Preform formlabs инструкция: Настройка и запуск принтера Formlabs
Содержание
Настройка и запуск принтера Formlabs
Подготовка и установка ПО
Выберите ровную надежную поверхность для установки 3D принтера Formlabs Form 2 (500x500x500 мм).
Загрузите и установите ПО PreForm последней доступной версии.
Для конвертации файлов моделей, из наиболее распространенного формата .stl в более привычный принтеру .obj, скачайте и установите NetFabb – программа для исправления мелких дефектов и лечения проблемных ЗD-моделей, а также сохранение в необходимом формате.
Можно заранее зарегистрироваться в облачном сервисе Dashboard, который позволит управлять вашим принтером дистанционно, через Интернет.
Приобретите заранее дополнительные расходники – изопропиловый спирт и обтирочный материал (салфетки, ветошь).
Распаковка и сборка
3D-принтер надежно упакован и защищен от дорожных неожиданностей, тем не менее, при распаковке обязательно проверьте целостность всех деталей и комплектность поставки.
Formlabs Form2 поставляется как полный комплект в одной большой коробке:
- 1.
 Основной комплект
Основной комплект - 2. Картридж / картриджи
- 3. Комплект для финишной обработки
 Основной комплект
Основной комплектПроизводите распаковку аккуратно и сохраните упаковочную коробку, на случай транспортировки, в течение всего гарантийного срока.
Удалите все упаковочные материалы и защитные пленки прежде, чем подключать питание. Не забудьте удалить пленку с резервуара для полимера. Подключите провод питания от электросети.
Подключение
Можно подключить Form2 к компьютеру через USB, включить его в локальную сеть Ethernet стандартным UTP-кабелем или подключить по WiFi.
Для включения в локальную сеть, через UTP или WiFi, вам понадобится Bonjour – программа, предназначенная для более удобного соединения компьютера с периферийными устройствами. Для подключения по USB она не обязательна.
Для того, чтобы подключить принтер непосредственно к компьютеру, необходимо соединить USB- кабелем порт USB 3D принтера и соответствующий разъем компьютера.
Для проводного подключения 3D принтера в локальную сеть: подключите сетевой кабель в порт LAN, который находится на задней панели принтера, рядом с USB-портом, а второй конец кабеля подключите к роутеру.
Для подключения через WiFi используйте настройки непосредственно в меню на сенсорной панели управления.
Калибровка
В комплекте с принтером поставляются два калибровочных диска. Это специальные приспособления для выставления уровня, то есть калибровки 3D принтера. Датчик уровня в 3D принтере реагирует на то, насколько ровно он стоит, и выводит информацию на экран.
Вращением дисков выровняйте аппарат на столе.
Первый запуск
Принтер поставляется в собранном виде, необходимо лишь присоединить съемные детали: ванночку для фотополимера.
Лопатка для перемешивания фотополимера:
Платформа для печати:
Картридж с фотополимерной смолой (взболтайте перед установкой):
Для наилучшего результата, при длительном использовании одного картриджа, взбалтывайте его не реже, чем раз в две недели.
Удалите пластиковую заглушку со дна картриджа (не удаляйте резиновую заглушку на дне картриджа, она регулирует подачу смолы).
Установите картридж в гнездо:
Откройте воздушный клапан картриджа:
Включите принтер, нажав на кнопку дисплея:
После включения принтера обязательно обновите прошивку на последнюю. Прошивка принтера производится непосредственно через ПО PreForm.
Настройка печати
Form2 поддерживает толщину слоев 100 мкм, 50 мкм и 25 микрон (0,1 мм, 0,05 мм и 0,025 мм) в зависимости от типа используемого фотополимера. При запуске ПО PreForm для подготовки изделия к печати, принтер попросит выбрать модель принтера, тип и версию фотополимера, толщину слоя и подтвердить выбор.
Стоит учитывать, что печать на Form2, даже с максимальной толщиной слоя (0,1 мм), дает результат печати, отличающийся от результата FDM-принтеров, которые печатают с той же толщиной.
Увеличен в 27 раз слой в 0,1 мм распечатанный на Form2 и FDM-принтер:
Распечатки с толщиной слоя в 0,1 мм, 0,05 мм и 0,025 мм:
А разница во времени печати, между разрешением слоя в 0,1 мм и 0,025 мм – около 25%. Особо миниатюрные модели, тем не менее, лучше печатать с максимальным разрешением.
Особо миниатюрные модели, тем не менее, лучше печатать с максимальным разрешением.
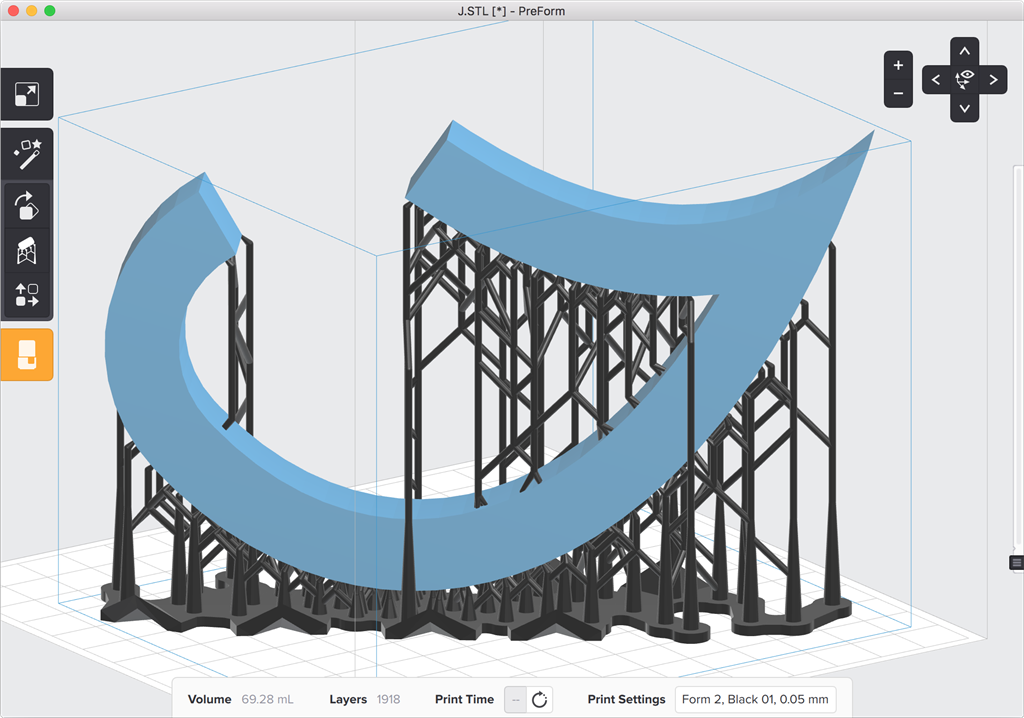
В PreForm можно масштабировать модель до нужных размеров – в пункте меню Size (кнопка S).
