Ретракт в 3д принтере что это: Что такое ретракт в 3D печати. Калибровка и настройка
Содержание
Что такое ретракт в 3D печати. Калибровка и настройка
Ретракт — это процесс обратного втягивания нити в сопло 3D принтера, перед началом перемещения экструдера между печатными поверхностями. Это позволяет снизить давление в сопле и предотвращает выдавливание расплавленного пластика в момент «холостого» передвижения от одной точки к другой.
Включить ретракцию можно в слайсере. Этот параметр указывает экструдеру, что нужно втягивать нить на указанную длину, обратно в сопло с указанной скоростью. Когда материал медленно втягивается в сопло, то вероятность его просачивания значительно уменьшается. Если в 3D принтере сделать идеальные настройки ретракта, то вы никогда не увидите на выращенной модели никаких полос, пятен и подтеков. Инженеры и специалисты сервисного центра компании Favorit 3D накопили огромный опыт по настройке и кастомизации различных FDM 3D принтеров. Если у вас есть какие-либо вопросы или необходима помощь в настройке параметров печати, то задавайте их на электронную почту service@3d-favorit. ru или по телефону +7(473)295-93-49 и мы с радостью вам поможем.
ru или по телефону +7(473)295-93-49 и мы с радостью вам поможем.
На изображении вы можете увидеть как выглядит напечатанная модель без ретракции.
Для чего нужен Ретракт в 3D печати
Эта опция в 3D принтере значительно помогает с подтекание расплавленного филамента и плохим качеством поверхности. Ко всему выше перечисленному, можно добавить еще один положительный момент ретракта. Когда экструдер движется от одной поверхности к другой, то ретракция поднимает незначительно сопло по оси Z (чаще всего на 0,2 мм) и тем самым уменьшает риск воздействия носиком сопла на уже напечатанные элементы.
Мы постарались написать это руководство максимально понятно и сделать как можно фотографий, чтобы стало понятно как сильно настройка ретракта влияет на результат 3D печати.
На фото ниже показана разница между печатью без ретракции (фото слева) и печатью с калиброванной ретракцией (справа).
Как включить ретракцию
В прошлой статье мы подробно останавливались на слайсере Cura.
Если вы используете другой слайсер, например PrusaSlicer или Simplify3D, то настройка ретракции будет немножко другой, но принцип настройки останется прежним.
Мы будем рассказывать на примере Cura. Откройте слайсер, перейдите в раздел настроек и откройте меню параметров ретракции. Если у вас еще не включен этот режим -нажмите кнопку «Включить ретракцию».
Заранее обратите внимание, что в этой статье мы описываем инструкцию по калибровке ретракции для новичков, т.е проверим только правильность температуры печати и изменим длину втягивания нити. Другие параметры, такие как скорость, здесь рассматривать не будем. Рекомендуем начинать со скорости 50 мм/с не более. С такой скоростью справятся как любые дешевые экструдеры, так и высококачественные. Такая скорость является эталоном для втягивания филамента.
Обязательно проверьте температуру печати, она должна соответствовать температуре рекомендованной производителем (как правило ее можно найти на упаковке с пластиком).
Пред калибровкой я рекомендую определить оптимальную температуру печати на вашем принтере при помощи «температурной башни». Приведенные здесь температурные показатели типичны для большинства производителей PLA пластика. Если используете другой тип филамента, то необходимо поменять рабочую температуру, например для PETG она составит 235°C и т.д.
Перед калибровкой необходимо выяснить, если у вас экструдер типа директ («прямой привод»), тогда длину втягивания рекомендуется начинать с 0,2 мм.
Если принтер с Боуден-экструдером (нить подается по PTFE трубке), то рекомендуется начинать примерно с 2 мм.
Как откалибровать ретракцию
1. Загрузите и напечатайте тестовую модель
Скачайте по ссылке ниже специальную калибровочную модель. Это достаточно популярная версия, поэтому сохраните ее у себя.
Скачать калибровочную модель для ретракта (Thingiverse. |
 com)
com)
По окончанию загрузки, найдите скачанный файл (по-умолчанию это папка «Загрузки»)
Распакуйте (разархивируйте) файл.
откройте папку и найдите файл four_square_cons.stl. Запустите этот файл в слайсере (в нашем случае это Cura).
Теперь проверьте в слайсере активна ли у вас ретракция. Затем нажмите на «Нарезка» и отслайсите модель.
