Радиус пуансона: Выбор пуансона — Информация по инструменту
| | ВНИМАНИЕ! Мы разработали программу StrongTonn, которая вычисляет усилие гибки и прочие параметры. Перейти на страничку с программой Существуют два метода гибки: Речь идет о свободной и воздушной гибке, когда присутствует воздушный зазор между листом стенками V-образной матрицы. Именно этот метод является распространенным в применении. Метод «калибровка» — это старый метод, который применяется в определенных случаях, когда лист прижат полностью к стенкам V-образной матрицы. Свободная гибкаДанное направление обладает определенными ограничениями. Характерные черты:
На современном прессе точность настройки оси Y составляет 0,01 мм. Чтобы ответить на вопрос каким должен быть угол гибки, соответствующий заданному положению оси Y, необходимо найти соответствующее положение оси Y всем углам. Ниже представлена таблица, в которой отражены отклонения угла гибки от 90° при разных отклонениях оси Y. Свободная гибка: преимущества
Все это, однако, теоретически. На практике вы можете потратить деньги, сэкономленные на приобретении пресса с меньшим усилием, позволяющего использовать все преимущества воздушной гибки, на дополнительное оснащение, такое как, дополнительные оси заднего упора или манипуляторы. Воздушная гибка: недостатки
Совет:
Какое усилие? По причине различных свойств материала и последствий пластической деформации в зоне гибки, определить требуемое усилие можно только примерно. 1. ТаблицаВ каждом каталоге и на каждом прессе вы можете найти таблицу, показывающую требуемое усилие ( Р ) в т на 1000 мм длины гиба ( L ) в зависимости от:
Пример подобной таблицы Необходимое усилие для гибки 1 метра листа в тоннах.  Предел прочности 42-45 кг/мм2. Предел прочности 42-45 кг/мм2.Рекомендуемое соотношение параметров и усилия Внимание! Для точных вычислений нужно учитывать следующие ГОСТы:
При прокатки возможны отклонения по толщине металла, и требуются точные измерительные приборы (например микрометр). 2. Формула1,42 — это эмпирический коэффициент, который учитывает трение между кромками матрицы и обрабатываемым материалом. 3. «Правило 8»При гибке низкоуглеродистой стали ширина раскрытия матрицы должна в 8 раз превосходить толщину листа (V=8*S), тогда Р=8хS, где Р выражается в тоннах (например: для толщины 2 мм раскрытие матрицы /=2х8=16 мм означает, что вам необходимо 16 тонн/м) Усилие и длина гиба Например: Cовет: Толщина листа (S) Предел прочности на растяжение ( Rm ) Совет: V — раскрытие матрицы Раскрытие V-образной матрицы обратно пропорционально требуемому усилию:
