев и сопла и стола,
— Preheat ABS END — преднагрев сопла,
— Preheat ABS BED — преднагрев стола.
3. Принудительная установка температуры и обдува.
Позволяет выставить параметры вручную для обслуживания печатающей головки, смены пластика или проверки работоспособности.
— Главное меню > Temperature (Температура) > Nozzle — установка температуры печатающей головки.
— Главное меню > Temperature (Температура) > Bed — установка температуры стола
— Главное меню > Temperature (Температура) > Fan Speed — установка скорости вращения вентилятора обдува моделей (значение может задаваться от 0 до 255, либо в процентом соотношении от 0 до 100 в зависимости от версии прошивки).
4. Парковка принтера.
Команда перемещения печатающей головки в нулевые координаты.
Главное меню > Motion (Перемещение) > Auto Home (Парковка)
5. Выключение шаговых двигателей.
При калибровке стола или ручном перемещении печатающей головки и стола для обслуживания.
Главное меню > Motion (Перемещение)> Disable steppers (Выключение шаговых двигателей)
6.
 Выключение нагрева.
Выключение нагрева.
Активируется только тогда, когда принтеру задана какая-либо температура во время печати, преднагрева или ручной установки параметров.
Главное меню > Temperature (Температура) > Cooldown (Охладить)
Калибровка стола.
Принтер UlTi Steel настроен так, что точка касания сопла и поверхности стола (стол у сопла, левый ближний угол) является началом координат и одновременно точкой парковки. Нужно только отрегулировать винтами три точки касания сопла о стекло:
- Вызовите из меню функцию парковки.
- Выключите шаговые двигатели (функция в меню).
- Крутите левую ближнюю барашковую гайку до тех пор, пока в отражении стекла не увидите зазор между соплом и стеклом.
- Руками переместите печатающую головку в правый угол, под вторую барашковую гайку. По аналогии с предыдущим пунктом откалибруйте сопло по касанию. Важно, чтобы сопло слегка касалось стола, а не упиралось в него.
- Переместите головку в третью точку и так же настройте сопло.

Калибровка стола закончена.
Если вы недостаточно точно выставили сопло, то во время печати первого слоя вашей модели можно слегка отрегулировать плоскость стола барашковыми гайками.
Определить правильность калибровки стола можно по характеру поверхности на первом слое:
- Если слой слишком тонкий и буквально просвечивается, то сопло в этой области расположено очень близко к столу, необходимо немного закрутить один из регулировочных винтов.
- Если при печати первого слоя линии не плоские, а полукруглые и виднеется зазор между соседними слоями, то сопло расположено очень высоко.
- Идеальной калибровкой считается, когда большая часть площади заполнена ровным, равномерным слоем пластика.
Иногда при очень малой высоте первого слоя могут проявляться локальные «проплешины». Это может быть вызвано попаданием мусора между стеклом и нагревательной пластиной либо неравномерным нанесением клея. Чтобы такие микронеровности не влияли на печать, лучше устанавливать высоту первого слоя в 0,15 мм.
Чтобы такие микронеровности не влияли на печать, лучше устанавливать высоту первого слоя в 0,15 мм.
На фотографии ниже изображена неверная калибровка стола: с правой стороны зазор слишком большой, слева и в центре — очень мал.
Заправка/замена пластика.
Всегда перед тем, как начать производить манипуляции с пластиком — нагрейте печатающую головку.
Даже если вы не знаете, какой пластик сейчас заправлен в принтер, просто нагрейте сопло до 190 градусов. Любые виды пластика начнут при этой температуре размягчатся и позволят вам извлечь пластик, не повредив при этом саму печатающую головку.
Извлечение пластика:
- Нагреть сопло до рабочей температуры.
- Отщелкнуть максимально вверх эксцентриковый прижим подающего механизма.
- Вручную подать небольшое количество пластика в печатающую головку, чтобы из сопла начал выходить пластик.
- Уверенным движением вынуть нить пластика из подающего механизма.
- Если не требуется устанавливать новый пластик, выключить принтер или отключить нагрев (функция Cooldown).
Заправка пластика:
- Нагреть сопло до рабочей температуры — которую рекомендует производитель пластика, с которым вы работаете.
- Отщелкнуть максимально вверх эксцентриковый прижим подающего механизма.
