Сопротивление стола 3d принтера: Недопустимое название — Энциклопедия ТриДэшника
Содержание
Метод выравнивания печатного стола 3д-принтера?
Есть несколько способов.
1) Самым простым является метод визитной карточки/бумаги.
Это видео показывает, как это просто: Выравнивание платформы
Вы должны чувствовать одинаковое сопротивление между горячей панелью и столом со всех сторон. На некоторых 3D-принтерах имеется 3 винта, удерживающих стол (напр. Solidoodle), а на других по 4 винта на каждом краю (например, Prusa i3).
На некоторых 3D-принтерах вам нужно вращать винт с помощью отвертки, чтобы отрегулировать его (например, Solidoodle 3), а на некоторых у вас есть гайка (в основном гайка с крыльчаткой) (например, Solidoodle 4).
Я нахожу, что большинство людей перемещают экструдер при регулировке стола, управляя двигателями. Я думаю, что более быстрый способ-это остановка двигателей (в хосте Repetier это кнопка «Остановить двигатель») и перемещение портала вручную.
Учебное пособие: Руководства по 3D-печати — Выравнивание стола
2) Второй-это просто более продвинутая версия вышеперечисленного. Вы используете индикатор набора/ микрометр, прикрепленный к экструдеру, и убедитесь, что номер на циферблате находится как можно ближе по всем краям.
Вы используете индикатор набора/ микрометр, прикрепленный к экструдеру, и убедитесь, что номер на циферблате находится как можно ближе по всем краям.
Выровняйте печатный стол на 3D-принтере RepRap / RepStrap с помощью тестового индикатора набора Mitutoyo
Микрометр op 3D принтер
Существуют также цифровые версии этого инструмента.
Возможно, вам потребуется распечатать или сделать какой-либо другой способ, чтобы иметь возможность прикрепить микрометр к экструдеру (возможно, уже есть один для вашего 3D-принтера на Thingiverse).
Теперь, помните, я упоминал, что вы регулируете высоту краев печатного стола с помощью винта/гайки? Ну, поскольку во время печати возникает много вибрации, они, как правило, выходят из строя, и это может объяснить, почему вы в конечном итоге снова и снова корректируете его. Что я нашел, чтобы решить эту проблему, так это использовать одну каплю локтита (цианокрилатного клея) в середине гайки/винта. Одна капля закрепит его на месте, но также не сделает невозможным откручивание в будущем.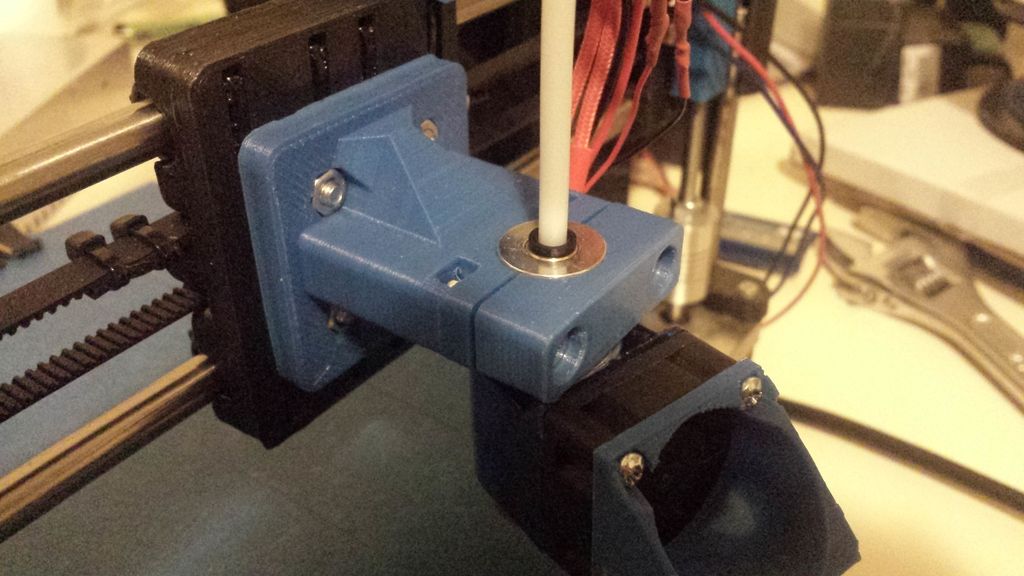
3) Настройка автоматического выравнивания столы на 3D-принтере, если его можно достаточно изменить:
Руководства по 3D-печати: Настройка автоматической компенсации наклона при выравнивании стола!.
