Циклы сверления fanuc 0i фрезерные: Цикл сверления G83 Peck (глубокое сверление) для Fanuc
Содержание
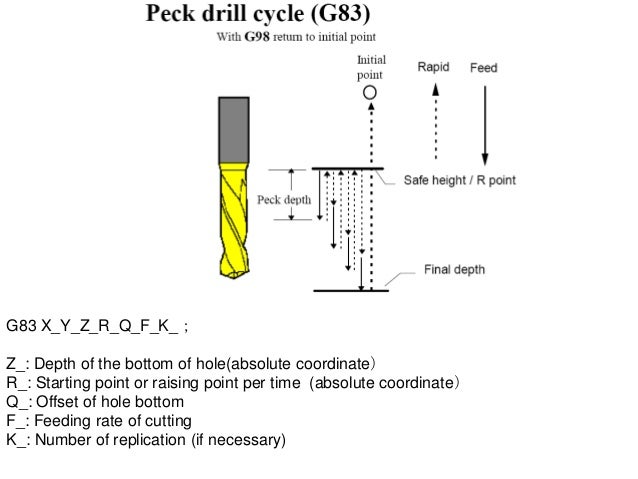
Цикл сверления G83 Peck (глубокое сверление) для Fanuc
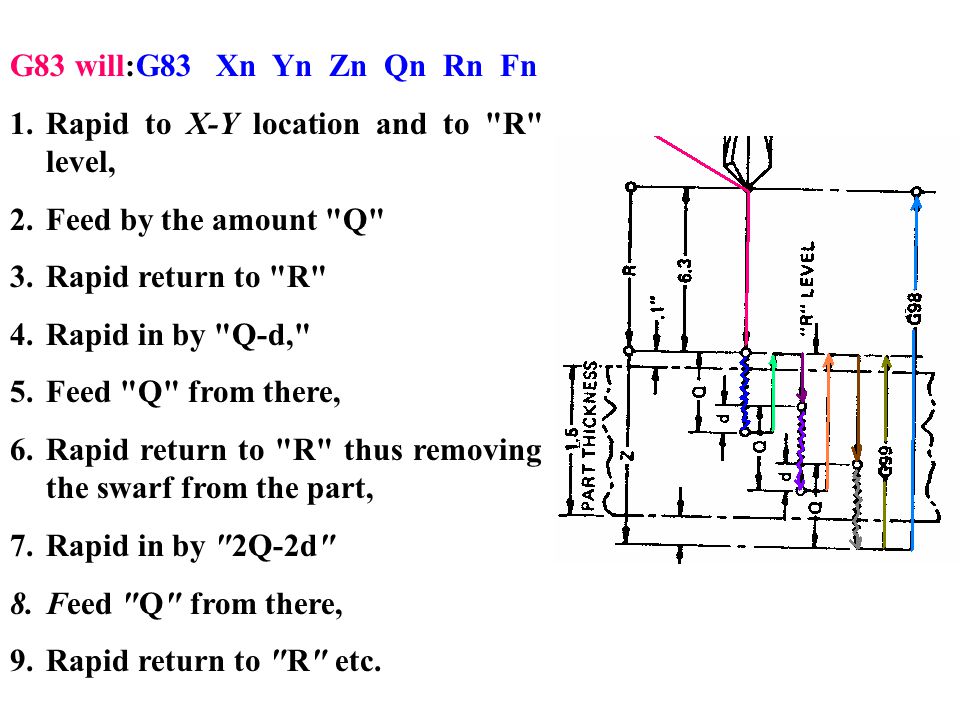
Цикл сверления глубоких отверстий G83 G-код является модальным, так что он активируется при каждом перемещении оси X и / или Y, и он будет быстро перемещаться в эту позицию, а затем выполняет этот постоянный цикл (сверление) снова, пока он не будет отменен (G80).
Поскольку G83 представляет собой цикл сверления с шагом сверления, глубина для каждого шага в цикле сверления G83 будет равна величине, определенной с помощью Q.
Инструмент принимает клевок (глубина Q).
Затем инструмент ускоряется до плоскости R после каждого клевка, а затем возвращается для следующего клевка до тех пор, пока не будет достигнута глубина Z.
Используйте G98 и G99 для расположения зазора по оси Z для позиционирования между отверстиями.
Формат цикла сверления
G83 X_ Y_ Z_ R_ Q_ F_ K_;
XY — Данные положения отверстия
Z — Глубина Z (подача на глубину Z, начиная с плоскости R)
R — Положение плоскости R
Q — Глубина резания для каждой подачи резания (глубина каждого выступа)
F — Скорость подачи при резании
K — Число повторов (при необходимости)
N1 T1 M06 N2 G90 G54 G00 X.3 Y.3 N3 S1200 M03 N4 G43 H01 Z1. M08 N5 G83 Z-1.5 Q.5 R.1 F10. N6 X1.2 Y1.2 N7 G80 G00 Z1. M09 N8 G91 G28 Z0. M05 N9 M30
 3 Y.3
N3 S1200 M03
N4 G43 H01 Z1. M08
N5 G83 Z-1.5 Q.5 R.1 F10.
N6 X1.2 Y1.2
N7 G80 G00 Z1. M09
N8 G91 G28 Z0. M05
N9 M30
3 Y.3
N3 S1200 M03
N4 G43 H01 Z1. M08
N5 G83 Z-1.5 Q.5 R.1 F10.