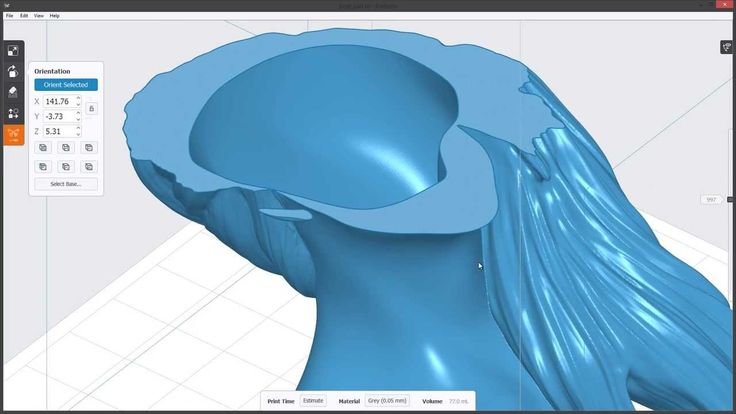
Можно изменять положение модели в рабочем пространстве с помощью пункта Orientation (O).
Производитель рекомендует для получения наилучшего результата использовать автоматическую ориентацию (для сложных геометрических форм рекомендуется ручное положение).
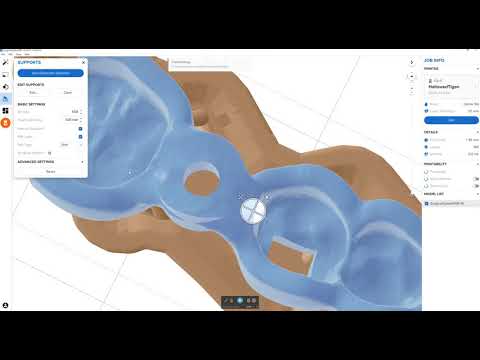
Пункт Supports (кнопка С) служит для выстраивания поддержки и редактирования количества и расположения опор.
Пользователь может изменять плотность поддержки, толщину основания и опор, размер контактной точки (точка соединения поддержек с объектом).
Например, размер контактной точки составляет, по умолчанию для стандартных фотополимеров 0,6 мм, может быть без ущерба уменьшен до 0,4. Это даст более гладкую поверхность на выходе и позволит сэкономить время на ручной обработке.
Для достижения наилучшего результата, а заодно экономии времени, производитель рекомендует применять автоматически выстроенные поддержки, но для сложных геометрических форм рекомендуется ручное выстраивание поддержек).
Пункт Layout (L) позволяет перемещать модель в пределах рабочего пространства и создавать дубликаты – вы можете одновременно напечатать столько моделей, сколько поместится на платформе.
Отправка файла на печать:
Завершение печати и пост-печатная обработка
После завершения печати:
Снимите платформу с напечатанной модели
Внимание: в первую очередь всегда снимайте платформу, а потом ванночку с фотополимером, чтобы избежать попадания смолы в рабочий механизм. После снятия платформы сразу закрывайте купол, чтобы окружающий свет не воздействовал на фотополимер.
Поместите платформу на подставку:
Используйте инструмент для удаления изделий с платформы:
Чтобы смыть остатки фотополимерной смолы, промойте распечатанные изделия в первой ванночке с изопропиловым спиртом. Встряхните на 2 минуты и погрузите на 10 минут.
Перенесите изделия во вторую ванночку и повторите процесс.
Удаление поддержек
Используйте бокорезы из комплекта поставки для того, чтобы удалить поддержки.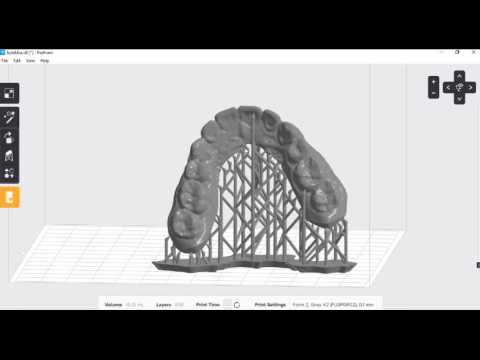
Освобожденную от опор деталь можно зачистить мелкой наждачной бумаги и отполировать тканью или бумажным полотенцем, предварительно смоченным небольшим количеством минерального масла. Можно использовать и пасту ГОИ.
Для большего удобства воспользуйтесь автоматической мойкой Form Wash
Form Wash – устройство автоматической очистки для изделий изготовленных на SLA или DLP 3D принтерах. Form Wash обеспечивает равномерную очистку изделий напечатанных на 3D принтерах. С помощью данной камеры автоматической очистки вы сможете существенно повысить качество, долговечность и прочность ваших изделий.
Преимущества Formlabs Form Wash:
- Всё максимально оптимизировано: Вы можете переместить модель как прямо из принтера, вместе с печатной платформой, так и отдельно, поместив модель в специальный контейнер.
- Автоматическая очистка: при слишком долгом нахождении моделей в изопропиловом спирте, они могут деформироваться. Именно поэтому автоматика Form Wash работает так, что по истечению необходимого времени, модель извлекается из спирта автоматически и некоторое время находится над емкостью давая стечь остаткам жидкости.

