Ролики прижимные обрезиненные для станков: Ролики прижимные для кромкооблицовочных станков купить в Техно-Лидер
Содержание
Подающие, направляющие ролики, ролики опорной балки и ролики подачи кромки | Oriolegroup
Используется при наклеивание кромки, шпона и деревянных планок. Входит в базовую комплектацию на всех станках.
Направляющие узлы для деревообрабатывающих станков.
К числу узлов деревообрабатывающих станков, обеспечивающих нужную точность, относятся направляющие ролики, а также ролики подачи кромки для кромкооблицовочных станков.
Ролики и валы деревообрабатывающих станков выполняют опорную, транспортировочную или прижимную функцию. В списке этих операций:
- подача заготовок в зону действия инструмента,
- прием и транспортировка готовых деталей,
- прижим облицовочных материалов к изделию,
- обеспечение движения кареток.
Для изготовления этих комплектующих используются металлы и полимерные материалы.
Элементы системы подачи заготовок кромкооблицовочных станков
В кромкооблицовочных станках проходного типа система подачи заготовок должна работать исправно. От этого зависит качество приклеивания кромки. Сегменты подающего конвейера, рольганги и прижимные ролики следует своевременно обновлять.
От этого зависит качество приклеивания кромки. Сегменты подающего конвейера, рольганги и прижимные ролики следует своевременно обновлять.
Для четырехсторонних деревообрабатывающих агрегатов
Подающие ролики приводятся в действие от двигателя через редуктор, их делают из металла. Мелкие выступы, цепляясь за поверхность заготовки, направляют ее в зону обработки. Приемные ролики четырехсторонних станков имеют мягкое покрытие из резины или полиуретана, чтобы не повреждать поверхность детали. Дефекты этих комплектующих влияют на точность подачи заготовок и корректность приемки готовых изделий.
Ролики подачи кромки
В узле наклейки кромки устанавливаются широкие прижимные элементы с внутренними металлическими гильзами. Они похожи на короткие валы. От состояния этих комплектующих зависит качество приклеивания кромки. В торцовочных узлах кромкооблицовочных станков используются полиуретановые подшипники.
Ролики для четырехсторонних деревообрабатывающих станков подают заготовку в рабочую зону и принимают готовую деталь на завершающем этапе.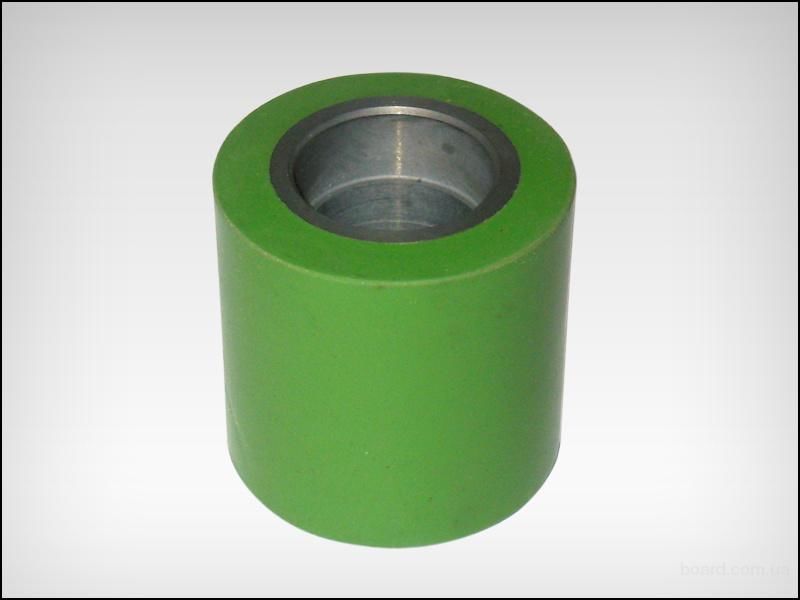 Равномерная скорость прохождения – залог точной обработки, поэтому обеспечение точной подачи – важный технический параметр.
Равномерная скорость прохождения – залог точной обработки, поэтому обеспечение точной подачи – важный технический параметр.
Для подачи и приема пиломатериала в четырехсторонних станках используют два типа роликов. В начале линии, чтобы подавать заготовку с грубо обработанной поверхностью, стоят металлические детали. Колесики из стальных сплавов с рифленой поверхностью надежно захватывают материал и направляют к фрезам. На приеме стоят ролики с резиновым или полиуретановым покрытием, которые не повреждают обработанные заготовки.
В каталоге представлены комплектующие для станков Beaver, Reignmac, Griggio и других марок по доступной цене.
Для автоподатчиков
Эти ролики имеют резиновое или полиуретановое покрытие. Мягкий слой обусловливает плотный контакт с заготовкой, которую нужно подать. Часто такие ролики устанавливаются на мебельных станках с ЧПУ. Полимерное покрытие при частом применении изнашивается.
Рассматриваемые детали изготавливаются из инструментальных легированных сталей по ГОСТ 5950-93 типа 9ХФ, ХВ5 или В2Ф, включающих хром, вольфрам или ванадий. Твёрдость роликов после отжига составляет 230…240 НВ, а после термообработки – 61…63 HRC.
Твёрдость роликов после отжига составляет 230…240 НВ, а после термообработки – 61…63 HRC.
Ввиду заметного трения скольжения между материалом и рабочими поверхностями ролики подвергаются интенсивному износу. В связи с этим проблема – заказать направляющие ролики для станков — всегда считается актуальной. Заказать ролики подачи кромки для станков, обработанные с требуемой шероховатостью и точностью размеров, также является важной задачей: в противном случае готовая деталь не получит нужных размеров по чертежу.