N6 X1.2 Y1.2
N7 G80 G00 Z1. M09
N8 G91 G28 Z0. M05
N9 M30Пример цикла сверления G83 Peck
Цикл сверления G81 G83 Peck Drilling с G98 G99 Пример программы
Полная программа обработки деталей с ЧПУ, которая показывает, как G98 и G99 (уровень возврата постоянного цикла) работают с циклом сверления G81 и G83 для сверления компонента, имеющего разную высоту.
G98 G99 Резюме
G98 и G99 — это модальные команды, которые изменяют способ работы постоянных циклов (G81, G83 и т. д.).
Когда G98 активен, ось Z вернется в начальную позицию (начальную плоскость), когда она завершит одну операцию.
Когда G99 активен, ось Z будет возвращена в точку R (плоскость), когда постоянный цикл завершит одно отверстие. Затем машина перейдет к следующему отверстию.
Рабочий цикл сверления G81 — уровень возврата G98 G99Цикл сверления G81 G83 с G98 G99 G-код Пример программы
N10 M06 T01 N20 G90 G00 X10 Y30 Z12 S1000 M03 N30 G99 G81 X10 Y30 Z-17 R2 F75 (Отверстие 1) N40 Y10 (Отверстие 2) N50 X30 (Отверстие 3) N60 Y30 (Отверстие 4) N70 G98 X90 (Отверстие 5) N80 G99 Y10 (отверстие 6) N90 X110 (отверстие 7) N100 G98 Y30 (отверстие 8) N110 G91 G80 G28 X0 Y0 Z0 M05 N120 M06 T02 N130 G90 G00 X60 Y28 Z12 S750 M03 N140 G99 G83 X60 Y28 Z-17 Q6 R2 F60 (отверстие 9) N150 G98 Y12 (отверстие 10) N160 G91 G80 G28 X0 Y0 Z0 M05 N170 M30
Пояснение
N10- Замена инструмента (M06) на инструмент №1
N20- Ускоренный ход до X10 Y30 Z12, шпиндель запущен по часовой стрелке (M03) с 1000 об / мин (S1000).
N30- Сверление начинается (G81) в X10 Y30 с режущей подачей (F75) сверло отводится в R-плоскость после операции сверления.
N40- Следующая позиция сверления Y10 (поскольку G99 является модальным, сверло при коде G, будет отводиться в плоскость R до тех пор, пока не будет задано G98).
N50- Следующее сверление на X30.
N60- Сверло на Y30
N70- Просверлить по X90 и отвести в исходную плоскость.
N80- Просверлить по Y10 и отвести до R-плоскости.
N90- Сверло на X110
N100- Просверлить по Y30 и отвести в исходную плоскость.
N110- Цикл сверления отменен (G80), возврат в референтную точку (G28) для смены инструмента, остановка шпинделя (M05).
N120- Смена инструмента (M06) на инструмент номер 2.
N130- Ускоренный переход к X60 Y28 Z12, пуск шпинделя на 750 об / мин (S750) по часовой стрелке (M03).
N140- G83 Сверление с шагом сверления начинается с X60 Y28, глубина сверления составляет Z-17, а размер шага сверла составляет Q6, подача сверления составляет F60
N150- Следующее глубокое сверление на Y12 (возврат в исходную точку).
N160- G83 Цикл сверления с шагом сверления отменен с помощью G80, инструмент вернулся в референтную точку (G28), шпиндель остановлен (M05).
N170- Конец программы обработки детали с возвратом к началу программы (M30)
Коды G и M
| Код | Описание |
|---|---|
| Т | Инструмент № использовал. |
| M06 | Команда смены инструмента. |
| G90 | Абсолютные координаты |
| G00 | Быстрый ход |
| S | Скорость вращения шпинделя |
| M03 | Вращение фрезы по часовой стрелке |
| M08 | Охлаждающая жидкость включена. |
| G81 | Цикл сверления Fanuc. |
| G83 | Цикл сверления Fanuc Peck. |
| G98 | Возврат к исходной точке в постоянном цикле. |
| G99 | Возврат к точке R в постоянном цикле. |
| F | Скорость подачи. |
| G80 | Отмена стандартного цикла. |
| M09 | Охлаждающая жидкость отключена. |
| G28 | Возврат в исходное положение. |
| G91 | Инкрементальное (относительное) программирование. |
| M05 | Остановка вращения фрезы. |
| M30 | Завершение программы обработки ЧПУ с возвратом к началу программы. |
Цикл сверления G83 Peck для ЧПУ Haas
Цикл сверления G83 Peck
Система ЧПУ Haas дает нам больше гибкости при работе с глубоким сверлением отверстий (G83).
Haas CNC имеет два формата цикла сверления G83 с глубоким отверстием.
Первый и широко используемый формат аналогичен формату управления ЧПУ Fanuc, как указано выше.