- Контроль качества изопропилового спирта: Form Wash вмещает в себя до 8,6 литров изопропилового спирта, что достаточно для промывки примерно 70 изделий. Ареометр подскажет Вам, когда придёт время замены изопропилового спирта, а сифон позволит легко его слить для промывки емкости.
Комплект поставки:
- Камера для промывки Form Wash
- Ареометр
- Помпа
- Инструмент для удаления поддержек: шпатель, пинцет, кусачки.
Фотополимер | Время мойки | Внимание |
Tough | 20 мин | Поверхность модели может выглядеть липкой если использовать спирт с концентрацией фотополимера более 5%. |
Rigid | 15 мин | Рекомендуется промывать модели из материала Rigid в спирте не имеющем примесей других материалов. |
Grey Pro | 15 мин | |
Castable | 10 мин | Необходимо промыть модели в спирте сразу по окончании печати. Перед полимеризацией и отливкой подсушите модель для полного удаления спирта. |
High Temp | 6 мин | Высокотемпературную смолу нельзя держать в спирте более 10 мин т.к. возможно растворение фотополимера. |
Dental SG Resin | 5 мин | Промывать в спирте не менее 96 %. Перед дополнительной полимеризацией полностью высушить. При необходимости повторить промывку в чистом спирте. |
Dental LT Clear Resin | 5 мин | Промывать в спирте не менее 96 %. Для достижения оптимальных механических свойств не держите модели в спирте дольше 10 мин. |
Ceramic Resin | 5 мин | Используйте отдельную емкость для промывки чтобы предотвратить прилипание керамических частиц к не керамическим деталям. |
другие материалы Formlabs | 10 мин | Поверхность модели может выглядеть липкой если использовать спирт с концентрацией фотополимера более 10%. |

Завершить обработку можно нанесением акрилового спрея.
Деталям, которые распечатаны из определенных разновидностей фотополимера, требуется дополнительная дозасветка в ультрафиолетовой камере для окончательной полимеризации и приобретения необходимых механических свойств.
Для засветки используются специальный ультрафиолетовые камеры, обеспечивающие поток ультрафиолетового излучения, с длиной волны 405 нанометров, и нагрев в 45-60 градусов Цельсия. Компания Formlabs предлагает камеру засветки Form Cure.
Компания Formlabs предлагает камеру засветки Form Cure.
Formlabs Resin | Рекомендованная температура (°C) | Минимально рекомендованное время, длина волны 405 нм | |
Стандартные материалы | Clear | 60° | 60 мин |
Grey | 60° | 60 мин | |
White | 60° | 60 мин | |
Black | 60° | 60 мин | |
Специальные материалы | Castable | 45° | 120 мин |
Flexible | 45° | 60 мин | |
Tough | |||
High Temp | 60° | 60 мин | |
Durable | 60° | 120 мин, перевернуть в середине цикла | |
Dental SG | Рекомендованы устройства с мощностью ламп 108 Вт (УФ 315-400 нм или УФ 400 – 550 нм) 10 минут при температуре 60° С | ||
Dental Model | 60° | 60 мин | |
Tough TOTL01 & TOTL02 | 45° | 30 мин | |
Tough ТОTL03 & TOTL04 | 60° | 120 мин | |
Open Mode – печать фотополимерами посторонних производителей.
Formlabs подготовил для своих пользователей достаточно широкую линейку специальных фотополимерных смол, которые поставляются в картриджах с микрочипом – для автоматического определения принтером и облегчения настроек. Однако, компания Formlabs предусмотрела в 3D принтере Form 2 специальный режим, который позволяет работать с фотополимерами посторонних производителей – Open Mode.
При включении Open Mode, принтер отключает подогрев смолы, лопатку перемешивания фотополимера и автоматическую дозировку фотополимера, наличие картриджа и ванночки, а также сенсорные системы, распознающие тип фотополимера и его количество в ванночке. В режиме Open Mode фотополимер доливается в ванночку вручную, для чего на нее предусмотрены специальные отметки максимального (260 мл) и минимального уровня.
Так как автоматическое определение уровня фотополимера в ванночки отключено, печать приостанавливается после расхода каждых 100 мл фотополимера, чтобы дать пользователю возможность долить вручную.
Перейти на страницу с принтером
Formlabs Form 2 — подготовка к работе, настройка и печать
Настройка и запуск 3D-принтера Formlabs Form2, подготовка к работе и работа с материалами — как от Formlabs, так и сторонних производителей.
Подготовка и установка ПО
Выберите ровную надежную поверхность для установки, не менее 36 х 43 сантиметра размером и с запасом не менее 76 сантиметров свободного пространства в высоту.
Загрузите и установите ПО PreForm последней доступной версии.
Для конвертации файлов моделей, из наиболее распространенного формата .stl в более привычный принтеру .obj, скачайте и установите MeshLab.
Не будет лишней и NetFabb — программа для исправления мелких дефектов и лечения проблемных 3D-моделей. Если установить NetFabb, MeshLab можно не ставить — NetFabb способен, в том числе, и конвертировать файлы.
Можно заранее зарегистрироваться в облачном сервисе Dashboard, который позволит управлять вашим принтером дистанционно, через Интернет.
Приобретите заранее дополнительные расходники — изопропиловый спирт и обтирочный материал (салфетки, ветошь).
Распаковка и сборка
3D-принтер надежно упакован и защищен от дорожных неожиданностей, тем не менее, при распаковке обязательно проверьте целостность всех деталей и комплектность поставки.
Formlabs Form2 поставляется в трех картонных коробках:
Возможен вариант отправки полного комплекта в одной большой коробке.
Производите распаковку аккуратно и сохраните упаковочную тару, на случай транспортировки, в течение всего гарантийного срока.
Удалите все упаковочные материалы и защитные пленки прежде, чем подключать питание. Не забудьте удалить пленку с резервуара для полимера. Подключите провод питания от электросети.