Нажмите «Сохранить в файл» и скопируйте на SD-карту или флешку. Затем отправьте модель в печать на 3D принтер.
2. Оценить напечатанную модель
Очень важно сначала оценить текущие настройки ретракции по напечатанной модели.
На фото ниже видно, что качество модели получилось весьма плачевное.
Модель напечатана из PLA пластика, с которым обычно нет проблем с ниткованием. По фото видно, что помимо ниток наблюдаются более толстые хвосты, это говорит о том что отвод пластика настроен не правильно.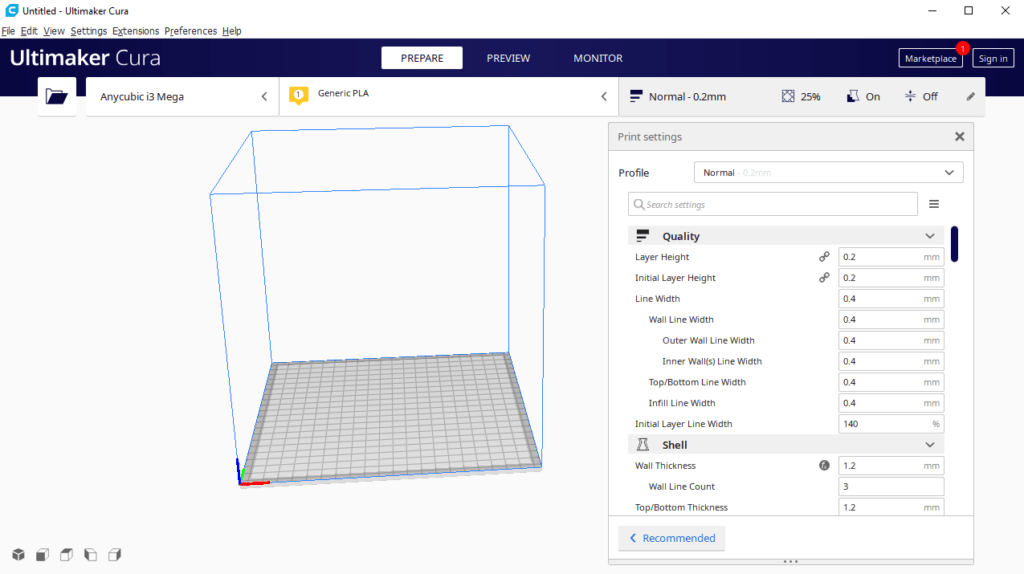
Типичная ошибка — недостаточная длина отката нити или слишком низкая скорость отвода. Все эти настройки нужно корректировать.
Поэтому очень важно напечатать пробную модель и сделать правильную оценку для дальнейшей корректировки настроек ретракта.
3. Настраиваем длину с текущей температурой.
На представленных ниже фото, сравниваются несколько моделей, напечатанных с разной длиной ретракта.
В настройках менялся только параметр «Длина отвода» — от 2 до 6 мм. Остальные параметры не изменялись.
Если нитка остается при любых значения длины отвода, то необходимо отрегулировать температуру печати.
3.1 Длина отвода — 2 мм.
3.2 Длина отвода — 3 мм
3.3. Длина отвода — 4 мм
3.4 Длина отвода — 5 мм
3. 5 Длина отвода 6 мм
5 Длина отвода 6 мм
3.6 Тестовая оценка модели с исходной температурой
Как вы можете видеть на изображениях выше — проблемные нити все еще появляются. Изменение только длины втягивания не помогли.
Следовательно, необходимо менять другие параметры, например температуру или скорость ретракта.
4. Тестирование при более низкой температуре. Снижение на 10°C.
Поскольку я печатаю на достаточно высокой скорости (160-200 мм / с), то используемая мной температура намного выше чем при стандартной печати на скорости около 4- 40 мм/с.
В любом случае, если тест с настройкой ретракта при обычной температуре не увенчался успехом, рекомендую снизить температуру на 5-10°C.
На фото ниже, показаны модели, напечатанные с длиной ретракта 2 и 3 мм / при 205°C. Как мы видим качество значительно улучшилось, но нити все еще видно.
4.1 Длина отвода — 2 мм.
4. 2 Длина отвода — 3 мм.
2 Длина отвода — 3 мм.
4.3. Оценка тестовой печати
По сравнению с первым тестом, где установлена стандартная температура, мы видим значительное улучшение качества печати.
Однако, нитка все равно присутствует на модели, поэтому будем снижать температуру еще.
