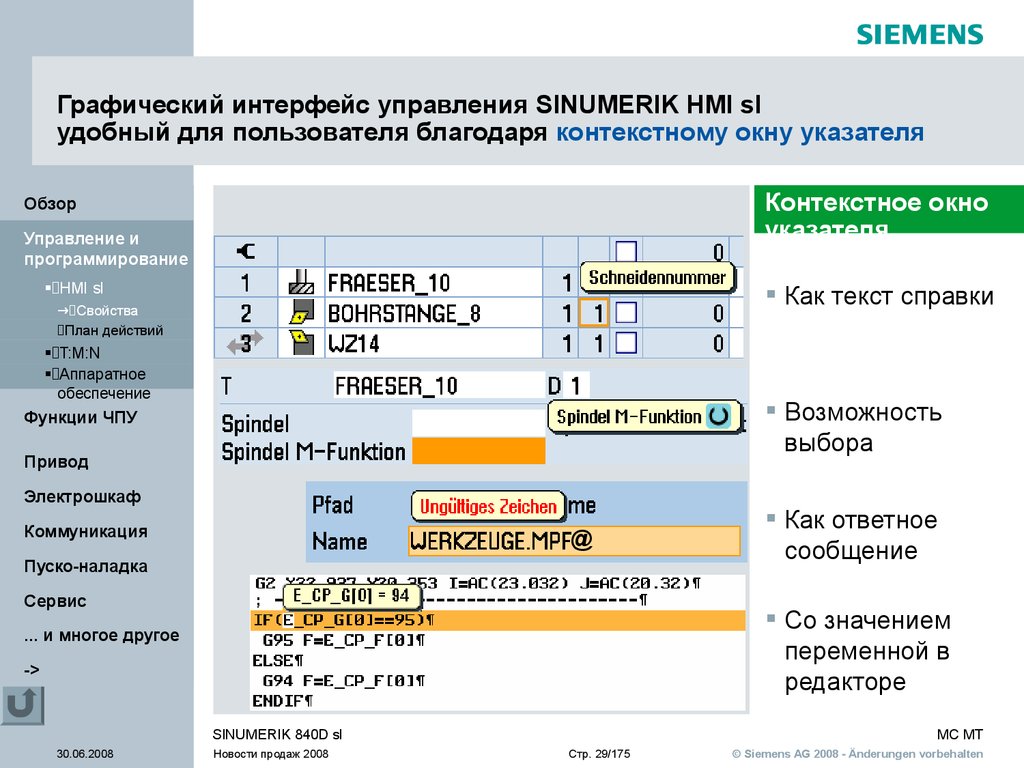
Sinumerik 828d g коды: Список M-Code и G-Code Siemens Sinumerik
Содержание
Список M-Code и G-Code Siemens Sinumerik
Полный список M-Code и G-Code Siemens Sinumerik для станков с ЧПУ / программистов с ЧПУ, которые работают в режиме диалекта ISO.
Сводная таблица команд G-кодов
| Подготовительные (основные) команды / Коды | Описание |
|---|---|
| G00-G04 | Позиционирование инструмента |
| G17-G19 | Переключение рабочих плоскостей (XY, XZ, YZ) |
| G20-G21 | Не стандаризовано |
| G40-G44 | Компенсация размера различных частей инструмента (длина, диаметр) |
| G53-G59 | Переключение систем координат |
| G80-G84 | Циклы сверления, нарезания резьбы |
| G90-G92 | Переключение систем координат (абсолютная, относительная) |
Siemens Sinumerik 808D Фрезерование
G Code Siemens Sinumerik 808D(режим диалекта ISO)
| G код | Описание |
| G00 | Быстрый ход |
| G01 | Линейное движение |
| G02 | Круг / спираль по часовой стрелке |
| G03 | Круг / спираль против часовой стрелки |
| G04 | Время ожидания в [с] или оборотов шпинделя |
| G05 | Высокоскоростной цикл резки |
G05. 1 1 | Высокоскоростной цикл -> Вызов CYCLE305 |
| G08 | Предварительное управление ВКЛ / ВЫКЛ G15 Полярные координаты отключены |
| G09 | Точная остановка |
| G10 | Записать смещение нулевой точки / смещение инструмента |
| G10.6 | Отвод от контура (POLF) |
| G11 | Завершить ввод параметра |
| G16 | Полярные координаты |
| G17 | Плоскость XY |
| G18 | Плоскость ZX |
| G19 | Плоскость т YZ |
| G20 | Дюймовая система ввода |
| G21 | Метрическая система ввода |
| G27 | Проверка референтной позиции |
| G28 | 1. Приближение к ориентиру. Приближение к ориентиру. |
| G30 | 2./3./4. Приближение к ориентиру |
| G30.1 | Положение контрольной точки |
| G31 | Измерение с «удалением оставшегося пути» |
| G40 | Отмена выбора компенсации радиуса фрезы |
| G41 | Компенсация слева от контура |
| G42 | Компенсация справа от контура |
| G43 | Положительная компенсация длины инструмента включена |
| G44 | Отрицательная коррекция длины инструмента включена |
| G49 | Компенсация длины инструмента выключена |
| G50 | Масштабирование отмена |
| G51 | Масштабирование |
G50. 1 1 | Зеркальное отображение запрограммированной оси ВЫКЛ. |
| G51.1 | Зеркальное отображение запрограммированной оси ВКЛ. |
| G52 | Программируемое смещение нулевой точки |
| G53 | Позиция подхода в системе координат станка |
| G54 P0 | Внешнее смещение нулевой точки |
| G54 | Выбор рабочего смещения |
| G55 | Выбор рабочего смещения |
| G56 | Выбор рабочего смещения |
| G57 | Выбор рабочего смещения |
| G58 | Выбор рабочего смещения |
| G59 | Выбор рабочего смещения |
| G60 | Направленное позиционирование |
| G61 | Режим точной остановки |
| G63 | Режим нажатия |
| G64 | Режим непрерывного пути G66 Вызов модуля макроса |
| G65 | Макро-вызов |
| G67 | Удалить вызов модуля макроса |
| G68 | Вращение ВКЛ, 2D / 3D |
| G69 | Вращение ВЫКЛ. |
| G72.1 | Повторение контура с вращением |
| G72.2 | Повторение линейного контура |
| G73 | Цикл высокоскоростного сверления глубоких отверстий со стружкодроблением |
| G74 | Цикл левого нарезания резьбы |
| G76 | Цикл точного сверления |
| G80 | Цикл выключен |
| G81 | Простой цикл сверления |
| G82 | Цикл сверления зенковки |
| G83 | Цикл сверления глубоких отверстий с удалением стружки |
| G84 | Цикл правого нарезания резьбы |
| G85 | Цикл растачивания, отвод с G01 после достижения конца по оси Z, без остановки шпинделя |
| G86 | Цикл растачивания, шпиндель останавливается, а затем отвод с G00 после достижения конца по оси Z |
| G87 | Обратное зенкование |
| G89 | Цикл растачивания, выдержка на некоторое время, затем отвод с помощью G01, без изменения направления вращения шпинделя |
| G90 | Абсолютное программирование |
| G91 | Инкрементальное программирование |
| G92 | Установка фактического значения |
G92. 1 1 | Удалить фактическое значение, сбросить WKS |
| G93 | обратнозависимая скорость подачи (1 / мин) |
| G94 | Скорость подачи в [мм / мин, дюйм / мин] |
| G95 | Революционная скорость подачи в [мм / об, дюймах / об] |
| G96 | Постоянная поверхностная скорость |