- Вставить пластик в нижнее отверстие подающее механизма и подавать вручную до тех пор, пока не почувствуете, что пластик уперся в печатающую головку.
- С равномерным усилием продавливать пруток дальше по каналу, чтобы пластик начал выходить из сопла. Если вы заправляете катушку пластиком того же цвета и вида, то выдавите немного пластика через сопло, если пластик другой — то подавайте, пока не выйдет весь старый.
- Защелкните эксцентриковый зажим в третье положение.
Настройка подающего механизма.
Перед запуском печати тестовой детали необходимо убедиться, что подающий механизм настроен правильно, иначе из-за недостаточного прижима могут начаться пропуски подачи пластика:
- Во время заправки пластика, когда эксцентриковый зажим отщелкнут максимально вверх, необходимо руками закрутить регулировочный винт, на котором установлена пружина.
 Закручивать необходимо до тех пор, пока подающая шестерня не начнет касаться прутка пластика.
Закручивать необходимо до тех пор, пока подающая шестерня не начнет касаться прутка пластика. - Далее, когда защелкивается эксцентрик, начиная со второго положения должно чувствоваться упругое усилие, это означает, что пружина начала сжиматься и пруток надежно прижимается в подающей шестерне.
Запуск тестовой модели.
Чтобы проверить правильность работы принтера — лучше всего начать печать с тестовой модели.
Для увеличения адгезии пластика к стеклу не забудьте нанести клей, иначе модель может не прилипнуть.
Проследите, как начнет происходить печать первых слоев.
Техническое обслуживание принтера.
Для того, чтобы принтер работал долгое время, его периодически необходимо обслуживать. В обслуживание принтера входит очистка принтера от пыли, замена изнашиваемых деталей, обслуживание подающего механизма и т.д.
Скачайте подготовленный файл для печати (G-code), загрузите его на SD карту памяти и запустите печать функцией Print From SD.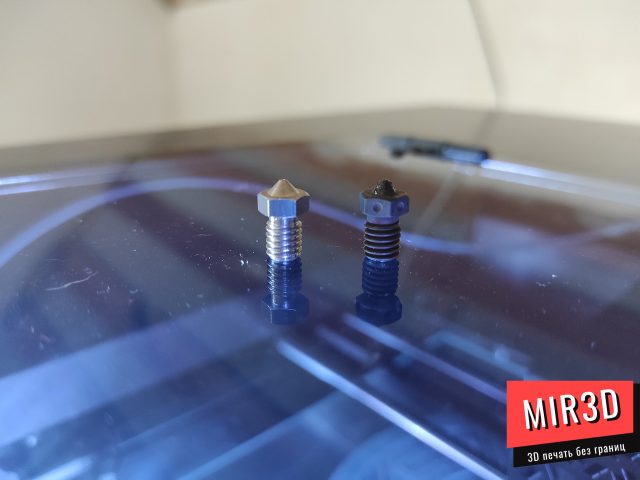
Ссылка на скачивание: Тестовая модель
Проследите как начнет происходить печать первых слоев.
Удаление пыли и грязи.
Пыль и шерсть домашних животных оседают на стенки корпуса принтера, направляющие валы и все открытые места. Также на направляющих валах может скапливаться старое масло.
Регулярную уборку следует разделить на три этапа:
- Очистка корпуса принтера от пыли.
- Очистка механических частей от продуктов износа.
- Очистка от пыли кулеров обдува.
Выньте вилку из розетки. Корпус принтера UlTi Steel допускается протирать влажной тряпкой. Особое внимание уделите основанию стола под нагревательной пластиной. Убедитесь, что на корпусе не осталось следов воды и все поверхности насухо вытерты. После этого можно установить временно снятые элементы (дверки, нагревательная пластина и т.д.)
Во время длительной работы трущиеся детали прирабатываются друг к другу, а смазка загрязняется продуктами износа и пылью. Чаще всего смазка скапливается на концах валов и на гайке ходового винта. Убрать ее можно сухой салфеткой. Старайтесь полностью убирать старую смазку.
Чаще всего смазка скапливается на концах валов и на гайке ходового винта. Убрать ее можно сухой салфеткой. Старайтесь полностью убирать старую смазку.
