Схема установки заготовки в трехкулачковом патроне: Установка и закрепление заготовок в патронах
Содержание
Установка и закрепление заготовок в патронах
Установка и закрепление заготовок в патронах
Категория:
Токарное дело
Установка и закрепление заготовок в патронах
Заготовки небольшой длины закрепляют в токарных патронах. Патроны бывают самоцентрирующие и несамоцентрирующие. Трехкулачковый самоцентрирующий токарный патрон имеет три кулачка, которые одновременно сходятся к центру или расходятся и поэтому обеспечивают точное центрирование заготовки (совпадение оси заготовки с осью вращения шпинделя), т. е. ее базирование по наружной цилиндрической поверхности.
1. ТРЕХКУЛАЧКОВЫЙ САМОЦЕНТРИРУ-ЮЩИЙ ПАТРОН:
а — общий вид, б — детали патрона; 1 — корпус. 2 — кулачки, 3 — коническое колесо со спиральной нарезкой. 4 — конические зубчатые колеса
2. ПОГРЕШНОСТИ ФОРМЫ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ:
а — конусообразность. б — бочкообразность, в — сед-лообразность. г — овальность, д — огранка
г — овальность, д — огранка
3. ЗАКРЕПЛЕНИЕ ЗАГОТОВКИ В ПЕРЕВЕРНУТЫХ КУЛАЧКАХ ПАТРОНА (а), СХЕМА ОБОЗНАЧЕНИЯ (б):
1 — корпус патрона, 2 — кулачок
4. КЛЮЧ С ПОДПРУЖИНЕННЫМ РАБОЧИМ СТЕРЖНЕМ ДЛЯ БЕЗОПАСНОГО ЗАКРЕПЛЕНИЯ ЗАГОТОВКИ В ПАТРОНЕ:
1 — неподвижная трубка, 2 — пружина, 3 — подвижная трубка, 4 — рабочий стержень, 5 — рукоятка
5. ЧЕТЫРЕХКУЛАЧКОВЫЙ ПАТРОН:
1 — корпус патрона (планшайба). 2 — кулачки, 3 — гнездо винта, 4 — ключ
6. ЦАНГОВЫЙ ПАТРОН:
1 — регулируемый упор, 2 — корпус, 3 — цанга, 4 — нажимная гайка, 5 — винт
Трехкулачковый самоцентрирующий патрон показан на рис. 22, а, б. В радиальных пазах корпуса патрона движутся кулачки. Своими спиральными выступами на подошве кулачки входят в канавки спиральной резьбы большого конического зубчатого колеса, которое приводится во вращение с помощью ключа, вводимого в гнездо одного из сопряженных с ним малых зубчатых колес. По спиральной резьбе большого конического колеса кулачки патрона могут одновременно двигаться к центру или от центра, т. е. зажимать или освобождать заготовку.
е. зажимать или освобождать заготовку.
Для изготовления точных деталей применяют патроны со сменными незакаленными кулачками, которые перед обработкой партии деталей растачивают на диаметр, соответствующий диаметру зажимаемой поверхности. Заготовки больших диаметров закрепляют в перевернутых кулачках: в этом случае уступы кулачков создают надежный упор заготовке.
Согласно Единой системе технологической документации (ЕСТД, ГОСТ 3.1107—73) в технологических документах применяются условные обозначения базирования заготовок (деталей) и зажимов. На рис. 23, б показано условное обозначение базирования и зажима по наружной поверхности.
Рабочие поверхности кулачков самоцентрирующего патрона изнашиваются неравномерно, поэтому их периодически растачивают или шлифуют.
На пазах корпуса патрона и на кулачках нанесены цифры (1,2, 3) или накернено соответствующее количество точек. При сборке патрона кулачки вставляют в пазы поочередно в порядке возрастания цифр.
Четырехкулачковый патрон имеет четыре зажимных кулачка, которые перемещаются независимо один от другого в пазах корпуса.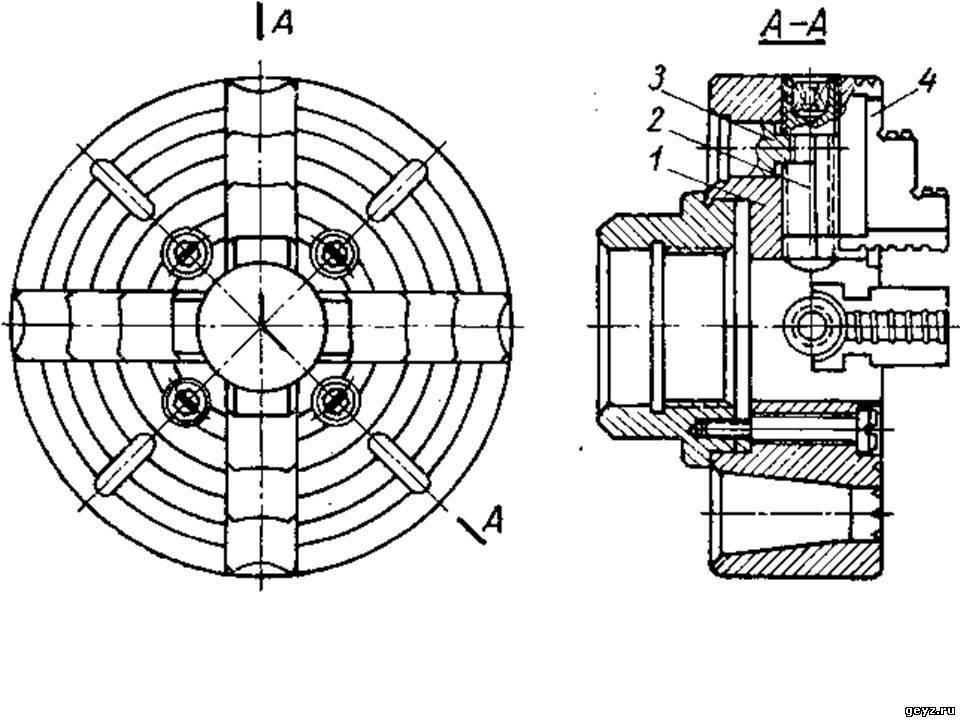 На каждом кулачке имеется полугайка, сопрягаемая с винтом, расположенным в пазу. Заготовку закрепляют в патроне поворотом ключа, который вводится в гнездо винта.