| G97 | Постоянная скорость резки |
| G98 | Возврат к исходной точке через фиксированные циклы |
| G99 | Возвращение в точку R через фиксированные циклы |
| G290 | Выбор режима Сименс |
| G291 | Выбор режима диалекта ISO |
Таблица технологических кодов M-Code Siemens Sinumerik
Технологические команды M-Code Siemens Sinumerik начинаются с буквы М. Включают такие действия, как:
Включают такие действия, как:
- Сменить инструмент
- Включить/выключить шпиндель
- Включить/выключить охлаждение
- Вызвать/закончить подпрограмму
Вспомогательные (технологические) команды
| Код | Описание | Пример |
|---|---|---|
| M00 | Приостановить работу станка до нажатия кнопки «старт» на пульте управления, так называемый «технологический останов» | G0 X0 Y0 Z100 M0; |
| M01 | Приостановить работу станка до нажатия кнопки «старт», если включен режим подтверждения останова | G0 X0 Y0 Z100 M1; |
| M02 | Конец программы | M02; |
| M03 | Начать вращение шпинделя по часовой стрелке | M3 S2000; |
| M04 | Начать вращение шпинделя против часовой стрелки | M4 S2000; |
| M05 | Остановить вращение шпинделя | M5; |
| M06 | Сменить инструмент | M6 T15; |
| M07 | Включить дополнительное охлаждение | M3 S2000 M7; |
| M08 | Включить основное охлаждение | M3 S2000 M8; |
| M09 | Выключить охлаждение | G0 X0 Y0 Z100 M5 M9; |
| M30 | Конец информации | M30; |
| M98 | Вызов подпрограммы | M98 P101; |
| M99 | Конец подпрограммы, возврат к основной программе | M99; |
Параметры команд задаются буквами латинского алфавита
| Код константы | Описание | Пример |
|---|---|---|
| X | Координата точки траектории по оси X | G0 X0 Y0 Z100 |
| Y | Координата точки траектории по оси Y | G0 X0 Y0 Z100 |
| Z | Координата точки траектории по оси Z | G0 X0 Y0 Z100 |
| F | Скорость рабочей подачи | G1 G91 X10 F100 |
| S | Скорость вращения шпинделя | S3000 M3 |
| R | Радиус или параметр стандартного цикла | G1 G91 X12. 5 R12.5 или G81 R1 0 R2 -10 F50 5 R12.5 или G81 R1 0 R2 -10 F50 |
| D | Параметр коррекции выбранного инструмента | M06 T1 D1 |
| P | Величина задержки или число вызовов подпрограммы | M04 P101 или G82 R3 Z-10 P1000 F50 |
| I,J,K | Параметры дуги при круговой интерполяции | G03 X10 Y10 I0 J0 F10 |
| L | Вызов подпрограммы с данной меткой | L12 P3 |
Список всех найденных тем с тэгом: программирование станков ЧПУ
Параметрическое программирование станков ЧПУ
Ответы: 160
Вложения BenAflek » 07 сен 2019, 08:25
G-code
G-код
Haas
M codes
M команды
Mori Seiki
O-code
fanuc
macro-b
macroprogramming
parametric programming
programming CNC
макропрограммирование
параметрическое программирование
программирование станков ЧПУ
- 160 Ответы
- 7687 Просмотры
- Последнее сообщение Akama
Перейти к последнему сообщению
29 дек 2022, 12:45
CIMCO Edit 8 и R-параметры Sinumerik 840D sl
Ответы: 19
Вложения Predator » 28 апр 2021, 09:01
CIMCO edit
R-параметры
Sinumerik
Sinumerik 840D sl
макропрограммирование
параметрическое программирование
программирование станков ЧПУ
- 19 Ответы
- 845 Просмотры
- Последнее сообщение Predator
Перейти к последнему сообщению
17 дек 2022, 12:56
Программирование Siemens Sinumerik R-параметры
Ответы: 22
Вложения BenAflek » 08 окт 2021, 15:01
R-параметры
Siemens
Sinumerik
macroprogramming
макропрограммирование
параметрическое программирование
программирование станков ЧПУ
- 22 Ответы
- 851 Просмотры
- Последнее сообщение Wako
Перейти к последнему сообщению
17 дек 2022, 07:14
KSM — KFlop Script Manager
Ответы: 73
Вложения Stich » 26 май 2016, 17:11
KFlop script manager
KMotionCNC
интерфейс KMotionCNC
настройка KFlop
программирование станков ЧПУ
- 73 Ответы
- 4621 Просмотры
- Последнее сообщение Predator
Перейти к последнему сообщению
22 сен 2022, 21:02
 «>
«>Программирование DIN/ISO Heidenhain iTNC 640. Руководство пользователя.
Вложения Predator » 14 сен 2022, 08:57
Heidenhain
Система ЧПУ
программирование станков ЧПУ
руководство наладчика станков ЧПУ
руководство оператора
руководство по параметрам
руководство по программированию
- 0 Ответы
- 47 Просмотры
- Последнее сообщение Predator
Перейти к последнему сообщению
14 сен 2022, 08:57
Программирование открытым текстом Heidenhain iTNC 530. Руководство пользователя.