Кулеры обдува принтера можно очистить сжатым воздухом либо специальной антистатической кисточкой. Чаще всего на лопастях кулера налипает пыль и шерсть, что ухудшает эффективность обдува.
Обслуживание подающего механизма.
Иногда после нескольких месяцев работы принтера могут начаться пропуски слоев. Это может происходить по разным причинам, чаще всего — забитое сопло или плохой пластик.
Иногда пластик может крошится и налипать на зубья подающей шестерни, в таком случае очистите их металлической щеткой или тонкой иглой, предварительно сняв рокер и коромысло.
В редких случаях изнашивается сама подающая шестерня, происходит замятие нескольких зубьев, при таком дефекте шестерню следует заменить.
Смазка.
В комплект к UlTi Steel мы прикладываем флакон с минеральным трансмиссионным маслом. У него прекрасные смазывающие свойства, а густота позволяет удобно подавать смазку на направляющие валы так, чтобы она не стекала.
У него прекрасные смазывающие свойства, а густота позволяет удобно подавать смазку на направляющие валы так, чтобы она не стекала.
Не требуется много смазки, достаточно пары капель на вал. После этого вручную несколько раз переместите печатающую головку по всей области печати, чтобы смазка равномерно распределилась. Излишки удалите сухой салфеткой.
Не допускайте попадание масла на ремни, иначе с течением времени при длительном контакте они могут начать деградировать. Если масло попало на ремень — вытрите его салфеткой.
Что делать, если нить прилипает к поверхности сопла
Нить для 3D-печати по своей природе липкая. Без надлежащей адгезии первый слой сборки не будет прилипать к поверхности сборки, а последующие слои не будут прилипать друг к другу. Отпечаток без капельки липкости вообще не будет отпечатком.
Но поскольку расплавленный материал для печати может легко прилипать к другим поверхностям, он иногда может прочно прилипать слишком или, что еще хуже, прилипать к вещам, к которым он не предназначен.-kupit-v-soin-store.ru-6.png) Показательным примером является явление чрезмерной адгезии: это когда сборки застревают на печатной платформе, а затем требуют большого количества соскабливания, что может привести к повреждению поверхности сборки. Другая проблема, связанная с липкостью, возникает, когда 9Нить 0003 прилипает к поверхностям сопла — внутри или снаружи — часто закручиваясь обратно после выхода из отверстия сопла. Это очень распространенная проблема, которая может быть вызвана многими факторами, от засорения форсунок до неправильной температуры экструзии.
Показательным примером является явление чрезмерной адгезии: это когда сборки застревают на печатной платформе, а затем требуют большого количества соскабливания, что может привести к повреждению поверхности сборки. Другая проблема, связанная с липкостью, возникает, когда 9Нить 0003 прилипает к поверхностям сопла — внутри или снаружи — часто закручиваясь обратно после выхода из отверстия сопла. Это очень распространенная проблема, которая может быть вызвана многими факторами, от засорения форсунок до неправильной температуры экструзии.
В этой статье рассматривается, почему нить прилипает к соплам и, что более важно, как предотвратить возникновение этой распространенной проблемы. В нем содержатся основные инструкции по устранению засорения сопел, регулировке высоты сопла, регулировке температуры печати и различным другим вариантам устранения неполадок, связанных с прилипанием нити к поверхности сопла.
Почти все пользователи принтеров FDM, даже новички, сталкивались с этим. Пыж или прядь затвердевшей нити, прилипшие к кончику их сопла после печати, часто закручиваются вокруг отверстия сопла. Иногда излишки материала можно легко удалить; иногда меньше. В любом случае, это нежелательное явление, требующее очистки перед началом следующей печати.
Пыж или прядь затвердевшей нити, прилипшие к кончику их сопла после печати, часто закручиваются вокруг отверстия сопла. Иногда излишки материала можно легко удалить; иногда меньше. В любом случае, это нежелательное явление, требующее очистки перед началом следующей печати.
Так почему же это происходит? В идеальном мире ваш экструдер должен подавать к соплу ровно столько нити, сколько нужно, прежде чем он совершит движение или завершит последний слой печати, позволяя хотэнду втягиваться чисто, без остатков, налипаний или беспорядка.