На каждом кулачке имеется полугайка, сопрягаемая с винтом, расположенным в пазу. Заготовку закрепляют в патроне поворотом ключа, который вводится в гнездо винта.
Цанговые патроны служат для закрепления заготовок по предварительно обработанной наружной поверхности. Цанга 3 (тонкостенная стальная втулка с прорезями) сжимается при навертывании гайки на резьбу цилиндрического участка корпуса патрона, так как входит в коническую расточку корпуса; внутренняя рабочая поверхность цанги при этом зажимает заготовку. Правила эксплуатации токарных патронов: при закреплении заготовки в патроне не применять удлинители для рукоятки ключа; закрепляют и освобождают заготовку поворотом ключа, захватив рукоятку его обеими руками; не оставлять ключ в патроне, так как это может быть причиной травмы рабочего. Рекомендуется применять безопасный ключ с подпружиненным рабочим стержнем. При нажиме на рукоятку стержень ключа полностью входит в гнездо. Если ключ оставлен в патроне и, следовательно, снят нажим на рукоятку, пружина вытолкнет ключ из гнезда патрона;
8. ЗАКРЕПЛЕНИЕ ТОКАРНОГО ПАТРОНА НА РЕЗЬБЕ (а), НА КОНУСЕ (б), ПРОВОЛОЧНЫЙ ОЧИСТИТЕЛЬ (в):
ЗАКРЕПЛЕНИЕ ТОКАРНОГО ПАТРОНА НА РЕЗЬБЕ (а), НА КОНУСЕ (б), ПРОВОЛОЧНЫЙ ОЧИСТИТЕЛЬ (в):
1 —резьбовой конец шпинделя. 2 — планшайба. 3 — винт, 4 — корпус. 5 — шайба, 6 — гайка, 7 — резьбовая шпилька. 8 — посадочный конус шпинделя. 9—планшайба
токарный патрон периодически разбирают, очищают и смазывают. При хранении патрона в инструментальной тумбочке кулачки должны быть сведены к центру, а центральное отверстие закрыто пробкой из пенопласта; на некоторых токарных стенках патрон навинчивается на резьбу шпинделя, при этом должны соблюдаться правила техники безопасности: не допускается навинчивание и снятие (по резьбе) патрона при вращении шпинделя; при навинчивании и снятии под патрон подкладывают деревянный брус, высота которого обеспечивает совпадение отверстия патрона с резьбой шпинделя. Резьбовой конец шпинделя и резьбу в центральном отверстии патрона перед навинчиванием протирают и смазывают, резьбу в патроне перед этим очищают проволочным очистителем. Тяжелые патроны устанавливают при помощи кран-балки и специального приспособления.
У современных станков планшайба патрона центрируется по наружному корпусу шпинделя и притягивается к торцу фланца четырьмя винтами с гайками. Фланцевое закрепление патрона обеспечивает высокую точность центрирования, жесткость и исключает самоотвинчивание. Для смены патрона ослабляют четыре гайки, шайбу поворачивают так, чтобы окна прорези шайбы оказались против гаек: патрон в таком положении легко снимается. Установку и закрепление патрона выполняют в обратном порядке.
