Управляющая программа: Управляющая программа чпу: основы построения
Содержание
Управляющая программа — обработка — деталь
Cтраница 1
| Общая конфигурация системы машинного числового программного управления ( МЧПУ.
[1] |
Управляющая программа обработки детали вначале вводится аналогичным образом. Для ввода управляющей программы в систему до сих пор чаще всего служат устройства считывания с перфоленты. Однако в традиционных СЧПУ цикл считывания с перфоленты повторяется для каждой новой детали партии. В случае же МЧПУ управляющая программа вводится с перфоленты только один раз, после чего хранится в памяти ЭВМ. Таким образом, устройство считывания используется лишь для первоначальной загрузки программы обработки детали и соответствующих данных. По сравнению с обычными СЧПУ системы МЧПУ обладают большей гибкостью и повышенными вычислительными возможностями. Новые варианты функционирования системы можно ввести в устройство МЧПУ, просто заменив программу его работы. Благодаря возможности перепрограммирования ( это касается как управляющих программ обработки деталей, так и вариантов управления системой) МЧПУ часто называют гибкопрограммируемым ЧПУ.
Благодаря возможности перепрограммирования ( это касается как управляющих программ обработки деталей, так и вариантов управления системой) МЧПУ часто называют гибкопрограммируемым ЧПУ.
[2]
Управляющая программа обработки детали преобразуется в последовательность действий станка посредством входного носителя, на котором записана эта программа, и устройства управления, которое транслирует информацию, закодированную на входном носителе. Управляющее устройство и входной носитель должны быть совместимы между собой, т.е. необходимо, чтобы управляющее устройство могло читать те символы, которыми закодирована программа обработки детали на входном носителе. Наиболее распространенный входной носитель-перфолента.
[3]
Язык APT для составления управляющих программ обработки деталей на станках с ЧПУ был создан примерно 20 лет назад. Вначале он разрабатывался применительно к фрезерованию, но в последующие годы был модифицирован и развит так, что теперь пригоден и для других производственных операций. Многие концепции, принятые в языке APT для определения геометрии объектов, были использованы при разработке современной технологии геометрического моделирования в САПР / АПП.
Многие концепции, принятые в языке APT для определения геометрии объектов, были использованы при разработке современной технологии геометрического моделирования в САПР / АПП.
[4]
Запоминающее устройство большой емкости, где хранятся управляющие программы обработки деталей на станках с ЧПУ.
[5]
Существует два способа реализации системы автоматизированного формирования управляющих программ обработки деталей.
[6]
Для группового управления станками с ЧПУ разрабатываются и приводятся в действие управляющие программы обработки деталей, в том числе создается и ведется библиотека управляющих программ ( БУП), принимаются и обрабатываются запросы от станков с ЧПУ; выдаются коды управляющих программ обработки деталей; контролируется выполнение последовательности и количества операций по обработке деталей на станках с ЧПУ; проводится обмен информацией с системой организационно-экономического управления цехом.
[7]
Схема гибкого автоматизированного производства.
[8] |
АСТПП включает не только инженерную подготовку производства ( разработку технологии и управляющих программ обработки деталей, проектирование оснастки и инструмента), но и автоматизированные участки изготовления средств оснащения производства.
[9]
Ручной ввод данных ( РВД) предусматривает ввод информации, относящейся к управляющей программе обработки деталей, с дисплейного пульта, установленного прямо у станка; тем самым исключена необходимость в использовании перфоленты. Процесс программирования обычно осуществляется оператором станка.
[10]
Рассмотрим пошаговую процедуру, используемую при формировании с помощью комплекса САПР / АПП управляющей программы обработки деталей на станках с ЧПУ. Ниже эта процедура будет проиллюстрирована примером. Все главные фирмы, выпустившие в продажу комплексы САПР / АПП, предлагают и пакеты для программирования процессов обработки деталей. Хотя характеристики этих программных пакетов меняются от производителя к производителю, они работают аналогично.
Хотя характеристики этих программных пакетов меняются от производителя к производителю, они работают аналогично.
[11]
Подход, основанный на применении САПР / АПП, обеспечивает несколько существенных преимуществ при составлении управляющих программ обработки деталей на станках с ЧПУ.
[12]
Для группового управления станками с ЧПУ разрабатываются и приводятся в действие управляющие программы обработки деталей, в том числе создается и ведется библиотека управляющих программ ( БУП), принимаются и обрабатываются запросы от станков с ЧПУ; выдаются коды управляющих программ обработки деталей; контролируется выполнение последовательности и количества операций по обработке деталей на станках с ЧПУ; проводится обмен информацией с системой организационно-экономического управления цехом.