Подключение
Можно подключить Form2 к компьютеру через USB, включить его в локальную сеть Ethernet стандартным UTP-кабелем или подключить по WiFi.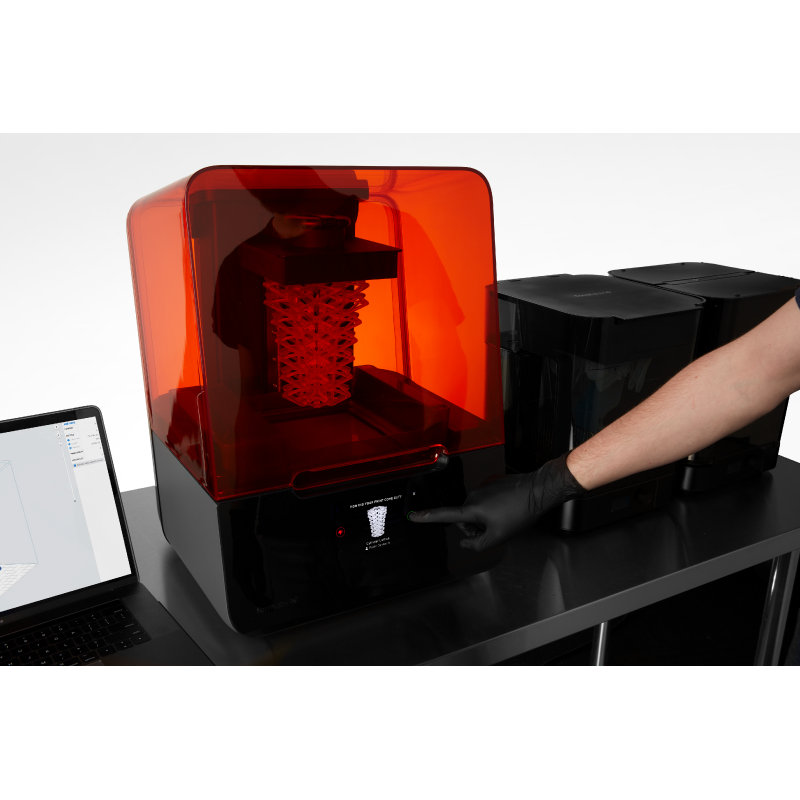
Для включения в локалку, через UTP или WiFi, вам понадобится Bonjour — программа, предназначенная для более удобного соединения компьютера с периферийными устройствами. Для подключения по USB она не обязательна.
Чтоб подключить принтер непосредственно к компьютеру, необходимо соединить USB-кабелем порт USB 3D-принтера и соответствующий разъем компьютера.
Для проводного включения 3D-принтера в локальную сеть: подключите сетевой кабель в порт LAN, который находится на задней панели принтера, рядом с USB-портом, а второй конец кабеля подключите к роутеру.
Для подключения через WiFi: используйте меню на сенсорной панели управления.
Калибровка
В комплекте с принтером поставляются два калибровочных диска. Это специальные приспособления для выставления уровня, т.е. — регулировки наклона. Датчик уровня в 3D-принтере реагирует на то, насколько ровно он стоит, и выводит информацию на экран.
Вращением дисков выровняйте аппарат на столе.
Первый запуск
Принтер поставляется в собранном виде, необходимо лишь присоединить съемные детали.
Ванночку для фотополимера:
Перемешиватель:
Подъемную рабочую платформу:
Картридж с фотополимерной смолой взболтайте перед установкой:
Для наилучшего результата, при длительном использовании одного картриджа, взбалтывайте его не реже, чем раз в две недели.
Не удаляйте резиновую заглушку на дне картриджа, она регулирует подачу смолы.
Установите картридж в гнездо:
Откройте воздушный клапан картриджа:
И включите питание принтера:
Можно начинать печать.
Настройка печати
Form2 поддерживает толщину слоев от 100 до 25 микрон (0,1 — 0,025 мм.) При запуске печати принтер попросит выбрать толщину слоя и подтвердить автоматически определенный материал.
Стоит учитывать, что печать на Form2, даже с максимальной толщиной слоя (0,1мм), дает результат отличный от результата FDM-принтеров, которые печатают с той же толщиной.
Увеличено в 27 раз — Form2 и FDM-принтер, слой в 0,1мм:
В случае Form2, печать с наибольшим разрешением не дает такой разницы в результате, которая была бы хорошо видна невооруженным глазом.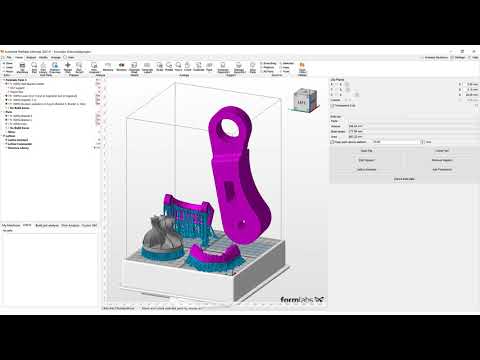
Распечатки с толщиной слоя в 0,1 мм, 0,05 мм, и 0,025 мм:
А разница во времени печати, между 0,1 и 0,025мм — около 25%.
Особо миниатюрные модели, тем не менее, лучше печатать с максимальным разрешением.
Фигурка совы, натуральный размер:
В PreForm можно быстро масштабировать модель до нужных размеров — в пункте меню Size (кнопка S).
Можно изменять положение модели в рабочем пространстве, с помощью пункта Orientation (O).
Производитель рекомендует, для получения наилучшего результата, использовать автоматическую ориентацию.
Пункт Supports (кнопка C) служит для выстраивания поддержки и редактирования количества и расположения опор.
Пользователь может изменять плотность поддержки, толщину основания и опор, размер контактной точки (места соединения опор с объектом).
Например, размер контактной точки составляет, по-умолчанию 0,6 мм и, на большинстве материалов, может быть без ущерба уменьшен до 0,4.
Это даст более гладкую поверхность на выходе и позволит сэкономить время на ручной обработке.