Вложения Predator » 14 сен 2022, 07:21
Heidenhain
Система ЧПУ
программирование станков ЧПУ
руководство наладчика станков ЧПУ
руководство оператора
руководство по параметрам
руководство по программированию
- 0 Ответы
- 47 Просмотры
- Последнее сообщение Predator
Перейти к последнему сообщению
14 сен 2022, 07:21
Как работать с коррекцией радиуса инструмента?
Ответы: 22
Вложения Karnonos » 07 июл 2022, 00:37
Sinumerik
коррекция на инструмент
программирование станков ЧПУ
- 22 Ответы
- 158 Просмотры
- Последнее сообщение Predator
Перейти к последнему сообщению
05 авг 2022, 20:38
 «>
«>Что такое параметрическое программирование?
Вложения Predator » 15 июл 2022, 12:04
macro-b
macroprogramming
макропрограммирование
параметрическое программирование
программирование станков ЧПУ
- 0 Ответы
- 267 Просмотры
- Последнее сообщение Predator
Перейти к последнему сообщению
15 июл 2022, 12:04
Макропрограммирование. Пользовательские макросы fanuc
Вложения Predator » 13 июл 2022, 12:15
Haas
Mori Seiki
fanuc
macro-b
macroprogramming
parametric programming
programming CNC
макропрограммирование
параметрическое программирование
программирование станков ЧПУ
- 0 Ответы
- 2263 Просмотры
- Последнее сообщение Predator
Перейти к последнему сообщению
13 июл 2022, 12:15
Руководство по программированию FMS-3000
Вложения Satarov Andrey » 02 июн 2021, 19:33
Система ЧПУ
программирование станков ЧПУ
руководство
- 0 Ответы
- 400 Просмотры
- Последнее сообщение Satarov Andrey
Перейти к последнему сообщению
02 июн 2021, 19:33
Как я, вручную пишу программы для токарных станков
Ответы: 20
Вложения aegis » 11 авг 2016, 10:33
G-code
G-код
LinuxCNC
M codes
M команды
O-code
macroprogramming
parametric programming
programming CNC
макропрограммирование
параметрическое программирование
программирование станков ЧПУ
- 20 Ответы
- 2828 Просмотры
- Последнее сообщение BenAflek
Перейти к последнему сообщению
18 мар 2020, 20:56
 «>
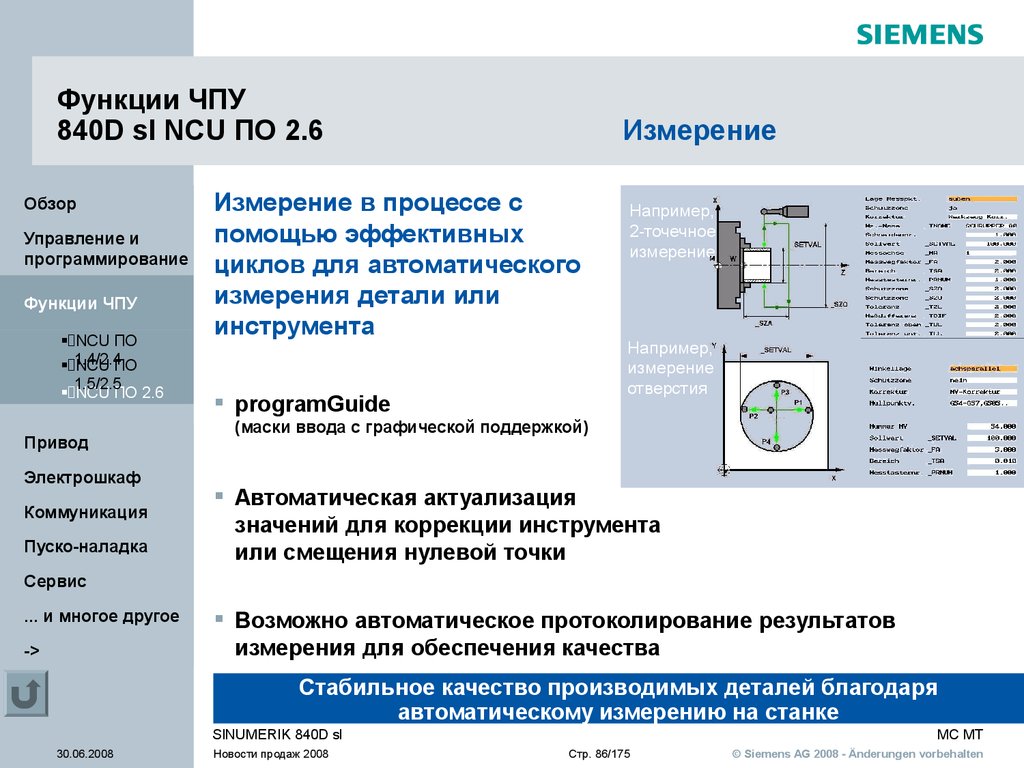
«>Справочник по программированию Siemens Sinumerik 840D sl/840DE sl/828D [Измерительные циклы]
Вложения Predator » 22 апр 2018, 10:46
CNC
Programming
Siemens
Sinumerik
docs
manual
Система ЧПУ
ЧПУ
программирование станков ЧПУ
справочник
- 0 Ответы
- 1348 Просмотры
- Последнее сообщение Predator
Перейти к последнему сообщению
22 апр 2018, 10:46
Справочник по программированию Siemens Sinumerik 840D sl/840DE sl/828D [Расширенное программирование]
Вложения Predator » 22 апр 2018, 10:36
CNC
Programming
Siemens
Sinumerik
docs
manual
Система ЧПУ
ЧПУ
программирование станков ЧПУ
справочник
- 0 Ответы
- 1940 Просмотры
- Последнее сообщение Predator
Перейти к последнему сообщению
22 апр 2018, 10:36
 «>
«>Справочник по программированию по системам ЧПУ Siemens Sinumerik 840D sl/840DE sl/828D [Основы]
Вложения Predator » 05 окт 2017, 07:20
CNC
Siemens
Sinumerik
docs
manual
programming
Система ЧПУ
ЧПУ
программирование станков ЧПУ
справочник
- 0 Ответы
- 1344 Просмотры
- Последнее сообщение Predator
Перейти к последнему сообщению
05 окт 2017, 07:20
Руководство по программированию систем ЧПУ Siemens Sinumerik 810D/840D/840Di [Расширенное программирование]
Вложения Predator » 05 авг 2016, 10:38
CNC
Programming
Siemens
Sinumerik
docs
manual
Система ЧПУ
ЧПУ
программирование станков ЧПУ
справочник
- 0 Ответы
- 2014 Просмотры
- Последнее сообщение Predator
Перейти к последнему сообщению
05 авг 2016, 10:38
 «>
«>Руководство по программированию систем ЧПУ Siemens Sinumerik 810D/840D/840Di [Циклы]
Вложения Predator » 04 авг 2016, 15:38
CNC
Programming
Siemens
Sinumerik
docs
manual
Система ЧПУ
ЧПУ
программирование станков ЧПУ
справочник
- 0 Ответы
- 3877 Просмотры
- Последнее сообщение Predator
Перейти к последнему сообщению
04 авг 2016, 15:38
G-code, М-code и дополнительные параметры
Predator » 19 дек 2014, 17:44
G-code
G-код
ISO 7-bit
M codes
M команды
fanuc
programming
programming CNC
Станок ЧПУ
программирование станков ЧПУ
- 0 Ответы
- 119862 Просмотры
- Последнее сообщение Predator
Перейти к последнему сообщению
19 дек 2014, 17:44
 «>
«>Постпроцессор
Predator » 27 авг 2014, 22:00
CAM
CNC
postprocessor
programming
ЧПУ
постпроцессор
программирование станков ЧПУ
- 0 Ответы
- 33021 Просмотры
- Последнее сообщение Predator
Перейти к последнему сообщению
27 авг 2014, 22:00
© Точные машины, 2006—2023. Все права защищены.