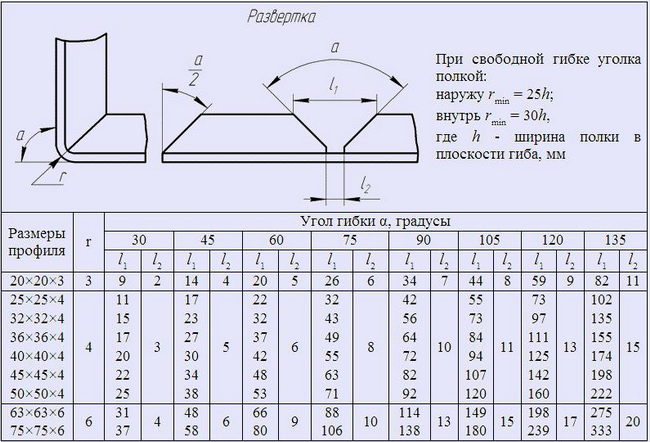
Внутренний радиус гиба (Ri) Так называемый «естественный внутренний радиус гибки» зависит от толщины листа и раскрытия матрицы. Он всегда больше чем толщина листа и не зависит от радиуса пуансона. Чтобы определить естественный внутренний радиус, мы можем использовать следующую формулу: Ri = 5 x V /32 Мягкий и легкодеформируемый металл допускает меньший внутренний радиус. Если радиус слишком маленький, материал может быть смят на внутренней стороне и растрескаться на внешней стороне гиба. Совет: Минимальная полка (В): Упругая деформация Упругая деформация зависит от:
Продемонстрируем сказанное выше для предела прочности, измеряемой при условии V=8хS: Все производители гибочного инструмента учитывают упругую деформацию, когда предлагают инструмент для свободной гибки (например угол раскрытия 85° или 86 ° для свободных гибов от 90° до 180°). КалибровкаТочный — но негибкий способ При этом методе угол гиба определен усилием гиба и гибочным инструментом: материал зажат полностью между пуансоном и стенками V образной матрицы. Упругая деформация равняется нулю и различные свойства материала практически не влияют на угол гиба. Рассчитать требуемое усилие гиба очень трудно. Самый надежный способ -выяснить необходимое усилие путем пробной гибки короткого образца на испытательном гидравлическом прессе. Грубо говоря, усилие калибровки в 3 -10 раз выше усилия свободной гибки. Преимущества калибровки:
Недостатки калибровки:
|


Радиус — закругление — пуансон
Cтраница 2
Радиус закругления пуансона тп на усилие вытяжки влияет незначительно, но он оказывает существенное влияние на утонение материала стенок у дна детали. При малом радиусе снижается проч — v ность в опасном сечении ( у дна) детали, а следовательно, увеличи — д вается абсолютное предельное значение коэффициента вытяжки.
[16]
Радиус закругления пуансона Rn в этом случае назначают для всех операций ( кроме последней) по возможности равным радиусу закругления матрицы RM, а для последней операции — по внутреннему радиусу детали.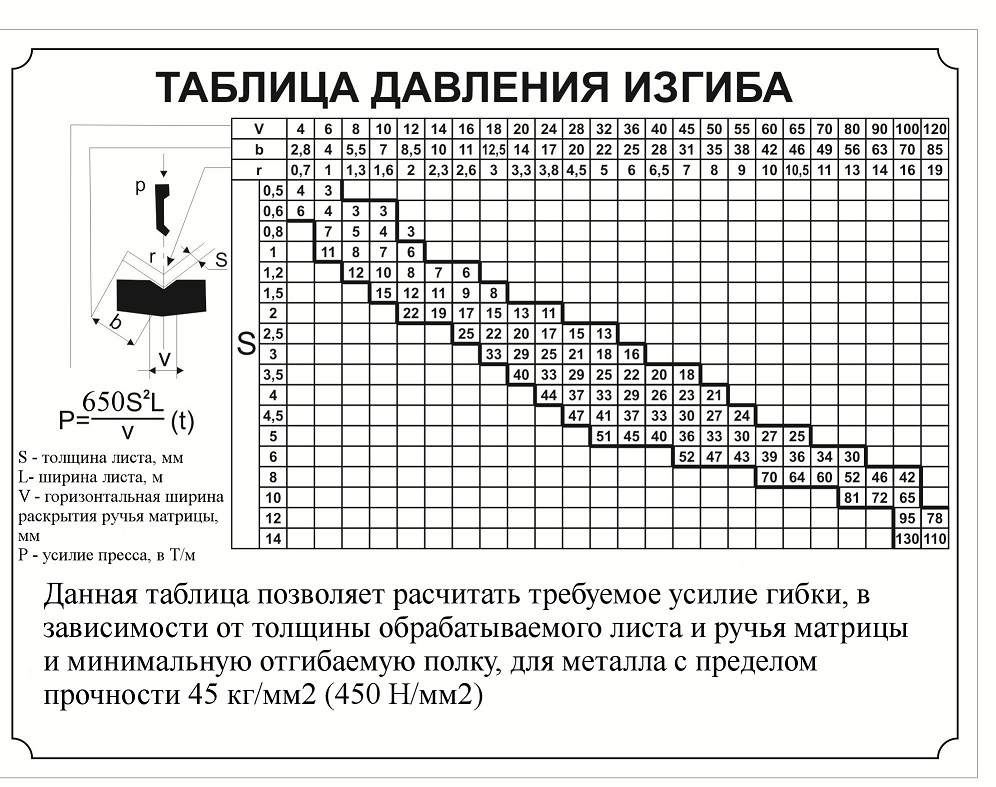 Радиусы закругления матрицы и пуансона при вытяжке прямоугольных деталей принимают такими же, как и для вытяжки цилиндрической детали.
