Разрешение лазерной гравировки: Требования к макетам. Как подготовить файл для лазерной резки и гравировки.
Содержание
Требования к макетам. Как подготовить файл для лазерной резки и гравировки.
Только предназначенные для резки векторные объекты
Файлы, подготовленные для резки должны содержать только предназначенные для резки векторные объекты (не содержать сторонних элементов). Станок вырезает все векторы в файле. Если Ваш файл будет содержать сторонние векторы (даже прозрачные, скрытые или невидимые), станок их вырежет на ровне со всеми остальными. Инструкции по резке с пояснениями и схемами (при необходимости) предоставляются в дополнительном файле. Исключение составляет лишь контур изделия, если изделие клиента. Такую рамку нужно покрасить отдельным цветом и указать это в сопроводительном документе.
Форматы файлов: CDR, AI
Файлы для резки должны быть представлены в кривых в программе CorelDraw до X7 включительно. В работу также принимаются файлы AutoCAD и Adobe Illustrator.
Масштаб 1:1
Объекты должны иметь масштаб 1:1, размер объектов в файле задается в миллиметрах.
Минимальное расстояние между объектами
Минимальное расстояние между объектами зависит от материала, но в любом случае не должен быть менее 1-1,5 мм. Например, для фанеры 4 мм толщина реза составляет 0,2-0,3 мм, для оргстекла (акрила)толщиной 3 мм толщина реза составляет 0,15 мм.
В некоторых случаях будет эффективнее совместить детали так, чтобы они имели общую стенку. Такой подход уменьшит метраж реза и сэкономит материал.
Объекты без заливки с тонкими линиями
Все объекты для резки должны быть без заливки. Толщина линии «Hair Line» («Волосяная линия»).
Все элементы переведены в кривые
Все шрифты необходимо перевести в кривые.
Элементы, созданные с помощью эффектов и стилей, также должны быть преобразованы в кривые.
Нельзя допускать формирование изображений толщиной кривых. Следует превращать толщины линий в объект.
Все кривые должны быть замкнуты
Кривые не должно содержать разомкнутых точек в замкнутых контурах. Проверить наличие незамкнутых линий можно применив заливку проверяемому объекту. Если заливка получается, значит линия объекта замкнуты правильно, если нет, где-то есть разрыв.
Проверить наличие незамкнутых линий можно применив заливку проверяемому объекту. Если заливка получается, значит линия объекта замкнуты правильно, если нет, где-то есть разрыв.
Не допускать наложение контуров
Просмотреть макет в режиме «Wireframe» (Outline, Контур). Не допускать наложение контуров. Такие контуры необходимо «слить» в один .
Не допускать двойных линий
Дублирующие линии следует удалить. Станок вырезает все векторы в файле. По наложенным друг на друга линиям станок пройдет несколько раз по одному и тому же месту, что может привести к искаженной и неаккуратной линии реза.
Размер рабочего поля 1500х1200 мм
Файл макета должен вписываться в рабочее поле станка, плюс иметь технологические поля размером не менее 10 мм.
Учитывайте ограничения технологии резки
При проектировании мелких деталей в макете, учитывайте ограничения оборудования и самой технологии лазерной резки. Минимальный размер символа текста при гравировке — 1х1 мм. Толщина реза лазером составляет от 0,2…0,3 мм.
Толщина реза лазером составляет от 0,2…0,3 мм.
Исправление ошибок или подготовка к работе макета заказчика производится за дополнительную плату.
Как выбрать правильное разрешение для лазерной гравировки
- Trotec Laser
- Обучение и поддержка
- Центр поддержки
- Как выбрать правильное разрешение для лазерной гравировки
Правильный выбор разрешения является важным фактором для качества обработки лазером. В том числе играют роль используемый материал, графическое изображение и время обработки.
Материал и графика
Лазерная гравировка с разрешением 125 dpi Лазерная гравировка с разрешением 250 dpiЛазерная гравировка с разрешением 333 dpiЛазерная гравировка с разрешением 500 dpiЛазерная гравировка с разрешением 600 dpiЛазерная гравировка с разрешением 1000 dpi
Влияние материала
Материал поглощает энергию при лазерной гравировке. Во время сильного нагревания точки становятся больше и могут наслаиваться друг на друга. Такая характерная особенность важна особенно при гравировке фотографий. Поэтому важно подобрать подходящее разрешение.