[13]
Главной функцией системы МЧПУ является управление работой станка. Это предполагает преобразование команд управляющей программы обработки детали в соответствующие движения инструмента, реализуемое посредством сервосистемы, которая связана с ЭВМ интерфейсом. Возможность удобно вводить множество различных функций управления в такой программируемый контроллер является главным преимуществом МЧПУ.
Возможность удобно вводить множество различных функций управления в такой программируемый контроллер является главным преимуществом МЧПУ.
[14]
Модуль внешней памяти, выполненный в виде съемных кассет электронной памяти, расширяет объем ОЗУ. Этот модуль позволяет накапливать библиотеку отлаженных управляющих программ обработки деталей на ГПМ.
[15]
Страницы:
1
2
3
Способы написания управляющих программ к станкам с ЧПУ
Skip to content
Так как этот материал рассчитан на тех кто только знакомится с ЧПУ обработкой, объясним принципы работы и основные термины.
Для того, что бы ЧПУ станок обработал заготовку, ему необходим алгоритм, по которому он будет это делать. Такой алгоритм называется Управляющая Программа (УП).
Управляющая программа пишется на языке G-кодов (ISO 7-bit). G-код – это набор стандартных команд, которые поддерживают станки с ЧПУ. Эти команды содержат информацию, где и с какой скоростью двигать режущий инструмент, чтобы обработать деталь.
Передвижение режущего инструмента называется траекторией. Траектория инструмента в управляющей программе состоит из отрезков. Эти отрезки могут быть прямыми линиями, дугами окружностей или кривыми.
Точки пересечения таких отрезков называются опорными точками. В тексте управляющей программы выводятся координаты опорных точек.
Пример программы в G-кодах
| Текст программы | Описание |
|---|---|
| G17 G54 G90 | Задаем параметры: плоскость обработки, номер нулевой точки, абсолютные значения |
| T1 M6 | Вызов инструмента с номером 1 |
| M3 S8000 | Включение шпинделя – 8000 об/мин |
| G0 X-19 Y-19 | Ускоренное перемещение в точку X-19 Y-19 |
| G0 Z3 | Ускоренное перемещение на высоту по Z 3 мм |
| G1 ХЗ Y3 F600 | Линейное перемещение инструмента в точку ХЗ Y3 с подачей F = 600 мм/мин |
| G2 Х8 Y3 R8 | Перемещение инструмента по дуге радиусом 8 мм в точку X8 Y3 |
| М5 | Выключение шпинделя |
| МЗ0 | Завершение программы |
В этом материале мы рассмотрим 3 способа написания УП:
- Написание УП вручную
- Написание УП на стойке
- Написание УП в CAD/CAM системе
Написание управляющей программы к станку ЧПУ вручную
Для ручного программирования вычисляют координаты опорных точек и описывают последовательность перемещения от одной точки к другой.
 Так можно описать обработку простой геометрии, в основном для токарной обработки: втулки, кольца, гладкие ступенчатые валы. Делают это в текстовых редакторах, например в Блокноте Виндовс.
Так можно описать обработку простой геометрии, в основном для токарной обработки: втулки, кольца, гладкие ступенчатые валы. Делают это в текстовых редакторах, например в Блокноте Виндовс.