И все же, для достижения наилучшего результата, а заодно и экономии времени, производитель рекомендует применять автоматически выстроенные поддержки. Но возможность редактирования есть, что уже хорошо.
Пункт Layout (L) позволяет перемещать модель в пределах рабочего пространства и создавать дубликаты — вы можете одновременно напечатать столько моделей, сколько поместится на платформе.
Это здорово экономит время.
Завершение печати и пост-печатная обработка
После завершения печати:
Снимите рабочую платформу с готовой распечаткой
Внимание: всегда снимайте платформу прежде, чем удалять лоток с полимером. Во избежание попадания смолы в рабочий механизм. Крышку закрывайте сразу после снятия платформы, чтоб окружающий свет не воздействовал на фотополимер.
Поместите платформу на подставку:
Используйте комплектный инструмент для удаления изделий с платформы:
Чтоб смыть не отвердевшие остатки смолы, прополощите ваши распечатки в первой ванночке с изопропиловым спиртом и оставьте в ней на 10 минут.
Перенесите изделия во вторую ванночку, для полного чистового растворения остатков полимера, и оставьте там на 20 минут. Для маленьких распечаток это время можно уменьшить.
Если не используете принтер непрерывно, после каждого сеанса печати сливайте излишки фотополимера из лотка обратно в картридж, лоток промойте. Если этого не делать, застывший полимер может вызвать определенные трудности при чистке.
Используйте бокорезы из комплекта поставки для того, чтобы отделить модель от поддержки.
Освобожденную от опор деталь можно зачистить мелкой наждачкой с водой и отполировать тканью или бумажным полотенцем, предварительно смоченным небольшим количеством минерального масла. Можно использовать и пасту ГОИ.
Завершить обработку можно полировкой микрофиброй и нанесением акрилового спрея.
Деталям, которые распечатаны из определенных разновидностей фотополимера, требуется дополнительная дозасветка под ультрафиолетовой лампой, для окончательной полимеризации и приобретения необходимых механических свойств.
Это необходимо при использовании таких полимеров, как Castable, Dental SG, High Temp, Flexible и Tough. Распечатки из Castable, например, после дополнительной УФ-экспозиции становятся в два раза прочнее, чем были сразу после печати. В принципе, и для распечаток из других фотополимеров, эта процедура лишней не будет.
Для засветки используются специальный ультрафиолетовые камеры, обеспечивающие поток ультрафиолетового излучения, с длиной волны 405 нанометров, и нагрев в 45-60 градусов Цельсия.
Open Mode — печать материалами сторонних производителей
Formlabs подготовил для своих пользователей достаточно широкую линейку специальных фотополимерных смол, которые поставляются в картриджах с микрочипом — для автоматического определения принтером и облегчения настроек. Однако, зная о любви людей творческих ко всякого рода экспериментам, создатели Form2 предусмотрели в нем специальный режим, который позволяет работать с полимерами сторонних производителей — Open Mode.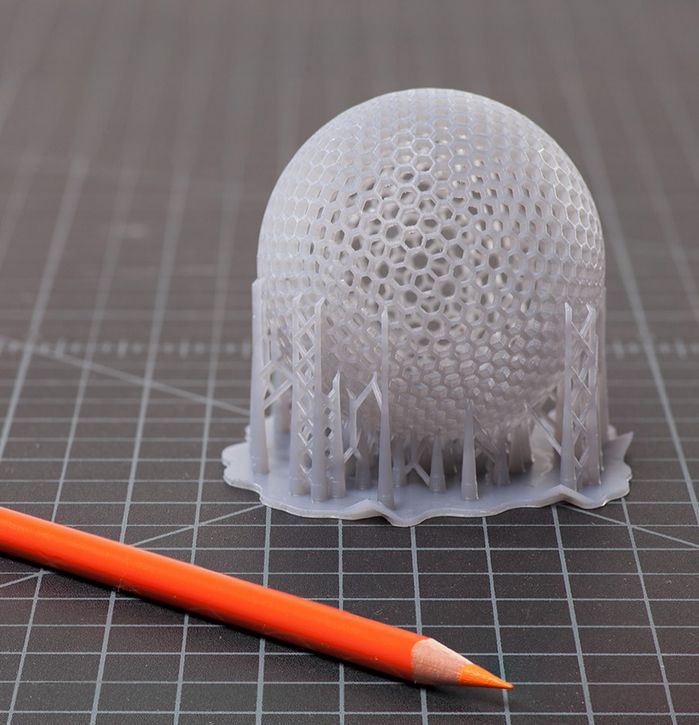
При включении Open Mode, принтер отключает подогрев смолы, размешиватель и автоматическую подачу полимера, а также сенсорные системы, распознающие тип материала по чипу в картридже, наличие картриджа и лотка. В режиме Open Mode материал вручную наливается в лоток, для чего на нем предусмотрены специальные отметки.
Так как автоматическое определение уровня полимера в лотке отключено, печать приостанавливается после расхода каждых 100 миллилитров смолы, чтоб дать оператору возможность долить ее вручную.
Подробнее о работе в этом режиме вы можете узнать из инструкции.
Хотите больше интересных новостей из мира 3D-технологий?
Подписывайтесь на нас в соц. сетях:
Vk
Youtube
Top 3D Shop — Ваш эксперт на рынке 3D-техники
Программное обеспечение для 3D-печати PreForm: подготовьте свои модели к печати
Перейти к основному содержанию
Создайте свою модель в стандартной программе САПР, затем импортируйте файл STL или OBJ в нашу программу подготовки к печати PreForm. Подготовьте свою модель за считанные минуты, загрузите ее на принтер и дайте ей построиться.
Подготовьте свою модель за считанные минуты, загрузите ее на принтер и дайте ей построиться.
OS X 10.13 или выше
Требования
Windows 7 (64-разрядная версия) или выше.
Требования
Автоматические алгоритмы PreForm настраивают макет, ориентацию и опоры вашего отпечатка, чтобы любой член вашей команды мог успешно печатать без специального обучения.
Опытные пользователи могут вручную настраивать различные параметры, такие как плотность и размер поддержки, для точной настройки результатов.