Формат постоянного цикла сверления G83 Peck — Опции IJK
Цикл сверления G83 Peck с опциями IJK
Цикл сверления G83 Peck с опциями IJK
G83 X_ Y_ Z_ I_ J_ K_ R_ F_;
XY — данные положения отверстия
Z — глубина Z (подача на глубину Z, начиная с плоскости R)
R — положение плоскости R
I — размер первой глубины резания
J — величина уменьшения глубины резания при каждом проходе
K — минимальная глубина резания
F — Скорость подачи при резке. Первый проход будет врезаться на I, каждый последующий проход будет уменьшаться на величину J, а минимальная глубина резания — K.
Настройка цикла сверления глубоких отверстий с ЧПУ Haas G83
Настройка 22 — По мере того, как инструмент углубляется в отверстие, с каждым клеванием он ускоряется до R-плоскости, а затем возвращается на постоянное заданное расстояние над дном отверстия, которое было создано предыдущим клеванием. Это указанное расстояние определяется в настройке 22.
Это указанное расстояние определяется в настройке 22.
Циклы сверления G73, G81, G82, G83
ЧПУ Fanuc предлагает возможность использования 4-х циклов сверления: два цикла глубокого сверления и два цикла сверления с однократным проходом. Каждый цикл сверления предлагает определенные возможности. Программист выбирает соответствующий цикл в зависимости от требований к выполняемой операции.
В цикле глубокого сверления ось Z реверсируется с определенными интервалами для обеспечения нужного удаления стружки. Обязанность программиста обеспечить выполнение запрограммированных параметров и последующее достаточное устранение стружки во время операции сверления.
В цикле с однократным проходом сверления ось Z выполняет непрерывное перемещение для сверления заготовки. Программист обязан гарантировать, что запрограммированные параметры обеспечивают выполнение цикла без перегрузки инструмента. Ось Z реверсируется после завершения сверления отверстия.
Способ программирования циклов сверления изменяется в зависимости от того, какое программирование используется – абсолютное (G90) или инкрементное (G91). Все типовые программы в этой главе подразумевают абсолютное программирование. Положение инструмента в конце каждого цикла сверления управляется программой обработки детали с помощью команды G98 или G99.
Все типовые программы в этой главе подразумевают абсолютное программирование. Положение инструмента в конце каждого цикла сверления управляется программой обработки детали с помощью команды G98 или G99.
Команда G98 или G99 может быть активизирована перед выполнением цикла сверления или в том же информационном блоке цикла сверления. G98 подается инструменту для его отвода в начальную точку цикла, когда он завершен. G98 – модальная команда и остается действующей до ее отмены командой G99. G99 подается инструменту для его отвода в точку возврата, когда цикл сверления завершен. G99 – модальная команда и остается действующей до ее отмены командой G98.
Отмена циклов сверления
Циклы сверления ДОЛЖНЫ быть отменены сразу после завершения. Если цикл сверления не отменен и подана команда на перемещение оси, то оси будут перемещаться в новое положение координат и выполнять активный цикл сверления. Запрограммируйте команду G80 отдельно в каждом информационном блоке немедленно после последнего действующего блока. Блок команды G80 появляется сразу после информационного блока, дающего команду на цикл сверления, ЗА ИСКЛЮЧЕНИЕМ сверления нескольких отверстий.
Блок команды G80 появляется сразу после информационного блока, дающего команду на цикл сверления, ЗА ИСКЛЮЧЕНИЕМ сверления нескольких отверстий.
Циклы глубокого сверления
G73 и G83 используют приращения постоянной глубины для расстояния подачи на резку. Цикл G73 называется “высокоскоростным” из-за короткого расстояния отвода после каждого прохода. Для сравнения – Цикл G83 отводит сверло в точку возврата после каждого прохода. Каждый из этих циклов имеет свои преимущества и должен быть выбран в соответствии с требованиями к операции.
Параметры циклов
G73 или G83 X Y Z R Q F К
X, Y = координаты положения отверстия.
Z = расстояние от точки R до дна отверстия.
R = расстояние от точки старта цикла до начальной точки сверления.
Q = шаг сверления по оси Z (глубина резания за проход).
F = скорость рабочей подачи.
К = количество повторных сверлений в случае симметрично расположенных отверстий.
При выполнении цикла G73 мы имеем следующую последовательность перемещений по оси Z рис. 10.
10.
1. Быстрый перевод сверла в начальную точку.
2. Из начальной точки сверло быстро перемещается в точку возврата.
3. Сверло подается в значение “Q”.
4. Сверло быстро поднимается на одно приращение отвода.
5. Сверло подается в значение “Q+ Приращение отвода”.
6. Пункты 4-5 повторяются до последнего прохода. На последнем проходе сверло подается на окончательную глубину отверстия, затем быстро отводится в начальную точку или в точку возврата в зависимости от того, какая команда активна G98 или G99.
Рис. 10. Цикл высокоскоростного сверления с периодическим выводом сверла G73
При выполнении цикла G83 последовательность перемещения оси Z следующая рис. 11.
1. Сверло быстро перемещается в начальную точку.
2. Из начальной точки сверло быстро перемещается в точку возврата.
3. Сверло подается в значение “Q”.
4. Сверло быстро подается в точку возврата.
5. Быстрое перемещение сверла (вниз) в точку “Быстрая подачи”.
6. Сверло подается в “Q+ Быстрая подача”
7. Пункты 4-6 повторяются до последнего прохода. На последнем проходе сверло подается на окончательную глубину отверстия, затем быстро отводиться в начальную точку или точку возврата – в зависимость от того, какая команда активна, G98 или G99.