Siemens Sinumerik 808D Фрезерные G-коды — Программирование на диалекте ISO
Полный список G-кодов Siemens Sinumerik 808D для станков/программистов ЧПУ, работающих в режиме диалекта ISO.
машинисты с ЧПУ могут как
- Siemens Sinumerik 808d Руководства
- Бесплатно скачать Sinumerik 808d на ПК (Sinumerik 808d Training Software)
- Siemens Sinumerik 808d Овер.0019
G код Описание G00 Rapid Travers в направлении против часовой стрелки G04 Время выдержки в [с] или оборотах шпинделя G05 Высокоскоростное циклическое резание G05. 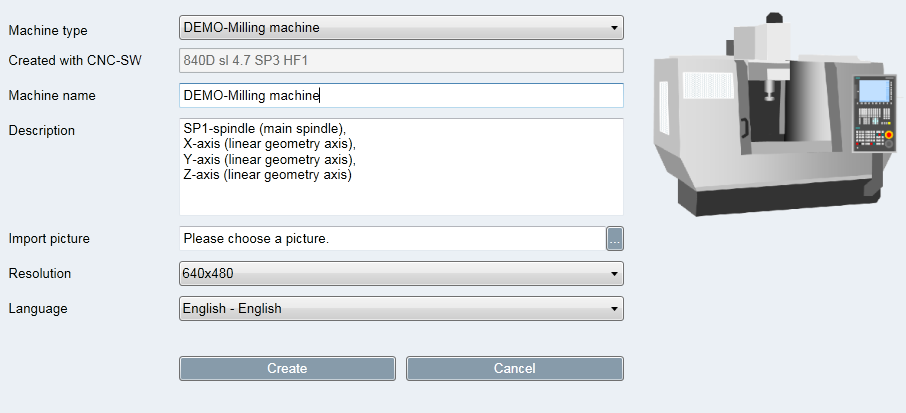 1
1High-speed cycle -> Call CYCLE305 G08 Pre-control ON/OFFG15 Polar coordinates off G09 Exact stop G10 Write work коррекция/коррекция инструмента G10.6 Отвод от контура (POLF) G11 Конец ввода параметра0025 G17 XY plane G18 ZX plane G19 YZ plane G20 Inch input system G21 Metric input system G27 Проверка референтной позиции G28 1. Подвод к референтной точке G30 2./3./4. Приближение к контрольной точке G30.1 Reference point position G31 Measuring with “delete distance-to-go” G40 Deselection of cutter radius compensation G41 Compensation left контура G42 Коррекция справа от контура G43 Положительная коррекция длины инструмента на G44 Отрицательная длина инструмента на G49 Длина инструмента. 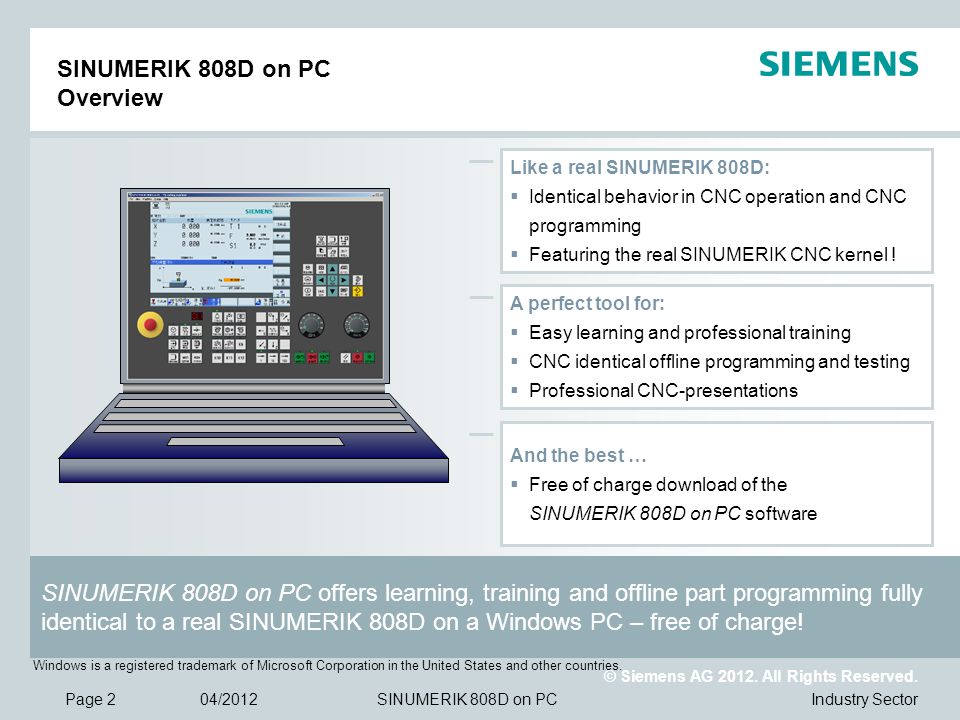
G51.1 Зеркальное отображение на запрограммированной оси ВКЛ G52 программируемое рабочее смещение0022 G54 P0 external work offset G54 Selecting work offset G55 Selecting work offset G56 Selecting work offset G57 Selecting work смещение G58 Выбор смещения нулевой точки G59 Выбор смещения нулевой точки G60 directed positioning G61 Exact stop modal G63 Tapping mode G64 Continuous-path modeG66 Macro module call G65 Macro call G67 Удалить вызов макромодуля G68 Вращение ВКЛ, 2D/3D G69 Вращение ВЫКЛ 79 G.