Используйте этот расширенный режим печати, чтобы выборочно изменять толщину слоя во время печати, сочетая высокую детализацию и высокую скорость.
Используйте онлайн-панель для управления принтерами, материалами и командами.
Зарегистрируйтесь в DashboardВход
Убедитесь, что вы используете все свои принтеры по максимуму. Легко сравнивайте показатели успешности печати и использования разных принтеров.
Управляйте запасами материалов и резервуаров со смолой, чтобы знать, когда пора заменить расходные материалы.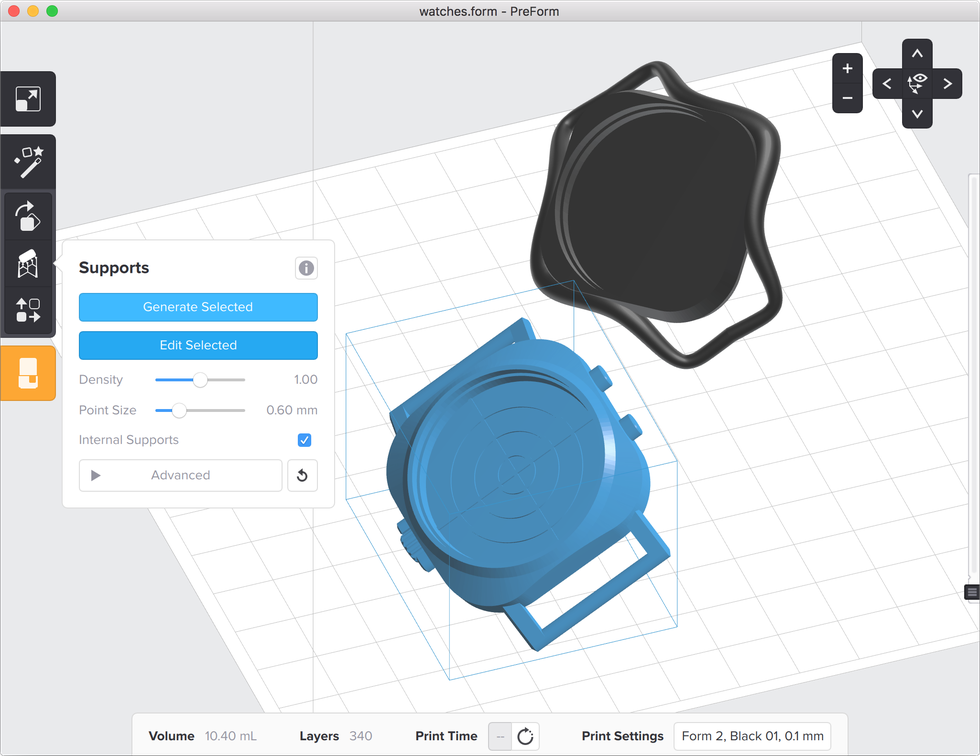
Включите уведомления по SMS и электронной почте в Dashboard, чтобы получать уведомления о завершении печати или о необходимости внимания к принтеру.
Перед уходом подготовьте принтер, а затем запускайте задания из любого места с помощью удаленной печати.
Доступно для формы 3.
Легко управляйте разрешениями и отслеживайте печать в любом масштабе с помощью Dashboard.
Работаете с большим количеством заданий на печать? Спланируйте и организуйте свою очередь печати в PreForm, например, для выполнения коротких отпечатков в течение дня или для печати одного и того же материала один за другим.
Подключитесь и приступайте к работе: наш обучающий пользовательский интерфейс упрощает процесс печати для новых пользователей.
Простые диаграммы быстро сообщат вам о ключевой информации о принтере и материалах, а также о том, когда вы будете готовы к печати.
Планируйте очередь печати и управляйте ею прямо с сенсорного экрана принтера, чтобы быстро перепечатать предыдущее задание или выбрать следующую печать.
Активируйте новые расширенные функции в Dashboard и PreForm, чтобы использовать автоматизацию и оптимизацию рабочих процессов для максимальной производительности парка.
Подробнее
Сведите к минимуму сложность управления печатью на группе принтеров. Совместная работа в единой централизованной очереди на Dashboard, где пользователи могут в любое время добавлять, дублировать и расставлять приоритеты для печати на множестве 3D-принтеров.
Когда член вашей команды загружает печать на Dashboard, Fleet Control автоматически назначает принтер для печати в очереди на основе общих расходных материалов для оптимизации производства всего вашего парка.
PreForm легко интегрируется со многими CAD-системами для оптимизации процесса печати.
Подключитесь к нашим веб-API, чтобы импортировать ценные данные о принтерах, распечатках и материалах в ваши бизнес-системы для оптимизации рабочих процессов.
Используйте наши API для автоматизации отправки файлов в PreForm и контроля использования принтера.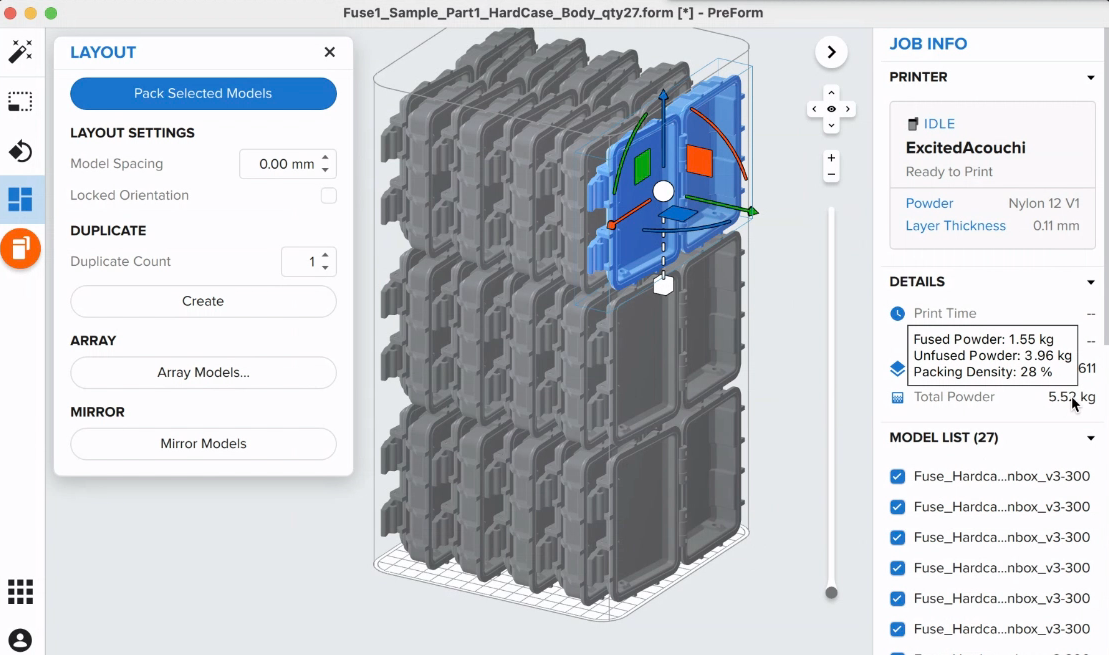 Свяжитесь с нами по адресу [email protected], чтобы узнать больше.
