Понятие управляющей программы: Структура программы
Содержание
Определение станка с ЧПУ, термины
Устройства с ЧПУ. Термины и определения.
Определения терминов, вошедших в раздел по ГОСТ 20999 — 83 «Устройства числового программного управления для металлообрабатывающего оборудования»
ЧПУ
Е. Computerized numerical control. Числовое программное управление станком.
Цифровое программное управление станком
Е. Numerical control of machine. Управление обработкой заготовки на станке по управляющей программе, в которой данные заданы в цифровой форме.
Позиционное числовое программное управление станком
Е. Positioning control. Числовое программное управление станком, при котором перемещение его рабочих органов происходит в заданные точки, причем траектории перемещения не задаются.
Контурное числовое программное управление станком
Е. Contouring control. Числовое программное управление станком, при котором перемещение его рабочих органов происходит по заданной траектории и с заданной скоростью для получения необходимого контура обработки.
Contouring control. Числовое программное управление станком, при котором перемещение его рабочих органов происходит по заданной траектории и с заданной скоростью для получения необходимого контура обработки.
Адаптивное числовое программное управление станком
Е. Adaptive control. Числовое программное управление станком, при котором обеспечивается автоматическое приспособление процесса обработки заготовки к изменяющимся условиям обработки по определенным критериям.
Групповое числовое программное управление станками
Е. Direct numerical control. DNC. Числовое программное управление группой станков от ЭВМ, имеющей общую память для хранения управляющих программ, распределяемых по запросам от станков.
Программное обеспечение системы числового программного управления станком
Е.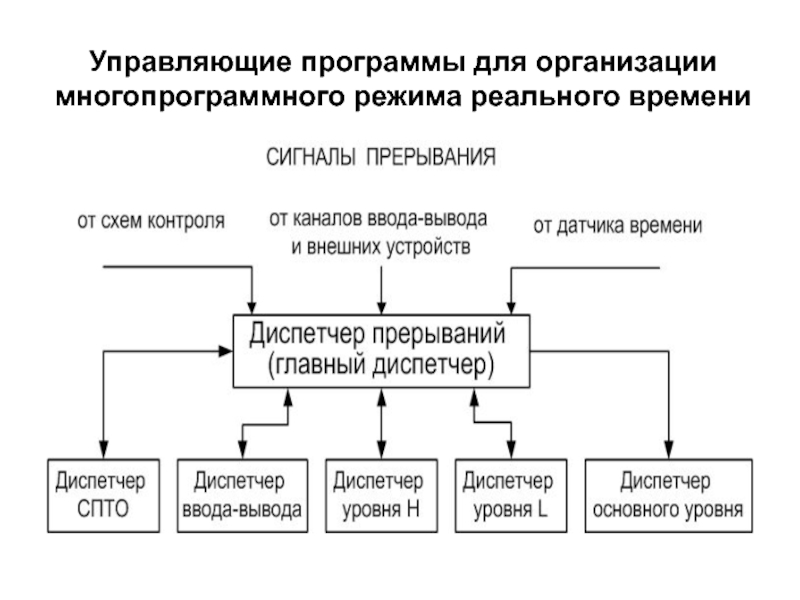 Software. Совокупность программ и документации на них для реализации целей и задач системы числового программного управления станком.
Software. Совокупность программ и документации на них для реализации целей и задач системы числового программного управления станком.
УЧПУ
Устройство числового программного управления станком. Е. Numerical control. Устройство, выдающее управляющие воздействия на исполнительные органы станка в соответствии с управляющей программой и информацией о состоянии управляемого объекта.
Аппаратное устройство числового программного управления станком
Е. Numerical control. NC. Устройство числового программного управления станком, алгоритмы работы которого реализуются схемным путем и не могут быть изменены после изготовления устройства.
Программируемое устройство числового программного управления станком
Е. Computerized numerical control. CNC. Устройство числового программного управления станком, алгоритмы работы которого реализуются с помощью программ, вводимых в его память, и могут быть изменены после изготовления устройства.
СЧПУ
Система числового программного управления станком. Е. Control system. Совокупность функционально взаимосвязанных и взаимодействующих технических и программных средств, обеспечивающих числовое программное управление станком.