 0025
00250 0022
Contour repetition with rotation G72.2 Linear contour repetition G73 High-speed deep hole drilling cycle with chip breakage G74 Left tapping cycle G76 Цикл чистового сверления G80 Цикл выкл.0021 Цикл бурения Countersink G83 Глубокий цикл сверления отверстия с удалением чипа G84 Цикл правого постукивания G85 BROKER CICLATE G85 9
BORER CICLAT остановка шпинделя G86 Цикл сверления, остановка шпинделя и отвод с помощью G00 после достижения конца по оси Z G87 Обратное зенкерование G89 Boring cycle, stay for a while and then retraction with G01, without spindle rotation direction change G90 Absolute programming G91 Incremental programming G92 Установка фактического значения G92.  1
1Удалить фактическое значение, сбросить WKS G93 обратнозависимая скорость подачи (1/мин) G94 Feedrate in [mm/min, inch/min] G95 Revolutional feedrate in [mm/rev, inch/rev] G96 constant cutting rate on G97 constant cutting rate off G98 Return to starting point in fixed cycles G99 Return to point R in fixed cycles G290 Selection of Siemens mode G291 Выбор режима диалекта ISO Основы программирования ЧПУ | G-коды и M-коды
Это основа программирования ЧПУ. Здесь вы получите полное представление о программировании для станков с ЧПУ. Здесь вы узнаете о кодах, определяющих часть программы, рабочую часть программы и закрытие часть программы.
 Вы узнаете о некоторых простых примерах программирования.
Вы узнаете о некоторых простых примерах программирования.Основы программирования ЧПУ — узнать о G-кодах , M-кодах и всех шагах. Это узнать обо всех шагах программы для завершения процесса обработки.
Базовые коды программирования ЧПУ
Язык станков с ЧПУ
- G-код
- M-код
Что такое G-код?
Машинный язык ЧПУ, управляющий движением оси /Инструменты.
Что такое М-код..?
Машинный язык ЧПУ, управляющий функциями станка.
Здесь мы изучим основы программирования FANUC (Oi-TB) и SIEMENS (802d/802dSL/828d).
Siemens G code list- 802d
Codes Function G00 Linear interpolation at rapid traverse rate G01 Linear interpolation at feed rate G02 Circular interpolation clockwise G03 Circular interpolation counter clockwise G04 Dwell time G18 Z,X-Plane(Standard turning) G33 Нарезание резьбы с постоянным шагом G40 Коррекция радиуса инструмента выкл. 
G41 Коррекция радиуса инструмента слева от контура G42 Право компенсации на радиусе инструмента G53 Установленное рабочее место- NON-MODAL SPIPPIPPIPPIPPIPPIPPIPPIPPIPPIPPIPPIPPIPPIPPIPPIPPIPPIPPIPPIPPIPPIPPIPPIPPIPPIPPIPPIPPIPPIPPIPPIPPIPPIPPIPPIPPIPPIPPIP смещение G56 3-й устанавливаемый рабочий сдвиг G57 4-й устанавливаемый рабочий сдвиг G58 9-й набор рабочий сдвиг0022 G59 6th settable work offset G71 Metric dimension data input G90 Absolute dimension data input G91 Incremental dimension data input G95 Подача F в мм/оборот шпинделя Список кодов Siemens M- 802d
Коды Functions M00 Programmed stop M01 Optional stop M02 End of the program with return to program start M03 Clockwise rotation of spindle Вращение шпинделя против часовой стрелки0022 M09 Охлаждающая жидкость OFF M30 Конец программы (AS M02) FANUC G-коды- SERIA
G00 Rapid Traverse G01 Линейная интерполяция G02 Circular Interpolation-CW G03 929
11121 GG3 929 2
111121 11111111111111121 11111111111111111111111111111111121 гг.
 0022
0022G04 Dwell command G10 Programming data input offset G20 Outer/inner dia cutting cycle G21 Thread cutting cycle G24 Цикл точения торца G27 Проверка возврата в исходную точку G28 Возврат в исходную точку G33 Нарезание резьбы G40 Радиус вершины инструмента комп. Cancel G41 Tool nose radius comp.Left G42 Tool nose radius comp.right G53 Cancel work offset G54 Work coordinate system 1 (optional ) G55 Рабочая система координат 2 (дополнительно) G56 Система рабочих координат 3 (необязательно) G57 Система рабочей координат 4 (необязательно) G58 Система рабочей координаты 5 (опционально) G59 2 . 
G65 MACRO CLANK G70 дюйм Программирование (необязательно) GA71 Метрическое Программирование (опциозно0021 G72 Finishing cycle( optional) G73 Stock removal in turning(Optional) G74 Stock removal n facing(Optional) G75 Pattern repeating(Optional) G76 Засверливание по оси Z (дополнительно) G77 Нарезание канавок по оси X (дополнительно) G78 2 цикл нарезания резьбы (дополнительно)0022 G90 Абсолютное программирование G91 Инкрементальное программирование G94 Per minute feed G95 Per revolution feed G96 Constant surface speed G97 Direct RPM programming Fanuc M codes- Oi-TB
Codes Function M00 Program stop M01 Optional stop M02 END Программа M03 Spindle CCW M04 Spindle CW M05 SPINDLE Stop M05 SPINDLE Stop M05 .  0025
0025M08 Coolant ON M09 Coolant OFF M10 Chuck /Collet Close M11 Chuck / Collet Open M12 Low chucking pressure( Опционально) M13 Высокое давление зажима (опционально) M18 Поворот задней бабки ВХОД (опционально) OUT 90 Поворот задней бабки (опция) OUT M219 2
M20 Quill LEFT(Optional) M21 Quill RIGHT(Optiional) M22 Turret Index reverse M23 Turret index Forward M24 Люнет-1 открыт (дополнительно) M25 Люнет-1 закрыт (дополнительно) M26 Люнет-2 открыт (дополнительно) 00021 M27
Steady rest-2 Close(Optional) M28 parts catcher open(Optional) M29 Parts catcher Closr(Optional) M30 Program reset and rewind M36 Cancel M37 M37 Ignore upto speed feedhold signal M40 Dry run spindle OFF M41 Dry run spindle ON M42 Dry run cancel M48 Cancel M49 M49 Feed rate and Spindle speed overrides inactive M62 Spindle Hold OFF M63 Удержание шпинделя ВКЛ. 