Чаще всего проблемной частью роликов считаются подшипники. Неточности их сборки приводят к колебанию зазоров, из-за чего стойкость и жёсткость подшипников ухудшаются. С другой стороны, подшипники повышенной точности легче монтируются, что снижает затраты времени на регулировку деревообрабатывающих станков.
При недостаточном ходовом допуске и неправильной сборке жизненный цикл подшипников направляющих роликов не превышает 15…16 недель.
Купить подающие для станков, подшипники которых оснащены уплотнениями из нитрилового каучука, армированного стальными дисками, выгодно, поскольку повышает эксплуатационную стойкость инструмента. Достигаемое при этом удобство смазки через внутреннее кольцо:
- уменьшает износ дорожек качения и шаровых поверхностей;
- снижает уровень шума и вибраций при работе;
- обеспечивает стабильность радиального и осевого усилий;
- создаёт возможность стабилизации момента даже при наклонном положении кромки заготовки.
Купить направляющие ролики у надёжных и проверенных производителей, которые гарантируют стабильность вышеперечисленных характеристик – залог надёжного функционирования деревообрабатывающих станков.
Solar Bear — Станки и метизное оборудование из Тайваня. Сменный инструмент.
Особенности
Линия продольной резки металла и поперечной резки металла различной толщины, комплектность и технические параметры линии вариативны и определяются исходя из потребности и пожеланий заказчика, комплектность линии согласовывается в техническом задании. Скорость работы до 600 м/мин достигается за счет целого ряда технологических решений, направленных на автоматизацию процесса и максимальное сокращение времени вспомогательных операций и простоев. Высокое качество реза и намотки штрипса обеспечивается благодаря точному изготовлению и позиционированию узлов линии относительно друг друга. Безопасность персонала в процессе работы является одним из приоритетов, поэтому агрегаты продольной резки спроектированы таким образом, чтобы контакт оператора с материалом был минимальным. Также линии оснащены комплектом световых барьеров и защитных ограждений.
Скорость работы до 600 м/мин достигается за счет целого ряда технологических решений, направленных на автоматизацию процесса и максимальное сокращение времени вспомогательных операций и простоев. Высокое качество реза и намотки штрипса обеспечивается благодаря точному изготовлению и позиционированию узлов линии относительно друг друга. Безопасность персонала в процессе работы является одним из приоритетов, поэтому агрегаты продольной резки спроектированы таким образом, чтобы контакт оператора с материалом был минимальным. Также линии оснащены комплектом световых барьеров и защитных ограждений.
Линия продольной и поперечной резки рулонов позволяет разрезать стальной рулон на узкие полосы и листы. В дальнейшем, эти заготовки используются при производстве гнутых профилей, сварных труб и других различных изделий.
Оборудование для резки рулонного металла позволяет легко и быстро разрезать металлический рулон на листы одного размера, которые могут использоваться при изготовлении различных металлоизделий.
Характеристики
Процесс
продольной резки состоит из следующих операций: подача рулона, установка на вал
разматывателя, удаление обвязочной ленты; отгибание и подрезка переднего края
полосы, подача полосы в линию; роспуск полосы в блоке продольной резки; подача
штрипсов в блок создания натяжения и намотка штрипса на вал моталки; выгрузка
готовых рулонов и упаковка. Линия АПР оснащена гидравлическим затвором
продольно-резательного механизма.
Транспортная
тележка для подачи рулонной стали
Подъемный механизм гидравлического
типа, передвигается на 4-х колесах по рельсовой дорожке.
Грузоподъемность,
MAX, 20,000 кг.
Спецификация
гидравлического цилиндра: ø200 мм х 850 мм.
Приводится в
движение гидравлическим мотором 500 м3.
Разматыватель
рулонной стали
Тип: двойная гидроразжимная оправка.
Грузовместимость:
20,000 кг MAX.
Диапазон
настройки гидроразжимной оправки разматывателя: Ø470 мм-Ø800 мм.
Спецификация
цилиндра гидроразжимной оправки разматывателя: 400 СС х 6 шт.
Регулировка
цилиндра: Ø100 мм х длина 875 ммx 2 шт.
Управление
торможением: пневматический дисковый тормоз.
Регулирование
натяжением: пневматический дисковый тормоз.
Мощность:
двигатель переменного тока, 3 л.с.
Отгибатель
рулона
Отгибает и подает лист рулонной
стали.
Тип: навесной
механизм.
Подающие ролики
выполнены обрезиненные: ø250 мм х длина 500 мм.
Подающие ролики
вверх/вниз обрезиненные: ø100 мм х длина 350 мм.
Направляющая
планка: гидравлическая, раздвижного типа.
Правильный
механизм
Спецификация толкающего прижимного
ролика: Ø300 мм x длина 1700
мм x 2 шт.
(с полиуретановым
покрытием).
Спецификация
толкающего правильного ролика: Ø160 мм x длина 1700 мм x 4 шт. ,
,
материал: SCM-4, прошедший
термообработку, с гальваническим покрытием и полированной поверхностью.
Толкающий
прижимной ролик движения вверх/вниз: контролируется пневматическим цилиндром ØFA150 x длина 150 мм.
Толкающий
правильный ролик движения вверх/вниз: переменный ток, ½ л.с.
Мощность:
двигатель постоянного тока, 40 л.с.
Гидравлический
нож первой позиции
Тип: управляемый гидравлическим
цилиндром, резка осуществляется сверху вниз.