Реклама:
Читать далее:
Установка и закрепление заготовок в центрах
Статьи по теме:
- Основные направления модернизации токарных станков
- Применение группового метода обработки деталей
- Рационализация технологического процесса
- Уменьшение времени на управление станком
- Уменьшение времени на измерение детали
|
Установка заготовки Категория: Токарное дело Установка заготовки Установка в патроне. Четыре шпильки планшайбы, прошедшие через четыре отверстия шпинделя, закрепить. Поддерживая патрон правой рукой, левой рукой повернуть кольцо против часовой стрелки так, чтобы проточки шпилек вошли в прорези отверстий во фланце, и в перекрестном порядке завернуть гайки. Оправку убрать из отверстия шпинделя. Перед установкой патрона с резьбовым креплением на шпиндель необходимо на шпинделе протереть резьбу. Затем вставить в отверстие шпинделя оправку, а в патроне зажать направляющую втулку. Перед установкой заготовки в патроне развести кулачки патрона ключом, вращая его против часовой стрелки, на размер, несколько больший даиметра заготовки. Вставить правой рукой заготовку в патрон, левой рукой, вращая ключ по часовой стрелке, зажать заготовку кулачками патрона. Включить шпиндель и проверить правильность „установки заготовки. При соприкосновении мела с торцом и цилиндрической поверхностью вращающейся заготовки на ней должны образовываться сплошные линии. Если линии получаются прерывистые , то легкими ударами киянки заготовку центрируют. Если сплошная меловая линия не получается. Рис. 159. Крепление резцов в резцедержателе Рис. Рис. 161. Центровые отверстия Рис. 162. Дефекты при центровании заготовок Установка заготовки в центрах. Перед установкой центров и поводкового патрона на станке необходимо ветошью протереть конические отверстия в шпинделе и пиноли задней бабки, хомутик, поводковый патрон и центры (рис. 166, а). Вставить в отверстие шпинделя центр (рис. 166,6), включить шпиндель и проверить биение центра индикатором (рис. 166, в). Если центр имеет биение, то его следует переустановить или проточить, повернув верхний суппорт под углом 60° (рис. 166, г). Для установки центра в пиноль задней бабки пи-ноль надо выдвинуть на 60—80 мм (рис. 166,(5) и левой рукой вставить центр в отверстие пиноли. Для проверки правильности установки центра правой рукой, повернув ручку крепления задней бабки на себя, переместить ее. к передней бабке; линейкой проверить совпадение центров (рис. 166, е). Если центры не совпадают, сместить корпус задней бабки до совмещения (рис. Установка заготовки в оправках. Оправки на токарном станке устанавливают в шпиндель или в центры. Перед установкой необходимо ветошью протереть отверстия шпинделя и оправки (рис. 167, а). Правой рукой взять оправку и вставить ее в отверстие шпинделя. Затем, держа оправку левой рукой, правой взять заготовку и установить ее на оправку. Взять оправку левой рукой (рис. 168, а) и установить ее в передний центр. Правой рукой совместить центры оправки и задней бабки. Закрепить заднюю бабку правой рукой, поворачивая рукоятку от себя (рис. 168,6). Поворачивая левой рукой оправку, правой переместить пиноль до устранения зазора между центрами (рис. 168, в). После этого закрепить пиноль задней бабки (рис. 168, г). Установка заготовки в четырех-кулачковом патроне. Несимметричные заготовки часто закрепляют в четырехкулачковом патроне. Перед установкой патрона на станок необходимо протереть резьбу и отверстия шпинделя и патрона ветошью (рис. 169, а). Вставляя ключ в гнездо патрона (рис. 169,6), развести кулачки 1—4 на размер заготовки. Взять заготовку правой рукой, вставить ее в патрон и несильно закрепить. Рис.164. Установка патрона с резьбовым креплением на шпинделе Рис.165. Установка заготовни в патроне Установка заготовки на планшайбе. Перед установкой планшайбы на станок необходимо протереть резьбу и коническое отверстие шпинделя, посадочные поверхности планшайбы, оправки и подготовить груз (противовес), опорные подкладки, прижимные планки, установочные угольники, болты, шайбы с гайками (рис. На рис. 170, в показана установка шатуна на планшайбе и его крепление. Установить шатун на планшайбе, зажав его двумя прижимными планками с подкладками. Установить и закрепить три кулачка с регулировочными болтами. Установить противовес. Проверить индикатором правильность установки. Иногда приходится обрабатывать заготовки, форма которых не позволяет установить их на планшайбе. В этих случаях используют угольник. На рис. 170,г показана установка патрубка на угольнике. На планшайбе угольник закрепляют болтами, установленными в прорезях планшайбы. Патрубок устанавливают на угольнике и закрепляют прижимными планками и болтами. Для устранения дисбаланса планшайбы устанавливают груз. Правильность установки проверяют индикатором или рейсмусом (рис. 170, д). Рис. На рис. 170, е—о показаны способы крепления сборных несимметричных деталей на планшайбе с применением угольника, прижимных планок, упорных стоек и болтов. На рис. 170, е—к