Автоматическая работа
Автоматическая работа системы (устройства) числового программного управления станком. Е. Mode of operation, automatic. Функционирование СЧПУ (УЧПУ), при котором отработка управляющей программы происходит с автоматической сменой кадров управляющей программы.
Работа с пропуском кадров
Работа системы числового программного управления станком с пропуском кадров. Е. Block skip. Автоматическая работа СЧПУ (УЧПУ), при которой не отрабатываются кадры управляющей программы, обозначенные символом Пропуск кадра.
Покадровая работа
Покадровая работа системы (устройства) числового программного управления станком. Е. Mode of operation, single block. Функционирование СЧПУ (УЧПУ), при котором отработка каждого кадра управляющей программы происходит только после воздействия оператора.
РВД. Ндп. Преднабор
Работа системы (устройства) числового программного управления станком с ручным вводом данных. Е. Manual data input. MDI. Функционирование СЧПУ (УЧПУ), при котором набор данных, ограниченный форматом кадра, производится вручную оператором на пульте.
Ручное управление
Работа системы числового программного управления станком с ручным управлением. Е. Mode of operation, manual. Функционирование СЧПУ (УЧПУ), при котором оператор управляет станком с пульта без использования числовых данных.
Зеркальная отработка
Зеркальная отработка системы (устройства) числового программного управления станком. Е. Machine program mirror execution. Функционирование СЧПУ (УЧПУ), при котором рабочие органы станка перемещаются по траектории, представляющей собой зеркальное отображение траектории, записанной в управляющей программе.
Управляющая программа
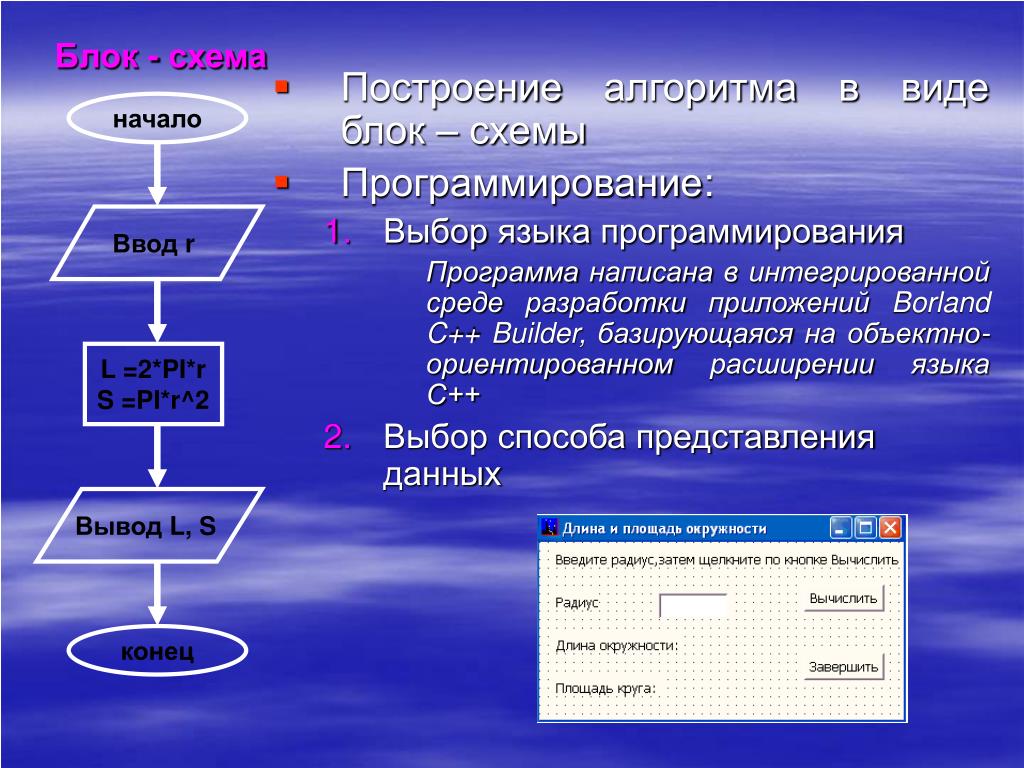
Управляющая программа в числовом программном управлении. Совокупность команд на языке программирования, соответствующая заданному алгоритму функционирования станка по обработке конкретной заготовки.