Рис. 11. Цикл сверления с периодическим выводом сверла G83
Пример:
О0001 (DRILL)
N10 G21 G54;
N20 G40 G49 G80 G90; Активация абсолютного позиционирования
N30 T1 M6; (DRILL D15) Смена инструмента
N40 G43 h2; Активация коррекции на длину инструмента
N50 G00 X5. Y3.; Быстрое перемещение в положение XY
N60 S1500 M3; Включение вращения шпинделя по ЧС со скоростью 1500 об/мин
N70 G00 Z1. M8; Быстрое перемещение в начальное положение Z, выключение охлаждения
N80 G73 или G83 G98 Z-2.125 R.1 Q.5 F3.67; Установка режима G98, определение и выполнение цикла G73 или G83.
N90 G80; Отмена цикла
…………
Циклы сверления с однократным проходом
Циклы сверления за один проход, G81 и G82, выполняются примерно одинаково, за исключением запрограммированной остановки в нижней части отверстия в цикле G82. Цикл G81 обычно применяется при полностью сквозном сверлении через заготовку, рис. 12. Цикл G82 обычно применяется для сверления таких глухих отверстий из-за того, что программируемая остановка позволяет более осуществить более качественную очистку в нижней части высверливаемого отверстия рис. 13. Каждый цикл необходимо выбирать в зависимость от требований к операции.
Цикл G81 обычно применяется при полностью сквозном сверлении через заготовку, рис. 12. Цикл G82 обычно применяется для сверления таких глухих отверстий из-за того, что программируемая остановка позволяет более осуществить более качественную очистку в нижней части высверливаемого отверстия рис. 13. Каждый цикл необходимо выбирать в зависимость от требований к операции.
Рис. 12. Цикл сверления за один проход G81
Рис. 13. Цикл сверления за один проход с выдержкой времени G82
Параметры цикла
G81 X Y Z R F К
G82 X Y Z R Р F К
X, Y = координаты положения отверстия.
Z = расстояние от точки R до дна отверстия.
R = расстояние от точки старта цикла до начальной точки сверления.
Р = выдержка времени у дна отверстия.
F = скорость рабочей подачи.
К = количество повторных сверлений в случае симметрично расположенных отверстий.
Пример:
О0001 (DRILL)
N10 G21 G54;
N20 G40 G49 G80 G90; Активация абсолютного позиционирования
N30 T1 M6; (DRILL D15) Смена инструмента
N40 G43 h2; Активация коррекции на длину инструмента
N50 G00 X5. Y3.; Быстрое перемещение в положение XY
Y3.; Быстрое перемещение в положение XY
N60 S1500 M3; Включение вращения шпинделя по ЧС со скоростью 1500 об/мин
N70 G00 Z1. M8; Быстрое перемещение в начальное положение Z, выключение охлаждения
N80 G81 G98 Z-2.125 R.1 F3.67; Установка режима G98, определение и выполнение цикла G73 или G83.
или
N80 G82 G98 Z-2.125 R.1 Р500 F3.67; Установка режима G98, определение и выполнение цикла G73 или G83.
N90 G80; Отмена цикла
…………
Сверление нескольких отверстий
Все циклы, описанные выше, можно использовать для сверления нескольких отверстий. Цикл сверления остается действующим до отмены командой G80. Когда дана команда на выполнение цикла сверления, остается только запрограммировать положения X и Y в последовательных информационных блоках для того, чтобы дать команду станку выполнить сверление в каждом положении. Команда G80 программируется после завершения сверления всех отверстий для данного инструмента.
Пример:
О0001 (…..)
N10 G21 G54;
N20 G40 G49 G80 G90; Активация абсолютного позиционирования
N30 T1 M6; (DRILL D15) Смена инструмента
N40 G43 h2; Активация коррекции на длину инструмента
N50 S1200 M3; Включение вращения шпинделя по ЧС со скоростью 1200 об/мин
N60 G00 X.5 Y-3.; Быстрое перемещение в положение XY, включение охлаждения
N70 G82 G98 Z-3.265 R.1 P500 F3.67; Установка режима G98, определение и выполнение цикла G82 и сверление отверстия #1.