показана последовательность установки, крепления и контроля корпуса подшипника: закрепить угольник на планшайбе (рис. 170, е), предварительно закрепив корпус подшипника прижимными планками (рис. 170, яе), проверить рейсмусом правильность установки (рис. 170,з), проверить правильность установки детали (рис. 170, и), окончательно закрепить деталь на угольнике (рис. 170, к). На рис. 170, л—о показана последовательная установка и крепление на планшайбе детали типа плиты с уступами. Закрепить плиту на планшайбе с помощью прижимных планок, упорных стоек и болтов (рис. 170, л), проверить правильность установки плиты по отверстию (рис. 170, л) и точность установки детали (рис. 170, н), окончательно закрепить плиту на планшайбе (рис. 170, о). Установка заготовки в люнете. Перед установкой заготовки в люнет необходимо проточить шейку под кулачки люнета (рис. При обтачивании длинных заготовок применяют подвижные люнеты, имеющие только два кулачка (рис. 171,d). В этом случае люнет устанавливают и закрепляют на поперечном суппорте станка. Установка подвижного люнета и обработка вала с помощью люнета показана на рис. 171, г. Обработку длинных тонких деталей иногда производят с использованием люнетных втулок, установленных в кронштейнах и закрепляемых в резцедержателе. При обработке нежестких длинных заготовок перед проходным резцом устанавливают планку с втулкой, закрепленной в резцедержателе (рис. 172). Крепление эксцентриковых заготовок. Заготовку устанавливают в самоцентрирующем патроне (рис. 173), закрепленном на поворотном диске, по окружности которого нанесено 360 делений. Рис. 167. Установна заготовон в оправках Рис. 168. Установивоправнисзаготовнойв центрах Рис. 169. Установка заготовнив четырехнупачновом патроне На рис. 174 показана установка коленчатого вала на токарном станке. Сначала устанавливают вал с отверстиями, расположенными на оси А—А, и обтачивают шейки. После этого на этих шейках закрепляют фланцы с центровыми отверстиями, расположенными по оси Б—Б и совпадающими с осями шатунных шеек. Сделав такую же установку по оси В—В, обтачивают вторую шейку. Для устранения прогиба вала применяют распорные стержни. Для уравновешивания вала при обтачивании шатунных шеек прикрепляют на планшайбе груз. Реклама:Читать далее:Центрование заготовок
Статьи по теме:
Главная → Справочник → Статьи → Блог → Форум
|
|
|
 Патрон, в котором крепят заготовку, закрепляют на шпинделе с помощью фланца или резьбовой втулки. Перед установкой патрона протирают посадочные конусные отверстия шпинделя ветошью, намотанной на медный стержень. Протерев посадочный конус, вставляют в отверстие шпинделя оправку, а в патрон зажимают направляющую втулку. Для крепления натрона необходимо совместить отверстие кольца с четырьмя отверстиями шпинделя, надеть патрон на оправку, двигая его по стрелке до плотного прилегания к посадочному отверстию.
Патрон, в котором крепят заготовку, закрепляют на шпинделе с помощью фланца или резьбовой втулки. Перед установкой патрона протирают посадочные конусные отверстия шпинделя ветошью, намотанной на медный стержень. Протерев посадочный конус, вставляют в отверстие шпинделя оправку, а в патрон зажимают направляющую втулку. Для крепления натрона необходимо совместить отверстие кольца с четырьмя отверстиями шпинделя, надеть патрон на оправку, двигая его по стрелке до плотного прилегания к посадочному отверстию. При установке патрона диаметром более 320 мм надо взять его двумя руками, поставить на деревянную подставку, надеть на оправку и, перемещая по оправке к шпинделю, навернуть на шпиндель. Затем вставить ключ в гнездо патрона и повернуть его резким движением от себя до отказа. После установки патрона на шпиндель снять оправку и втулку.
При установке патрона диаметром более 320 мм надо взять его двумя руками, поставить на деревянную подставку, надеть на оправку и, перемещая по оправке к шпинделю, навернуть на шпиндель. Затем вставить ключ в гнездо патрона и повернуть его резким движением от себя до отказа. После установки патрона на шпиндель снять оправку и втулку. 160. Схема проверни совпадения вершины резца с осью центра станка
160. Схема проверни совпадения вершины резца с осью центра станка 166, ж) и отвести заднюю бабку в исходное положение. Закрепить поводковый патрон на шпинделе аналогично креплению трехкулачкового патрона. Взять заготовку в левую руку, правой рукой установить на ней хомутик и закрепить его ключом (рис. 166, з). При работе с невраща-ющимся центром смазать центровое отверстие, обращенное к заднему центру. Установить левой рукой заготовку в передний центр (рис. 166, и), а правой рукой переместить заднюю бабку до соприкосновения заднего центра с центровым отверстием заготовки. Затем закрепить заднюю бабку рычагом. Вращая правой рукой маховик задней бабки, левой рукой слегка повернуть заготовку. Закрепить пиноль в том положении, при котором заготовка свободно поворачивается в центрах, но не имеет продольного перемещения (рис. 166, к).