Плюсы
- Быстро
Это гораздо быстрее, чем остальными способами, при написании очень простых программ. - Канонично 🙂
Так писали УП 30 и 40 лет назад
Минусы
- Занимает много времени
Чем больше строк кода в программе, тем выше трудоемкость изготовления детали, тем выше себестоимость этой детали. Если в программе получается больше 70 строк кода, то лучше выбрать другой способ программирования. - Большой процент брака
Так как отсутствуют инструменты для проверки перед запуском, легко забыть добавить команду, что приведет к поломке детали либо станка. Нужна лишняя заготовка на внедрение, чтобы отладить управляющую программу и проверить на зарезы или недорезы.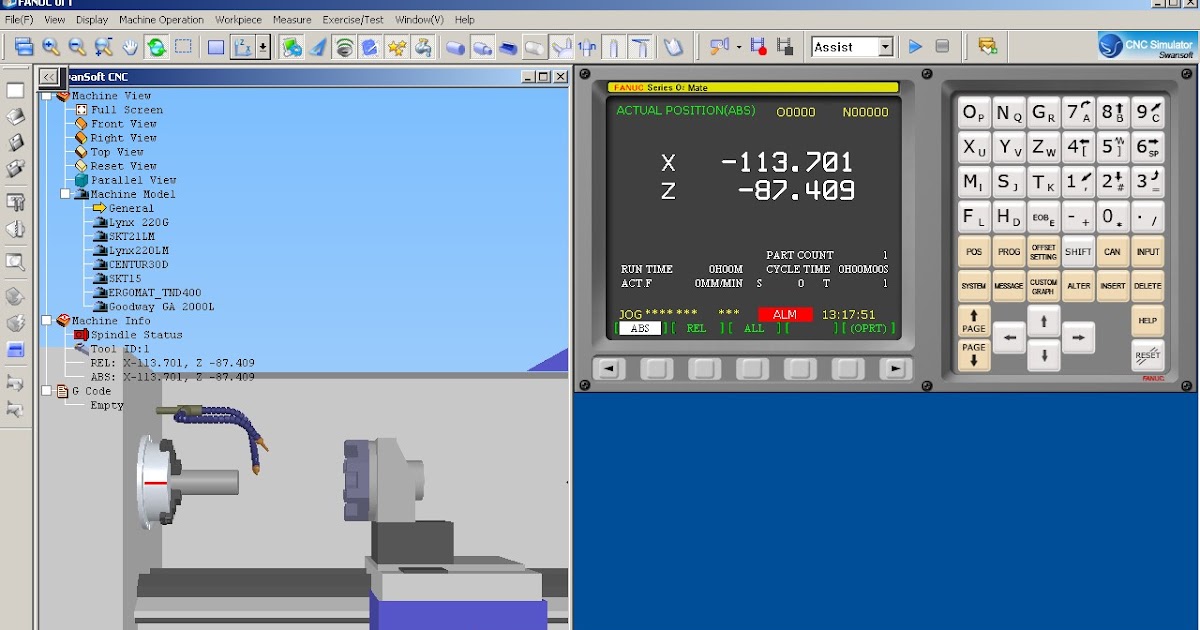
- Поломка оборудования или инструмента
Ошибки в тексте управляющей программы, помимо брака, также могут привести и к поломке шпинделя станка или инструмента.
Написание управляющей программы к станку ЧПУ на стойке ЧПУ
На стойке с ЧПУ программируют обработку детали в диалоговом режиме. Наладчик станка заполняет таблицу с условиями обработки. Указывает, какую геометрию обрабатывать, ширину и глубину резания, подходы и отходы, безопасную плоскость, режимы резания и другие параметры, которые для каждого вида обработки индивидуальны. На основе этих данных стойка с ЧПУ создает G-команды для траектории движения инструмента. Так можно программировать простые корпусные детали. Чтобы проверить программу, наладчик запускает режим симуляции на стойке с ЧПУ.
Плюсы
- Наглядность
Программа пишется прям на рабочем месте и, как правило, специалистом который и будет отслеживать ее выполнение на станке. - Быстрая модернизация УП
Нет необходимости передавать программу на ПК.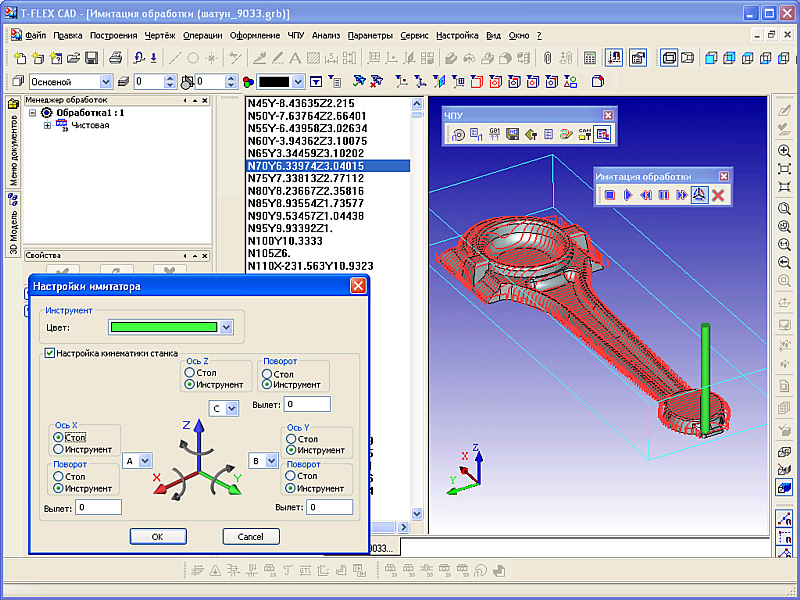 Можно отредактировать по месту и сразу запустить в работу.