На самом деле так бывает не всегда. Нить прилипает к поверхности сопла по многим причинам, включая засорение сопла и неправильную температуру экструзии. Некоторые из наиболее распространенных причин прилипания нити к соплу включают:
Засорение или частичное засорение сопла
Чрезмерная высота сопла причины)
Диагностика причины прилипания нити к соплу может потребовать нескольких проб и ошибок, а также попыток различных исправлений. Ниже приведены некоторые из наиболее распространенных и проверенных решений, когда нить прилипает к поверхности сопла.
Ниже приведены некоторые из наиболее распространенных и проверенных решений, когда нить прилипает к поверхности сопла.
Прочистите засорившееся сопло
Одной из наиболее распространенных причин скручивания нити вокруг наконечника сопла является частичное засорение сопла. Со временем остатки нити могут накапливаться внутри сопла, особенно если определенные типы нити не были экструдированы должным образом, что приводит к отложению слишком тонких нитей нити.
Забитое сопло также вызывает такие симптомы, как натяжение, отсутствие слоев или щелкающие звуки во время экструзии. Если вы заметили эти симптомы наряду с прилипанием нити к соплу, то наиболее вероятной причиной является засорение.
Существует несколько способов прочистки сопла, подробно описанных в нашем руководстве по очистке сопла 3D-принтера. К ним относятся:
Пропускание нейлоновой чистящей нити через принтер
Удаление сопла и проталкивание тонкой иглы через отверстие
, выполняя холодную тягу
, выполняя атомную тягу
купание сопло в ацетоне (только для ABS CLOGS) [1]
Рекомендуемые чтения: Как почистить 3DZTER. предотвратить засорение
предотвратить засорение
Уменьшить расстояние между соплом и станиной
Если сопло не заблокировано, материал может прилипнуть к нему, поскольку он находится слишком далеко от платформы. Большой зазор снижает давление между нитью и ее целью, заставляя ее оборачиваться вокруг сопла, а не прилипать к конструкции. Регулировку высоты сопла можно выполнить двумя способами: либо откалибровав ее как часть процесса выравнивания слоя (что можно сделать с помощью листа бумаги), либо отрегулировав Z-смещение.
Если у вас регулярно остаются остатки нити на сопле, независимо от типа нити, вы можете попробовать откалибровать высоту сопла во время выравнивания кровати. В любом случае это важная часть обслуживания 3D-принтера, поэтому ее стоит выполнять, даже если вы подозреваете, что могут быть другие причины образования остатков на сопле. Некоторые FDM-принтеры среднего или премиум-класса даже имеют функцию автоматического выравнивания платформы, которая значительно ускоряет процесс. Недорогие машины, такие как Creality Ender 3, требуют ручного выравнивания станины.
Недорогие машины, такие как Creality Ender 3, требуют ручного выравнивания станины.
Если проблема возникает только с определенными материалами, вы можете попробовать уменьшить высоту сопла для этого конкретного материала, отрегулировав Z-смещение в вашем слайсере (например, Cura) или непосредственно в интерфейсе вашего 3D-принтера. Z-смещение изменяет высоту сопла относительно его нормального нулевого положения, позволяя вам «переопределить» исходную высоту сопла, чтобы приспособиться к различиям в поведении материала. Многие принтеры позволяют корректировать Z-смещение во время печати первого слоя, что позволяет вам визуально оценить качество печати слоя перед внесением корректировок.
Регулировка высоты сопла с помощью выравнивания стола и Z-смещения может решить проблему
Увеличить температуру печати
Нить, которая не выходит за кончик сопла, может быть индикатором плохого потока, что может быть вызвано недостаточным соплом температура. Аккуратно увеличивая температуру сопла (с шагом 5°C), вы можете полностью вытянуть нить из сопла на построенную ниже конструкцию. Многие нити имеют диапазон температур около 40 ° C, в котором они могут успешно печатать; Стремление к верхнему краю этого окна может потенциально смягчить проблемы с накоплением нити накала.
Аккуратно увеличивая температуру сопла (с шагом 5°C), вы можете полностью вытянуть нить из сопла на построенную ниже конструкцию. Многие нити имеют диапазон температур около 40 ° C, в котором они могут успешно печатать; Стремление к верхнему краю этого окна может потенциально смягчить проблемы с накоплением нити накала.
