Токарно винторезный станок 1к62 схема: Станок универсальный токарно-винторезный 1к62. Альбом кинематических схем.
Содержание
1.2.Кинематическая схема токарно-винторезного станка 1к62
Рис.1.4.
Кинематическая схема токарно-винторезного
станка 1К62
Главное
движение.
Главным движением в станке является
вращение шпинделя, которое он получает
от электродвигателя 1 через клиноременную
передачу со шкивами 2—3 и коробку
скоростей. На приемном валу II установлена
двусторонняя многодисковая фрикционная
муфта 97. Для получения прямого вращения
шпинделя муфту 97 смещают влево и привод
вращения осуществляется по следующей
цепи -зубчатых колес: 4—5 или 6—7, 8—9 или
10—11, или 12—13, вал /V, колеса 14—15, шпиндель
V, или через перебор, состоящий из группы
передач с двухвенцовыми блоками 16—17 и
18—19 и зубчатых колес 20 и 21. Последняя
пара входит в зацепление при перемещении
вправо блока 15—21 на шпинделе. Переключая
блоки колес, можно получить шесть
вариантов зацепления зубчатых колес
при передаче вращения с вала IV
непосредственно на шпиндель и 24 варианта
— при передаче вращения через перебор.
В действительности количество значений
частот вращений шпинделя: меньше (23),
так как передаточные отношения некоторых
вариантов численно совпадают.
Реверсирование шпинделя выполняют
перемещением муфты 97 вправо. Тогда
вращение с вала II на вал III передается
через зубчатые колеса 22— 23, 24—12 и далее
по предыдущей цепи. Количество вариантов
зацепления 15, фактических значений
частот вращения 12, так как передаточные
отношения некоторых вариантов тоже
численно совпадают.
Движение
подачи.
Механизм подачи включает в себя четыре
кинематические цепи: винторезную,
продольной и поперечной подачи, цепь
ускоренных перемещений суппорта.
Вращение валу VIII передается от шпинделя
V через зубчатые колеса 25—26, а при
нарезании резьбы с увеличенным шагом
— от вала VI через звено увеличения шага
и далее через зубчатые колеса 27—28. В
этом случае звено увеличения шага может
дать четыре варианта передач:
шпиндель
V, колеса 21—20, 29—19, 17—27—28, вал VIII;шпиндель
V, колеса 21—20, 29—19, 16—30, 27—28, вал VIII;шпиндель
V, колеса 21—20, 31—18, 17—27—28, вал VIII;шпиндель
V, колеса 21—20, 31—18, 16—30, 27—28, вал VIII. С
С
вала VIII движение передается по цепи
колес 32—33 или 34—35, или через реверсивный
механизм с колесами 36—37—38, сменные
колеса 39—40 или 41—42 и промежуточное
колесо 43 на вал X. Отсюда движение можно
передать по двум вариантам зацепления
зубчатых колес. Вращение передается
через зубчатые колеса 44—45—46 на вал
XI, затем через колеса 47—48 и накидное
колесо 49 зубчатому конусу механизма
Нортона (колеса 50—56) и далее по цепи
зубчатых передач 57—58, 59—60, 61—62 или
63—64 через колеса 65—66 или 64—67— валу
XV. Затем вращение может быть передано
либо ходовому винту 68, либо ходовому
валу XVI. В первом случае — через муфту
101, во втором — через пару 69—70 и муфту
обгона 106. С вала X через муфту 98, т. е.