Ручная подготовка управляющей программы
Подготовка и контроль управляющей программы, в основном, без применения ЭВМ.
Автоматизированная подготовка управляющей программы
Подготовка и контроль управляющей программы с применением ЭВМ.
Системная программа
Системная программа в числовом программном управлении. Программа системы числового программного управления, обеспечивающая распределение ее ресурсов, организацию процесса обработки, ввода — вывода и управления данными.
Технологическая программа
Технологическая программа в числовом программном управлении. Программа системы числового программного управления, обеспечивающая реализацию задач управления применительно к различным технологическим группам станков (токарные, фрезерные, сверлильные, КПО и др.).
Функциональная программа
Функциональная программа в числовом программном управлении. Программа системы числового программного управления, обеспечивающая реализацию задач управления применительно к различным моделям станков внутри каждой группы.
Программоноситель
Программоноситель в числовом программном управлении. Носитель данных, на котором записана управляющая программа.
Примечание
- В качестве носителя данных могут применяться перфолента, магнитная лента, магнитный диск и запоминающие устройства различного типа
Кадр
Кадр управляющей программы в числовом программном управлении. Составляющая часть управляющей программы, вводимая и отрабатываемая как единое целое и содержащая не менее одной команды.
Слово
Слово управляющей программы в числовом программном управлении. Составляющая часть кадра управляющей программы, содержащая данные о параметре процесса обработки заготовки и (или) другие данные по выполнению управления.
Адрес
Адрес в числовом программном управлении. Часть слова управляющей программы, определяющая назначение следующих за ним данных, содержащихся в этом слове.
Часть слова управляющей программы, определяющая назначение следующих за ним данных, содержащихся в этом слове.
Номер кадра
Номер кадра управляющей программы в числовом программном управлении. Слово в начале кадра, определяющее последовательность кадров в управляющей программе.
Главный кадр
Главный кадр управляющей программы в числовом программном управлении. Кадр управляющей программы, содержащий все данные, необходимые для возобновления процесса обработки заготовки после его перерыва.
Примечание
- Главный кадр управляющей программы обозначают специальным символом
Автор: CncExpert
Управляющая программа для станков с ЧПУ: разработка, типы, ошибки
Управляющая программа для станка с ЧПУ – составляющая станочного оборудования с числовым программным управлением. С ее помощью обеспечивается автономная или полуавтономная обработка заготовок. Этот компонент позволяет получить качественное и точное изготовление деталей, имеющих сложные формы. Разработка управляющей программы требует специальных навыков.
С ее помощью обеспечивается автономная или полуавтономная обработка заготовок. Этот компонент позволяет получить качественное и точное изготовление деталей, имеющих сложные формы. Разработка управляющей программы требует специальных навыков.
Предназначение
Управляющая программа обеспечивает контроль над станками на числовом программном управлении. без необходимости постоянного слежения. Она представляет собой комплекс команд, которые подаются рабочему оборудованию.
При помощи команд:
- перемещаются инструменты;
- перемещаются заготовки;
- контролируется скорость обработки.
Написание программы осуществляется под конкретные заготовки. Для ее создания необходимо установить на компьютер специальную программу. Наличие подобного софта позволит создать методики контроля самостоятельно при наличии базовых навыков.
Программное управление бывает дискретным и контурным. Первый вариант используется для обработки заготовок с простыми формами. Он позволяет выполнить базовые функции. УП второго типа предназначен для сложной обработки. Он чаще всего используется на токарных и фрезерных станках. Обработка осуществляется в зависимости от характеристик конкретного прибора. На их основе выполняются заданные функции.
Первый вариант используется для обработки заготовок с простыми формами. Он позволяет выполнить базовые функции. УП второго типа предназначен для сложной обработки. Он чаще всего используется на токарных и фрезерных станках. Обработка осуществляется в зависимости от характеристик конкретного прибора. На их основе выполняются заданные функции.
Чтобы создать технологическую операцию, необходимо получить информацию о:
- поверхности детали;
- рабочих инструментах;
- величине припуска;
- числе проходов для каждой поверхности;
- режиме резания.
Также необходимо запомнить, в каком положении инструменты находились изначально, и по какой траектории они будут двигаться. Определение траектории вычисляется на основе координат опорных точек.