Во время сильного нагревания точки становятся больше и могут наслаиваться друг на друга. Такая характерная особенность важна особенно при гравировке фотографий. Поэтому важно подобрать подходящее разрешение.
Рекомендации по подбору разрешения для определенных материалов
древесина, стекло, текстиль, камень: низкое разрешение, 125, 250 и 333 dpi
акрил, материалы TroLase, бумага, картон: подбор разрешения в пределах 500-600 dpi
печати, металл, обработка волоконным лазером: высокое разрешение от 600 до 1000 dpi
Графика
В зависимости от детализации графики советуем увеличивать разрешение до 600 dpi, чтобы избежать наслоения точек. Это позволяет получить качественную гравировку даже мелких деталей.
Время обработки
Чем выше разрешение, тем больше времени нужно на лазерную гравировку. Если Вы выбираете разные определенные показатели разрешения, можно сохранить время на обработку. Для больших изображений можно выбрать меньше разрешение и компенсировать это за счет большего значения смещения по оси Z.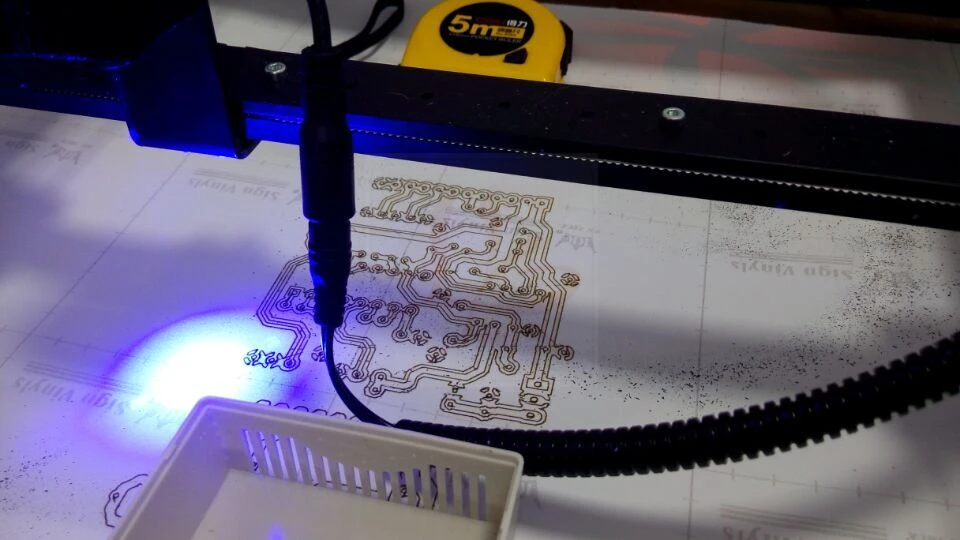
Результат гравировки: меньше на 1/4 времени по сравнению с обычной гравировкой
Посмотрите на нашем примере обработку одинаковых изображений с разрешением 500 и 125 dpi при экономии 1/4 времени:
| Станок Speedy 360, 80 Вт, P=65%, v=50% | ||||
|---|---|---|---|---|
| Разрешение | 125 dpi | 250 dpi | 333 dpi | 500 dpi |
| Смещение по оси Z | +12 mm | +12 mm | +9 mm | +6 mm |
| Время [h] | 1,52 | 3,31 | 4,28 | 6,47 |
Отличительная особенность лазерной гравировки резиновых печатей
В указанном примере более высокое разрешение будет увеличивать плотность энергии при гравировке. Если печать гравировать при 500dpi, скорость обработки должна быть сокращена для получения рекомендуемой глубины 1,1мм. Но важное примечание — гравировка может быть быстрее при разрешении 1 000dpi.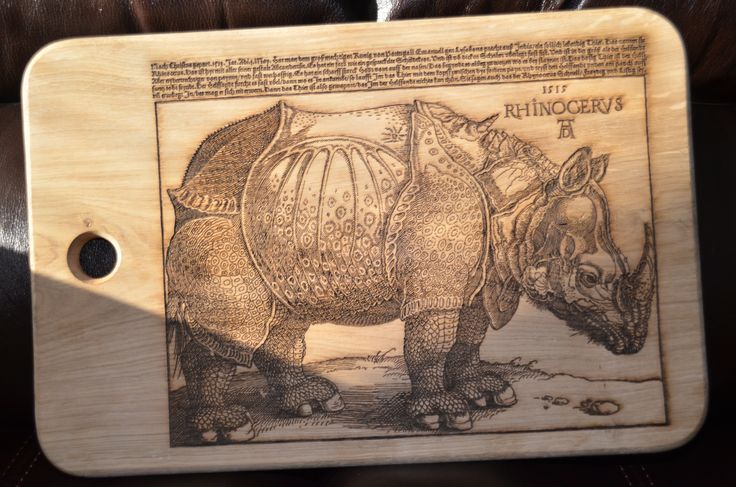
Больше информации и рекомендаций
Если Вам нужна более подробная информация и наши советы по подбору подходящего разрешения для лазерной обработки или же у Вас другие вопросы по работе на лазерных станках, Вы можете обратиться в нашу техническую поддержку.