Наконец, если вы не можете выровнять стол, несмотря ни на что, он может быть неровным. Обычно это вызвано деформацией. Как печатные платы, так и алюминиевые столы могут деформироваться. С первым просто положите на него стеклянный стол, и все должно быть в порядке. Деформированный алюминий довольно трудно расплющить. В этой экстремальной ситуации вам, возможно, потребуется вырезать и просверлить новый алюминиевый лист, предпочтительно на мм толще, который с меньшей вероятностью деформируется при тех же условиях. Я думаю, что это происходит, когда вы либо устанавливаете слишком высокую температуру стола и/или толщина алюминиевого стола слишком мала (плохой или дешевый дизайн 3D-принтера).
Если очень хочется, то можно — 2. Hephestos 2016 + Headbed » Прибыльная студия 3D-печати
Приветствую всех!
В этой статье я опишу, как подключить нагреваемый стол к bq Hephestos 2016.
В прошлой своей статье Если очень хочется, то можно, я описывал подобный процесс для прошлой модификации этого принтера Prusa i3 Hephestos. Но в #Hephestos 2016 поменяли основную плату управления. И теперь там используется ZUM Mega 3D.
Предыстория
Краткая предыстория, почему я написал эту статью. В этот раз не было вот этих двух товарищей с проводами.
Все оказалось банальней. Ко мне в личку постучался Кирилл. Он купил у меня в магазине 3D принтер Hephestos 2016, в марте этого года.
А в июне месяце, начитавшись моей статьи Если очень хочется, то можно, тоже решил оснастить свой принтер подогреваемым столом.
Заказал на Али стол в комплекте с терморезистором.
Вот отсюда, хотя можно конечно любой подходящий — https://vk.com/away.php?to=https%3A%2F%2Fru.aliexpress.com%2Fitem%2F3D-Printer-Parts-MK3-Dual-Power-Heated-LED-Resistor-Cabel-100K-ohm-Thermistors-PCB-Heatbed-S207%2F32638242079.html%3Fspm%3Da2g0s.9042311.0.0.cblJio&cc_key=
Блок питания он взял такой:
А так же прикупил стандартное реле, для авто на 12В.
Когда же он попытался собрать это воедино, столкнулся с самой серьезной проблемой. Плата управления абсолютно не подходила под описание из моей статьи. Поискав по инету, не нашел никакой информации по подключению и обратился ко мне.
Я тоже проштудировал инет, и не нашел ничего, по этому поводу. В первую очередь это связано с тем, я думаю, что #bq выпустило свой набор с термостолом. Набор от bq создан для подключения к Hephestos 2016 и Hephestos 2. По нему есть видео, в котором легко и просто все собирается. Подключаем несколько разъемов и все работает. В комплекте с “фирменным” столом идет дополнительная плата. Назначение понятно — там установлено реле и “обвязка” схемы. Но это я выяснил потом. Главное из видео стало понятно, куда подключается стол. На фото выше — это разъем, который “смотрит вверх”
Процесс установки
Порывшись на Гитхабе в документации от bq, я нашел схемы ZUM Mega 3D. Она лежит вот здесь — https://github.com/bq/zum/tree/master/zum-mega3d
Там была найдена распиновка этого разъема. И много стало сразу понятно.
И много стало сразу понятно.
Хотя конечно, по факту оказалось несколько нюансов, о которых я напишу ниже.
Сначала не хотел работать терморезистор. Залез в инет и нашел вот такое.
Сопротивление резистора R2 зависит от сопротивления вашего терморезистора. Китайцы могут вам “подложить свинью”. Поэтому, скорее всего, придется калибровать стол с реальной температурой.
В итоге пришли к вот такой схеме.
Вторая проблема была в том, что реле от авто не подошло. Нынешняя схема имеет выход не 12 вольт, а только 5. Так как bq тоже реализовала схему с реле на дополнительной плате. Там кстати, блок питания дополнительный в наборе идет для стола с подогревом. Поэтому, чтобы не “вводить в соблазн”, даже 12 вольт не вывели на этот разъем.