5. Тестируем при более низкой температуре. Снижаем еще на 10°C.
Если нитиевание по прежнему остается — понизьте температуру на 5 -10°C. Здесь я перешел с 205°C до 195°C.
Мы видим, что полученные модели наконец-то достигли своего уровня качества (с точки зрения ретрактакции).
К сожалению на этом 3D принтере я не могу избежать появления тонких ниточек, из-за использования на нем хотэнда Volcano, более высоких скоростей печати и длинной трубкой Боудена (Расстояние между между соплом и экструдером около метра).
5.1. Длина отвода — 2 мм.
5. 2. Длина отвода — 3 мм.
2. Длина отвода — 3 мм.
5.3. Длина отвода — 4 мм.
5.4. Оценка теста.
Понижение температуры еще на 10°C принесло желаемый результат. «Хвосты» и нитки исчезли практически полностью.
Если все башенки на модели чистые, без каких либо нитей, паутины и т.д. то можно считать калибровку ретракции успешной и использовать значения параметров для данного филамента.
6. Заключение.
В этой статье мы подробно узнали как откалибровать ретракцию на 3D принтере с изменением параметров температуры.
В эту статью будут постепенно добавляться и другие параметры настроек, такие как скорость и ускорение ретракта.
Скорость ретракта 3D принтера. Что это?
3DPrintStory
  
Процесс 3D печати
  
Скорость ретракта 3D принтера. Что это?
Что это?
Когда экструдер 3D принтера перемещается между двумя точками, филамент, как известно, просачивается из сопла. Это приводит к появлению остатков пластика между отдельными частями модели, которые надо убирать на этапе финальной обработки 3D модели, могут привести к поломке отдельных частей 3D модели или просто раздражают.
Один из способов решить эту проблему — включить ретракцию в слайсере. Этот параметр сообщает экструдеру, что нужно протянуть материал указанной длины обратно в сопло с указанной скоростью. Когда материал временно убирается из сопла, просачивание гораздо менее вероятно. Идеальный настрой ретракта для вашего принтера обеспечит 3D печать без этих нитей и остатков пластика.
Скорость ретракта 3D принтера — одна из трех основных настроек обратного втягивания материала. Он определяет скорость, с которой экструдер втягивает нить. Однако, прежде чем обсуждать это дальше, стоит сначала оценить расстояние отвода материала. Кроме того, в этой заметке мы также поговорим о минимальном расстоянии перемещения.
Расстояние ретракта (Retraction Distance)
Расстояние ретракта определяет длину материала, который отводится обратно двигателем экструдера. Чем больше это расстояние, тем дальше от сопла втягивается филамент для 3D печати. Если это расстояние установлено со слишком низким значением, материал все равно будет сочиться из сопла. Если установить слишком большое значение, материала затянется чересчур далеко и и это может привести к тому, что материала будет недостаточно при экструзии, а также вызвать засорение сопла 3D принтера.
Базовое правило настройки расстояния ретракта — не выбирайте расстояние отвода больше, чем длина сопла. В большинстве 3D принтеров используют расстояние отвода от 2 до 7 мм. Во время настройки ретракта изменяйте эту настройку с шагом 1 мм, пока не найдете оптимальное расстояние.
Скорость ретракта (Retraction speed)
Скорость ретракта — это скорость, с которой экструдер втягивает материал. Если она будет слишком медленной, нить успеет вытечь из сопла, образуя волоски и наплывы на модели. Если слишком быстро, филамент начнет выдавливаться из сопла с задержкой.
Если слишком быстро, филамент начнет выдавливаться из сопла с задержкой.
Обычно скорость отвода во всех слайсерах по умолчанию работает хорошо. Если нет, изменяйте этот параметр с шагом 5 мм/с, пока не будет достигнута оптимальная скорость.
Минимальное расстояние перемещения (Minimum Travel Distance)
Минимальное расстояние перемещения определяет минимальное расстояние, необходимое для втягивания материала. Например, если установлено значение 2 мм, экструдер не будет втягивать филамент, если печатающая головка 3D принтера перемещается только на 1,2 мм. Если возникают дефекты на коротких расстояниях, вам следует уменьшить эту настройку. Начните с минимального расстояния хода 1 мм и регулируйте его с шагом 0,5 мм, пока не найдете идеальное минимально расстояние перемещения. Убедитесь, что это значение не слишком низкое, так как в этом случае частота подачи-втягивания материала будет высокой и это может привести к повреждению материала приводной шестерней экструдера.