Материал лезвия
ножа & спецификация: марка стали SKD-11, размер 80 мм(В)x25
мм(T)x1700 мм(Д).
Мощность:
приводится в движение гидравлическим цилиндром Ø125 мм x длина 150 мм.
Петлевая
яма первой позиции
Тип: подъемная платформа вертикального
типа, с резиновым покрытием роликов.
Мощность движения
вверх/вниз: двигатель переменного тока, 3 л.с. Петлевая яма первой позиции предохраняет процесс от сбоев и выступает в качестве амортизатора в процессе роспуска рулонной стали на штрипсы, полосы и листы.
Боковая
направляющая
Тип: роликовый.
Спецификация
роликов: Ø80 мм x длина 150
мм x 4 шт. (термообработаны).
Настройка: ручной
режим настройки.
Прижимной
ролик первой позиции
Тип: 2 шт. обрезиненный ролик.
Спецификация
роликов: Ø160 мм x длина 1700
мм x 2 шт. (с полиуретановым
покрытием).
Прижимное усилие:
обеспечивается пневматическим цилиндром ØFA 100 мм x длина 100 мм.
Мощность:
гидравлический привод, 500 м3.
Продольно-резательный
механизм
Главныйузел.
Тип: стэнд
двойного обменного воздействия головной части продольно-резательного механизма
рельсового типа.
Грузоподъемность:
гидравлический мотор, 300 м3.
Материал ножа: SCM-4 (термообработан, с хромовым покрытием).
Спецификация
ножа: Ø240 мм x длина 1650 мм
x 4 шт.
Подшипник
передачи: конический роликовый подшипник2 шт. (пр-ва Германия FAG/SKF).
(пр-ва Германия FAG/SKF).
Вертикальный
роликовый подшипник 1 шт. (пр-ва Германия FAG/SKF).
Рабочий подшипник:
вертикальный роликовый 2 шт. (пр-ва Германия FAG/SKF).
Усилие ножа:
гидравлический цилиндр Ø63 мм x длина 500 мм.
Опора качения:
пр-во Япония THK.
Коробка передач.
Тип: 2-х
ступенчатая (с полированной поверхностью).
Мощность:
двигатель постоянного тока 150 л.с.
Устройство
для намотки стружки
Тип: Горизонтального типа с
гидроразжимной оправкой.
Управление:
регулируемый двигательный момент для контроля натяжения.
Мощность:
двигатель постоянного тока 5 л.с. x 2 шт.
Петлевая
яма второй позиции
Тип: подъемная платформа
гидравлического типа.
Спецификация
подъемного цилиндра: ØCA100
мм x длина 1000 мм. Петлевая яма второй позиции предохраняет процесс от сбоев и выступает в качестве амортизатора в процессе роспуска рулонной стали на штрипсы, полосы и листы.
Прижимные
салазки
Тип: прижимное устройство приводимое
в действие гидравлическим цилиндром.
Спецификация
гидравлического цилиндра: ØFA100 мм x длина 100 мм.
Спецификация
разделительного вала: Ø110 мм x длина 1750 мм.
Спецификация
натяжных роликов: Ø500 мм x
длина 1750 мм.
Прижимной
ролик второй позиции
Тип: 2 шт. обрезиненные ролики.
Спецификация
роликов: Ø160 мм x длина 1750
мм x 2 шт.(с полиуретановым покрытием).
Толкающий
прижимной ролик движения вверх/вниз: пневматический цилиндрØFA100 мм x длина 100 мм.
Мощность:
гидравлический двигатель, 400 м3.
Гидравлический
нож второй позиции
Тип: управляемый гидравлическим
цилиндром, резка осуществляется сверху вниз.
Материал лезвия
ножа & спецификация: SKD-11
& 80 мм(В)x25 мм(T)x1750 мм(Д).
Мощность:
приводится в движение гидравлическим цилиндром Ø125 мм x длина 150 мм.
Намотчик
рулонной стали
Тип: с гидроразжимной оправкой, 2
режима скорости намотки.
Спецификация
гидроразжимной оправки: ø508 мм х длина 1750 мм.
Спецификация
гидравлического цилиндра: ØFA224 x длиня 80 мм.
Спецификация
вала: Ø300 мм, материал: марка стали SCM-4 (термообработан, с полированной поверхностью).
Спецификация
гидравлического цилиндра на выходе: ØTC 100 x1850 мм.
Спецификация вала
тарелки сепаратора: ø110 мм х длина 1750 мм (с гальваническим покрытием и
загрунтованной поверхностью).
Спецификация
подъемника тарелки сепаратора: гидравлический цилиндр СА ø80 х длина 350
ммс регулируемым клапаном.
Мощность:
двигатель постоянного тока 125 л.с., 3-х ступенчатая коробка переключения
передач и режим постоянной мощности (600~1800 об./мин.).
Опора: рука с
гидроприводом.
Транспортная
тележка для выгрузки рулонной стали
Тип: гидравлическая 4-х колесная
подъемная транспортная тележка рельсового типа.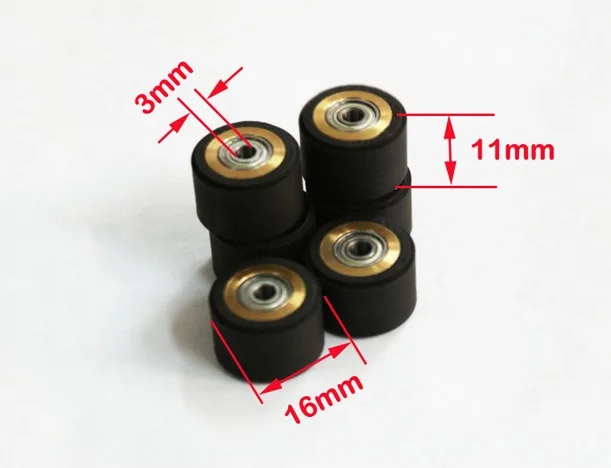
Спецификация
гидравлического цилиндра: Ø FA 200 мм x длина 850 мм.