Реле было приобретено вот такое. https://www.chipdip.ru/product/9-1393239-1-rt314005
В общем, требования к реле. Управление 5вольт и коммутируемая мощность от 15А. Это уже зависит, какой стол вы решили установить. Можно и твердотельные использовать. Тут уже вопрос вашей продвинутости в данном вопросе, и количестве финансов на это.
Тут уже вопрос вашей продвинутости в данном вопросе, и количестве финансов на это.
Ах да! Еще один важный пункт забыл.
Прошивка!
Она сейчас родная от bq. Ничего самому править не надо. Программисты из Испании уже постарались за вас.
Взять можно здесь : https://storage.googleapis.com/impresoras/FW-v2.5.1/Marlin_hephestos_zum-510.rar
Тут можно взять “прошивалку”:
Винда:
https://storage.googleapis.com/impresoras/Fw%20Updater%20aplication/V.1.3.0/BQ_Firmware_Updater_installer_x86-64.exe
Линукс:
https://storage.googleapis.com/impresoras/Fw%20Updater%20aplication/V.1.2.0/BQ_Firmware_Updater_Lin-1_2_0.zip
Все делается несколькими “нажатиями на кнопку”.
После чего появляется поддержка стола с подогревом.
В итоге, Кирилл собрал свою схему, и теперь осваивает печать новыми материалами.
Кроме самого стола, принтер он тоже неплохо подготовил.
Очень надеюсь, что помог тем новичкам, кто не гуру электроники, а купил этот принтер, чтобы приобщится к миру 3D печати.
Если есть вопросы по выбору такого, или другого 3D принтера — обращайтесь.
Всем бобра!
PS. Вся разработка была проведена лично. Кот спал, а хомяк был занят заготовкой запасов на зиму. На чем и был пойман в выходные.
PPS Лабиринт распечатан из натурального PLA от REC3D. Хомяк заныкал 27 орехов…
Всем бобра.
Все оперативные новости от меня в соц.сетях.
Мой Инстаграм
Типа я вВКонтакте
Сохранить
Показания термисторов и таблицы термисторов для 3D-принтеров RepRap
Сегодня я расскажу об измерении температуры с помощью термисторов. В частности, это будет
Эта тема в блоге старая, и я проделал всю тяжелую работу некоторое время назад, но я решил задокументировать ее, чтобы выполнить мою добровольную квоту в одну запись в блоге в неделю.
Базовая схема термистора представляет собой делитель напряжения, как показано ниже:
Rs — известный нагрузочный резистор, а Rt — термистор (в данном случае термистор с отрицательным температурным коэффициентом или NTC). Прикладывается известное напряжение (Vin), измеренное напряжение (Vout) меняется в зависимости от изменения сопротивления Rt.
Прикладывается известное напряжение (Vin), измеренное напряжение (Vout) меняется в зависимости от изменения сопротивления Rt.
Vout=Vin*Rt/(Rs+Rt)
Для Marlin существует стандартный коэффициент передискретизации n. Я не исследовал это подробно, но здравый смысл подсказывает, что прошивка будет измерять напряжение от термистора n раз. Затем он сложит эти числа и разделит на n. Это позволяет избежать скачков температуры вверх и вниз при небольших колебаниях напряжения.
Теперь вам нужно рассчитать температуру на основе сопротивления термистора. К сожалению, математика немного утомительна (если только вы не увлекаетесь такими вещами, как я), если вы хотите перейти от напряжения к сопротивлению, а затем от сопротивления к температуре. И последнее, что вам нужно, — это замедлять работу вашего 3D-принтера, заставляя его выполнять ненужные вычисления несколько раз в секунду. Гораздо проще перейти Температура -> Сопротивление -> Напряжение. Прошивка 3D-принтера, такая как Marlin, использует таблицы термисторов, которые представляют собой предварительно сгенерированные массивы показаний напряжения и связанных с ними температур. Затем микропрограмма просто выполняет интерполяцию между этими точками данных для измеренных напряжений. Достаточно просто?