Однако помните, что высокотемпературная печать может иметь неблагоприятные последствия для материала, такие как просачивание и натяжение, что может быть столь же вредным для печати, как и первоначальная проблема. А превышение рекомендуемой температуры печати может даже привести к возгоранию нити на горячем конце, что может привести к закупорке сопла.
Поток материала также можно улучшить, используя скорость потока вашего слайсера или настройку множителя экструзии. Этот параметр указывает экструдеру подавать большее или меньшее количество материала на горячий конец с учетом различий в диаметре материала и других факторов.
Улучшить адгезию первого слоя
Нить с большей вероятностью застрянет в сопле, если она не прилипнет к печатной платформе во время первого слоя. Адгезию можно улучшить несколькими способами.
Адгезию можно улучшить несколькими способами.
Нанесение клея на рабочую поверхность
Прилипание к слою можно улучшить, отрегулировав поверхность на рабочей пластине. Один из вариантов — использовать лист материала (например, PEI) поверх стеклянной платформы, а другой — нанести липкое вещество, такое как клей-карандаш или лак для волос, непосредственно на существующую поверхность сборки. Некоторые типы лент — малярная лента и каптоновая лента, например, — также хорошо создают поверхности, если их наносить полосами на существующую поверхность.
Повышение температуры слоя
Еще один способ улучшить адгезию слоя — повысить температуру нагреваемого слоя. Это позволяет экструдированному материалу дольше оставаться в более жидком состоянии, давая ему время должным образом прикрепиться к печатной платформе, прежде чем он затвердеет.
Уменьшить охлаждение первого слоя
Многие профили нарезки по умолчанию предписывают охлаждающим вентиляторам не охлаждать первые несколько слоев отпечатка, что способствует прилипанию к платформе. Однако, если эти начальные слои охлаждаются, попробуйте отключить вентиляторы, чтобы увидеть, реже ли нить прилипает к поверхности сопла.
Однако, если эти начальные слои охлаждаются, попробуйте отключить вентиляторы, чтобы увидеть, реже ли нить прилипает к поверхности сопла.
Обновите насадку
Форсунки с изношенными внутренними поверхностями могут со временем начать давать неравномерные результаты, включая скручивание нити или ее прилипание к внешней поверхности. Жесткие нити (например, композиты, содержащие стекло или углеродные волокна) особенно вредны для обычных латунных сопел; если вы регулярно используете такие нити, вам, возможно, придется перейти на сопло из закаленной стали.[2]
Новое сопло (слева) может работать лучше, чем изношенное
Практически любой материал для 3D-печати может создавать скопление нити в сопле или вокруг него. Однако разные материалы ведут себя по-разному, поэтому одни лучше реагируют на определенные виды обработки, чем другие. В этом разделе рассматривается, как бороться с рассматриваемой проблемой для трех распространенных материалов FDM.
PLA
Нить PLA широко используется благодаря ее доступности, а также жесткости и низкотемпературным требованиям. Если нить PLA прилипает к соплу, для решения проблемы рекомендуются следующие методы:
НЕОБХОДИМО уменьшить высоту сопла. PLA можно вдавить в поверхность сборки, что может помочь смягчить проблему.
НЕ поднимайте температуру слишком высоко. Хотя увеличение температуры сопла и слоя может снизить вероятность прилипания материала к соплу, PLA чувствителен к высоким температурам и потенциально может загореться, что может усугубить проблему из-за засорения сопла.
ABS
Нить ABS более прочная и гибкая, чем PLA, но подвержена различным проблемам печати, включая прилипание нити к соплу принтера. Способы предотвращения образования остатков на сопле из АБС-пластика включают:
PETG
PETG — это универсальная альтернатива PLA и ABS, пользующаяся популярностью благодаря хорошей прочности на растяжение и доступности в непрозрачных и полупрозрачных цветах. Если ваша катушка PETG приводит к скоплению материала сопла, попробуйте следующее:
НЕОБХОДИМО увеличить температуру сопла и отрегулировать поверхность сборки для улучшения адгезии. PETG лучше всего печатает при температуре 220–260 °C, но приближение к верхнему пределу этого диапазона может помочь предотвратить его прилипание к соплу. Лучшая адгезия также может привести к лучшим результатам.
НЕ уменьшайте расстояние между наконечником сопла и поверхностью стола слишком сильно. Из-за низкой вязкости PETG требует довольно большого расстояния между поверхностью сборки и соплом; он не любит, когда его сдавливают.