Радиусы закругления матрицы и пуансона при вытяжке прямоугольных деталей принимают такими же, как и для вытяжки цилиндрической детали.
[17]
| Конструктивные элементы матрицы.
[18] |
Радиусы закругления пуансона гп обычно принимают по внутреннему радиусу изделия.
[19]
| Схема вытяжки с дополнительным сферическим прижимом. а — на прессе двойного действия. б — на прессе простого действия.
[20] |
Радиус закругления пуансона гп на усилие вытяжки влияет незначительно, но он оказывает существенное влияние на утонение материала стенок у дна изделия.
[21]
При меньших значениях радиусов закругления пуансона коэффициент вытяжки соответственно должен быть больше. Наименьшее значение радиуса закругления пуансона для указанных материалов должно быть не ниже толщины штампуемого материала.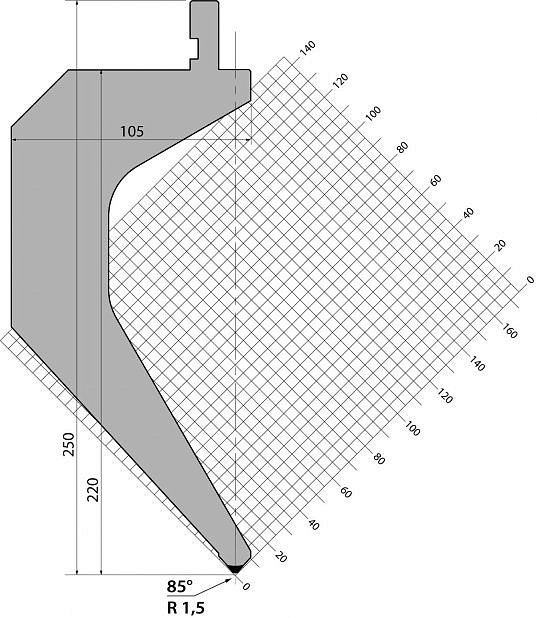
[22]
Для последней операции вытяжки радиус закругления пуансона назначают по внутреннему радиусу детали.
[23]
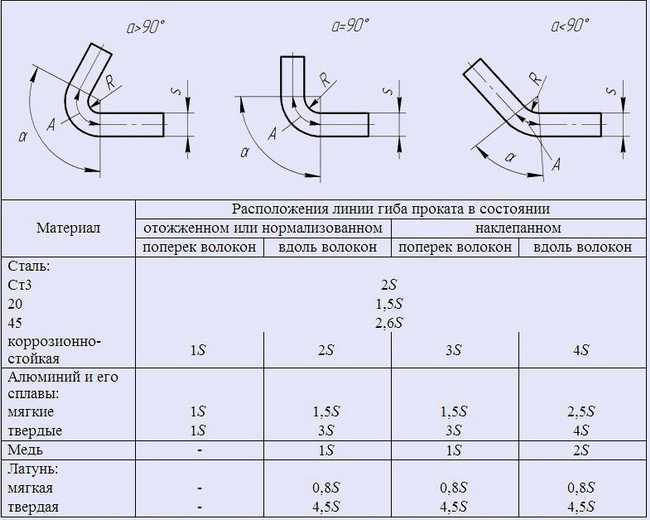
Трещины появляются в результате неправильного выбора радиуса закругления пуансона, пороков материала, а также расположения линии гиба вдоль направления прокатки.
[24]
Для всех операций вытяжки, кроме последней, радиус закругления пуансона ( г) берут по возможности равным радиусу закругления матрицы и меньше его; для последней вытяжки радиус закругления пуансона берут по внутреннему радиусу закругления вытягиваемого изделия, но не менее 3 — 2s для материалов толщиной до 6 мм и не менее 2 — 1 5s для материалов толщиной от 6 до 20 мм.