Контакты офиса Тротек
Другие интересные статьи по лазерной обработке:
Лазерная гравировка фотографий
Важное про растр и вектор
Получите индивидуальную поддержку от наших экспертов по лазерному оборудованию.
Связаться с нами
Техническая поддержка
Правильное разрешение для лазерной гравировки
- Trotec Laser
- Обучение и поддержка
 org/ListItem»> Справочный центр
org/ListItem»> Справочный центр- Как выбрать правильное разрешение для лазерной гравировки?
Выбор правильного разрешения для изображения, которое вы хотите выгравировать лазером, окажет огромное влияние на внешний вид вашего готового продукта. Графическое содержание, используемый материал и время обработки — все это дополнительные переменные, которые также будут играть важную роль.
Материал и графическое содержание
Результат гравировки лазерной гравировки при 125 DPI -результат гравировки на 250 DPILASER Результат при 333 DPILASER REVILTION GRAVING EMPARCION GRAVING
.2019.2019.2019.2019.2019.2019.2019.2019.2019.2019.2019.2019.2019.2019 -200010 -го результата. энергии во время процесса лазерной гравировки. Из-за количества выделяемого тепла точки увеличиваются в размерах и могут даже перекрываться (= «растекание точек»). Это важное свойство, и его необходимо учитывать при гравировке фотографий, и правильное разрешение имеет решающее значение, чтобы избежать этой проблемы.

| Материал, использованный | Предпочтение. разрешение: от 500 до 600 dpi |
|---|---|
| металл, штампы, обработка волоконным лазером | более высокое разрешение: от 600 до 1000 dpi |
Графический контент
В зависимости от количества деталей, которые содержит ваш графический файл, мы рекомендуем увеличить разрешение изображения до 600 dpi, чтобы обеспечить оптимальную гравировку очень мелких деталей. Это гарантирует, что выгравированное лазером изображение не потеряет четкости, несмотря на описанное выше «растекание точек».
Время обработки
По мере увеличения разрешения изображения количество времени, необходимое лазеру для обработки вашей гравировки, также впоследствии увеличивается.
Если вы выберете другое разрешение для вашего файла, вы также можете сэкономить время гравировки. Например, при крупномасштабной гравировке выберите более низкое разрешение и более высокое значение смещения по оси Z, чтобы компенсировать результирующий межстрочный интервал.
Добейтесь стабильных результатов гравировки за 1/4 типового времени обработки
Посмотрите наш пример того, как вы можете гравировать графику с разрешением 500 dpi за ¼ времени, достигая результатов, аналогичных изображению с разрешением 125 dpi:
| Speedy 360, 80 Watt, P=65%, v=50% | ||||
|---|---|---|---|---|
| Resolution | 125 dpi | 250 dpi | 333 dpi | 500 dpi |
| z-Offset | +12 mm | +12 mm | +9 mm | +6 mm |
| time [h] | 1.52 | 3.31 | 4.28 | 6.47 |
Exceptions for laser engraving on stamp rubber:
В этом сценарии использование более высокого разрешения приведет к увеличению плотности энергии в процессе лазерной гравировки. Например, при лазерной гравировке штампа с разрешением 500 dpi потребуется уменьшить скорость гравировки до рекомендуемой глубины 1,1 мм.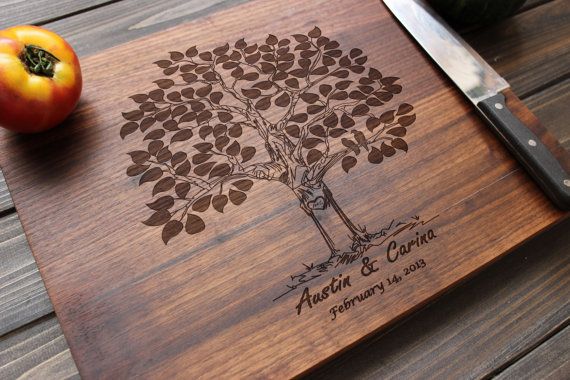 И наоборот, гравировка может выполняться быстрее при разрешении 1000 точек на дюйм, поэтому время обработки можно сократить, несмотря на увеличенный размер файла.