Затем микропрограмма просто выполняет интерполяцию между этими точками данных для измеренных напряжений. Достаточно просто?
Как теперь создать эти таблицы данных? (Один вопрос, который я часто встречал на форумах, звучит так: «Какую таблицу термисторов мне следует использовать в Marlin?») Итак, вот что вы делаете:
- Соберите как можно больше информации о вашем термисторе:
- Некоторые термисторы поставляются с таблицей значений R/T: просто выполните расчет делителя напряжения, чтобы преобразовать значения R в измеренные напряжения с учетом передискретизации.
- Некоторые термисторы будут иметь только значение Бета, которое дает аппроксимацию кривой R/T.
- Иногда у вас просто не будет никаких данных, поэтому вы можете измерить три точки данных и использовать их для создания кривой.
- Загрузите мою электронную таблицу генератора таблиц термисторов ( http://www.thingiverse.com/thing:103668/ ), так как это упростит расчеты.
 Для получения дополнительной информации вы можете обратиться к соответствующим ссылкам ниже:
Для получения дополнительной информации вы можете обратиться к соответствующим ссылкам ниже:- [См. расчет в приведенной выше таблице]
- http://en.wikipedia.org/wiki/Термистор
- http://assets.newport.com/webDocuments-EN/images/AN04_Thermistor_Calibration_IX.PDF
- После создания таблицы вставьте ее в файл Temperature.h в Marlin (ниже приведен пример того, куда ее вставить)
#if (THERMISTORHEATER_0 == 8) || (ТЕРМИСТОРНАГРЕВАТЕЛЬ_1 == 8) || (ТЕРМИСТОРНАГРЕВАТЕЛЬ_2 == 8) || (ТЕРМИСТОРТОР == 8)
константа короткая temptable_8[][2] = {
//ВСТАВЬТЕ ТАБЛИЦУ ЗДЕСЬ!!!!!! каждая строка имеет формат {V,T},
};
#endif
Любой из трех методов, используемых для создания таблицы термисторов, может быть использован с разным уровнем точности, но я хотел бы подчеркнуть один момент…
НЕ ВАЖНО.
Очевидно, что для вашего термистора идеально точное считывание, но этого не произойдет. Хорошо, если ваш термистор дает достаточно точные показания, чего и добивается приведенная выше таблица. Но, в конце концов, вам в основном нужно, чтобы ваше измерение температуры было ПОВТОРЯЕМЫМ. Показания температуры должны быть достаточно точными, чтобы получить примерное число, но из-за множества различных конструкций экструдеров, типов термисторов, производителей PLA/ABS и других параметров, влияющих на экструзию с помощью 3D-принтера RepRap, номинальные температуры печати, рекомендуемые производителями всегда будет отличаться от идеала измерял температуру печати , которую следует проверять и точно настраивать для каждого принтера и печатной нити (для достижения максимального качества и прочности печати).
Хорошо, если ваш термистор дает достаточно точные показания, чего и добивается приведенная выше таблица. Но, в конце концов, вам в основном нужно, чтобы ваше измерение температуры было ПОВТОРЯЕМЫМ. Показания температуры должны быть достаточно точными, чтобы получить примерное число, но из-за множества различных конструкций экструдеров, типов термисторов, производителей PLA/ABS и других параметров, влияющих на экструзию с помощью 3D-принтера RepRap, номинальные температуры печати, рекомендуемые производителями всегда будет отличаться от идеала измерял температуру печати , которую следует проверять и точно настраивать для каждого принтера и печатной нити (для достижения максимального качества и прочности печати).