При помощи управляющей программы можно выполнить:
- токарные работы;
- фрезеровку;
- шлифовальные работы.
Софт может использоваться для нескольких задач сразу.
Его можно скачать в интернете бесплатно, или же воспользоваться платными приложениями. Платные приложения могут отличаться наличием дополнительных возможностей.
Создание
Методика создания УП включает несколько этапов. На первом этапе создания управляющей программы строится цифровая модель изделия. После этого проводится программный анализ. С его помощью модель можно разделить на точки, чтобы разработать систему координат. По ней будут двигаться инструменты и заготовка в ходе работы.
Создать программу без трехмерной модели изделия не получится. Данная задача выполняется специалистом. Также уже готовые модели можно скачать в интернете, но нет гарантии, что они подойдут для нужной работы.
При изготовлении программ для станков с ЧПУ можно использовать системы автоматизированного программирования, самыми популярными из которых являются:
- AutoCAD;
- NanoCAD;
- T-FlexCAD;
- ArtCam;
- SolidWorks.

При помощи программного обеспечения можно изменить характеристики будущего изделия. Чем больше будет собранного информации, тем более точной будет обработка. На завершающем этапе разрабатываются управляющие команды, которые будут объединены в файл.
Обработкой файла будет заниматься процессор. Информация с файла считывается последовательно. Поэтому команды выполняются друг за другом. Программу легко записать на обычном компьютере и подключить ее при помощи флешки. Затем она будет записана в память компьютера, управляющего станком, и использовать ее не понадобится. С самой программой можно будет осуществлять серийную разработку деталей.
Основной составляющей управляющих программ является G-код. Он состоит из числовых символов. Символы числовой системы могут быть различными командами:
- технологическими;
- геометрическими;
- подготовительными;
- вспомогательными.
Первый тип отвечает за определение рабочего инструмента, скорость обработки, включение и выключение прибора. Второй тип определяет и контролирует заданные координаты. Третий тип позволяет программе управлять станком, а также задает режимы производства. Последний тип включает и выключает отдельные механизмы. Разобраться в коде может технолог-программист.
При покупке оборудования следует инструкция, в которой указано, как правильно создавать числовое программное управление, и использовать различные типы команд.
Виды программ
При создании программы для станков необходимо учесть целый комплекс вопросов:
- на каких оборотах способен работать шпиндель;
- на каких скоростях он может работать;
- с какой производительностью способен работать станок;
- насколько может перемещаться рабочий инструмент;
- сколько инструментов может использовать станок.
Большинство вопросов связаны с характеристиками станка. Для определения необходимых данных достаточно воспользоваться инструкцией, которая следует вместе с оборудованием при его покупке. Некоторые управляемые станки могут иметь дополнительные функции. Их также нужно учитывать при программировании, иначе обработка может осуществляться неточно. Список дополнительных функций также имеется в инструкции.
Некоторые управляемые станки могут иметь дополнительные функции. Их также нужно учитывать при программировании, иначе обработка может осуществляться неточно. Список дополнительных функций также имеется в инструкции.
Не существует универсальных программ для передачи команд станку. Список самых востребованных состоит из программ для:
- разработки трехмерных моделей;
- быстрого просмотра и редактирования трехмерных моделей;
- конвертации файлов из одного формата в другой;
- создания и предварительного просмотра УП;
- выполнения задач на станке.
Управляющие программы позволяют станкам изготовлять сложные изделия. Детали со сложной формы могут быть изготовлены из древесины, металла, камня. На специальных станках можно обработать менее используемые материалы.
Преимущества
Управляющая программа помогает упросить производственный процесс в несколько раз. На станках с ЧПУ не требуется больше одного оператора агрегата, и работает по простой методике. УП экономят время и повышают точность обработки.
На станках с ЧПУ не требуется больше одного оператора агрегата, и работает по простой методике. УП экономят время и повышают точность обработки.
Они используются при:
- изготовлении рекламных баннеров;
- производстве мебели;
- дизайнерском оформлении помещения;
- порезке и раскрое листового материала;
- изготовлении сувенирных изделий.
При помощи современных приложений составить управляющую программу может человек, не имеющий образования в области программирования. Благодаря поддержке различных операционных систем, запустить УП можно практически на любом компьютерном устройстве, связанным со станком с системой числового программного управления. Недостаток программных приложений заключается в периодическом возникновении ошибок.