Что такое ретракция в 3D-печати? Определение и корректировки
В этой статье делается попытка прояснить концепцию отвода в 3D-печати , поскольку это очень важный параметр для получения качественных отпечатков, без отложений материала на внешней стороне модели или нитей между печатаемыми деталями. в то же время.
Втягивание — это возвратное движение нити, необходимое для предотвращения стекания материала во время перемещений и смещений, которые выполняет вакуумный экструдер во время 3D-печати.
Параметры, определяющие отвод:
- Расстояние отвода : Длина материала, который отводится в процессе отвода. Это зависит от типа материала, типа системы экструзии (прямая или Боуден) и типа HotEnd. Для гибких материалов, особенно для типа TPE (Filaflex), втягивание должно быть отключено, чтобы предотвратить наматывание нити на шестерню экструдера.
- Скорость отвода: Скорость, с которой двигатель экструдера отводит нить назад. С этим параметром нужно быть очень осторожным, если используются высокие скорости (более 70 мм/с), потому что он может пометить нить таким образом, что ее нельзя будет использовать для продолжения 3D-печати.
- Минимальное смещение : Минимальная длина, от которой требуется отвод.
- Включить комбинирование: Активировав этот параметр, который находится в разделе дополнительных параметров ретракции используемой программы ламинирования (Cura, Simplify3D, Slicer и т. д.), помимо выполнения ретракции, HotEnd предотвращается передвигаться по дырам. Благодаря этому материалу не остается остатков на лицевых сторонах, видимых с внутренних частей деталей.
- Подъем по оси Z при втягивании (Подъем z): В то же время, когда происходит втягивание, HotEnd перемещается по оси Z на указанное расстояние.
 Это возвышение необходимо только в случае изготовления деталей с большим количеством деталей и с небольшими участками крупных деталей, чтобы не оставлять следов материала именно в этой области. Если вам нужно использовать этот параметр, мы рекомендуем использовать то же расстояние, что и высота слоя.
Это возвышение необходимо только в случае изготовления деталей с большим количеством деталей и с небольшими участками крупных деталей, чтобы не оставлять следов материала именно в этой области. Если вам нужно использовать этот параметр, мы рекомендуем использовать то же расстояние, что и высота слоя.
При соответствующей настройке вышеперечисленных параметров вы получите идеальное втягивание для вашего 3D-принтера.
К сожалению, не существует формулы для определения точного значения, но каждому 3D-принтеру и каждому экструдеру требуется определенное значение. В следующей таблице содержится рекомендуемых значений длины и скорости отвода для 3D-принтера в зависимости от типа используемого экструдера, которые являются хорошей отправной точкой для их настройки в вашем конкретном случае:
Изображение 1: параметры отвода
Значения таблицы вводятся в секцию ретракции используемого программного обеспечения для ламинирования , в нашем случае Cura 3D, относится к категории материалов.
Изображение 2: Конфигурация отвода в Cura 3
Следует соблюдать осторожность при изменении параметра длины , поскольку слишком большое его увеличение (20 мм в прямом экструдере) вызовет прерывистый поток и, следовательно, пробелы в печатаемой части.
Как только все параметры, настраивающие отвод, будут поняты и основаны на предоставленных нами значениях, каждый пользователь получит идеальную конфигурацию, просто внеся небольшие корректировки.
Подпишитесь на нашу ежемесячную рассылку, и каждый месяц вы будете получать по электронной почте последние новости и советы по 3D-печати.
* Регистрируясь, вы принимаете нашу политику конфиденциальности.
Как получить наилучшие настройки длины и скорости отвода — 3D Printerly
Существует множество настроек, которые мы можем настроить и улучшить на наших 3D-принтерах, одна из них — настройки отвода. Мне потребовалось некоторое время, чтобы понять, насколько они важны, и как только я это сделал, мой опыт 3D-печати изменился к лучшему.
Многие люди не осознают, насколько важным может быть втягивание, пока не устранят проблемы с плохим качеством печати на определенных моделях.
Параметры отвода связаны со скоростью и длиной, с которой ваша нить оттягивается назад в пределах траектории экструзии, поэтому расплавленная нить на сопле не вытекает во время движения. Втягивание может улучшить общее качество печати и устранить дефекты печати, такие как пятна и прыщи.
Что такое ретракция в 3D-печати?