N80 Y-6.; Сверление отверстия #2
N90 Y-9.; Сверление отверстия #3
N100 X6.125; Сверление отверстия #4
N110 Y-6.; Сверление отверстия #5
N120 Y-3.; Сверление отверстия #6
N130 X10.75 Сверление отверстия #7
N140 Y-6.; Сверление отверстия #8
N150 Y-9.; Сверление отверстия #9
N160 G80; Отмена цикла
N170 G91 G28 X0 Y0 Z0;
N180 M9 M5;
N190 М1;
N200 G40 G49 G80 G90;
N210 G21 G54;
N220 T2 M6; (DRILL D22) Смена инструмента
N230 G43 h3; Активация коррекции на длину инструмента
N240 S950 M3; Включение вращения шпинделя по ЧС со скоростью 950 об/мин
N250 G00 X4. Y-1.5 М8; Активизирование абсолютного позиционирования, быстрое перемещение в положение XY, включение охлаждения
Y-1.5 М8; Активизирование абсолютного позиционирования, быстрое перемещение в положение XY, включение охлаждения
N260 G81 G99 Z-2.814 R.1 F3.3; Установка режима G99, Определение и выполнение цикла G81 и сверление отверстия #10
N270 Y-6.; Сверление отверстия #11
N280 Y-10.5; Сверление отверстия #12
N290 X8.25; Сверление отверстия #13
N300 Y-6.; Сверление отверстия #14
N310 Y-1.5; Сверление отверстия #15
N320 G80; Отмена цикла
N330 G91 G28 X0 Y0 Z0;
N340 M9 M5;
N350 М30;
Обработка с ЧПУ | Что не так с этим циклом клевания?? (Fanuc 0i — токарный станок Doosan) | Практик-механик
Ez_DuzIt123
Пластик
#1
У меня есть простая деталь, в которой я сверлю отверстия, и по какой-то причине она хочет просверлить только самое первое отверстие в постоянном цикле. Остальные отверстия сверлятся без проколов. Единственным способом проклевать все дыры было добавление значения Q к каждой строке постоянного цикла. Это правильно или я что-то пропустил здесь? Вот код:
Остальные отверстия сверлятся без проколов. Единственным способом проклевать все дыры было добавление значения Q к каждой строке постоянного цикла. Это правильно или я что-то пропустил здесь? Вот код:
Код:
N3 (ТЕХНИЧЕСКАЯ ОБРАБОТКА ОТВЕРСТИЙ) G0 G17 G40 G80 G97 G98 G54 G0 G28 U0 V0 T1111 (сверло .377) М35 G97 S2000 M3 P12 М8 М90 С0. Z.1 X-.43218 Y-.44871 G18 G83 Z-.98965 R0 Q3000 F35. Х.43218 X.97109 Y-.11082 X.77875 Y.31052 Х0 Y.49803 X-.77875 Y.31052 X-.97109 Y-.11082 G80
13 двигателей
Нержавеющая сталь
#2
У меня есть 18i на Mori и да… Q в каждой строке. Меня тоже удивил.
Дуглас Дж. Риццо
Титан
#3
Ez_DuzIt123 сказал:
У меня есть простая деталь, в которой я просверливаю отверстия, и по какой-то причине она хочет проклевать только самое первое отверстие в постоянном цикле. Остальные отверстия сверлятся без проколов. Единственным способом проклевать все дыры было добавление значения Q к каждой строке постоянного цикла. Это правильно или я что-то пропустил здесь? Вот код:
Код:
N3 (TECH MILL HOLE MACHINING) G0 G17 G40 G80 G97 Г98 G54 G0 G28 U0 V0 T1111 (сверло .377) М35 G97 S2000 M3 P12 М8 М90 С0. Z.1 X-.43218 Y-.44871 G18 G83 Z-.98965 R0 Q3000 F35. Х.43218 X.97109 Y-.11082 X.77875 Y.31052 Х0 Y.49803 X-.77875 Y.31052 X-.97109 Y-.11082 G80
Нажмите, чтобы развернуть…
Я бы использовал зажим M89, а также поставил «Q3000 M89» на каждую линию.
Буква «Q» в каждой строке указана правильно.
Раньше я был координатором обучения и инженером по приложениям в Doosan. Если вам нужны учебные пособия для класса, напишите мне в личку.
альфонсо
Титан
#4
Не знаю, будет ли это иметь значение, но мы делаем вот что:
G83 G98 Z-. 98965 R0 Q3000 F35.
98965 R0 Q3000 F35.
Пробивает все отверстия без добавления Q в каждой строке.
18мс 0м, 0-мат-м
13 двигателей
Нержавеющая сталь
#5
Альфонсо сказал:
Я не знаю, будет ли это иметь какое-то значение, но вот что мы делаем:
G83 G98 Z-.98965 R0 Q3000 F35.
Пробивает все отверстия без добавления Q в каждой строке.
18мс 0м, 0-мат-м
Нажмите, чтобы развернуть…
Это модели управления мельницей. Он на токарном станке. Имеет значение. Просто говорю… 🙂
Он на токарном станке. Имеет значение. Просто говорю… 🙂
тонимор
Алюминий
#6
Я просто рад, что я не единственный, кто попался на этом.
альфонсо
Титан
#7
13engines сказал:
Это модели управления мельницей.
Он на токарном станке. Имеет значение. Просто скажу… 🙂
Нажмите, чтобы развернуть…
Вы ожидаете, что я проснусь в 10 утра? Пропустил ссылку на токарный станок. Посмотрел сверление в моем руководстве по 0T, и там, ясно как день, Q в каждой строке. В мою защиту, однако, руководство также перечисляет G98/G99 с примерами.
Дуглас Дж. Риццо
Титан
#8
Альфонсо сказал:
Вы ожидаете, что я проснусь в 10 утра? Пропустил ссылку на токарный станок. Посмотрел сверление в моем руководстве по 0T, и там, ясно как день, Q в каждой строке.
В мою защиту, однако, руководство также перечисляет G98/G99 с примерами.
Нажмите, чтобы развернуть…
G98 — режим IPM, G99 — режим IPR на токарном станке.
Я бы этого не делал.
альфонсо
Титан
#9
DouglasJRizzo сказал:
G98 — режим IPM, G99 — режим IPR на токарном станке.