Грузоподъемность:
20,000 кг Max.
Транспортировочная
мощность: гидравлический привод, 500 м3.
Электрощит
управления
Главная панель управления х 1 к-т.
Дополнительная
панель управления х 2 к-та.
Панель управления
двигателями постоянного тока и электроникой х 1 к-т.
Гидроблок
управления
Давление: 70 кг/см² (MAX 140 кг/ см² ).
Мощность:
двигатель переменного тока 7.5 л.с. x 2 шт.
Управление:
электромагнитный клапан 3/8” 、электромагнитный клапан1/4”.
Комплектующие
оборудования
Диск
сепаратора
Спецификация: 3.0 толщина xØ110 x Ø220 мм.
Материал: SK-5.
Твердость: HS 40~45°.
Количество: 120
шт.
Примечание: с
гальваническим покрытием.
Прокладка
сепаратора
Спецификация: Толщина x Ø110 мм x Ø128/140 мм.
Материал: сталь
(толщина 10 мм х Ø128, с полиуретановым покрытием 140 мм).
Количество: 490
шт.
Толщина:
5.0/6.0/7.0/8.0/9.0/10.0/15.0/20.0 мм 50 шт. каждого.
Толщина:
30.040 шт.
Толщина: 50.0
мм30 шт.
Толщина: 100.0
мм20 шт.
Пластины
из бакелита для продольно-режущего механизма
Ширина 20 мм x толщина 25 мм x длина 750 мм50
шт.
Ширина 30 мм x толщина 25 мм x длина 750 мм70
шт.
Ширина 40 мм x толщина 25 мм x длина 750 мм70
шт.
Ширина 50 мм x толщина 25 мм x длина 750 мм60
шт.
Гидравлический
затвор продольно-резательного механизма пр-ва Тайвань
Кол-вох
4 шт.
По желанию
Заказчика производитель установит гидравлический затвор для АПР (пр-ва Япония). Стоимость гидравлического затвора для АПР (пр-ва Япония) — US$10,350.
Заточенный
вал
Материал: S45C.
Спецификация:
Ø240 мм x длина 400 мм1 шт.
Кольцо
из поулеритана для продольно-режущего механизма
Ø291 x Ø361 толщина (10/15/20) мм х 50 шт.
Ø91 x Ø359 толщина (10/15/20) мм х 50 шт.
Ø291 x Ø357 толщина (10/15/20) мм х 50 шт.
Круглый
нож для продольно-режущего механизма (пр-ва Япония)
Толщина 10 мм x внутренний диаметр 240 мм x внешний диаметр 360 мм100 шт.
Толщина 15 мм x внутренний диаметр 240 мм x внешний диаметр 360 мм30 шт.
Круглая
прокладка для продольно-режущего механизма (пр-ва Япония)
Толщинаx Ø240
мм x
Ø290 мм х 980 шт.
T:
0.95/1.0/1.1/1.2/1.3/1.4/1.5/1.6/1.7/1.8/1.940 шт. каждого.
T:
2.0/3.0/4.0/5.0/6.0/7.0/8.0/9.0/10.0/20.0/30.040 шт. каждого.
T: 40.0/50.050 шт.
каждого.
Спецификация
| Исходный материал | |
| Материал | Горячекатанный/холоднокатанный листовой прокат, прокат с гальваническим покрытием. |
| Толщина рулонной стали | 2.0-4.5 мм |
| Ширина рулонной стали | 800-1600 мм (макс.) |
| Внешний диаметр рулонной стали | 2,000 мм (макс.) |
| Внутренний диаметр рулонной стали | 500-800 мм (макс.) |
| Вес рулонной стали | 2,000 кг (макс.) |
| Механические свойства | |
| Линейная скорость | 160 М/мин., 80 М/мин. (два режима). |
| Количество нарезаемых полос в зависимости от толщины рулонной стали | 4.0 мм / 14 полос 3.0 мм / 20 полос 2.  0 мм / 25 полос 0 мм / 25 полос |
| Предел прочности на разрыв | < 45 кг/мм2 |
| Готовая продукция | |
| Внутренний диаметр штрипса | 508 мм |
| Наружний диаметр штрипса | 2000 мм (макс.) |
| Вес штрипса | 20,000 кг (макс.) |
Технология
На автотележке рулон стали подаётся к сдвоенному гидравлическому размотчику, и при помощи гидравлического привода, закрепляется на нём. Устройство прижима и центровки ровно располагает лист на рабочей поверхности. Затем лист подаётся к устройству продольной резки, где и разрезается на ленты заданного размера. Находящиеся по двум сторонам независимые намотчики отходов, собирают кромку материала. Далее, нарезанные ленты направляются в петлеобразователь для выравнивания и снятия внутреннего напряжения металла и затем подаются в станцию натяжения. Пройдя разделительное устройство, нарезанные ленты наматываются на приёмный вал в штрипсы, и затем выгружаются в тележку для разгрузки. Весь процесс автоматизирован, параметры регулируются с помощью блока управления. Управление и контроль за работой линии поперечной нарезки рулонной стали происходит с помощью PLC и интерфейса HMI. Линия имеет высокую степень автоматизации процесса и высокую производительность.