166, ж) и отвести заднюю бабку в исходное положение. Закрепить поводковый патрон на шпинделе аналогично креплению трехкулачкового патрона. Взять заготовку в левую руку, правой рукой установить на ней хомутик и закрепить его ключом (рис. 166, з). При работе с невраща-ющимся центром смазать центровое отверстие, обращенное к заднему центру. Установить левой рукой заготовку в передний центр (рис. 166, и), а правой рукой переместить заднюю бабку до соприкосновения заднего центра с центровым отверстием заготовки. Затем закрепить заднюю бабку рычагом. Вращая правой рукой маховик задней бабки, левой рукой слегка повернуть заготовку. Закрепить пиноль в том положении, при котором заготовка свободно поворачивается в центрах, но не имеет продольного перемещения (рис. 166, к).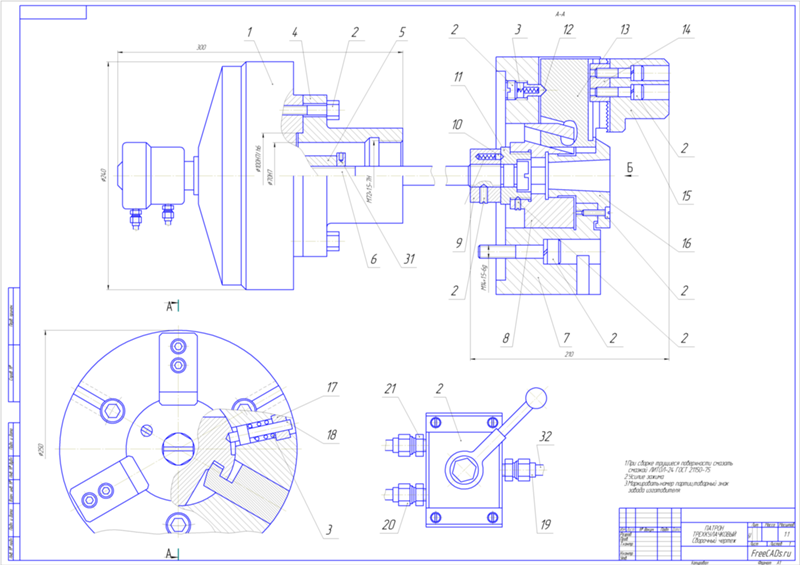 Установить на станине индикатор и проверить биение оправки (рис. 167,6). Установить заготовку на оправку и закрепить ее гайкой (рис. 167,в).
Установить на станине индикатор и проверить биение оправки (рис. 167,6). Установить заготовку на оправку и закрепить ее гайкой (рис. 167,в). Установить на станине стойку с индикатором или рейсмус (рис. 169, в). Заготовку центрируют, поочередно ослабляя один кулачок и подтягивая противоположный (рис. 169, г). После центрирования заготовки в одном сечении переходят к центрированию заготовки, закрепленной другой парой кулачков. После достижения требуемой точности установки кулачки поочередно повторно зажимают. При обработке однотипных заготовок (рис. 169, 6) после обработки одной заготовки ее разжимают, поворачивая кулачки 1 и 2 на величину зазора а1 и а2. Следующую заготовку зажимают теми же кулачками, не трогая два других кулачка 3 и 4. При креплении заготовки больших размеров кулачки из патрона вынимают и устанавливают внутренней стороной (рис. 169, е).
Установить на станине стойку с индикатором или рейсмус (рис. 169, в). Заготовку центрируют, поочередно ослабляя один кулачок и подтягивая противоположный (рис. 169, г). После центрирования заготовки в одном сечении переходят к центрированию заготовки, закрепленной другой парой кулачков. После достижения требуемой точности установки кулачки поочередно повторно зажимают. При обработке однотипных заготовок (рис. 169, 6) после обработки одной заготовки ее разжимают, поворачивая кулачки 1 и 2 на величину зазора а1 и а2. Следующую заготовку зажимают теми же кулачками, не трогая два других кулачка 3 и 4. При креплении заготовки больших размеров кулачки из патрона вынимают и устанавливают внутренней стороной (рис. 169, е). 170, а). Вставить оправку в шпиндель (рис. 170,6). Положить на станину деревянную подставку. Взять двумя руками планшайбу и навернуть ее на шпиндель. Вынуть оправку из шпинделя и снять со станка деревянную подставку.
170, а). Вставить оправку в шпиндель (рис. 170,6). Положить на станину деревянную подставку. Взять двумя руками планшайбу и навернуть ее на шпиндель. Вынуть оправку из шпинделя и снять со станка деревянную подставку. 166. Установив заготовон в центрах
166. Установив заготовон в центрах 171, а). Протереть ветошью посадочные места люнета (рис. 171, б). Кулачки 1 винтами 2 развести на размер, равный диаметру проточенной шейки заготовки и откинуть крышку. Установить корпус люнета (рис. 171, в) на станину против шейки А заготовки и закрепить люнет планкой и гайкой.
171, а). Протереть ветошью посадочные места люнета (рис. 171, б). Кулачки 1 винтами 2 развести на размер, равный диаметру проточенной шейки заготовки и откинуть крышку. Установить корпус люнета (рис. 171, в) на станину против шейки А заготовки и закрепить люнет планкой и гайкой. Установка требуемого эксцентриситета осуществляется винтом по нониусу линейки. Точность эксцентриситета настраивают лимбом. Зазор между направляющими и фланцем устанавливают клином. В рабочем положении фланец крепят винтом. При обработке нескольких эксцентрических поверхностей, равноудаленных от центра заготовки, используют поворотный диск.