при сцеплении зубчатых колес наружного
и внутреннего зацепления 44—71 вращение
передается конусу Нортона, который
становится ведущим звеном, и затем
через колеса 49—48—47 валу XI и далее,
через муфту 100 — валу XIII, а от последнего
далее по цепи первого варианта.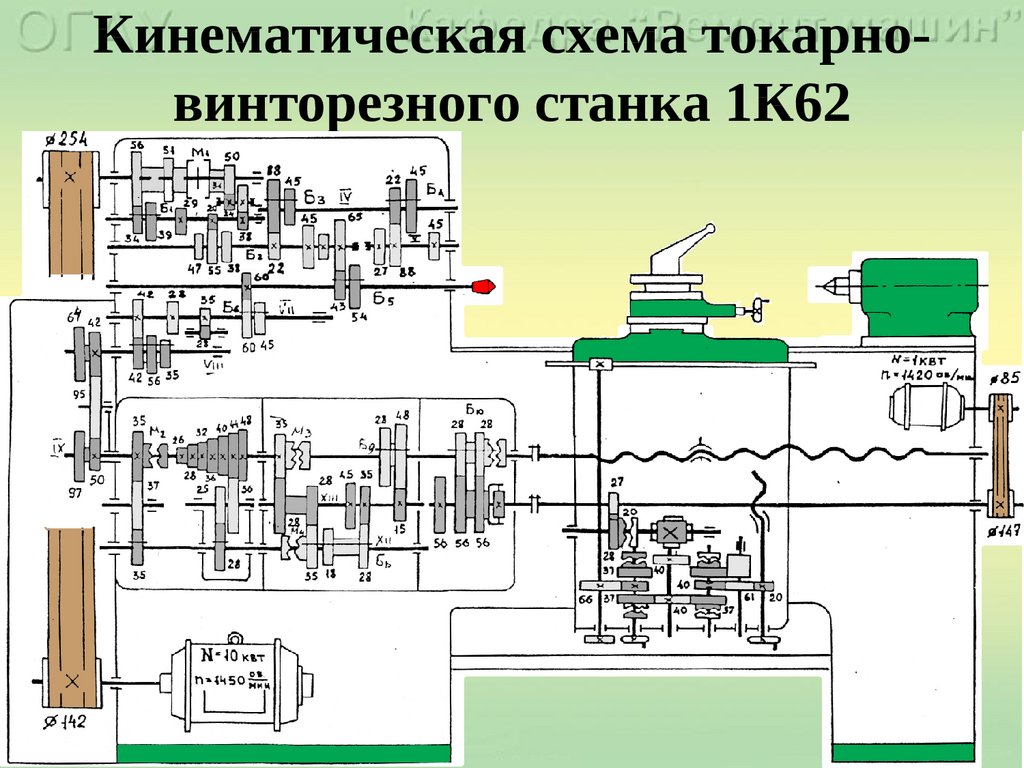
Винторезная
цепь.
При нарезании резьбы подача суппорта
осуществляется от ходового винта 68
через маточную гайку, закрепленную в
фартуке. Для нарезания метрической и
модульной резьб винторезную цепь
устанавливают по первому варианту, а
для дюймовых и питчевых — по второму.
Изменение величины шага резьбы достигается
переключением зубчатых колес звена
увеличения шага, механизма Нортона,
блоков 61—63 и 67—66 и установкой сменных
колес на гитаре. При точении и нарезании
метрических и дюймовых резьб в зацеплении
находятся сменные зубчатые колеса
39—43—40, а при нарезании модульных и
питчевых — 41—43—42. В особых случаях,
при нарезании резьбы высокой точности,
для устранения влияния погрешностей
кинематической цепи последнюю укорачивают
включением муфт 98, 99 и 101, в результате
чего валы X, XII и XV образуют вместе с
ходовым винтом 68 единую жесткую связь.
Винторезную цепь для нарезания резьб
с различным шагом настраивают в данном
случае только подбором сменных колес
на гитаре. Продольная и
Продольная и
поперечная подачи
суппорта. Для передачи вращения механизма
фартука служит ходовой вал XVI. По нему
вдоль шпоночного паза скользит зубчатое
колесо 72, передающее вращение от вала
XVI через пару зубчатых колес 73—74 и
червячную пару 75—76 валу XVII. Для получения
продольной подачи суппорта и его
реверсирования включают одну из
кулачковых муфт — 102 или 103. Тогда вращение
от вала XVII передается зубчатыми колесами
77—78—79 или 80—81 валу XVIII и далее парой
82—83 — реечному колесу 84. Так как рейка
85 неподвижно связана со станиной станка,
реечное колесо 84, вращаясь, одновременно
катится по рейке и тянет за собой фартук
с суппортом. Поперечная подача и ее
реверсирование осуществляются включением
муфт 104 или 105. В этом случае через передачи
77—78—86 или 80—87 вращение передается
валу XIX и далее через зубчатые колеса
55—89—90 на винт 91, который сообщает
движение поперечному суппорту. Цепь
ускоренного перемещения суппорта. Для
Для
осуществления ускоренного (установочного)
перемещения суппорта ходовому валу XVI
сообщается быстрое вращение от
электродвигателя 92 через клиноременную
передачу 93—94. Механизм подачи суппорта
через коробку подач при этом можно не
выключать, так как в цепи привода ходового
вала установлена муфта обгона 106. С
помощью винтовых пар 95 и 96 можно вручную
перемещать резцовые салазки и пиноль
задней бабки.
Передняя
бабка токарно-винторезного станка 1К62.
Передняя
бабка.