Ваш термистор может показывать 17°C при печати из PLA, если вы проверите температуру и выясните, что это температура, при которой вы печатаете… вам просто нужно настроить прошивку принтера и настройки программного обеспечения для нарезки, а затем просто печатать при 17°С.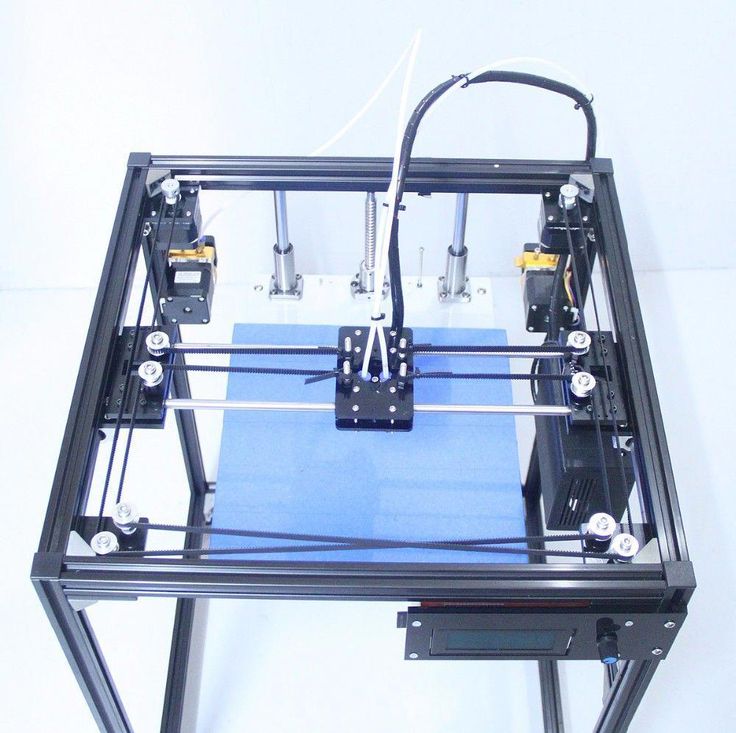
Надеюсь, это немного поможет, прочитайте инструкции в моем термисторном калькуляторе и комментарии на странице Thingiverse.
Удачи и удачной печати.
Примерно так:
Нравится Загрузка…
Оптимизация прочности деталей, напечатанных на 3D-принтере — 3DPros
Независимо от того, рассматриваете ли вы возможность 3D-печати для прототипов или конечных приложений, вам необходимо учитывать множество факторов, чтобы обеспечить части достаточно сильны для вашего приложения. В этой статье мы рассмотрим варианты, которые оказывают наибольшее влияние на прочность детали:
Обратите внимание, что в этом руководстве обсуждаются конкретные аспекты 3D-печати FDM; другие технологии 3D-печати имеют разные соображения.
Когда в 3D-печати используются такие детали, как этот монтажный кронштейн для экструдера цемента для структурного 3D-принтера нашего клиента, главным приоритетом является прочность детали. Мы использовали PETG с большим заполнением и толщиной оболочки, чтобы убедиться, что эта деталь подходит для работы.
Мы использовали PETG с большим заполнением и толщиной оболочки, чтобы убедиться, что эта деталь подходит для работы.
Настройки 3D-принтера
Процент заполнения
При заказе 3D-печатных деталей обычно необходимо указать процент заполнения. Процент заполнения показывает, насколько плотным будет внутреннее пространство модели. Этот параметр находится в диапазоне от 0%, полностью полая модель, до 100%, полностью сплошная модель. Заполнение оказывает наибольшее влияние на прочность на сжатие, поскольку оно поддерживает внутреннюю часть модели.
Кажется очевидным, что полностью цельная модель будет лучшим выбором с точки зрения прочности, но на практике выбор значения выше 60-70% очень мало влияет на прочность детали и обычно не стоит дополнительных затрат и времени печати. В частности, для более крупных моделей с большим внутренним пространством увеличение заполнения может оказать существенное влияние как на стоимость, так и на время печати. Важно учитывать, перевешивают ли преимущества недостатки вашего приложения.
Важно учитывать, перевешивают ли преимущества недостатки вашего приложения.
Увеличение процента заполнения повышает прочность деталей, напечатанных на 3D-принтере, особенно ударопрочность, но преимущества уменьшаются более чем на 60%.
Обратитесь к нашему Руководству по процентам заполнения для получения более подробной информации и других соображений по этому параметру.
Толщина оболочки
Другой менее известный параметр, толщина оболочки, также играет значительную роль в прочности детали. Толщина оболочки относится к толщине внешних поверхностей детали. Большинство сервисов 3D-печати используют стандартную толщину около 1,0–1,5 мм, но увеличение этого параметра может значительно повысить прочность на растяжение и ударную вязкость ваших деталей.
Увеличение толщины оболочки деталей может значительно повысить прочность деталей, напечатанных на 3D-принтере, даже при более низком проценте заполнения.