Установка требуемого эксцентриситета осуществляется винтом по нониусу линейки. Точность эксцентриситета настраивают лимбом. Зазор между направляющими и фланцем устанавливают клином. В рабочем положении фланец крепят винтом. При обработке нескольких эксцентрических поверхностей, равноудаленных от центра заготовки, используют поворотный диск.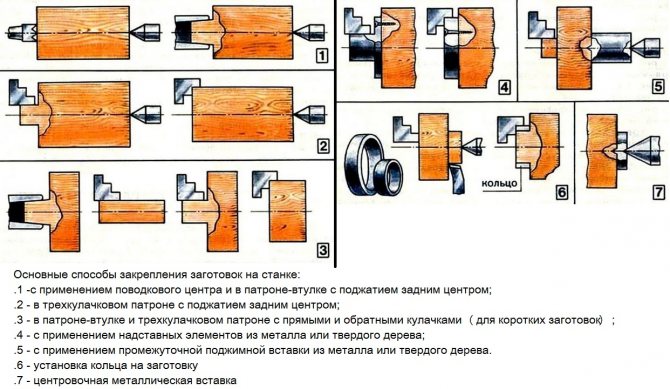 Для обтачивания коленчатых валов, у которых выработаны центровочные отверстия, применяют центросместители. Концы вала предварительно зажимают плашкой и винтом. Вал устанавливают в центрах станка и скобой и плашкой, используя винты, устанавливают эксцентриситет.
Для обтачивания коленчатых валов, у которых выработаны центровочные отверстия, применяют центросместители. Концы вала предварительно зажимают плашкой и винтом. Вал устанавливают в центрах станка и скобой и плашкой, используя винты, устанавливают эксцентриситет.Патроны – Производственные процессы 4-5
После прохождения этого модуля вы сможете:
• Опишите патроны разных типов.
Патроны:
Некоторые заготовки из-за их размера и формы не могут удерживаться и обрабатываться между центрами токарных станков. Пластинчатые патроны широко используются для удержания деталей при операциях механической обработки. Наиболее часто используемые токарные патроны: трехкулачковый универсальный, четырехкулачковый независимый и сборный патрон.
Трехкулачковый универсальный патрон:
Патрон универсальный трехкулачковый предназначен для удержания круглых и шестигранных заготовок. Он схватывает работу быстро и с точностью до нескольких сотых долей миллиметра или тысячных долей дюйма, потому что три губки двигаются одновременно при регулировке патронным ключом. Это одновременное движение вызывается спиральной пластиной, в которую помещаются все челюсти. Трехкулачковые патроны изготавливаются различных размеров от 1/8 до 16 дюймов в диаметре. Обычно они снабжены двумя наборами кулачков, один для наружного зажима, а другой для внутреннего зажима.
Рис. 1: Трехкулачковый универсальный патрон
Четырехкулачковый независимый патрон:
Этот четырехкулачковый независимый патрон имеет четыре кулачка; каждый из которых можно отрегулировать независимо с помощью случайного ключа. Они используются для удержания намотанных, квадратных, шестиугольных и неправильных заготовок. Челюсти можно перевернуть, чтобы удерживать работу по внутреннему диаметру.
Рис. 2: Четырехкулачковый независимый патрон
Сборный патрон:
Зажимной патрон является наиболее точным патроном и используется для высокоточных работ и небольших инструментов. Пружинные сборы доступны для удержания круглых, квадратных или шестигранных заготовок. В конус шпинделя передней бабки вставлен переходник, а вместо него на противоположном конце шпинделя передней бабки находится полый стержень с внутренней резьбой. При вращении маховика и тяги цанга втягивается в конический адаптер, в результате чего цанга затягивается на заготовках.
Рисунок 3: Соберите патрон