На рис. 10 показана передняя бабка с
коробкой скоростей. Вращение от главного
электродвигателя передается ведомому
шкиву, сидящему на валу I. Этот вал несет
реверсивную фрикционную муфту, от
которой движение на вал II передается
или через блок z = 56— z = 51, или через колесо
z = 50 и промежуточный блок z = 24 — z = 36,
сидящий на консольной оси. С вала II на
вал III вращение передается через тройной
блок z = 47 — z = 55 — z = 38. В левом положении
блока г = 43 — г = = 52, сидящего на шпинделе,
движение с вала III передается на шпиндель
непосредственно через колеса z = 65 — z =
43, а в правом положении этого блока —
через перебор, установленный на валах
IV и V. Все валы вращаются на опорах
Все валы вращаются на опорах
качения, которые смазываются как
разбрызгиванием, так как коробка
скоростей залита маслом, так и принудительно
— с помощью насоса. Движение подачи от
шпинделя VI передается валу VII трензеля
и далее на механизм подач.
Рис.1.5.
Коробка скоростей
Чертежи и схемы 1К62 токарно-винторезного станка / Stanok-online.ru
Новости компаний
все
Индустриальный парк «ОКА» приветствует первого резидента
Новости сферы
Завод УГМК «Электросталь Тюмени» признан главным событием 2013 года в металлургии России
Новости сферы
Правительства края ждет 100 миллиардов инвестиций в металлургию
Новости сферы
Рельсы для российских железных дорог изготовят в Челябинске по уникальной технологии
Новости сферы
Новые компании
все
Индустриальный парк ОКА МУРОМ
Индустриальный парк «ОКА» — это промышленная территория, обладающая полноценной инфраструктурой и полностью обеспеченная энергоносителями и сетями
Презентация — *.
 pdf
pdfМеталлообработка
ООО ПКФ КРИСТАЛЛ
Крупнейший в России производитель серийных портальных машин термической (плазменной и газовой) резки металла с ЧПУ с двадцатилетним производственным опытом. Собственные разработки, полный производственный цикл, высокий профессионализм сотрудников, клиентоориентированность, техническое сопровождение оборудования на протяжении всего цикла эксплуатации – сильные стороны завода ПКФ Кристалл.
Металлообработка
ООО «НеоИнжиниринг»
Металлообработка. Изготовление даже одной детали. По чертежам, по образцу, по изношенному образцу, и даже со слов заказчика. Из отечественных, импортных материалов или подберем аналог.
Металлообработка
ООО «ФЕТ»
ООО «ФЕТ» многопрофильная транспортно-экспедиторская компания по международному аутсосингу.
 Мы ведем свою деятельность по трём основным направлениям: грузовые перевозки, поставка станков и оборудования из Китая под индивидуальный заказ
Мы ведем свою деятельность по трём основным направлениям: грузовые перевозки, поставка станков и оборудования из Китая под индивидуальный заказМеталлообработка
Портал Stanok-online.ru
На сайте представлены материалы такие как: паспорта на станки, паспорта на пресса и другое КПО, схемы и чертежи, технические характеристики и другая дополнительная литература…
Документация на станки
Услуги
все
Вакансии
все
Начальник цеха металлообработки
Вакансии в металлообработке
Схема электрическая токарно-винторезного станка 1М63Б | Скачать чертежи, чертежи, блоки Autocad, 3D модели
Русский
Компас
Электрический
Образовательный
Узнайте, как скачать этот материал
Телеграм бот для поиска материалов
Покупка чертежей
Подпишитесь на получение информации о новых материалах:
t. me/alldrawings
me/alldrawings
vk.com/alldrawings
Описание Компоновка машины
Содержание проекта
000000.cdw [ 93 КБ ] |
Дополнительная информация
Чертежи
000000. cdw
cdw
Аналогичные материалы
Проект главного привода токарного станка на базе токарно-винторезного станка модели 16К20Ф3
Принципиальная схема токарно-винторезного станка модели 16к20/16к20г
Главный привод токарно-винторезного станка
Вал фрикционный токарно-винторезного станка 16К20
Кинематическая схема токарно-винторезного станка 16Б16П
Разработка технологии ремонта шлицевого соединения ведомого шкива токарно-винторезного станка 1К62
Модернизация главного привода токарно-винторезного станка мод. KA280 (16K20) для повышения производительности
Разработка конструкции привода главного движения токарно-винторезного станка 1А616.
Бесплатная загрузка на сегодня
Обновление через: 7 часов 23 минуты
Рекультивация полигона ТБО — Схема газификации
Удобные носилки для рентгенологического исследования
Чертежи планов и разрезов 9-ти этажного жилого дома с пояснениями
Подвижный контакт
Прочие материалы
Схема механосборочного цеха по изготовлению коробчатой части сальника
Типовой проект 3.017-1 7 — Ограждения площадок и секций — Ворота деревянные 4,5 м и калитки
Roverbook Parther E415 — ECS G320-1-4-01 — rev 2.0 — Схема материнской платы ноутбука
Современный прогрессивный семейный дом
Симулятор токарного станка — SUNSPIRE®
Общее описание программного продукта
3D симулятор классического токарно-винторезного станка мод. 1К62. Приложение имитирует выполнение обычных токарных операций в интерактивном режиме. Возможности имитационной модели включают операции наружного и торцевого точения, сверления и растачивания отверстий, точения канавок, нарезания наружной и внутренней резьбы. В полной версии приложения для работы доступно более 70 режущих инструментов.