[25]
Величина удлинения наружных волокон для данного материала зависит от радиуса закругления пуансона и матрицы, величины зазора, формы изгиба детали. Это явление необходимо учитывать, выбирая оптимальные величины ( значения) радиусов гибки и зазоров в гибочных штампах. При неправильно выбранном радиусе в местах гиба могут образоваться трещины, что недопустимо. Следует также учитывать, что механические свойства металла неодинаковы во всех направлениях — вдоль волокон они выше, чем поперек волокон. Поэтому, чтобы избежать образования трещин, гибку следует вести так, чтобы линия ее шла поперек или под углом 45 — 30 к направлению волокон.
При неправильно выбранном радиусе в местах гиба могут образоваться трещины, что недопустимо. Следует также учитывать, что механические свойства металла неодинаковы во всех направлениях — вдоль волокон они выше, чем поперек волокон. Поэтому, чтобы избежать образования трещин, гибку следует вести так, чтобы линия ее шла поперек или под углом 45 — 30 к направлению волокон.
[26]
Установление минимально допустимого внутреннего радиуса закругления детали, или радиуса закругления пуансона rmln, имеет весьма важное значение для практики гибочных работ.
[27]
Особенностью гибочных операций при изготовлении деталей из нержавеющих сталей является определение величины радиуса закругления пуансона и матрицы, величины зазора между рабочими частями штампа и формы изгиба заготовки. От неправильно выбранных параметров инструмента иногда возникают трещины в изгибаемом материале в местах перегибов. Образование трещин объясняется наклепом на кромках, возникающим в процессе резки материала, вследствие которого удлинение материала снижается.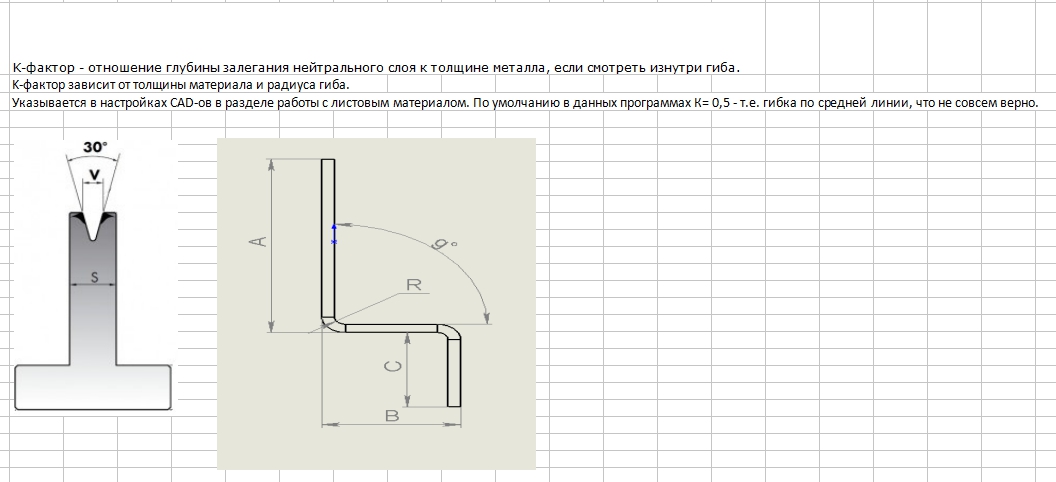 Вероятность образования трещин возрастает при гибке заготовки с заусенцами, расположенными наружу и при изгибе детали, волокна материала которой расположены вдоль линии изгиба.
Вероятность образования трещин возрастает при гибке заготовки с заусенцами, расположенными наружу и при изгибе детали, волокна материала которой расположены вдоль линии изгиба.
[28]
| Коэффициенты. и ха для гибки под углом 90 ( сталь 10 — 20.
[29] |
Установление минимально допустимого внутреннего радиуса закругления детали или ( что то же самое) радиуса закругления пуансона rmjn имеет весьма важное значение для практики гибочных работ. Так, при слишком малом радиусе может произойти разрыв наружных волокон материала. Поэтому минимальные радиусы гибки должны быть устаноьлсны по предельно допустимым деформациям крайних волокон. При этом в качестве такой характеристики следует лучше всего принимать величину относительного сужения поперечного сечения образца шах, полученную при испытании данного материала на растяжение.