Выбор материала
Материал, из которого изготовлены детали, также оказывает значительное влияние на прочность. Как правило, 3D-печатные детали изготавливаются из пластика PLA, ABS или PETG. При выборе наиболее подходящего материала важно учитывать типы сил, которым будут подвергаться ваши детали.
ABS, PETG и PLA имеют разные прочностные характеристики, которые важно учитывать при 3D-печати конечных деталей.
Для деталей, которым требуется прочность на растяжение, чтобы противостоять силам, тянущим на объект, PETG является самым прочным вариантом, за которым следует PLA. ABS — наименее эффективный выбор для сопротивления этому типу силы. PETG имеет особенно прочную связь между слоями и прочнее, чем другие варианты, поэтому это особенно хороший выбор для тонких деталей с высокими требованиями к прочности.
Если ваши детали подвергаются изгибающим усилиям, ABS, как правило, является самым прочным вариантом из-за его пластичности, за которым следует PETG. PLA более жесткий и хрупкий, чем другие варианты, а это означает, что это не лучший выбор для приложений, требующих сопротивления изгибу.
PLA более жесткий и хрупкий, чем другие варианты, а это означает, что это не лучший выбор для приложений, требующих сопротивления изгибу.
Если детали должны противостоять ударам, например, при падении, ABS или PETG работают примерно одинаково. PLA менее подходит для этого использования из-за его жесткости.
Для получения дополнительной информации о вариантах материалов и других соображениях обратитесь к нашему Руководству по материалам.
Ориентация детали
Ориентация детали, или то, как деталь позиционируется на 3D-принтере, является фактором прочности, уникальным для 3D-печати. Чтобы понять, почему ориентация оказывает такое значительное влияние, вам нужно знать, как детали изготавливаются на 3D-принтере FDM. Детали печатаются на 3D-принтере путем нанесения тонких слоев расплавленного пластика на постепенно увеличивающуюся высоту, чтобы сформировать трехмерную деталь.
Детали, напечатанные на 3D-принтере, создаются путем нанесения тонких слоев пластика, каждый из которых немного выше предыдущего.
Хотя пластик каждого слоя связан с предыдущим слоем, границы между этими слоями являются слабым местом. Когда 3D-печатные детали трескаются или ломаются, это обычно происходит между линиями слоев.
Учет этой характеристики деталей, напечатанных на 3D-принтере, особенно полезен, когда на деталь воздействуют силы в определенном направлении. Например, если вы проектировали кронштейн для полки, вы знаете, что самые большие силы будут давить вниз в том месте, где кронштейн крепится к полке. Используя эту информацию, печать кронштейна на боку гарантирует, что сила не действует вдоль границ раздела между слоями.
В тех случаях, когда невозможно избежать сил, действующих на слои, рассмотрите возможность использования PETG, так как он обладает лучшими характеристиками склеивания слоев среди обычных материалов.
Мы напечатали один и тот же кронштейн для полки в двух разных ориентациях. Как вы думаете, какой из них будет работать лучше?
Деталь с тонким интерфейсом поперек линий слоев (слева на первом изображении) вышла из строя с относительно небольшим усилием.
Имейте в виду, что другие факторы также могут повлиять на лучший выбор ориентации детали. Например, ориентация детали влияет на то, какие поверхности печати будут наиболее гладкими. В некоторых случаях ориентация детали также может повлиять на стоимость печати, поскольку для обеспечения определенной ориентации детали может потребоваться больше вспомогательного материала.
Другие соображения
Хотя вы можете использовать методы, описанные в этом руководстве, для повышения прочности ваших деталей, прочность — это лишь один из многих факторов, о которых вы, вероятно, думаете, рассматривая возможность 3D-печати для своего проекта. Другие требования, такие как внешний вид деталей, стоимость производства и временные рамки, могут потребовать от вас сложных компромиссов. Если вы не знаете, как поступить, или просто хотите, чтобы ваши идеи были представлены кому-то, мы будем рады услышать о вашем проекте и помочь вам найти лучший способ его распечатать!
Следующие шаги
Хотите узнать больше о покупке собственного 3D-принтера?
Наш информационный сайт www.
Всего комментариев: 0