M76 Низкое давление пиноли ВКЛ. (дополнительно) M77 Низкое давление пиноли 9 ВЫКЛ.0022 M78 Выбор нулевого давления в QUIL M98 Вызов подпрограммы M99 Конец подпрограммы 98 Системы программирования
980537
В ЧПУ используются два типа режима программирования.
- Абсолютный
- Инкрементный
Инкрементальный режим программирования (G91)
Это режим программирования, в котором движение (инструмент/станина/шпиндель) основано на его последней (текущей) позиции.
Абсолютный режим программирования (G90)
Это режим программирования, в котором все движения измеряются от исходной точки.
Разница между абсолютным и инкрементальным программированием в ЧПУ
Покрементный размер
Прирастающий размер
Абсолютный размер
Абсолютный размер
Система позиционирования
- .
 / шпиндель / станина) из одной координаты (X, Y) в другую для выполнения таких операций, как сверление, растачивание, развертывание, намотка ленты и т. д.
/ шпиндель / станина) из одной координаты (X, Y) в другую для выполнения таких операций, как сверление, растачивание, развертывание, намотка ленты и т. д.Непрерывный путь (контурирование)
Перемещение режущего инструмента из одной точки в другую в контакте с заготовкой. Пример — Токарная обработка. Фрезерование
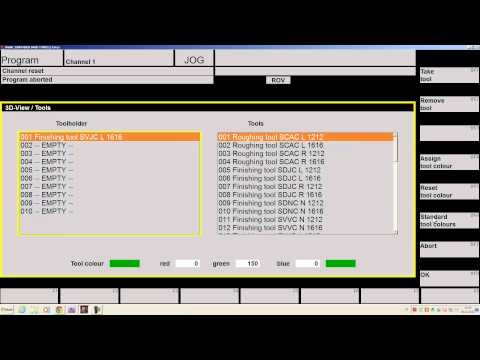
Установка нулевой точки
Нулевая точка может быть установлена любым методом.
- Оператор
- Вручную с помощью программы
- Рабочая координата
Что такое рабочая коррекция в ЧПУ?
Это также называется рабочей координатой. Этот метод используется для установки нулевой точки станка. Пример- G54 X_ Z_. Это только для основного инструмента. Для другого инструмента нам нужно установить геометрию инструмента.
Как установить рабочее смещение в ЧПУ?
Практическая установка рабочего смещения .-Прикоснитесь кончиком инструмента к поверхности сырья/заготовки и перейдите к рабочему смещению G54 и установите значение Z 0,0.
 Снова коснитесь кончиком инструмента внешнего диаметра заготовки и установите X значение .Это значение OD.
Снова коснитесь кончиком инструмента внешнего диаметра заготовки и установите X значение .Это значение OD.Что такое смещение геометрии инструмента в ЧПУ?
Это рабочее смещение для отдельного инструмента. Рабочее смещение требуется для другого инструмента для выполнения другой операции.
Что такое смещение износа инструмента в ЧПУ?
Это смещение используется для компенсации износа инструмента. Например, если после чистовой обработки остается 0,1 мм материала. Затем нам нужно ввести -0,1 в разделе износа инструмента и снова запустить программу чистовой обработки для удаления остатков материала.
Интерполяция
Этот метод представляет собой перемещение режущего инструмента из одной точки в другую.
- Линейная
- Круговая
- Спиральная
- Параболическая
- Кубическая
Линейная интерполяция (G00/G01)
В этом методе режущий инструмент перемещается по прямой линии.
Круговая интерполяция (G02/G03)
В этом методе режущий инструмент движется по окружности или дуге.
 Существует два типа. По часовой стрелке и против часовой стрелки
Существует два типа. По часовой стрелке и против часовой стрелкиБлок (информация ЧПУ)
Состоит из 5 слов, написанных горизонтально линия. Это распознается MCU ((Блок управления станком).
Как программировать ЧПУ
Шаг-1:
НАСТРОЙКА ТОЧКИ ПРИМЕРАПример:-
G00 G54 G90 G95 X_ Z_;
Шаг-2
: TOOL CALL
Пример;-
T1 D1;
Шаг-3: Шпиндель/патрон-об/мин и направление
Пример:-
M03 S90 ;
Шаг 4: Безопасное расстояние
Перемещение инструмента на безопасное расстояние
Шаг 5: Основная операция
Пример: точение/обработка торцов/канавок/фаска/радиус
G01 X_ Y_;
Шаг 6: безопасное расстояние
Верните инструмент на безопасное расстояние.
Шаг-7: Останов шпинделя/программы
Пример:- M05 M30;
Пример программирования ЧПУ-fanuc(токарный станок)
O0001(ОБЫЧНЫЙ ТОКАРНЫЙ)-Fanuc
N1; Порядковый номер
T0; Отмена износа инструмента
G40; Отмена G41 и G42
G28 U0 W0; Исходное положение
G54; Рабочая координата
G92 S1000 ; Ограничение скорости
G95 F0.
 2 T0101; Подача и инструмент
2 T0101; Подача и инструментG96 S250 M04; Скорость резания и вращение шпинделя
G00 Z 3.0; Безопасное расстояние для оси Z.-Rapid
G00 X 56,0; Безопасное расстояние для оси X-Rapid
G1 X 50,0 M08; Токарная обработка и подача СОЖ
G01 Z -40; Токарная операция.
G1 X 56,0; После точения инструмент возвратится на безопасное расстояние подачи.
G00 X 200 M09; Возврат на безопасное расстояние в режиме Rapid & Coolant OFF
T0;
G28 U0 W0; Возврат в исходное положение
M01; Дополнительный упор
M30; Сброс программы
Пример программирования ЧПУ-Siemens (токарный станок)
G0 G54 G90 G94 X120 Z2; Установка нулевой точки и быстрое перемещение инструмента на безопасное расстояние X120 и Z2
T1 D1 ; Выбор инструмента
M03 S90 ; Скорость и направление
G0 X60 Z2 ; Безопасное расстояние
G1 X50 Z0 F0,3; Начальная точка и подача
G1 X50 Z-220; Токарная обработка
G1 X80 Z-220; Токарная обработка
G1 X80 Z-565 ; Поворот и конечная точка
G1 X100 F0.