Когда вы слышите шум вращения в обратном направлении и видите, что нить на самом деле тянется назад, это означает, что происходит втягивание. Это параметр, который вы найдете в программном обеспечении вашего слайсера, но он не всегда включен.
После того, как вы разберетесь с основами скорости печати, настроек температуры, высоты и ширины слоев, вы начнете вникать в более тонкие настройки, такие как втягивание.
Мы можем указать нашему 3D-принтеру, как именно втягиваться, будь то длина втягивания или скорость втягивания нити.
Точная длина и расстояние отвода могут снизить вероятность возникновения различных проблем, в основном затяжек и просачивания.
Теперь, когда у вас есть общее представление об отводе в 3D-печати, давайте объясним основные термины отвода, длину отвода и расстояние отвода.
1. Длина втягивания
Расстояние втягивания или длина втягивания определяет длину нити, которая будет выталкиваться из сопла. Расстояние отвода должно быть отрегулировано точно, поскольку как слишком маленькое, так и слишком большое расстояние отвода может вызвать проблемы при печати.
Расстояние указывает соплу на то, чтобы вытянуть количество нити в соответствии с заданной длиной.
По мнению экспертов, расстояние втягивания должно составлять от 2 мм до 7 мм для экструдеров Боудена и не должно превышать длину печатающего сопла. Расстояние отвода по умолчанию в Cura составляет 5 мм.
Для экструдеров с прямым приводом расстояние втягивания находится на нижнем конце и составляет от 1 мм до 3 мм.
При регулировке расстояния втягивания увеличивайте или уменьшайте его небольшими шагами, чтобы получить наиболее подходящую длину, поскольку оно зависит от типа используемой нити.
2. Скорость отвода
Скорость отвода — это скорость, с которой нить будет оттягиваться от сопла во время печати. Как и в случае с расстоянием отвода, для получения наилучших результатов необходимо установить наиболее подходящую скорость отвода.
Скорость отвода не должна быть слишком низкой, поскольку нить начнет вытекать из сопла до того, как достигнет нужной точки.
Это не должно быть слишком быстро, потому что двигатель экструдера быстро достигнет следующего места, и нить выйдет из сопла после небольшой задержки. Слишком большое расстояние может привести к ухудшению качества печати из-за этой задержки.
Слишком большое расстояние может привести к ухудшению качества печати из-за этой задержки.
Это также может привести к перетиранию и пережевыванию лески, когда скорость создает слишком сильное давление и вращение.
Большую часть времени скорость отвода идеально работает в диапазоне по умолчанию, но вам может потребоваться отрегулировать ее при переключении с одного материала нити на другой.
Как получить наилучшие настройки длины и скорости отвода?
Чтобы получить наилучшие настройки отвода, можно использовать один из различных способов. Реализация этих процессов, безусловно, поможет вам получить наилучшие настройки отвода и распечатать объект так, как вы ожидали.
Обратите внимание, что настройки втягивания будут различаться в зависимости от того, какая у вас установка — Bowden или Direct Drive.
Метод проб и ошибок
Метод проб и ошибок — один из лучших способов получить наилучшие настройки отвода. Вы можете распечатать базовый тест ретракции из Thingiverse, который не займет много времени.
Вы можете распечатать базовый тест ретракции из Thingiverse, который не займет много времени.
Основываясь на результатах, вы можете начать постепенно регулировать скорость отвода и расстояние отвода, чтобы увидеть, есть ли улучшения.
Изменения между материалами
Настройки ретракции обычно различаются для каждого используемого материала нити. Вы должны соответствующим образом калибровать параметры ретракции каждый раз, когда используете новый материал нити, такой как PLA, ABS и т. д.
Cura фактически выпустила новый метод для настройки параметров ретракции непосредственно в программном обеспечении.
В приведенном ниже видео от CHEP это очень хорошо объясняется, поэтому посмотрите его. Существуют определенные объекты, которые вы можете поместить на свою сборочную платформу в Cura, а также пользовательский скрипт, который автоматически меняет настройки отвода во время печати, чтобы вы могли сравнивать их в одной и той же модели.