Зажимной патрон Jacob имеет более широкий ассортимент, чем пружинный зажимной патрон. Вместо тягового стержня он включает в себя маховик с ударной затяжкой, чтобы закрыть сборку на заготовке. Набор II резиновых гибких колец, каждая из которых рассчитана на диапазон почти 1/8 дюйма, позволяет удерживать широкий диапазон рабочего диаметра. При вращении маховика по часовой стрелке резиновая гибкая сборка сужается, заставляя ее затягиваться на заготовке. При вращении маховика против часовой стрелки сбор открывается и освобождает заготовку.
Магнитные патроны:
Магнитные патроны A используются для удержания слишком тонких железных или стальных деталей или деталей, которые могут быть повреждены при удерживании в обычном патроне. Эти патроны устанавливаются на адаптер, установленный на шпинделе передней бабки. Слегка удерживайте рабочую часть для выравнивания, повернув патронный ключ примерно на ¼. После того, как работа была превращена
Лицевые панели:
Планшайбы используются для удерживания деталей слишком больших размеров или такой формы, что их нельзя удерживать в патроне или между центрами.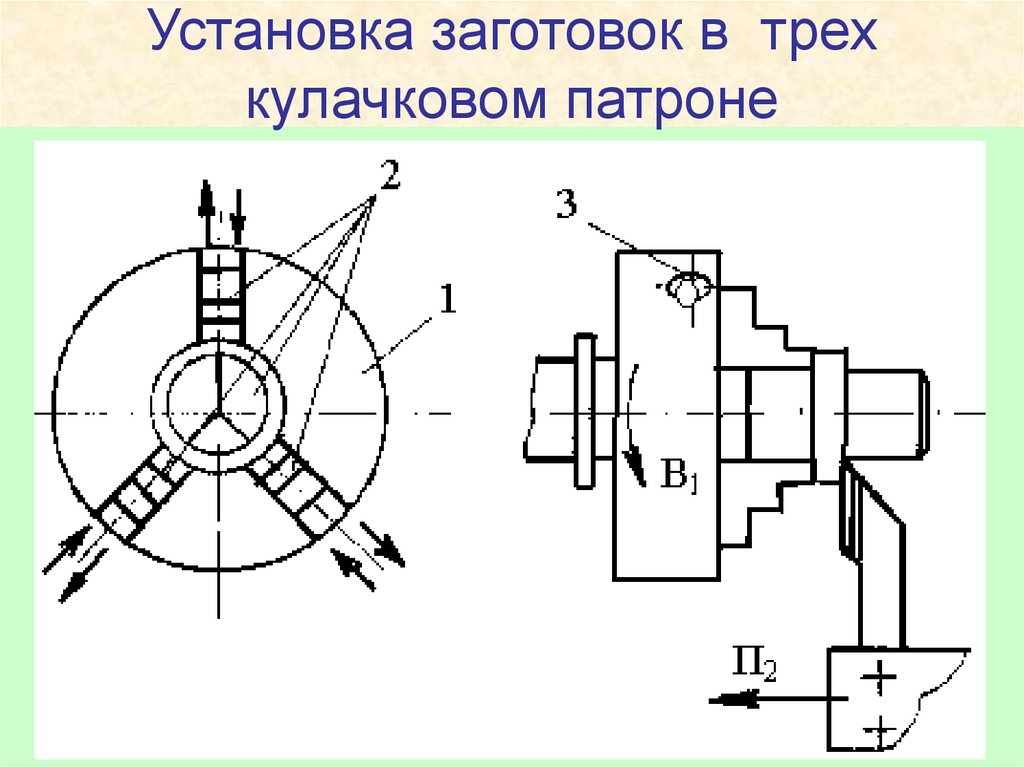 Планшайбы снабжены несколькими пазами, позволяющими использовать болты для фиксации работы, чтобы ось заготовки могла быть выровнена с центрами токарного станка. Когда заготовка устанавливается не по центру, к планшайбе следует прикрепить противовес, чтобы предотвратить дисбаланс и возникающие в результате вибрации во время работы токарного станка.
Планшайбы снабжены несколькими пазами, позволяющими использовать болты для фиксации работы, чтобы ось заготовки могла быть выровнена с центрами токарного станка. Когда заготовка устанавливается не по центру, к планшайбе следует прикрепить противовес, чтобы предотвратить дисбаланс и возникающие в результате вибрации во время работы токарного станка.
1. Какие токарные патроны наиболее часто используются? Назовите три.
2. Опишите трехкулачковый универсальный патрон.
3. Опишите четырехкулачковый универсальный патрон.
4. Описать Собрать патрон.
5. Опишите патрон патрона Джейкобса.
6. Опишите магнитные патроны.
7. Опишите лицевые панели
Точная установка кулачков на трехкулачковых патронах
Опубликовано
Наиболее распространенным зажимным приспособлением для токарных станков является трехкулачковый патрон. Наладчики удаляют и заменяют верхний инструмент (кулачки) во время каждой наладки, и эта задача может быть относительно простой, если используются быстросменные патроны.
Наладчики удаляют и заменяют верхний инструмент (кулачки) во время каждой наладки, и эта задача может быть относительно простой, если используются быстросменные патроны.
Майк Линч
Основатель и президент,
Компания CNC Concepts Inc.
Доля
Читать далее
- Правильный выбор шлифовального круга
- Сделано в США — Сезон 2 Эпизод 5: Цепочка поставок мотоциклов в стране амишей
- Сравнительный анализ: бесценный бизнес-инструмент
Наиболее распространенным зажимным приспособлением для токарных станков является трехкулачковый патрон.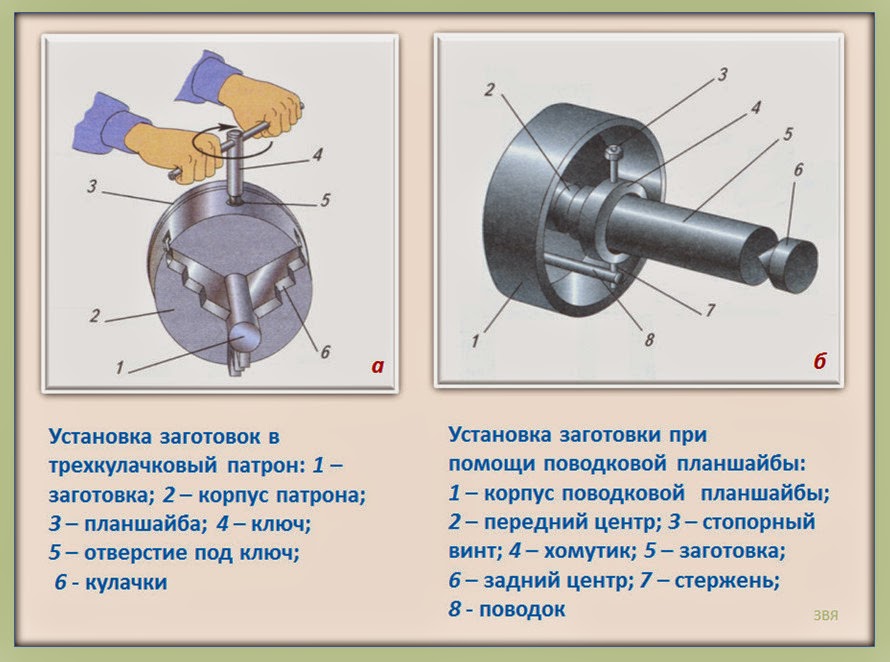 Наладчики удаляют и заменяют верхний инструмент (кулачки) во время каждой наладки, и эта задача может быть относительно простой, если используются быстросменные патроны. Однако подавляющее большинство трехкулачковых патронов, используемых на токарных станках, не являются быстросменными патронами; поэтому установка и замена губок займет гораздо больше времени.