Виды ошибок
Ошибки возникают чаще всего при разработке УП для обработки деталей, имеющих сложные формы. Наиболее частой причиной является недостаточная подготовка оператора-программиста. Поэтому УП должны разрабатываться подготовленными сотрудниками.
Поэтому УП должны разрабатываться подготовленными сотрудниками.
Ошибки бывают трех типов:
- герметического;
- технологического;
- перфорационного.
Первый вид ошибок возникает на этапе расчетов. В большинстве случаев они связаны с нарушением параметров заготовки, вычислении координат опорных точек, определения положения рабочих инструментов станочного прибора.
Технологические ошибки возникают, когда станок настраивается. Их причина заключается в неправильно заданной скорости, параметров обработки, и других команд, задаваемых для оборудования с ЧПУ. Третий тип ошибок возникает в перфорированной ленте или перфораторе.
Статья об управлении+программе из The Free Dictionary
Управление+программа | Статья об управлении+программе от The Free Dictionary
Управление+программа | Статья об управлении+программе The Free Dictionary
Слово, не найденное в Словаре и Энциклопедии.
Возможно, Вы имели в виду:
Пожалуйста, попробуйте слова отдельно:
управление
программа
Некоторые статьи, соответствующие вашему запросу:
Не можете найти то, что ищете? Попробуйте выполнить поиск по сайту Google или помогите нам улучшить его, отправив свое определение.
Полный браузер
?
- ▲
- Переменные управления
- Переменные управления
- Переменные управления
- Переменные управления
- Переменные управления
- Регулируемая переменная
- Регулируемые переменные
- Управляющая команда
- Версия системы управления
- Кривая управляющих вершин
- Контрольное видео
- Контрольная видеокорпорация
- Управляющее напряжение
- Контрольный объем
- Контрольный объем
- Метод конечных элементов контрольного объема
- Термодинамика контрольного объема
- Контроль уровня воды
- Рулевое колесо управления
- обмотка управления
- Контрольное слово
- Контрольное слово
- Перераспределение командного слова
- Рабочая станция управления
- Control и Montajes Industriales
- Контрольный юань
- Зона контроля
- Зона контроля
- Зона контроля
- Зона контроля
- управление+программа
- Управление, управление и сигнализация
- управление, электрооборудование и контрольно-измерительные приборы
- Контроль, руководство, организация, план
- Контроль, мониторинг и тестирование
- Контроль, мониторинг и сигнализация
- Управление, многозначный анализ и приложения
- контроль, статистический
- Блок управления, состояния и обслуживания
- Управление-@
- Управление-@
- Control-Alt-Delete
- Control-Alt-Delete
- Control-Alt-Delete (значения)
- Control-Alt-Delete (значения)
- контрольно-отчетный пункт
- Мобильная одноранговая сеть на основе управления
- Контроль-C
- Контроль-C
- Транспортное средство с системой управления
- Управление-Подключение-Уведомление
- Система выполнения интерпретатора управляющих файлов
- Проверка потока управления с помощью программных сигнатур
- Граф потока управления
- Сеть управления потоком информации
- Критерии на основе потока управления
- управление-G
- смещение управляющей сетки
- крутизна пластины управляющей сетки
- заполнение контрольных швов
- Контроль-L
- ▼
Сайт:
Следовать:
Делиться:
Открыть / Закрыть
Что такое система управления? | Определение из TechTarget
К
- Пол Кирван
Что такое система управления?
Система управления представляет собой набор механических или электронных устройств, которые регулируют другие устройства или системы посредством контуров управления. Как правило, системы управления компьютеризированы.
Как правило, системы управления компьютеризированы.
Системы управления являются центральной частью производства и распределения во многих отраслях. Технологии автоматизации играют большую роль в этих системах. Типы контуров управления, которые регулируют эти процессы, включают промышленные системы управления, такие как диспетчерское управление и сбор данных, системы и распределенные системы управления.
Как используются системы управления?
Системы управления используются для повышения производительности, эффективности и безопасности во многих отраслях промышленности:
- Сельское хозяйство.
- Химические заводы.
- Целлюлозно-бумажные комбинаты.