 4 ; Безопасность инструмента
4 ; Безопасность инструментаG0 X120; безопасное расстояние
G0 Z2; Безопасное расстояние
M05 M30; Останов шпинделя и конец программы
Токарный станок с ЧПУ
Прежде чем изучать программирование с ЧПУ для токарного станка, мы должны знать о декартовой системе координат. Из нее мы можем узнать точку координат для любой детали. Мы также должны узнать о КООРДИНАТ РАБОТ, ГЕОМЕТРИЯ ИНСТРУМЕНТА ИЗНОС ИНСТРУМЕНТА.
Программирование ЧПУ Облицовка
Размер сырья – Диаметр-20, Длина- Любая. Если мы хотим облицовку на 2 мм.
G0 X21.0 Z0.5 ; — Безопасное расстояние (инструмент быстро переместится на 21,0 точку по оси X и 0,5 по оси Z). 20,0 — это диаметр сырья, а поверхность заготовки — Z0,0. Инструмент остановится на Z 0,5, что является расстоянием от лица. Это подходящее безопасное расстояние для сырья. После этого оно начнет сталкиваться.
G01 Z-1.0 F0.3; – Инструмент будет двигаться на Z -1.0 в подаче (подачу можно изменить)
G01 X 0.0; – Инструмент перемещается на X0.0 при подаче. Это операция торцевания инструмента. Когда инструмент начинает снимать материал с Z-1.0 до X0.0. Это означает, что 1,0 мм материала удаляется с поверхности заготовки.
G01 Z0.5 ; Теперь инструмент переместится на Z 0,5 в подаче.
G00 X21.0; Инструмент будет быстро перемещаться на X21.0. Далее выполнить еще одну операцию облицовки.
G01 Z-2.0; Инструмент переместится на Z-2.0, чтобы он мог удалить еще 1,0 мм материала
G01 X0.0; Инструмент этим движением удалит 1,0 мм материала с поверхности заготовки.
Теперь мы можем снова переместить инструмент на Z 0,5 в подаче, а затем на X21,0 в быстром режиме. Мы можем использовать цикл торцевания для выполнения операции торцевания. удалить материал согласно вашему требованию.

Программирование ЧПУ Токарная обработка
Если сырье имеет диаметр 20 и длину 30, и мы хотим сделать его диаметром от 18 до длины 15 мм.
G00 Z3.0; — это безопасное расстояние для оси Z, т. е. инструмент будет двигаться быстро и остановится на Z3.0. Это расстояние от торца (поскольку торец заготовки принимается Z0,0)
G00 X22,0; — это безопасное расстояние для оси X.
G01 X19.0; – Инструмент переместится на диаметр 19 по оси X при подаче. .(Это движение предназначено для поворота на 1 мм, т.е. до 19диаметр)
G01 Z-15; – Это токарная операция. Инструмент будет двигаться от X19.0 до Z-15 с удалением материала. (Здесь вы можете включить СОЖ)
G01 X22.0; – Инструмент переместится на безопасное расстояние по оси x.
Таким образом можно подвернуть еще на 1 мм. Это способ точения.
Простой пример программирования.
- Символ гидравлического насоса
от Rajib
Скоро
- Символы гидравлических клапанов
by Rajib
Символы гидравлических клапанов Скоро
- Символы гидравлического контура | Гидравлические символы
от Rajib
Символы гидравлической цепи включают символы линии передачи Гидравлический насос Гидравлический двигатель Цилиндр Обслуживание воздушной линии Клапаны управления направлением Клапаны регулирования потока Клапаны регулирования давления Реле давления Реле давления Манометр Датчик температуры расходомер Электродвигатель Подробнее …
- Основы гидравлических схем
by Rajib
Схема гидравлической цепи представляет собой графическое представление взаимосвязанных гидравлических компонентов.
 Основы гидравлических схем. Конструкция гидравлической системы. Объяснение гидравлической схемы. Объяснение гидравлической схемы Основные части гидравлики, необходимые для проектирования, состоят из гидравлического силового агрегата.- Читать дальше…
Основы гидравлических схем. Конструкция гидравлической системы. Объяснение гидравлической схемы. Объяснение гидравлической схемы Основные части гидравлики, необходимые для проектирования, состоят из гидравлического силового агрегата.- Читать дальше… - Усилитель в гидравлике | Гидравлический усилитель представляет собой устройство, используемое для
by Rajib
Что такое усилитель в гидравлике? Схема гидроусилителя и принцип работы. Усилитель умножает гидравлическое давление. Он может развивать более высокое давление, чем разработанный насос. Пример:- Прошивные заклепочники Принцип работы усилителя В усилителе мы применяем Подробнее…
- Принцип работы гидроаккумулятора
by Rajib
Что такое гидроаккумулятор?Каков принцип работы гидроаккумулятора?Использование гидроаккумулятора. Функция Это хранение энергии и резервное копирование в случае сбоя системы.
 Его можно назвать емкостью Читать дальше…
Его можно назвать емкостью Читать дальше… - Принцип работы гидравлических насосов | Работа гидравлического насоса
от Rajib
Принцип работы гидравлических насосов. Он преобразует механическую энергию, проталкивая гидравлическую жидкость в систему. Его иногда называют генератором. Он предназначен для создания движения или потока жидкости. Насос толкающий гидравлический Подробнее…
- Типы насосов в гидравлике | Какой тип насоса используется в гидравлической системе
от Rajib
Различные типы насосов в гидравлических системах: шестеренчатый насос, лопастной насос и т. д. Типы гидравлических насосов Объемный насос Ротационный насос Поршневые насосы Непрямой объемный насос Центробежные насосы Осевые насосы Радиальные насосы Подробнее…
- Как работает гидравлическая система | Работа с гидравликой
by Rajib
Как работать с гидравлической системой. Шаги Описание Обращение с гидравлическим блоком Гидравлический блок должен быть очищен перед доставкой с места производства. Проверьте масляный бак, в нем не должно быть посторонних частиц и грязного масла. Используйте чистое масло. Срок службы Подробнее…
- График технического обслуживания гидравлической системы, контрольный список
от Rajib
График технического обслуживания гидравлической системы необходимо подготовить и соблюдать, чтобы избежать поломки. Контрольный список Ежедневно Еженедельно Ежемесячно Ежеквартально Полугодие Еженедельно Состояние масла, износ X X Очистка бака X Очистка водой от масла X Уровень масла Подробнее… LT-11 — Спецификация гидравлического насоса (пример). Спецификация Описание IPH Насос IP серии IPH 4 Размер (пример-2,3,4,5,6) Монтаж B (пример-A: монтаж на лапах, B: монтаж на фланце) 25 Производительность (см3/об) LT Вспомогательный символ (без символа) :Вращение по часовой стрелке,T(LT):С комплектом резьбового фланца,E(EL):С приварным фланцем Подробнее…
- Где находится насос в гидравлической системе?
by Rajib
Где находится насос в гидравлической системе? Ans-POWER PACK / Установлен на блоке питания масляного бака. Для получения более подробной информации нажмите здесь.