[30]
Страницы:
1
2
3
Радиус кончика пуансона и изгиб в воздухе.

Новости
0
нравится
В предыдущей статье мы ввели понятие радиуса наконечника пуансона. Мы говорили об этом в связи с более ранними видами изгиба: чеканкой и дном.
Теперь поговорим о радиусе наконечника пуансона по отношению к наиболее используемому в настоящее время виду гибки: гибка воздухом .
Воздушная гибка.
После того, как были введены листогибочные прессы с ЧПУ (Числовое управление), стало возможным эффективно управлять ходом (ось Y), поэтому потребность в гибке в соответствии с более ранними видами (чеканка и дно) начала уменьшаться. Как компенсировать пружинение? Мы можем сделать это, используя пуансоны и матрицы с углами менее 90° и регулируя угол изгиба в зависимости от того, насколько глубоко пуансон проникает в V-образный паз матрицы.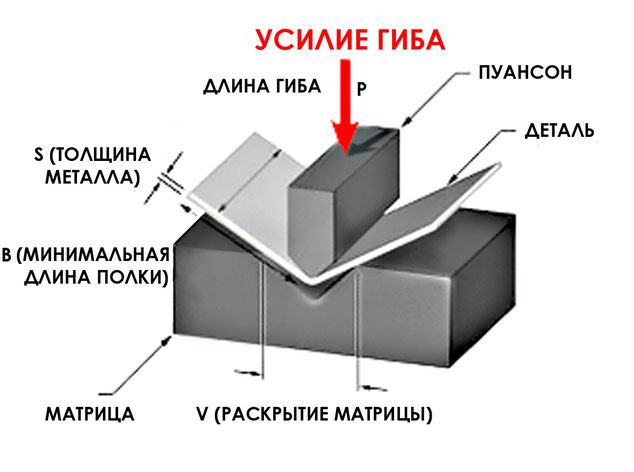
Почему гибка называется «воздушной»?
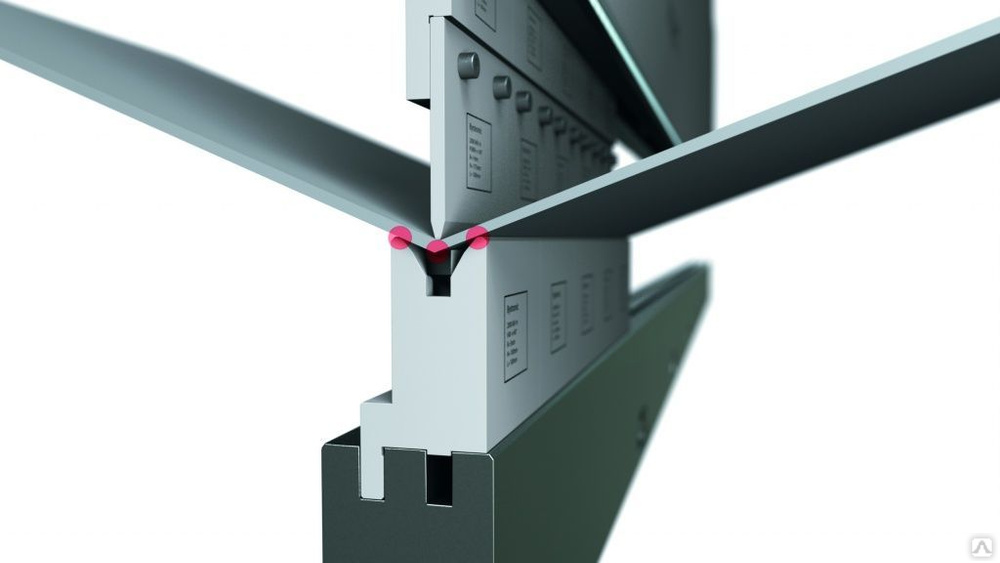
Этот вид гибки, который сегодня широко используется на любом станке, называется «воздушной» гибкой, потому что «всегда есть воздух», проходящий между нижней частью штампа и нижней стороной листового металла . Листовой металл касается оснастки только в трех точках:
- наконечник пуансона
- два плеча матрицы.