Далее, нарезанные ленты направляются в петлеобразователь для выравнивания и снятия внутреннего напряжения металла и затем подаются в станцию натяжения. Пройдя разделительное устройство, нарезанные ленты наматываются на приёмный вал в штрипсы, и затем выгружаются в тележку для разгрузки. Весь процесс автоматизирован, параметры регулируются с помощью блока управления. Управление и контроль за работой линии поперечной нарезки рулонной стали происходит с помощью PLC и интерфейса HMI. Линия имеет высокую степень автоматизации процесса и высокую производительность.
производителей роликов | Поставщики роликов
Список производителей роликов
Области применения
Обычно применение резиновых роликов связано с нанесением материалов, облегчением движения и материальной поддержкой и транспортировкой.
Примеры этих применений включают: конвейерную ленту, работу сборочной линии, работу кассовой линии продуктового магазина, работу почтовой машины, печать, ротационную трафаретную печать, ламинирование автомобильных резиновых компонентов, работу промышленного оборудования для термообработки, автоматическое движение автомойки и функцию лодочного прицепа. . Они также широко используются в качестве колес и роликов.
. Они также широко используются в качестве колес и роликов.
Однако резиновые валики в основном используются в конвейерных лентах для облегчения перемещения предметов, поскольку резина имеет высокий коэффициент трения, что делает ее подходящим кандидатом для покрытия валков.
История резиновых роликов
До появления резины люди использовали ролики, сделанные из таких материалов, как дерево и металл. Резиновые ролики не существовали бы, если бы не открытие вулканизации, разработанное Чарльзом Гудиером в 1840 году. Гудиер обнаружил, что добавление серы и свинца и добавление резиновой смеси в печь делает ее устойчивой к атмосферным воздействиям, химикатам, воде и воде. эластичный.
Резиновый валик – Harwood Rubber Products, Inc.
Вскоре после того, как инженеры экспериментировали с этим процессом, производители промышленной революции обнаружили, что они могут добавлять мягкую или твердую резину к твердому стальному валу для выполнения зажима материала (защемления или сжатия). ) приложений, которые сталь сама по себе не могла. Так родился резиновый валик.
) приложений, которые сталь сама по себе не могла. Так родился резиновый валик.
После того, как был изобретен резиновый валик, производители в самых разных отраслях промышленности начали использовать его в своих целях. Например, начиная с 19 в.В 20-х годах издатели начали использовать резиновые валики для нанесения тонких слоев клея и нанесения чернил на свои печатные формы.
В последующие годы мало что изменилось в резиновом валике, за исключением резиновых материалов, из которых он изготовлен, и областей его применения. Теперь как возможности материалов, так и возможности применения резиновых валов выросли в геометрической прогрессии.
Дизайн
Производственный процесс
1. Производство резины
Стандартное производство резиновых роликов включает в себя этап изготовления резины, который может быть выполнен методом сгибания, экструзии, литья или штамповки.
Слойка включает процесс каландрирования, во время которого для изготовления каландрированного листового каучука каучук пропускается через комбинацию валков. Когда лист резины проходит через ролики, он разглаживается и выравнивается. Используя этот процесс, два типа полимера могут быть соединены вместе, если того требует приложение. После того, как каландрированный лист готов, лист становится резиновым покрытием железного сердечника или другого металлического сердечника. При этом это резиновый валик. В зависимости от требований заказчика листы могут быть полированными, покрытыми глазурью или тиснеными.
Когда лист резины проходит через ролики, он разглаживается и выравнивается. Используя этот процесс, два типа полимера могут быть соединены вместе, если того требует приложение. После того, как каландрированный лист готов, лист становится резиновым покрытием железного сердечника или другого металлического сердечника. При этом это резиновый валик. В зависимости от требований заказчика листы могут быть полированными, покрытыми глазурью или тиснеными.
Экструзия — наиболее распространенный метод производства с использованием экструдера. С помощью этого метода можно непрерывно изготавливать резиновый профиль фиксированного поперечного сечения, пропуская резину через фильеру. В этом процессе сырье нагревается, пропуская его через винтовой механизм, который нагревает материал за счет комбинированного действия давления и температуры, а затем материал проталкивается через матрицу. Важнейшим этапом в этой технологии изготовления является отверждение, которое включает кондиционирование резинового изделия в контролируемой среде, где оно подвергается воздействию заданной температуры и давления. Процесс отверждения придает структурную прочность резиновому изделию за счет удаления пористости.
Процесс отверждения придает структурную прочность резиновому изделию за счет удаления пористости.
Литье, бесспорно, является старейшим способом придания формы целому ряду материалов. Этим методом изготавливаются от автомобильных двигателей до высококлассных скульптур. Каким бы ни был материал, все формируется по одному и тому же принципу, который включает в себя заливку сырья в форму, а затем подвергание его воздействию печи на определенный период времени, который затвердевает и принимает заданную форму.
Пресс для штамповки Изготовление резины обычно включает гидравлический пресс и штамп. Пресс-форма придает сырой резине форму, а пресс обеспечивает давление и тепло для отверждения резинового изделия. Процесс начинается с заливки сырой резины в металлическую форму, а затем гидравлический рычаг, оснащенный матрицей, прижимает форму и создает тепло и давление. В отличие от экструзии метод прессования не является непрерывным, поэтому не так эффективен, как экструзия.