Большинство пользователей принтеров в какой-то момент сталкиваются с прилипанием нити к соплу. Как мы видели, есть несколько причин, по которым это может произойти, и некоторые из этих причин не связаны друг с другом.
Прагматичный подход может быть наиболее эффективным начать с проверки засорения и выравнивания грядки. Хотя это может не решить проблему немедленно, оба эти шага являются разумными для общего обслуживания принтера. Если у вас есть засорение или плохо откалиброванная печатная платформа, возможно, вам вообще не нужно менять настройки печати.
Выполнив эти шаги, вы можете начать экспериментировать с другими решениями, такими как регулировка поверхности печати, повышение температуры печати и уменьшение высоты сопла. Было доказано, что все эти методы уменьшают накопление материала на форсунках.
[1] Гюнайдын К., Туркмен Х.С. Распространенные дефекты 3D-печати FDM. Международный конгресс по технологиям 3D-печати (аддитивного производства) и цифровой индустрии, апрель 2018 г.
[2] Мело Дж. Т., Сантана Л., Идогава Х. Т., Паис А. И., Алвес Дж. Л. Влияние материала сопла и его срока службы на качество деталей PLA, изготовленных FFF 3D Printing. Письма машиностроительного производства. 2022 21 апреля; 1 (1): 20-7.
Как устранить прилипание нити 3D-принтера к соплу — PLA, ABS, PETG — 3D Printerly
Прилипание расплавленной нити к соплу 3D-принтера может быть довольно раздражающим, особенно потому, что его трудно очистить.
Многие из нас прошли через это раздражение, поэтому я решил написать статью о том, как исправить прилипание нити 3D-принтера к соплу, будь то PLA, ABS или PETG.
Вам следует увеличить температуру сопла, чтобы предотвратить прилипание нити 3D-принтера к соплу, так как это обеспечивает равномерную экструзию. В некоторых случаях ваше сопло или канал экструзии могут быть засорены, поэтому прочистите их как можно лучше. Увеличьте температуру кровати и убедитесь, что сопло не слишком высоко над кроватью.
В оставшейся части этой статьи будут описаны шаги, необходимые для этого, а также подробные профилактические меры, чтобы это не повторилось.
Почему нить 3D-принтера прилипает к соплу?
Все мы сталкивались с этой проблемой, особенно после нескольких серий печати.
Чтобы объяснить, почему нить 3D-принтера прилипает к соплу, я расскажу о некоторых основных причинах этого, с которыми столкнулись многие пользователи 3D-принтеров.
- Сопло слишком высоко над станиной (чаще всего)
- Нить нагрета неправильно
- Засорение сопла
- Плохая адгезия к поверхности
- Неравномерная экструзия
- Температура слоя недостаточно высока
- Охлаждение первых слоев 9002
Как устранить прилипание нити к соплу
Зная основные причины этой проблемы, мы можем предложить эффективные решения, позволяющие получать высококачественные 3D-принтеры.
Многие пользователи сталкивались с тем, что их сопло 3D-принтера, покрытое пластиком или PLA, слипалось в экструдере, поэтому давайте рассмотрим решения, а также рекомендации, которые помогут вам решить проблему шаг за шагом.
Исправление высоты сопла
Слишком высокое расположение сопла над печатной площадкой является одной из основных проблем, из-за которой нить прилипает к соплу.
Ваше сопло требует хорошего давления на платформу для правильной экструзии, но если оно слишком сильное, вы начинаете видеть, как нить скручивается вокруг сопла и прилипает.
Чтобы это исправить, вам необходимо:
- Проверить высоту насадки от кровати.
- Если он высокий, начните регулировать высоту и приблизите его к поверхности сборки.
- Убедитесь, что кровать правильно выровнена вручную или с помощью автоматической системы выравнивания.
youtube.com/embed/_BuuGswqWWE?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
Правильно нагрейте нить
Теперь, если высота сопла откалибрована и находится в нужной точке, следующее, что приходит на ум, — это температура нити. Многие пользователи, внедрившие это решение в свои 3D-принтеры, увидели быстрые результаты.
Если филамент нагрет должным образом, он может легко выйти в сопло и без проблем осаждаться на поверхности.