Можно отредактировать по месту и сразу запустить в работу.
Минусы
- Простой станка и оператора
Станок не работает, пока наладчик пишет программу для обработки детали. Простой станка – это потерянные деньги. Если в программе получается больше 130 строк кода, то лучше выбрать другой способ программирования. Хотя на стойке с ЧПУ, конечно, написать программу быстрее, чем вручную - Брак
Стойка с ЧПУ не сравнивает результат обработки с 3D-моделью детали, поэтому симуляция на стойке с ЧПУ не показывает зарезы или положительный припуск. Для отладки программы нужно заложить лишнюю заготовку. - Не подходит для сложнопрофильных деталей
На стойке с ЧПУ не запрограммировать обработку сложнопрофильных деталей. Иногда для конкретных деталей и типоразмеров производители стоек ЧПУ под заказ делают специальные операции.
Написание управляющей программы к станку ЧПУ в СAD/CAM системе
Написание УП в CAD/CAM системе начинается с загрузки 3D-модель детали или 2D-контура. Затем, выстраивается последовательность изготовления детали. Программа рассчитывает траекторию режущего инструмента и выводит ее в G-кодах для передачи на станок. Для вывода траектории в G-код используют постпроцессор. Постпроцессор переводит внутренние команды CAD/CAM на команды G-кода для станка с ЧПУ. Это похоже на перевод с иностранного языка.
Затем, выстраивается последовательность изготовления детали. Программа рассчитывает траекторию режущего инструмента и выводит ее в G-кодах для передачи на станок. Для вывода траектории в G-код используют постпроцессор. Постпроцессор переводит внутренние команды CAD/CAM на команды G-кода для станка с ЧПУ. Это похоже на перевод с иностранного языка.
Плюсы
Написание программ в CAD/CAM системе является самым прогрессивным и удобным способом.
- Быстрое написание УП любой сложности
Сокращает время на создание программ для станков с ЧПУ на 70 %. - Исключает брак.
По отзывам наших пользователей, использование SprutCAM сокращает появление брака на 60 %. - Безопасно для инструмента и заготовки
Продвинутые CAD/CAM системы содержат набор функций для проверки УП. Например, SprutCAM содержит функции контроль столкновений с заготовкой, контроль подачи при врезании и т. п.
Минусы
- Стоимость
СAD/CAM систему необходимо покупать.
Нашу CAD/CAM систему вы можете попробовать перед покупкой. Скачайте 30 дневный полнофункциональный триал CAD/CAM системы SprutCAM → - Квалификация технолога
Для того, что бы писать УП в определенной CAD/CAM системе необходимо пройти обучение.
Научится работать в нашей CAD/CAM системе SprutCAM вы можете бесплатно пройдя небольшой , но содержательный онлайн курс →
🔥 🔥 🔥
Хотите начать работать в SprutCAM, но не знаете как начать?
Отправьте свои вопросы в форме и мы обязательно Вам ответим.
Имя*
Компания*
Country*
Телефон*
Email*
Получить пробную версию SprutCAM
Сообщение
Я принимаю политику конфиденциальности*
Page load link
Статья об управлении+программе из The Free Dictionary
Управление+программа | Статья об управлении+программе от The Free Dictionary
Управление+программа | Статья об управлении+программе The Free Dictionary
Слово, не найденное в Словаре и Энциклопедии.
Возможно, Вы имели в виду:
Пожалуйста, попробуйте слова отдельно:
управление
программа
Некоторые статьи, соответствующие вашему запросу:
Не можете найти то, что ищете? Попробуйте выполнить поиск по сайту Google или помогите нам улучшить его, отправив свое определение.
Полный браузер
?