При воздушной гибке, за исключением изготовления гнутых профилей большого радиуса, внутренний радиус гиба не соответствует радиусу пуансона , так как зависит от ширины паза штампа.
При прочих равных условиях большая ширина штампа всегда приводит к изгибу на 90°, но внутренний радиус изгиба будет больше, чем при меньшей ширине штампа.
Соотношение между шириной штампа и радиусом изгиба зависит от нескольких факторов, наиболее важным из которых является используется тип материала , поскольку в соответствии с ним изменятся следующие характеристики:
- Предел прочности при растяжении
- предел текучести
- .
Коэффициент удлинения
Приблизительно, используя ширину V, соответствующую толщине (умножая в 6, 8 или 12 раз), результирующий радиус будет составлять:
Теоретически, при заданной ширине матрицы внутренний радиус изгиба не зависит от радиуса вершины пуансона, при условии, что радиус вершины пуансона меньше или равен радиусу, создаваемому шириной матрицы.
Например, V-образная ширина 8 мм (подходящая для гибки толщиной 1 мм) при использовании для изготовления низкоуглеродистой стали с UTS около 450 Н/мм² создаст внутренний радиус изгиба приблизительно 1,3 мм, независимо от того, используется ли пуансон с 0,25 радиусом мм, или радиусом 0,8 мм, или радиусом 1 мм.
Вам нужен совет специалиста по выбору инструмента, наиболее подходящего для ваших задач по гибке?
Eurostamp оперативно отвечает на любые вопросы и оказывает поддержку в обучении гибке. С 1970 года компания Eurostamp Tooling занимается разработкой и производством высококачественных инструментов для листогибочных прессов, промышленных пуансонов и промышленных штампов.
Взгляните на виртуальный склад Eurostamp .
Поделиться этой публикацией
Твиттер
Фейсбук
Пинтерест
Сменные радиусные пуансоны | Инструмент для листогибочного пресса
Загрузка инструмента, обработанного строгальным станком, в листогибочный пресс может быть тяжелой работой. Со сменным пуансоном с радиусной вставкой вес инструмента распределяется между корпусом и вставкой с наконечником. После загрузки универсального корпуса пуансона просто вставьте легкую вставку радиусного наконечника. Нужен другой радиус? Просто снова замените вставку наконечника. Уменьшите нагрузку, сэкономьте на рабочей силе и инструментах.
Полностью загруженный сменный радиусный инструмент
Для нового радиуса удалите вставку наконечника
, затем вставьте новую вставку наконечника
.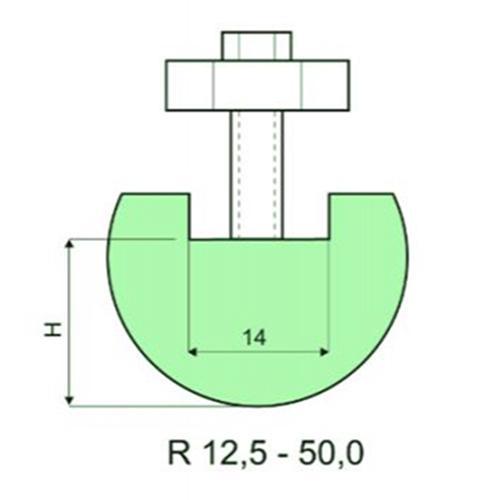
Сменные пуансоны со сменными радиусными наконечниками Будь то пластина типа «ласточкин хвост» или Т-образная, сменные пуансоны с наконечником радиуса позволяют заказывать пуансон без повторной покупки корпуса каждый раз, когда радиус изменяется или радиус повреждается. Эти пуансоны предназначены для работы в самых легких и тяжелых условиях, выполняемых на листогибочном прессе.
Подробнее
Загружаемые сведения
Ищете информацию о сменных радиусных пуансонах для листогибочных прессов, которую можно загрузить или распечатать? Скачать для деталей. Готовы попробовать что-то новое? Мы можем помочь вам начать работу.
Просмотреть листовку
Опции со сменным радиусом Precision
Ищете пуансон со сменным радиусом? Wilson Tool International предлагает варианты пластин для инструментов European Precision, American Precision и WT.
Всего комментариев: 0