Свяжитесь с нами по адресу [email protected], чтобы узнать больше.
formlabs RS-F2-GPWH-04 Картридж с белой смолой Руководство по эксплуатации
formlabs RS-F2-GPWH-04 Картридж с белой смолой Руководство по эксплуатации Formlabs RS-F2-GPWH-04 Картридж с белой смолой Руководство по эксплуатации
formlabs RS-F2-GPWH-04 Картридж с белой смолой
Инструкции по печати
Следующие инструкции по печати относятся к биосовместимому фотополимеру Formlabs BioMed White Resin. Также включены основные сведения о безопасности и экологических проблемах. Для получения более подробной информации о безопасности и окружающей среде см. Паспорт безопасности, доступный на сайте formlabs.com. Для получения дополнительной информации об использовании материала, пожалуйста, свяжитесь с Formlabs.
Подготовлено: 07.02.2022 PRNT-0078 Ред. 00
Введение
ПРИЛОЖЕНИЯ
BioMed White Resin — это светоотверждаемый полимерный материал для аддитивного производства биосовместимых медицинских изделий белого цвета, прочных и чрезвычайно универсальных.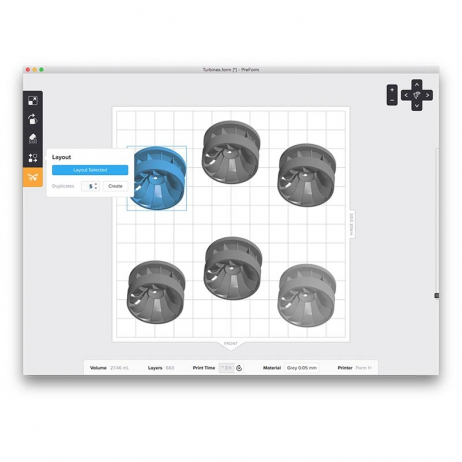 Имея сертификат USP Class VI и дополнительную безопасность биосовместимости, BioMed White Resin подходит для широкого спектра применений, включая функциональное прототипирование и производство конечных частей для медицинских приложений, производственных напольных принадлежностей и товаров народного потребления. Пользователи должны самостоятельно проверять пригодность печатных материалов для их конкретного применения и предполагаемой цели. BioMed White Resin представляет собой фотополимерную смолу, изготовленную из смеси эфиров метакриловой кислоты и фотоинициаторов.
Имея сертификат USP Class VI и дополнительную безопасность биосовместимости, BioMed White Resin подходит для широкого спектра применений, включая функциональное прототипирование и производство конечных частей для медицинских приложений, производственных напольных принадлежностей и товаров народного потребления. Пользователи должны самостоятельно проверять пригодность печатных материалов для их конкретного применения и предполагаемой цели. BioMed White Resin представляет собой фотополимерную смолу, изготовленную из смеси эфиров метакриловой кислоты и фотоинициаторов.
Особые аспекты производства
УВЕДОМЛЕНИЕ
Спецификации устройства были проверены с использованием параметров процесса принтера, указанных ниже.
ТРЕБОВАНИЯ
Используйте специальные аксессуары для BioMed White Resin. Для соблюдения биосовместимости BioMed White
Для смолы требуется специальный резервуар для смолы, платформа для сборки, одобренные Formlabs моечные установки и комплект для финишной обработки, который нельзя смешивать с другими смолами.
РЕКОМЕНДУЕМЫЙ 3D-ПРИНТЕР И ПАРАМЕТРЫ ПЕЧАТИ
- Оборудование: 3D-принтер Formlabs SLA
- Длина волны лазера: 405 нм
- Программное обеспечение: Formlabs PreForm
- Импорт файла STL
- Ручное/автоматическое вращение и размещение
- Ручная/автоматическая генерация опор
- Рекомендуемое оборудование для постобработки:
- Промывочные блоки, одобренные Formlabs
- Изопропиловый спирт (IPA) ≥ 99%
- Установки постотверждения, одобренные Formlabs
Опасности и меры предосторожности
ОПАСНОСТИ
- BioMed White Resin (неотвержденный) содержит полимеризуемые мономеры, которые могут вызывать раздражение кожи (аллергический контактный дерматит) или другие аллергические реакции у восприимчивых людей. Если смола попала на кожу, тщательно промойте ее водой с мылом. Если возникает сенсибилизация кожи, прекратите использование.
 Если дерматит или другие симптомы сохраняются, обратитесь за медицинской помощью.
Если дерматит или другие симптомы сохраняются, обратитесь за медицинской помощью. - Попадание в глаза : Высокая концентрация паров может вызвать раздражение.
- Контакт с кожей : Может вызвать сенсибилизацию при контакте с кожей. Раздражает кожу. Повторный и/или длительный контакт может вызвать дерматит.