И наоборот, гравировка может выполняться быстрее при разрешении 1000 точек на дюйм, поэтому время обработки можно сократить, несмотря на увеличенный размер файла.
Нужна дополнительная информация?
Вам нужна дополнительная помощь в выборе правильного разрешения или у вас есть дополнительные вопросы по лазерной обработке? Свяжитесь с нами сегодня, и один из наших высококвалифицированных и мотивированных специалистов по лазерной технике с радостью поможет вам.
Свяжитесь с нами
Вас также может заинтересовать следующее:
Фотогравировка
Растровая гравировка и векторная гравировка
Растровые алгоритмы
Получите персональную поддержку от наших специалистов по лазерной технике.
Свяжитесь с нами
Техническая поддержка
Как выбрать лучшее разрешение DPI для лазерной резки и почему высокое разрешение не всегда лучше — FreeFall Laser
Не могу поверить, что говорю это, высокое разрешение не всегда лучше. Художникам легко попасть в ловушку, полагая, что высокое разрешение всегда дает наилучшие результаты. Но с лазерной гравировкой это не всегда так.
Художникам легко попасть в ловушку, полагая, что высокое разрешение всегда дает наилучшие результаты. Но с лазерной гравировкой это не всегда так.
При лазерной гравировке мы работаем с разрешением изображения в двух местах: исходное изображение и настройка лазерной резки. Хотя в большинстве случаев лучше всего начинать с изображения с высоким разрешением (минимум 300 точек на дюйм), увеличение разрешения лазерного резака не всегда дает наилучшие результаты.
В этом посте я рассказываю о том, как снижение разрешения лазерного резака может улучшить результаты гравировки . Если у вас возникли проблемы с гравировкой фотографий, читайте дальше!
Лазерная гравировка и разрешение
Достижение полного диапазона значений с помощью лазерной гравировки является сложной задачей. Фотографии склонны к гравировке темного цвета с высокой контрастностью. Помимо форматирования файла в Photoshop, уменьшение количества линий на дюйм (LPI), которые гравирует лазер, может значительно помочь.
Помимо форматирования файла в Photoshop, уменьшение количества линий на дюйм (LPI), которые гравирует лазер, может значительно помочь.
Варианты гравировки растровых изображений (JPEG, TIFF) различаются в зависимости от марки лазерного резака. Я работаю на универсальном лазерном резаке, где LPI называется плотностью изображения (ID). Стандартная плотность изображения — 5 (или 90 LPI). Хотя я использую этот параметр для 90% приложений, бывают случаи, когда снижение плотности изображения до 3 (или 45 LPI) дает лучшие результаты.
Давайте посмотрим поближе.
Часть 1: Плотность материала
Насколько хорошо изображение гравируется при определенном разрешении, напрямую зависит от плотности материала .
Поскольку лазерный резак работает на основе тепла, он гравирует больше, когда материал мягкий. Когда количество линий на дюйм велико, а материал мягкий, линия может гравировать шире, чем диаметр лазерного луча , и переходить в следующую линию.
Если ваши изображения получаются темными и с низким контрастом, возможно, поэтому.
Нельзя ли исправить это, уменьшив мощность? Хотя снижение уровня мощности может улучшить четкость темных значений, оно также осветлит светлые области, что приведет к их исчезновению.
Часть 2: Плотность изображения
Давайте посмотрим на изображение, выгравированное на вишневой древесине, используя одинаковые настройки при двух разных плотностях изображения (ниже).
90 линий на дюйм
45 строк на дюйм
Изображение слева было выгравировано с разрешением 90 LPI. В результате получается высококонтрастное изображение, содержащее ограниченное количество значений. Изображение справа было выгравировано с разрешением 45 LPI. Тонкость и количество значений здесь намного больше, выявляя больше деталей и более выраженное ощущение глубины.
Всего комментариев: 0