1К62. Приложение имитирует выполнение обычных токарных операций в интерактивном режиме. Возможности имитационной модели включают операции наружного и торцевого точения, сверления и растачивания отверстий, точения канавок, нарезания наружной и внутренней резьбы. В полной версии приложения для работы доступно более 70 режущих инструментов.
Область применения программного продукта: учебный процесс с применением вычислительной техники: лабораторные занятия студентов в компьютерных классах, дистанционное обучение, демонстрационное сопровождение лекционного материала по группе направлений подготовки и специальностей: «Металлургия, машиностроение и обработка материалов ».
Тип целевого вычислительного устройства и поддерживаемая платформа: IBM — совместимый ПК под управлением Microsoft Windows, ПК Apple Macintosh под управлением MacOS, мобильные устройства на базе операционных систем Android и iOS.
Графический компонент программы использует компонентную базу OpenGL 2. 0. Графический пользовательский интерфейс программы реализован на английском языке.
0. Графический пользовательский интерфейс программы реализован на английском языке.
Мультиплатформенность
позволяет использовать ПО на различных вычислительных устройствах, включая интерактивные доски, смартфоны, планшетные и стационарные компьютеры, что, в свою очередь, повышает гибкость и мобильность образовательного процесса, соответствующую современному уровню информатизации образования .
Минимальные системные требования
Тактовая частота процессора: не менее 2 ГГц
Оперативная память: не менее 4 ГБ
Видеопамять: не менее 512 МБ
Разрешение экрана: не менее 1024x768x32
Поддержка OpenGL версии 2.0
Поддержка DirectX версии 9.0.c (для Windows)
Стандартная клавиатура и компьютерная мышь с колесиком прокрутки (для ПК)
Устройства воспроизведения звука (динамики или наушники)
Типы лицензирования
Симулятор может поставляться с установкой на одно рабочее место (пользовательская лицензия с выдачей регистрационных ключей) и с установкой на неограниченное количество рабочих мест (корпоративная лицензия для организации). Мобильные версии программного продукта также доступны в маркетах приложений Google Play и App Store.
Мобильные версии программного продукта также доступны в маркетах приложений Google Play и App Store.
Галерея скриншотов
Файлы для загрузки
Ссылки на мобильные версии
Приобретение лицензионного ключа для одного рабочего места
1. Загрузите условно-бесплатную версию программы по указанной выше ссылке.
2. Установите программу на персональный компьютер, на котором она будет использоваться, и запустите ее.
3. Откройте регистрационную форму в интерфейсе программы и скопируйте уникальный идентификационный номер, после чего закройте программу.
4. Перейдите по ссылке ниже в магазин Softline, заполните все необходимые поля и вставьте скопированный уникальный идентификационный номер в соответствующее текстовое поле:
5. После успешной оплаты на вашу электронную почту будет отправлено письмо с лицензионным ключом.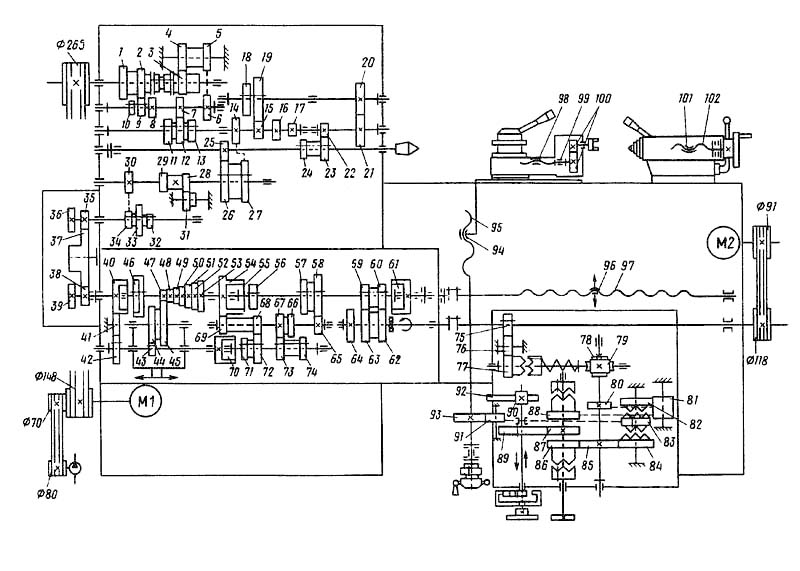
Всего комментариев: 0