- Вдыхание : Раздражает дыхательную систему. Длительное или повторное воздействие может вызвать: головную боль, сонливость, тошноту, слабость (тяжесть последствий зависит от степени воздействия).
- Проглатывание : Низкая пероральная токсичность, но проглатывание может вызвать раздражение желудочно-кишечного тракта.
- Защита : При работе с BioMed White Resin следует надевать защитные очки и нитриловые перчатки. Подробную информацию об обращении с BioMed White Resin можно найти в паспортах безопасности на сайте formlabs.com.
МЕРЫ ПРЕДОСТОРОЖНОСТИ
- При промывке печатной части в растворителях это следует делать в хорошо проветриваемом помещении с использованием соответствующих защитных перчаток и оборудования.
- Белая смола BioMed White Resin с истекшим сроком годности или неиспользованная подлежит утилизации в соответствии с местным законодательством.
- IPA следует утилизировать в соответствии с местным законодательством.
Производственная процедура с белой смолой BioMed
ПЕЧАТЬ И ПОСЛЕОБРАБОТКА
- Встряхните картридж : Перед использованием хорошо встряхните картридж. Если картридж недостаточно встряхнуть, могут наблюдаться отклонения в цвете и непрозрачности.
- Настройка : Вставьте картридж с полимером в совместимый 3D-принтер Formlabs.
- Печать :
- Подготовьте задание на печать с помощью программного обеспечения PreForm. Импортируйте нужный STL-файл детали. Сориентируйте и создайте опоры. Для получения рекомендаций по ориентации печати и размещению поддержки посетите сайт support.formlabs.com.
- Отправьте задание на печать на принтер.
 Начните печать, выбрав задание печати в меню печати. Следуйте любым подсказкам или диалоговым окнам, отображаемым на экране принтера. Принтер автоматически завершит печать.
Начните печать, выбрав задание печати в меню печати. Следуйте любым подсказкам или диалоговым окнам, отображаемым на экране принтера. Принтер автоматически завершит печать.
- Демонтаж детали:
- Снимите рабочую платформу с принтера.
- Распечатанные детали можно снимать с рабочей платформы до или после стирки. Чтобы снять, вставьте инструмент для удаления деталей под основу с напечатанными деталями и поверните инструмент. Подробные методы см. на support.formlabs.com.
- Промывка: Требуется. Поместите отпечатанные детали в сертифицированную промывочную установку Formlabs, наполненную изопропиловым спиртом (IPA, ≥99%), и промывайте в течение 5 минут или до очистки.
- Сушка:
- Оставьте детали сохнуть на воздухе не менее чем на 30 минут или используйте сжатый воздух для удаления излишков изопропилового спирта с отпечатанных поверхностей деталей. Примечание.
 Окружающие условия и геометрия напечатанной детали могут повлиять на время высыхания.
Окружающие условия и геометрия напечатанной детали могут повлиять на время высыхания. - Осмотрите печатные детали, чтобы убедиться, что поверхности чистые и сухие. Перед переходом к последующим шагам на поверхности не должно оставаться остаточного спирта, избытка жидкой смолы или остатков частиц.
- Оставьте детали сохнуть на воздухе не менее чем на 30 минут или используйте сжатый воздух для удаления излишков изопропилового спирта с отпечатанных поверхностей деталей. Примечание.
- Последующее отверждение : Требуется. Поместите высушенные отпечатанные детали в одобренную Formlabs установку для последующего отверждения и отвердите при 60°C в течение 60 минут. Примечание. Для достижения наилучших результатов и соответствия биосовместимости выполняйте пост-отверждение в соответствии с этими утвержденными рекомендациями.
- Удаление опоры:
- Снимите опоры с помощью кусачек или других инструментов для снятия деталей. При необходимости тщательно разгладьте остатки опоры на поверхностях с помощью бора и наконечника.
- Внимание : Осмотрите детали на наличие трещин.
 Утилизируйте, если обнаружены какие-либо повреждения или трещины.
Утилизируйте, если обнаружены какие-либо повреждения или трещины.
ДЕЗИНФЕКЦИЯ И СТЕРИЛИЗАЦИЯ
- Детали можно очищать, дезинфицировать и стерилизовать в соответствии с протоколами учреждения. Производитель несет ответственность за проверку работоспособности деталей в зависимости от требований применения после дезинфекции и/или стерилизации.
Примечание : Если используются дезинфицирующие средства на спиртовой основе, не оставляйте детали в спиртовом растворе на длительное время. - Для получения дополнительной информации посетите сайт support.formlabs.com
- Внимание : После дезинфекции и/или стерилизации осмотрите детали на наличие трещин, чтобы убедиться, что целостность разработанной детали соответствует эксплуатационным требованиям.
ХРАНЕНИЕ
- Неиспользуемые детали помещайте в закрытые, непрозрачные или желтые контейнеры.
- Хранить в прохладном, сухом месте, защищенном от прямых солнечных лучей.
 Чрезмерное воздействие света в течение длительного времени может повлиять на цвет напечатанных деталей.
Чрезмерное воздействие света в течение длительного времени может повлиять на цвет напечатанных деталей. - Храните картриджи при температуре от 10°C до 25°C (от 50°F до 77°F).
- Не превышайте температуру 25°C (77°F) при хранении.
- Храните картриджи закрытыми и вдали от источников воспламенения.
УТИЛИЗАЦИЯ
- Любая отвержденная смола неопасна и может быть утилизирована как обычные отходы.
- Следуйте протоколам учреждения для отходов, которые могут считаться биологически опасными.
- Жидкая смола должна быть утилизирована в соответствии с государственными постановлениями (общественными, региональными, национальными).
- Обратитесь в лицензированную профессиональную службу по утилизации отходов для утилизации жидкой смолы.
- Как и все посторонние вещества, избегать попадания в окружающую среду и не допускать попадания отходов в ливневые или канализационные системы.
- Загрязненная упаковка: утилизируйте картридж или любой неиспользованный продукт в соответствии с местными правилами обращения с отходами.

Всего комментариев: 0