- Шарико-винтовой механизм в станке с ЧПУ
by Rajib
Что такое шарико-винтовой механизм в станке с ЧПУ? Как работает шарико-винтовая передача? Применение, преимущества и недостатки. Шариковый винт такой же, как ходовой винт. В нем используется шарик, вращающийся внутри винтового канала. Поскольку внутри используется шарикоподшипник качения, трение меньше Читать дальше…
- Пробный прогон в ЧПУ | Пробный прогон шпинделя M41 ON
by Rajib
Пробный прогон в ЧПУ — это процесс тестирования программы. В этом процессе все движения оси будут проверены в соответствии с программой. Во время этого процесса шпиндель или патрон не будут вращаться.
 Программист вручную проверит программу/код Подробнее…
Программист вручную проверит программу/код Подробнее… - Каков принцип работы гидравлической системы?
от Rajib
Каков принцип работы гидравлической системы? Гидравлическая система работает по закону Паскаля. Закон Паскаля Давление жидкости в замкнутом пространстве равномерно во всех направлениях. Функции гидравлической системы Основная функция Читать дальше…
- Принципиальная схема гидравлической системы
Раджиб
Принципиальная схема или блок-схема гидравлической системы. Блок-схема гидравлической системы состоит из бака, который соединен с насосным агрегатом, обеспечивающим давление масла. После сброса давления насоса и редукционного клапана устанавливается Подробнее…
- Токарная обработка с ЧПУ | Токарный станок с ЧПУ
от Rajib
Токарный станок с ЧПУ и инструменты. Что такое токарная обработка. Виды токарной обработки. Что поворачивается? Токарная обработка — это действие по резанию внешней поверхности. В этом процессе режущий инструмент перемещается линейно, а заготовка вращается. То же режущее действие Подробнее…
- Виды износа инструмента | Устранение неполадок с ЧПУ
от Rajib
Типы износа инструмента. Устранение неполадок с ЧПУ для токарного инструмента. Износ инструмента и срок службы инструмента. Что такое износ инструмента? Поломка или слишком короткий срок службы инструмента. Чтобы уменьшить поломку и сократить срок службы инструмента, нам необходимо уменьшить режимы резания. Уменьшить Читать дальше…
- Державки с ЧПУ | Спецификация держателя инструмента
от Rajib
Держатели инструментов с ЧПУ. Держатель инструмента с ЧПУ.
 Типы держателей инструмента с ЧПУ. Внешний держатель инструмента Внутренний держатель инструмента Внешний держатель инструмента-токарная обработка P W L N R 25 25 M 06 PL 1 2 3 4 5 6 7 Подробнее…
Типы держателей инструмента с ЧПУ. Внешний держатель инструмента Внутренний держатель инструмента Внешний держатель инструмента-токарная обработка P W L N R 25 25 M 06 PL 1 2 3 4 5 6 7 Подробнее… - Каковы три основные части машины?
by Rajib
Электрическая зона. Эта зона обеспечивает подачу питания на механическую часть/движущиеся или вращающиеся части. Пример: двигатель, контроллер. Механическая область. Эта область перемещается или вращается и выполняет задачу. Электромеханическая область Эта область представляет собой комбинацию электрических Подробнее…
- МАСЛЯНОЕ УПЛОТНЕНИЕ | Размер сальника | Тип сальника
Rajib
Масляное уплотнение — это устройство, которое используется для герметизации/блокировки потока масла. Он избегает симпатии от любого зазора машины. Свойства Полное предотвращение утечек.
 Меньше Цена. Простота установки и удаления. Уплотнительная жидкость без Подробнее…
Меньше Цена. Простота установки и удаления. Уплотнительная жидкость без Подробнее… - Как работают концевые выключатели | Что такое концевые выключатели
от Rajib
Что такое концевые выключатели и символы концевых выключателей? Что такое концевые выключатели Нормально открытый Нерабочее состояние Рабочее состояние Нормально закрытый Нерабочее состояние Рабочее состояние
- Механическое реле давления | Как работает реле давления
от Rajib
- Гидравлическое реле давления | Типы реле давления
от Rajib
Типы гидравлических реле давления. Существует четыре основных типа гидравлических реле давления. Реле избыточного давления Реле абсолютного давления Реле вакуумного давления Дифференциальное реле давления Механические Реле давления Электроника Реле давления Механические реле давления Подробнее…
- Подшипниковая сталь | Шарикоподшипниковая сталь марки
Rajib
Шарикоподшипниковая сталь. Цементируемая подшипниковая сталь Среднеуглеродистая подшипниковая сталь Высокоуглеродистая хромированная подшипниковая сталь Нержавеющая закалка и высокотемпературная подшипниковая сталь Сталь сквозной закалки Сталь сквозной закалки Согласно ISO 683-17:1999 эта сталь Подробнее…
- Советы по обслуживанию подшипников | что использовать для смазки подшипников
от Rajib
Советы по обслуживанию подшипников — профилактическое обслуживание подшипников. Используйте соответствующие инструменты для монтажа/демонтажа. Нанесите подходящую смазку для смазки. Никогда не мойте новый подшипник. Удалите старую смазку и нанесите новую смазку. Если масляная смазка, то замените масло в обычном Читать дальше…
- Таблица анализа отказов подшипников
от Rajib
Повреждение подшипника классифицируется по шести основным видам.
<- Предыдущий пост: G cut: Корончатое сверло по металлу GTOOL G-Cut XE Weldon19, глубина 25/30мм, диаметр 12мм Следующий пост: Mirka каталог: Инструмент MIRKA — Официальный сайт Mirka ->
Всего комментариев: 0