- Промышленный и производственный контроль качества.
- Управление котлами и работа силовой установки.
- Экологический контроль.
- Водоочистные и канализационные очистные сооружения.
- Пищевая промышленность и пищевая промышленность.
- Металл и шахты.
- Фармацевтическое производство.
- Рафинирование сахара.
Ниже приведены конкретные примеры использования систем управления в промышленных процессах:
- Органы управления котлами в системах отопления и электростанций.
- Мониторинг трубопровода.
- Системы распределения воды.
- Системы очистки сточных вод.
- Системы распределения электроэнергии.
Каковы основные типы систем управления?
Обычно используются два типа систем управления: системы без обратной связи и системы с обратной связью.
Открытый контур
Эти системы управления работают с участием человека. Действие управления не зависит от выхода. В домашнем использовании стиральная машина является примером системы с разомкнутым контуром, потому что кто-то должен сделать выбор среди настроек для ее работы. Система светофоров, основанная на времени, является промышленным примером системы управления с разомкнутым контуром, в которой инженеры-дорожники должны определять время включения сигналов остановки, движения и предупреждения.
Рис. 1. В разомкнутой системе управления человек-оператор вводит данные и оценивает результаты.
Замкнутый контур
Этими системами можно активно управлять или настроить их на автономную работу. Они используют сигналы обратной связи от системы для обеспечения автоматического управления и поддержания определенных настроек или желаемого состояния без вмешательства человека. Некоторые контуры управления можно переключать между закрытым и открытым режимами. В открытом состоянии переключаемая петля управляется вручную; в закрытом состоянии он может быть полностью автоматизирован.
Термостат является примером замкнутой системы. Он включает и выключает систему отопления на основе сигналов, которые она получает от датчиков, контролирующих температуру воздуха. Контроль температуры является особенно важной частью поддержания надлежащей среды в центре обработки данных.
На рис. 2 техник управляет системой, которой можно управлять удаленно.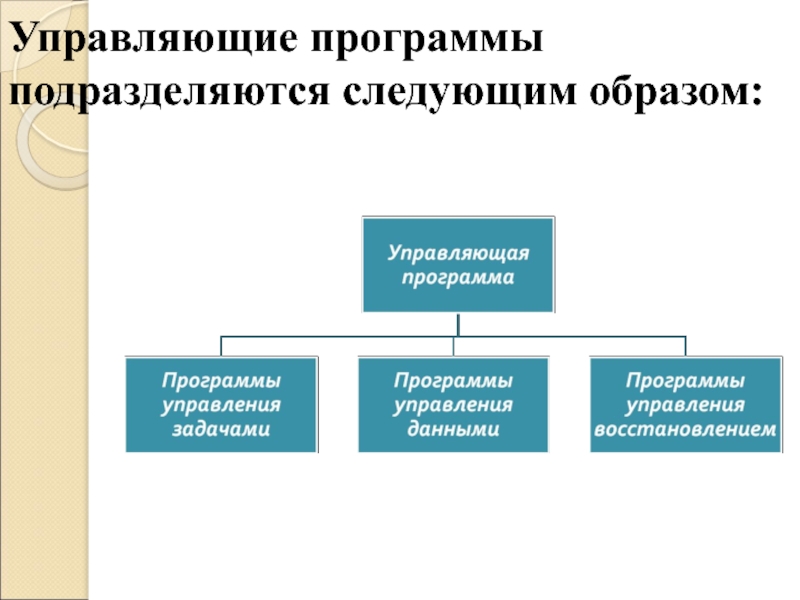 Технический специалист регулярно отправляет входные сигналы на устройство, а оно отправляет выходные сигналы через контур обратной связи и датчик, который контролирует устройство. Когда датчик получает сигнал об ошибке от устройства, он отправляет предупреждающее сообщение по контуру обратной связи техническому специалисту, который затем отправляет на устройство инструкции по противодействию отрицательной обратной связи.
Технический специалист регулярно отправляет входные сигналы на устройство, а оно отправляет выходные сигналы через контур обратной связи и датчик, который контролирует устройство. Когда датчик получает сигнал об ошибке от устройства, он отправляет предупреждающее сообщение по контуру обратной связи техническому специалисту, который затем отправляет на устройство инструкции по противодействию отрицательной обратной связи.