- Увеличьте температуру печати, чтобы нить проходила легче
- Проверьте температурный диапазон для вашей нити и попробуйте использовать верхний диапазон
- Проведя некоторые температурные испытания, вы сможете получить хорошую экструзию.
Прочистите сопло
Это один из основных шагов, который вы должны выполнить, если ничего не работает. Вы можете сделать это прямо перед началом печати. Я собираюсь перечислить шаги, с помощью которых вы можете очистить сопло.
- Очистка иглой: используйте иглу и введите ее в сопло; это разрушит частицы, если они есть в нем. Повторяйте этот процесс снова и снова.
- Используйте горячую или холодную тягу, чтобы тщательно прочистить сопло.
- Приобретите тефлоновую трубку Capricorn для более гладкой траектории экструзии.
Когда он нагреется до нужной температуры, достаточно сильно потяните его. Повторяйте процесс, пока не увидите, что выходит чистая нить.
- Проволочная щетка: Проволочная щетка помогает удалить все частицы, прилипшие к поверхности печати. Но убедитесь, что вы не повредите насадку.
Очистка поможет вам избежать застревания нити в сопле.
Добавление адгезии к поверхности
Теперь, если вы все еще сталкиваетесь с проблемой образования петли или скручивания нити вокруг сопла вместо того, чтобы прилипать к станине, вам необходимо проверить свойства адгезии.
Эта часть проста: ваша поверхность имеет меньшую адгезию, что не позволяет филаменту прилипать к поверхности, и он перекатывается.
Что нужно сделать, чтобы убедиться, что нить прилипает к станине:
- Нанесите клейкий материал на поверхность, например, лак для волос, ленту, клей и т. д.
- Убедитесь, что клейкий материал и поверхность сборки материалов, отличных от нити.
Примечание. Будьте осторожны при выборе клея, так как он может вызвать проблемы в послепечатном процессе.
Повышение температуры стола
Нить лучше прилипает к столу при нагревании. Известно, что для таких материалов, как PLA, нагревательный слой не обязательно нужен для прилипания к поверхности сборки, но он определенно помогает.
- Увеличьте температуру стола для лучшей адгезии 3D-отпечатков
Не используйте охлаждение для первого слоя
Когда нить охлаждается, вы обычно испытываете небольшую усадку, что не дает наилучших результатов особенно для первого слоя.
Ваш слайсер обычно имеет настройки по умолчанию, которые останавливают вентиляторы для первых нескольких слоев, поэтому дважды проверьте этот параметр и убедитесь, что вентиляторы не включены сразу.
Сделайте ваши скорости потока более постоянными
Если у вас непостоянная скорость подачи, есть вероятность, что у вас возникнет проблема с неправильным выходом нити.
Помните, что все в 3D-печати связано друг с другом, когда дело доходит до печати модели. Было бы лучше, если бы вы убедились, что все стабильно и правильно поддерживается.
Прилипание нити к соплу может произойти при слишком низкой скорости подачи.
Если вы недавно меняли нить накаливания, это определенно может быть вашей причиной, поэтому я бы:
- Отрегулировать скорость потока, обычно ее увеличение помогает устранить непостоянный поток нити.
Как предотвратить прилипание PLA, ABS и PETG к соплу?
Я собираюсь дать вам краткую информацию обо всех этих трех нитях, с помощью которых вы можете избежать их скручивания, слипания, прилипания или слипания на сопле. Так что продолжайте читать.
Предотвращение прилипания PLA к соплу
При использовании PLA вы можете столкнуться с проблемой, состоящей в том, что нить скручивается и прилипает к соплу. Я перечисляю несколько способов избежать этого, сохраняя при этом плавность процесса печати.
- Приобретите сопло горячего конца хорошего качества, поскольку сопло низкого качества может вытягивать нить.
- Убедитесь, что расстояние между соплом и станиной отрегулировано для правильной печати.
- Проверьте температуру нити/сопла, чтобы соответствовать требованиям, предъявляемым к PLA.
- Каждая нить имеет свою стандартную температуру, поэтому внимательно следите за ней.
Предотвращение прилипания ABS к соплу
- Правильная температура и скорость подачи являются ключевыми факторами, позволяющими избежать скручивания нити.

Всего комментариев: 0