Я бы этого не делал.Нажмите, чтобы развернуть…
Но, но… но… в моем руководстве GFZ-61394E/08 показано G98 (ВОЗВРАТ НА ИСХОДНЫЙ УРОВЕНЬ) G99 (ВОЗВРАТ НА УРОВЕНЬ ТОЧКИ R) с иллюстрациями.
Хорошо, система A: G98/G99 IPM/IPR, система B и C: G94/G95 IPM/IPR, система A, похоже, не может обрабатывать возврат к начальному состоянию/возврат к R.
Делает ли это оба из нас правильно??
синха
Титан
#10
Альфонсо сказал:
Но, но… но… в моем руководстве GFZ-61394E/08 показано G98 (ВОЗВРАТ НА ИСХОДНЫЙ УРОВЕНЬ) G99 (ВОЗВРАТ НА УРОВЕНЬ ТОЧКИ R) с иллюстрациями.
Хорошо, система A: G98/G99 IPM/IPR, система B и C: G94/G95 IPM/IPR Система A, похоже, не может обрабатывать возврат в исходное положение/возврат к R.
Значит ли это, что мы оба правы??
Нажмите, чтобы развернуть…

В системе А отвод осуществляется до точки R или начального уровня, в зависимости от параметра.
синха
Титан
#11
Дополнительная информация (скопировано из моей книги)…
Окончательный отвод после обработки отверстия
Существует некоторая разница в том, как эти циклы управляются и ведут себя в разных системах G-кода. Описание здесь относится к системе A. Циклы системы-B и системы-C аналогичны постоянным циклам на фрезерных станках с возможностью выбора между отводом в точке R и отводом на начальном уровне с помощью G99 и G98 соответственно. В системе A окончательный отвод осуществляется до начального уровня, если для параметра 5161#1 установлено значение 0 (значение по умолчанию). Когда этот параметр установлен на 1, окончательный отвод осуществляется до точки R.
В системе A окончательный отвод осуществляется до начального уровня, если для параметра 5161#1 установлено значение 0 (значение по умолчанию). Когда этот параметр установлен на 1, окончательный отвод осуществляется до точки R.
Дуглас Дж. Риццо
Титан
#12
Альфонсо сказал:
Но, но… но… в моем руководстве GFZ-61394E/08 показано G98 (ВОЗВРАТ НА ИСХОДНЫЙ УРОВЕНЬ) G99 (ВОЗВРАТ НА УРОВЕНЬ ТОЧКИ R) с иллюстрациями.
Хорошо, система A: G98/G99 IPM/IPR, система B и C: G94/G95 IPM/IPR Система A, похоже, не может обрабатывать возврат к исходному состоянию/возврат к R.
Делает ли это оба из нас правильно??
Нажмите, чтобы развернуть…
Ваш Doosan настроен на использование системы G-кода A, поэтому в вашем случае, если вы ничего не изменили, G98 — это IPM, а G99 — это IPR.
Команды начального уровня и уровня R НЕ присутствуют в системе G-кода A на токарных станках. Ваше руководство было бы правильным для МЕЛЬНИЦЫ.
альфонсо
Титан
№13
DouglasJRizzo сказал:
Ваш Doosan настроен на использование системы G-кода A, поэтому в вашем случае, если вы ничего не изменили, G98 — это IPM, а G99 — это IPR.
Команды начального уровня и уровня R НЕ присутствуют в системе G-кода A на токарных станках. Ваше руководство было бы правильным для МЕЛЬНИЦЫ.Нажмите, чтобы развернуть…
Я думаю, вы имеете в виду токарный станок ОП, а не мой. Мой токарный станок, а не Doosan, настроен на систему B.
Дуглас Дж. Риццо
Титан
№14
Альфонсо сказал:
Думаю, вы имеете в виду токарный станок ОП, а не мой. Мой токарный станок, а не Doosan, настроен на систему B.
Нажмите, чтобы развернуть…
Да, конечно, извините.
Мой токарный станок Mori Seiki также настроен на систему G-кода «B», поэтому G98/G99 будет работать как фрезерный станок.
Список M-кодов/G-кодов — Информационный центр TIE
Список M-кодов/G-кодов
Ниже вы найдете список общих кодов, которые используют многие строители. Помните, что все машины могут быть настроены по-разному, и приведенный ниже список может не полностью соответствовать вашей машине. Если на самом деле, практически все M-коды выше M79будет варьироваться от застройщика к застройщику. Пожалуйста, не забудьте связаться с производителем вашего станка, чтобы убедиться в этом.
Типичная команда G для обрабатывающего центра
- (G — коды написаны Fanuc)
- G00 Перемещает инструмент с ускоренным ходом (не обязательно по прямой)
- G01 Перемещает инструмент с заданной скоростью подачи
- G02 Перемещает инструмент по дуге по часовой стрелке
- G03 Перемещает инструмент по дуге против часовой стрелки
- G04 Задает время задержки в секундах или оборотах шпинделя
- G10 Установка данных
- G11 Отмена режима установки данных
- G17 Устанавливает движение оси в плоскостях осей X и Y
- G18 Устанавливает движение оси в плоскостях осей X и Z
- G19 Устанавливает движение оси в осях Y и Z плоскости
- G20 Значения в дюймах
- G21 Значения в миллиметрах
- G28 Возврат в референтную позицию
- G30 Вторая референтная позиция
- G33 Нарезание резьбы
- G40 Отмена коррекции на инструмент
- G41 Компенсация резака влево
- G42 Компенсация резака справа
- G43 Длина инструмента.