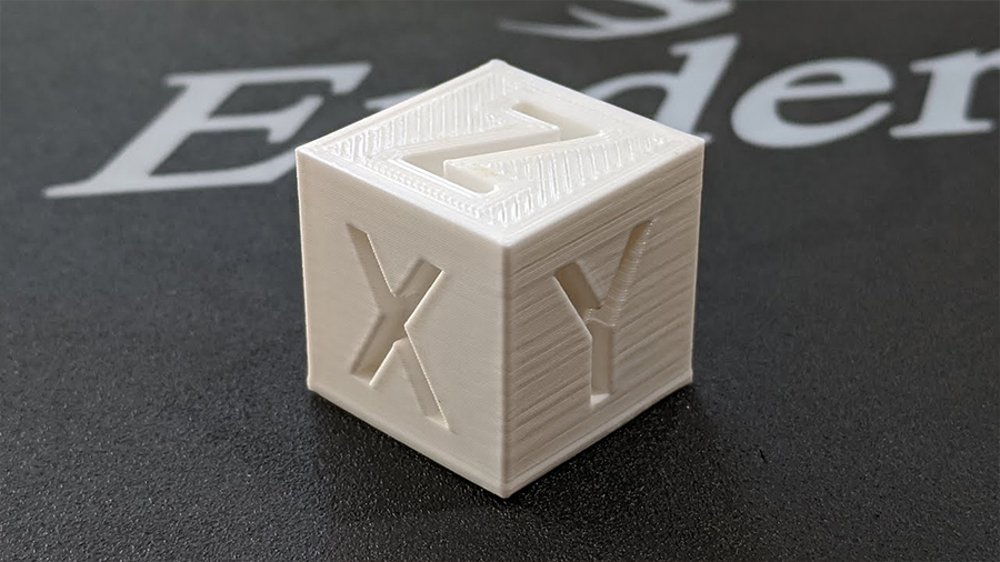
Настройки ретракции Cura на принтерах Ender 3
Настройки ретракции Cura на принтерах Ender 3 обычно включают различные настройки, и идеальный и экспертный выбор для этих настроек будет следующим:
- Включение ретракции: Сначала перейдите к Travel» и установите флажок «Enable Retraction», чтобы включить его.
- Скорость отвода: рекомендуется протестировать печать со скоростью 45 мм/с по умолчанию, и если вы заметите какие-либо проблемы с нитью, попробуйте уменьшить скорость на 10 мм и остановиться. когда вы заметите улучшения.
- Расстояние втягивания: на Ender 3 расстояние втягивания должно быть в пределах от 2 мм до 7 мм. Начните с 5 мм, а затем регулируйте его, пока сопло не перестанет просачиваться.

Лучшее, что вы можете сделать со своим Ender 3, это установить башню втягивания для калибровки наилучших настроек втягивания. Как это работает, вы можете настроить свой Ender 3 на использование приращений каждой настройки для каждой «башни» или блока, чтобы увидеть, что дает наилучшее качество.
Итак, вы должны сделать башню отвода, чтобы начать с расстояния отвода 2 мм, увеличивать его с шагом 1 мм до 3 мм, 4 мм, 5 мм, до 6 мм и смотреть, какая настройка отвода дает наилучшие результаты.
Какие проблемы с 3D-печатью решают настройки отвода?
Как уже упоминалось выше, натяжение или просачивание является серьезной и наиболее распространенной проблемой, возникающей только из-за неправильных настроек втягивания.
Очень важно, чтобы параметры ретракции были точно откалиброваны, чтобы получить качественную и высококачественную печать.
Натяжением называется проблема, при которой на отпечатке имеется несколько прядей или нитей нити между двумя точками печати. Эти нити появляются на открытом пространстве и могут испортить красоту и очарование ваших 3D-отпечатков.
Эти нити появляются на открытом пространстве и могут испортить красоту и очарование ваших 3D-отпечатков.
Если скорость втягивания или расстояние втягивания не откалиброваны, нить накала может выпасть или просочиться из сопла, что приведет к натяжению.
Большинство экспертов и производителей 3D-принтеров предлагают отрегулировать параметры втягивания, чтобы эффективно избежать проблем с просачиванием и натяжением. Откалибруйте параметры ретракции в соответствии с используемой нитью и объектом, который вы печатаете.
Как избежать натяжения гибкой нити (TPU, TPE)
Гибкие нити, такие как TPU или TPE, используются для 3D-печати из-за их удивительных свойств нескользкости и ударопрочности. Имейте в виду тот факт, что гибкие нити более склонны к просачиванию и натягиванию, но эту проблему можно решить, позаботившись о настройках печати.
- Первое и самое важное — активировать настройки ретракции каждый раз, когда вы используете гибкую нить.
Всего комментариев: 0