2. Производство роликов
Резиновые ролики обычно изготавливаются методом литья или литья под давлением, но они также могут изготавливаться методом экструзии.
Процессы литья используются только с резиновыми роликами с металлическими сердечниками. В этом случае сердечники формируются с помощью процесса литья металла, такого как штамповка, после чего они прикрепляются к резиновому покрытию. Связывание осуществляется с помощью связующего, который обычно изготавливается из растворов полимер-растворитель, грунтовки на основе смол фенольного типа и верхнего слоя из смешанных полимеров и других различных материалов.
Литье резиновых валиков процессы включают прессование и литье под давлением; они используются для твердых роликов.
Экструзия резиновых роликов происходит, когда производители нагревают выбранные эластомерные материалы и выдавливают расплавленный материал через головку со штифтом в центре для изготовления полой трубки.
3. Нарезание канавок
Следующим шагом является нарезание канавок на поверхности. Существует ряд канавок, которые можно создать на поверхности резины, в том числе квадратные, трапециевидные, «V», двусторонние, полукруглые и круглые. Причем на резиновом валике эти канавки могут быть выполнены вертикальными, горизонтальными, винтовыми, червячными, алмазными и винтовыми.
4. Осмотр
В конце этого шага продукты проверяются на наличие аберраций.
Материалы
Эластомерные материалы, из которых производители могут выбирать, весьма разнообразны. У каждого материала есть свои сильные и слабые стороны, но все они имеют определенный уровень устойчивости к воде, износу, определенным химическим веществам и экстремальным температурам.
Среди множества материалов, которые часто используются для изготовления резиновых валиков, можно выделить следующие: EPDM, силикон, нитрил, неопрен, полиуретан и натуральный каучук. Ролики с металлическим сердечником обычно изготавливаются из стали, нержавеющей стали, алюминия или другого металла, который соответствует требованиям применения.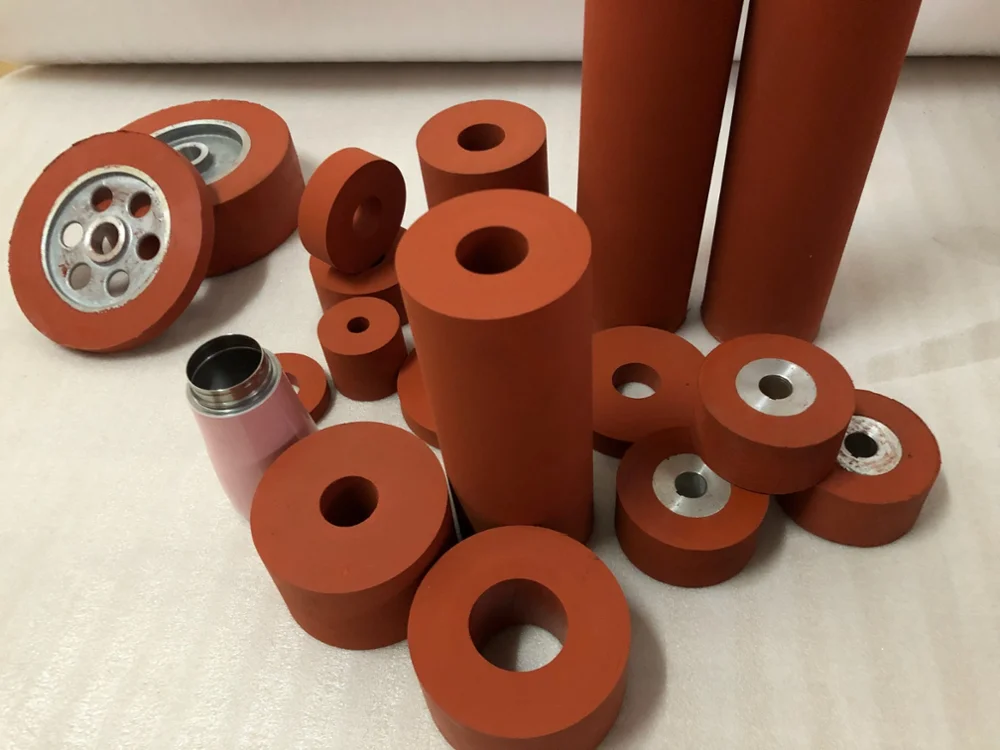
Соображения и индивидуальная настройка
При разработке резинового валика для конкретного применения производители учитывают ряд факторов, таких как: химический контакт (требуемая химическая стойкость/инертность), стандартные требования, требуемая длина, грузоподъемность, толщина, форма и конусность и т. д. Они также учитывают скорость ролика. Если ролик подвергается воздействию высоких скоростей с большими нагрузками, производители обычно рекомендуют покупать резиновые ролики с сердцевиной, которая может охлаждаться водой. Когда резина зажимается, она выделяет тепло, называемое гистерезисным теплом, и водяное охлаждение является эффективным способом сдерживания этого тепла.
Производители могут легко настроить резиновые валики в соответствии с вашими требованиями. Например, вы можете заказать резиновые валики с уникальными спецификациями по диаметру и длине, а также заказать их различной толщины и цвета. Кроме того, производители могут использовать различные типы резины, чтобы сделать ролики инертными к химическим веществам в зависимости от применения. Они также могут наносить специальную отделку или покрытие и придавать особую форму. Узнайте больше, обсудив настройку с вашим потенциальным поставщиком.
Они также могут наносить специальную отделку или покрытие и придавать особую форму. Узнайте больше, обсудив настройку с вашим потенциальным поставщиком.