На рис. 2 также изображена система управления с обратной связью. Система управления нуждается в данных обратной связи для управления устройством.
Рис. 2. В системах управления с замкнутым контуром датчики и контур обратной связи позволяют системе функционировать как с вмешательством человека, так и без него.
Из чего состоит система управления?
Контуры управления, составляющие систему в целом, обычно включают датчик, контроллер и исполнительный элемент управления. Датчик считывает переменную процесса или соответствующее измерение управления процессом. Контроллер получает сигнал от датчика и передает его на КИПиА, выносные терминалы и исполнительные органы управления. Там переменная процесса настраивается так, чтобы поддерживать ее постоянной на выбранном заданном уровне.
Контроллер получает сигнал от датчика и передает его на КИПиА, выносные терминалы и исполнительные органы управления. Там переменная процесса настраивается так, чтобы поддерживать ее постоянной на выбранном заданном уровне.
Другие компоненты модулей контура управления включают программируемые логические контроллеры, программируемые контроллеры автоматизации, удаленные терминалы, управляющие серверы и интеллектуальные электронные устройства.
Каковы преимущества и недостатки систем управления?
Системы управления с обратной связью широко используются во многих приложениях. Они эффективны для управления внешними устройствами, обеспечивают надежные и легкодоступные выходные данные, а также выдерживают внешние сбои.
Однако системы управления сложны и требуют обучения и документации для оптимальной работы и достижения желаемого результата. Неисправности удаленных датчиков могут предоставлять неточные данные о производительности системы, что может привести к ненужным системным изменениям. Их сложность также означает, что они не обязательно готовы к использованию «из коробки» и могут потребовать программирования и других действий перед запуском перед использованием.
Узнайте о нефтяных, энергетических и химических компаниях замена дорогих систем управления на более дешевые и безопасные.
Последнее обновление: март 2023 г.
Продолжить чтение О системе управления
- Насколько значительна роль ИИ в Индустрии 4.0
- Потребности в безопасности промышленных систем управления Аналитика угроз АСУ ТП
- Решение проблем безопасности АСУ ТП с помощью объединения АСУ ТП и ИТ-специалистов
- Риск кибербезопасности промышленной системы управления высокий, отчет предупреждает
- Правительство США и поставщики систем безопасности предупреждают о новом вредоносном ПО для АСУ
ГРЦ
Управление, риск и соответствие (GRC) относится к стратегии организации по урегулированию взаимозависимостей между политиками корпоративного управления, программами управления рисками предприятия (ERM) и соблюдением нормативных требований и требований компании.
Сеть
-
управление неисправностямиУправление сбоями — это компонент управления сетью, который обнаруживает, изолирует и устраняет проблемы.
-
изящная деградацияМягкая деградация — это способность компьютера, машины, электронной системы или сети поддерживать ограниченную функциональность даже …
-
Синхронная оптическая сеть (SONET)Synchronous Optical Network (SONET) — это североамериканский стандарт синхронной передачи данных по оптическим волокнам.
Безопасность
-
менеджер паролейДиспетчер паролей — это технологический инструмент, который помогает пользователям Интернета создавать, сохранять, управлять и использовать пароли в различных …
-
Код аутентификации сообщения на основе хэша (HMAC)Hash-based Message Authentication Code (HMAC) — это метод шифрования сообщений, в котором используется криптографический ключ в сочетании с .
 ..
.. -
Брандмауэр веб-приложений (WAF)Брандмауэр веб-приложений (WAF) — это брандмауэр, который отслеживает, фильтрует и блокирует трафик протокола передачи гипертекста (HTTP) по мере его…
ИТ-директор
-
рамки соблюденияСтруктура соответствия — это структурированный набор руководств, в котором подробно описаны процессы организации для обеспечения соответствия…
-
качественные данныеКачественные данные — это информация, которую невозможно подсчитать, измерить или выразить с помощью чисел.
-
зеленые ИТ (зеленые информационные технологии)Green IT (зеленые информационные технологии) — это практика создания и использования экологически устойчивых вычислительных ресурсов.
HRSoftware
-
опыт кандидатаОпыт кандидата отражает отношение человека к прохождению процесса подачи заявления о приеме на работу в компанию.
Всего комментариев: 0