Наладчики удаляют и заменяют верхний инструмент (кулачки) во время каждой наладки, и эта задача может быть относительно простой, если используются быстросменные патроны. Однако подавляющее большинство трехкулачковых патронов, используемых на токарных станках, не являются быстросменными патронами; поэтому установка и замена губок займет гораздо больше времени.
В большинстве трехкулачковых патронов используются два винта с головкой под торцевой ключ, чтобы прижать каждую губку (с длинной Т-образной гайкой) к основной губке патрона. Таким образом, для трех губок необходимо всего шесть винтов. Основные кулачки на патроне имеют небольшие зубцы, которые соответствуют зубцам на каждом кулачке верхнего инструмента. Эти зазубрины настолько малы, что может быть трудно поместить каждую челюсть в один и тот же зубец основной челюсти.
Также важно, чтобы кулачки были установлены таким образом, чтобы они зажимали около середины хода патрона и, конечно же, кулачки должны быть установлены в тех зубцах, которые позволяют кулачкам зажимать заготовку. Это может быть сложной задачей, особенно для начинающих. Если кулачки установлены неправильно, необходимо повторить всю операцию по установке кулачков. Поскольку зубцы очень маленькие, наладчик не поймет, что что-то не так, пока не будут установлены все три кулачка.
Это может быть сложной задачей, особенно для начинающих. Если кулачки установлены неправильно, необходимо повторить всю операцию по установке кулачков. Поскольку зубцы очень маленькие, наладчик не поймет, что что-то не так, пока не будут установлены все три кулачка.
Специалисты по наладке в конце концов научатся приближать положение каждой губки так, чтобы она зажимала нужный диаметр. Однако этот навык достигается ценой проб и ошибок. Монтажные челюсти могут быть очень неприятными для людей, занимающихся настройкой начального уровня, когда они пытаются разобраться в этом. Если вы видите, что ваши наладчики с трудом справляются с задачей установки челюстей, вы должны сделать что-то, чтобы помочь им.
Хотя следующий метод может показаться сложным, это один из способов с первой попытки установить все три губки в правильные зазубрины. Тем не менее, это требует небольшой предварительной работы. Если вы можете определить диаметр, на который должны быть установлены кулачки, чтобы они зажимали заготовку в середине хода патрона, вы можете использовать указатель вместе с отображением положения оси X, чтобы помочь вам установить каждую кулачок.
Например, если у вас есть патрон с ходом 0,25 дюйма (увеличение/уменьшение диаметра на 0,5 дюйма), вы собираетесь установить кулачки с патроном в закрытом положении (основные кулачки направлены к центру патрона). При установке кулачков, которые будут зажимать внешний диаметр, каждый кулачок должен быть помещен в основной кулачок таким образом, чтобы его поверхность, контактирующая с заготовкой, была на 0,25 дюйма меньше (в диаметре), чем диаметр, на котором будут зажиматься кулачки. Это позволит выполнить половину хода челюсти. Когда кулачки фактически зажаты на заготовке, они соприкоснутся с заготовкой в середине хода патрона.
Для мягких кулачков необходимо также допустить растачивание кулачков. Для внешнего зажима вычтите количество материала, которое вы будете снимать с губки, из только что определенного диаметра. Например, для зажима материала диаметром 4,0 дюйма с использованием мягких губок, при этом с каждой губки необходимо удалить около 0,1 дюйма материала, установочный диаметр будет составлять 3,55 дюйма (4,0 дюйма минус ход кулачка 0,25 дюйма минус 0,2 дюйма заготовки — в два раза больше материала, который необходимо снять с каждой челюсти).
После того, как вы определили диаметр, на котором должна быть установлена текущая зажимная поверхность каждой губки, вы можете настроить длинную расточной оправку на этот диаметр. Для этого откалибруйте диаметр вершины расточной оправки с помощью дисплея оси X.
После калибровки дисплея оси X используйте маховик, чтобы установить кончик расточной оправки на расчетный диаметр зажима. Затем поднесите кончик борштанги к торцу патрона. Используйте кончик борштанги, чтобы определить, в какой зубец должна быть установлена каждая челюсть. Возможно, вам придется отодвинуть борштангу по оси Z (но не перемещать ее по оси X), чтобы на самом деле установить челюсть. Повторите эту процедуру для каждой челюсти. Когда вы закончите, каждая челюсть будет в одной и той же зубчатой рейке.
При использовании твердых кулачков патрон будет находиться в середине своего хода, когда заготовка будет зажата. Однако, если вы устанавливаете мягкие кулачки, их необходимо обработать. Когда вы закончите их обработку, они зафиксируют заготовку в середине хода патрона.
Всего комментариев: 0