 Использовать смещение рабочей смены #2
Использовать смещение рабочей смены #2 - G56 Использовать смещение рабочей смены #3
- G57 Использовать смещение рабочей смены #4
- G58 Использовать смещение рабочей смены #5
- G59 Использовать смещение рабочей смены #6
- G60 Single direction positioning
- G65 Macro call
- G66 Macro modal call
- G67 Macro modal call cancel
- G73 Peck drilling cycle
- G76 Fine boring cycle
- G80 Canned cycle cancel
- G81 Drilling cycle or spot boring цикл
- G82 Цикл сверления или цикл зенкерования
- G83 Цикл сверления с засверливанием
- G84 Цикл нарезания резьбы
- G85 Цикл растачивания
- G86 Цикл растачивания
- G87 Back boring cycle
- G88 Boring cycle
- G89 Boring cycle
- G90 Absolute measurements
- G91 Incremental measurements
- G94 Feed per minute
- G95 Feed per revolution of the spindle
- G96 Constant surface speed control
- G97 Отмена управления постоянной скоростью поверхности
- G98 Возврат в исходную точку в постоянном цикле
- G99 Возврат в точку R в постоянном цикле
Типичные М-команды для обрабатывающего центра
- M00 Программа Стоп
- M01 Дополнительная остановка
- M02 End of Program
- M03 Spindle на часовой стрелке
- M04 Spindle на противозачаточной часовой стрелке
- M05 Stop
- M06.
 off
off - M10 Зажать
- M11 Разжать
- M30 Конец программы и вернуться к началу программы
- M98 Вызов подпрограммы
- M99 Конец подпрограммы
Типовые команды MDI
М06 Т12; Выполняет замену инструмента на инструмент номер 12
S1000 M03; Вращает шпиндель по часовой стрелке до 1000 об/мин.
G01 X10.5 F10.0: Перемещает ось X в положение 10,5 со скоростью подачи 10,0
G00 X……. Y…….. Z…….. ;
G00 Ускоренное перемещение
X….. Адрес оси X
Y….. Адрес оси Y
Z….. Адрес оси Z
G01 X……. Y…….. Z…….. F……. ;
G01 Движение по прямой
X….. Адрес оси X
Y….. Адрес оси Y
Z….. Адрес оси Z
F….. Скорость подачи
G02 X……. Ю…….. З…….. Я……. Дж…….. К…….. Ф……. ;
G02 Движение по круговой траектории по часовой стрелке
X….. Адрес оси X
Y….. Адрес оси Y
Z….. Адрес оси Z
I ….. Адрес оси I
J….. Адрес оси J
K ….. Адрес оси K
F…. . Скорость подачи
. Скорость подачи
G03 X……. Ю…….. З…….. Я……. Дж…….. К…….. Ф……. ;
G03 Движение по круговой траектории против часовой стрелки
X….. Адрес оси X
Y….. Адрес оси Y
Z….. Адрес оси Z
I ….. Адрес оси I
J….. Адрес оси J K….. Адрес оси K
F….. Скорость подачи
G04 X….… ;
G04 Пауза в работе станка
X….… (Укажите время/скорость шпинделя с десятичной точкой)
G04 P….… ; (Укажите время без десятичной точки)
G04 Пауза в работе станка
P….… (Укажите время/скорость шпинделя без десятичной точки)
G28 G90 X10.0 Y3.0 ;
G28 Возврат к референтной точке
G90 Абсолютное позиционирование
X10.0 Положение оси X
Y3.0 Положение оси Y
Эта последовательность команд может использоваться для перемещения инструмента сначала из точки A в
АБСОЛЮТНУЮ координату, а затем для перемещения инструмента в нулевую опорную точку.
Г28 Г91 Х-4.0 У-3.0 ;
G28 Возврат к референтной точке
G91 Инкрементальное позиционирование
X-4.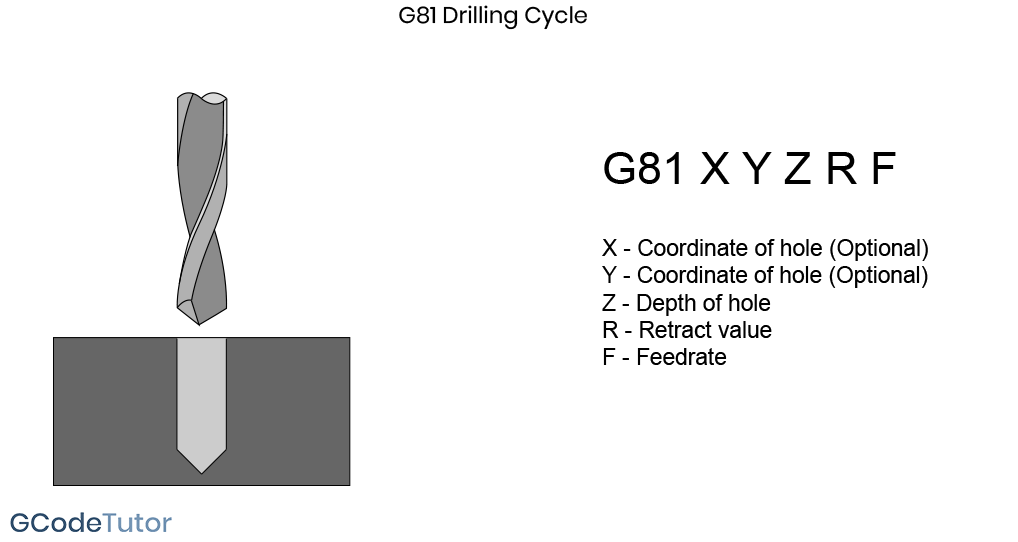 0 Местоположение оси X
0 Местоположение оси X
Y-3.0 Местоположение оси Y
Эта последовательность команд может использоваться для выполнения инкрементного перемещения из точки A
, затем перемещения инструмента в референтную точку Ноль
G28 G91 X0.0 Y0.0 ;
Эта линия вернет инструмент обратно в референтную позицию прямо из текущего местоположения
.