- ▲
- Переменные управления
- Переменные управления
- Переменные управления
- Переменные управления
- Переменные управления
- Регулируемая переменная
- Регулируемые переменные
- Управляющая команда
- Версия системы управления
- Кривая управляющих вершин
- Контрольное видео
- Контрольная видеокорпорация
- Управляющее напряжение
- Контрольный объем
- Контрольный объем
- Метод конечных элементов контрольного объема
- Термодинамика контрольного объема
- Контроль уровня воды
- Рулевое колесо управления
- обмотка управления
- Контрольное слово
- Контрольное слово
- Перераспределение командного слова
- Рабочая станция управления
- Control и Montajes Industriales
- Контрольный юань
- Зона контроля
- Зона контроля
- Зона контроля
- Зона контроля
- управление+программа
- Управление, управление и сигнализация
- управление, электрооборудование и контрольно-измерительные приборы
- Контроль, руководство, организация, план
- Контроль, мониторинг и тестирование
- Контроль, мониторинг и сигнализация
- Управление, многозначный анализ и приложения
- контроль, статистический
- Блок управления, состояния и обслуживания
- Управление-@
- Управление-@
- Control-Alt-Delete
- Control-Alt-Delete
- Control-Alt-Delete (значения)
- Control-Alt-Delete (значения)
- контрольно-отчетный пункт
- Мобильная одноранговая сеть на основе управления
- Контроль-C
- Контроль-C
- Транспортное средство с системой управления
- Управление-Подключение-Уведомление
- Система выполнения интерпретатора управляющих файлов
- Проверка потока управления с помощью программных сигнатур
- Граф потока управления
- Сеть управления потоком информации
- Критерии на основе потока управления
- управление-G
- смещение управляющей сетки
- крутизна пластины управляющей сетки
- заполнение контрольных швов
- Контроль-L
- ▼
Сайт:
Следовать:
Делиться:
Открыть / Закрыть
Asthma
Программа контроля над астмой штата Монтана призвана улучшить качество жизни всех жителей Монтаны, страдающих астмой. Чтобы уменьшить бремя астмы в Монтане, в июле 2007 года была создана Программа контроля астмы (MACP) при финансировании, выделенном Законодательным собранием штата Монтана. MACP получил дополнительное финансирование в виде 5-летних конкурсных грантов от Национальной программы контроля астмы CDC в 2009 г., 2014 и 2019. Программа находится в Отделе общественного здравоохранения и безопасности (PHSD) Департамента общественного здравоохранения и социальных служб штата Массачусетс (DPHHS).
Чтобы уменьшить бремя астмы в Монтане, в июле 2007 года была создана Программа контроля астмы (MACP) при финансировании, выделенном Законодательным собранием штата Монтана. MACP получил дополнительное финансирование в виде 5-летних конкурсных грантов от Национальной программы контроля астмы CDC в 2009 г., 2014 и 2019. Программа находится в Отделе общественного здравоохранения и безопасности (PHSD) Департамента общественного здравоохранения и социальных служб штата Массачусетс (DPHHS).
Вы можете быть одним из почти 94 000 человек в Монтане, страдающих астмой. Если вы узнаете больше о своей астме, это поможет вам взять ее под контроль; с хорошо контролируемой астмой вы можете жить полной, активной жизнью и испытывать мало тревожных симптомов. Одним из ключевых компонентов контроля над астмой является правильная техника ингаляции. Другой – работа с вашей командой специалистов в области здравоохранения, включая школьных медсестер, фармацевтов и основного лечащего врача. Если у вашего ребенка астма, у вас может быть доступ к программе посещения на дому для больных астмой, которая поможет вам узнать больше о его или ее триггерах и о том, как их избежать. Также могут быть доступны другие общественные программы, помогающие при таких состояниях, как диабет и артрит.
Также могут быть доступны другие общественные программы, помогающие при таких состояниях, как диабет и артрит.
Новости астмы
Расширение программы домашних посещений для больных астмой штата Монтана (MAP)
По состоянию на май 2022 года MAP принимает направления от поставщиков медицинских услуг и частных лиц для жителей Монтаны, проживающих во всех 56 округах. 9 местных сайтов MAP будут продолжать предоставлять услуги личных посещений на дому в 25 округах, в то время как виртуальное посещение на дому доступно в оставшихся 31 округе. Участники получают образование по астме, оценку окружающей среды в доме, инструменты для уменьшения триггеров астмы и направления в общественные службы. Все участники должны иметь подтвержденный диагноз астмы. Медицинские работники могут направлять пациентов различными способами, а отдельные лица могут самостоятельно обращаться к программе с помощью портала направлений в правой части меню этого веб-сайта. Дополнительную информацию см. на странице программы посещения пациентов с астмой на дому.
на странице программы посещения пациентов с астмой на дому.
Астма и COVID-19
Государственные и местные органы здравоохранения внимательно следят за ситуацией с COVID-19.
MACP следует указаниям штата и работает с партнерами на местном, государственном и национальном уровнях, чтобы предоставлять населению непротиворечивую и точную информацию.
Посетите веб-сайт Montana DPHHS Coronavirus для информации, обновляемой еженедельно.
Предстоящие мероприятия
Монтана Встреча Консультативной группы по астме
Когда: 19 января, 2023
Где: Virtual
Проверьте позже для получения более подробной информации
Marchting Conference 9005
. 2-40003. 2-40003. 2-40003 .
Всего комментариев: 0