A Примечание о грузоподъемности
Типичный резиновый ролик имеет максимальную грузоподъемность 100 кгс/см при линейном приложении силы. Однако грузоподъемность рулона зависит от твердости резины, материалов и скорости вращения, а также от толщины резины, диапазона температур, типа сердцевины и конструкции. Поэтому мы рекомендуем вам проверять грузоподъемность резиновых роликов при их установке. При необходимости ваш производитель может разработать каток с большей грузоподъемностью 100 кгс/см. Спросите своего производителя, попадает ли ваше требование в этот диапазон.
Особенности
Резиновые валики имеют внешнее резиновое покрытие и металлическую сердцевину. Как правило, они имеют канавки, которые можно использовать в различных целях в зависимости от области применения, например: увеличение количества покрытия, разглаживание складок на бумаге или пластиковой пленке, предотвращение проскальзывания лент в конвейерной системе, тиснение поверхностей, помощь в выделяют тепло, создаваемое трением, и добавляют текстуру резиновым валикам.
Типы
Красочные валики , также называемые печатными валиками, для нанесения чернил на бумагу и другие материалы; валики могут содержать внутри себя чернила или на них может быть выгравирован рисунок.
Ролики для ламинирования , изготовленные из термостойких материалов, таких как силиконовая резина, нагреваются до 500°F для ламинирования материалов как в малых, так и в больших масштабах.
Приводные ролики представляют собой резиновые ролики, ориентированные на движение. Часто используемые для преобразователей и рулонных машин, они работают с использованием встроенных валов, оснащенных шпоночным пазом, который действует как шестерня.
Направляющие ролики, или направляющие ролики обеспечивают поддержку других роликовых систем, таких как конвейеры, но на самом деле они ничего не перемещают.
Ролики желобчатые называются так потому, что имеют рисунок канавок, обычно спиральный, U или V; желобчатые ролики обычно являются частью движущихся систем, таких как конвейерные системы с ременным приводом.
Конвейерные ролики, или конвейерные ролики, просто перемещают или транспортируют материалы.
Ролики приводного вала предназначены для работы в сложных условиях и при больших нагрузках; они имеют внешние подшипники, в которых вращается и вал ролика, и сам ролик.
Ролики с неподвижным валом имеют внутренние подшипники, расположенные в том же месте, что и вращающийся ролик, который вращается вокруг неподвижного вала.
Чистящие валики предназначены для удаления грязи, пыли и других загрязнений с различных поверхностей. Они специализируются на каждой очищаемой поверхности.
Распределяющие ролики, , часто со специальной конструкцией канавок, таких как елочка, спираль, кольцевые и боковые канавки, обычно используются в машинах для расстилки полотна и других устройствах для расстилки. В случае машин для расстилки полотна расправляющие ролики растягивают и расправляют полотно, предотвращая и устраняя морщины.
Катки Stinger, наконец, имеют конфигурацию, очень похожую на катки с мертвым валом, но они разработаны специально для морского применения.
Уретановые валики, , также известные как полиуретановые валики, изготовлены из синтетического валика из полиуретана. Они недороги в производстве, обладают многими замечательными качествами, в том числе: ударопрочностью, формуемостью, долговечностью, эластичностью и прочностью. Уретановые ролики лучше всего подходят для хранения данных, упаковки и сборки, печати, обработки материалов, систем измерения и офисного оборудования.
Ролики из EPDM термостойки, устойчивы к коррозии, окислению и атмосферным воздействиям, что делает их весьма универсальными. Однако они плохо противостоят нефтепродуктам.
Промышленные резиновые валики представляют собой резиновые валики, используемые в промышленности, в первую очередь при производстве машин, таких как: штамповочные прессы, конвейерные системы, гибочные машины, печатные машины и т.п. Многие типы роликов можно отнести к категории промышленных роликов, если они предназначены для промышленного применения.
Преимущества резиновых валиков
Резиновые валики предлагают своим пользователям широкий спектр преимуществ. Во-первых, в отличие от металлических роликов, используемых в конвейерной системе, резиновые ролики имеют высокий коэффициент трения, что обеспечивает большое сцепление движущихся частей и узлов. Кроме того, ролики могут компенсировать небольшие изменения, связанные с функциями машины. Кроме того, эти ролики обладают всеми преимуществами самой резины.
Причина того, что резина является таким популярным материалом для изготовления роликов и облегчения движения объектов, заключается в том, что ее можно многократно сжимать и расслаблять, не теряя своей формы. Материал, который не мог бы держать форму и нуждался в постоянной замене, был бы практически бесполезен. Кроме того, резина может поглощать удары, сопротивляться и защищать от повреждений и царапин. Каучук также довольно недорог в извлечении и обработке. Еще одна замечательная особенность резиновых роликов заключается в том, что резину можно снимать и перерабатывать снова и снова.
Правильный уход за резиновыми роликами
Резиновые ролики, как и любой другой компонент, имеют свои ограничения и должны использоваться в соответствии с инструкциями. Чтобы узнать, как продлить срок службы резиновых валиков, прочитайте приведенные ниже советы.
Регулирование температуры
Высокая температура – враг резины, независимо от типа резины, используемой для изготовления валков. Поэтому лучше избегать быстрого нагрева при использовании резиновых валиков. Также следует избегать быстрого нагревания, так как клей обычно имеет низкую термостойкость, даже ниже, чем резина. Если ваше приложение требует работы при высокой температуре, мы рекомендуем вам поддерживать температуру ваших роликов в рабочем диапазоне, охлаждая их водой.