G41 Д…. ИКС …… ;
Коррекция резца G41 слева
D….. Назначает номер коррекции радиуса
X…. перемещение по оси X
G42 D….… X …… ;
Корректировка резца G42 справа
D….. Назначает номер смещения радиуса
X…. перемещение по оси X
G40 X….. ;
G40 Cancel Cutter Comp
X….. Отменяет Comp на пути сюда
G43 H…. З …… ;
G43 Добавить величину смещения
H….. Номер смещения
Z…. перемещение по оси Z
G44 H… Z …… ;
G44 Вычесть величину смещения
H….. Номер смещения
Z…. перемещение по оси Z
G49 H….. Z…… ;
G49 Отмена смещения
h23 Назначает номер смещения 13
Z0.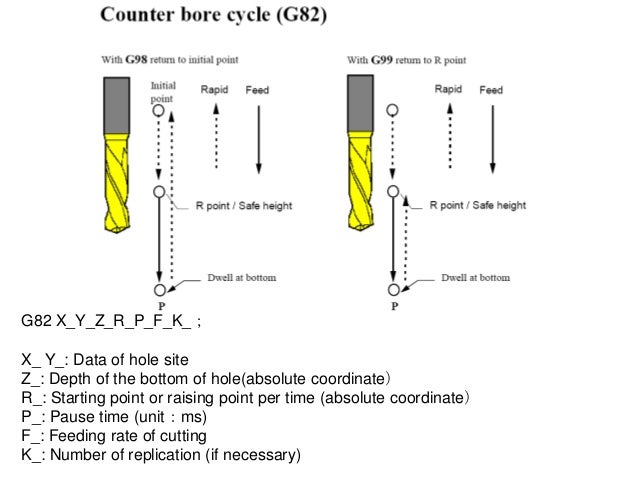 0 Перемещение оси Z к нулю
0 Перемещение оси Z к нулю
G65 P……. Л…….. ;
G65 Вызов макроса (модальный)
P….. Номер макропрограммы
L….. Количество повторений
G66 P……. ;
G66 Вызов макроса (немодальный)
P….. Программа макроса номер
G73 Х……. Ю…….. З…….. Р……. В…….. Ф…….. К……. ;
G73 Цикл высокоскоростного сверления
X….. Адрес оси X
Y….. Адрес оси Y
Z….. Адрес Z положение дна отверстия
R ….. Плоскость отвода
Q….. Расстояние для каждого ход
F….. Скорость подачи
K….. Количество повторов
G74 X……. Ю…….. З…….. Р……. П…….. Ф…….. К……. ;
G74 Цикл левостороннего нарезания резьбы метчиком
X….. Адрес оси X
Y….. Адрес оси Y
Z….. Адрес Z расположение дна отверстия
Р …. Плоскость отвода
F….. Скорость подачи
K….. Количество повторов
G76 X……. Ю…….. З…….. Р……. В…….. П…….. Ф…….. К……. ;
G76 Цикл чистового растачивания
X….. Адрес оси X
Y….. Адрес оси Y
Адрес оси Y
Z….. Адрес Z положение дна отверстия
R ….. Плоскость отвода
Q….. Расстояние для каждого шага отвода
P….. Время пребывания на дне отверстия
F….. Скорость подачи
K….. Количество повторов
G81 X……. Ю…….. З…….. Р……. Ф…….. К……. ;
G81 Цикл точечного сверления
X….. Адрес оси X
Y….. Адрес оси Y
Z….. Адрес Z расположение дна отверстия
R ….. Плоскость отвода
F….. Скорость подачи
K….. Количество повторений
G82 Х……. Ю…….. З…….. Р……. П…….. Ф…….. К……. ;
G82 Цикл сверления Цикл встречного растачивания
X….. Адрес оси X
Y….. Адрес оси Y
Z….. Адрес Z положение дна отверстия
R ….. Плоскость отвода
P….. Время ожидания в дно отверстия
F….. Скорость подачи
K….. Количество повторов
G83 Х……. Ю…….. З…….. Р……. В…….. Ф…….. К……. ;
G83 Цикл сверления с периодическим сверлением
X….. Адрес оси X
Y….. Адрес оси Y
Z….. Адрес Z положение дна отверстия
R ….
Всего комментариев: 0