Хранение
Во избежание повреждений также необходимо правильно их хранить. При хранении резинового валика вы должны держать его за валы и ставить их вертикально, чтобы резиновая часть не подвергалась воздействию других материалов. Кроме того, поскольку резина может быть повреждена ультрафиолетовым излучением, мы рекомендуем хранить валик в прохладном и темном месте.
Кроме того, поскольку резина может быть повреждена ультрафиолетовым излучением, мы рекомендуем хранить валик в прохладном и темном месте.
Проверки технического обслуживания
Во время регулярных профилактических осмотров необходимо уделять особое внимание ряду деталей ролика. К ним относятся: шарикоподшипники, оси и шестерни. Обратите внимание на: изношенные шариковые подшипники, подшипники, смещенные по осям, перегруженные шестерни, неисправные шестерни, несбалансированные ролики и деформированные ролики.
Стандарты
Резиновые валики подчиняются ряду различных стандартных требований в зависимости от их применения. Например, резиновое оборудование, такое как экструдеры, вообще говоря, любой резиновый валик, который вы покупаете, должен соответствовать стандартам ISO для резиновых изделий. Кроме того, большинство резиновых валов оцениваются по шкале твердости резины ASTM International. Это полезно для определения, соответствует ли рулон вашим требованиям.
На что обратить внимание
Если вы ищете набор прецизионных резиновых роликов, которые будут хорошо вам служить, вам нужно работать с правильным производителем. Несмотря на то, что существует множество компаний, готовых заняться вашим бизнесом, лишь некоторые из них доказали свою ценность в этой области. На этой странице мы перечислили некоторых из проверенных производителей резиновых валиков. Прежде чем просмотреть их, мы рекомендуем вам уделить время составлению списка спецификаций, на которые вы можете ссылаться при просмотре. Не забудьте указать такие детали, как ваш бюджет, крайний срок, ваши предпочтения в отношении доставки и ваши предпочтения в отношении поддержки клиентов. Как только вы это сделаете, вы можете перейти к просмотру.
При просмотре перечисленных нами компаний, профили которых находятся между этими информационными абзацами, часто сверяйтесь со списком спецификаций для совместимости. Выберите трех или четырех поставщиков, с которыми вы хотели бы поговорить напрямую, а затем обратитесь к каждому из них за предложением. После того, как вы поговорили, вы можете сравнить и сопоставить поставщиков. Выберите компанию, которая, по вашему мнению, будет обслуживать вас с максимальной честностью и поставлять лучшие продукты. Удачи!
После того, как вы поговорили, вы можете сравнить и сопоставить поставщиков. Выберите компанию, которая, по вашему мнению, будет обслуживать вас с максимальной честностью и поставлять лучшие продукты. Удачи!
Резиновые прижимные роликовые колеса с подшипником для кромкооблицовочных станков — RICOCNC (производитель в Китае) — Резак и щипцы
/china/ml/0-s-i-1/Search.html/china/pl/0-s-i-1/Search.html/china/ppl/0-s-i-1/Search.html/china/suppliers/0- s-i-1/Search.htmlКлючевое слово для поиска должно содержать не менее 2 символов.
ПродуктыКомпании
Корзина запросов (0)
Advanced
Резиновые прижимные роликовые колеса с подшипником для кромкооблицовочного станка
| Модель: | Роликовые колеса |
|---|---|
| Марка: | RICOCNC |
| Происхождение: | Сделано в Китае |
| Категория: | Промышленные принадлежности / Оборудование для машин / Резак и щипцы |
| Этикетка: | резиновые роликовые колеса, прижимные колеса, роликовые колеса |
| Цена: | — |
Мин. Заказ: Заказ: | 10 шт. |
Узнать сейчас
В корзину
Описание продукта
Резиновые прижимные ролики с подшипником для кромкооблицовочного станка
Этот резиновый валик является одним из принадлежностей кромкооблицовочного станка. Это краевой конвейерный ролик, также называемый прижимным роликом.
Прижимной ролик кромкооблицовочного станка с подшипником, эти колеса широко используются для кромкооблицовочных станков, автоматических кромкооблицовочных станков, автоматических кромкооблицовочных станков, таких как кромкооблицовочный станок Homag SCM, кромкооблицовочные станки Biesse, автоматический кромкооблицовочный станок IMA, KDT, Huali, Hold и другие китайские деревообрабатывающие кромкооблицовочные станки .
RicoCNC может поставить следующие модели прижимных блоков: 65*8*25 мм, 65*8*14 мм, 60*12*20 мм, 60*8*23 мм, 60*8*24 мм, 48*8*25 мм, 48*8 *12мм, 67*8*25мм, 67*8*27мм, 70*18*25мм и т. д.
д.
И может поставить колодки конвейерной цепи , прижимные ролики зубчатого колеса для кромкооблицовочных станков Biesse, SCM, Homag, IMA, KDT.
Мы также можем поставить широкий ассортимент запасных частей с ЧПУ , фрез с ЧПУ и станков с ЧПУ .
Добро пожаловать на ваш запрос!
Изображение продукта
Изображение 1
Изображение 2
Изображение 3
Изображение 4
Изображение 5
900 08
Отправить запрос этому участнику
Сопутствующие товары этой компании
Концевая фреза для резки пенопласта со сферическим концом
Длинные режущие инструменты для пенопласта Фрезерование пенополистирола
Накладки конвейерной цепи для BIESSE SCM
3 в 1 Токарный нож с ЧПУ по дереву
Токарные станки по дереву Резцы из карбида дерева
Этот участник берет на себя полную ответственность за содержание этого списка.
Всего комментариев: 0