Установка в трехкулачковый патрон: Установка и закрепление деталей в патронах
Содержание
Установка и закрепление деталей в патронах
Токарный патрон
Короткие детали обычно устанавливают и крепят в патронах, которые подразделяются на простые и самоцентрирующие.
Четырехкулачковые патроны
Простые патроны изготовляют обычно четырехкулачковыми (рис. 41). В таких патронах каждый из четырех кулачков (1, 2, 3 и 5) перемещается своим винтом 4 независимо от остальных. Это позволяет устанавливать и закреплять в них детали, имеющие несимметричную наружную форму. При закреплении детали в четырехкулачковом патроне необходимо ее правильно установить, чтобы она не била при вращении.
Рис. 41 Простой четырехкулачковый патрон
Рис. 42. Проверка при помощи рейсмуса
Правильность установки детали можно проверять чертилкой рейсмуса (рис. 42). Чертилку рейсмуса подводят к проверяемой поверхности, оставляя зазор между ними 0,3-0,5 мм. Детали сообщают медленное вращение и следят за тем, как изменяется этот зазор. По результатам наблюдения отжимают одни кулачки и поджимают другие до тех пор, пока зазор не станет равномерным по всей окружности детали. После этого деталь окончательно закрепляют всеми четырьмя кулачками, равномерно поджимая их ключом один за другим.
По результатам наблюдения отжимают одни кулачки и поджимают другие до тех пор, пока зазор не станет равномерным по всей окружности детали. После этого деталь окончательно закрепляют всеми четырьмя кулачками, равномерно поджимая их ключом один за другим.
После закрепления детали в патроне нужно обязательно вынуть ключ. Если этого не сделать, то при пуске станок может сломаться; кроме того, рабочий подвергается опасности получить увечье.
Самоцентрирующие патроны
Самоцентрирующие патроны (рис. 43) в большинстве случаев применяются трехкулачковые и значительно реже двухкулачковые. Эти патроны очень удобны в работе, так как все кулачки перемещаются одновременно, благодаря чему деталь, имеющая цилиндрическую поверхность (наружную или внутреннюю), устанавливается и зажимается точно по оси шпинделя; кроме того, значительно сокращается время на установку и .
На рис. 43, а показан трехкулачковый самоцентрирующий патрон. В нем кулачки перемещаются при помощи торцового четырехгранного ключа, который вставляют в четырехгранное отверстие 1 (рис. 43, а и б) одного из трех конических зубчатых колес 2. Эти колеса сцеплены с большим коническим зубчатым колесом 3. На обратной плоской стороне колеса 3 нарезана многовитковая спиральная канавка 4 (рис. 43, б). В отдельные витки этой канавки входят нижними выступами все три кулачка 5. Когда ключом повертывают одно из зубчатых колес 2, вращение передается зубчатому колесу 3. Вращаясь, оно посредством спиральной канавки 4 перемещает по пазам корпуса патрона одновременно и равномерно все три кулачка. При вращении диска со спиральной канавкой в ту или другую сторону кулачки приближаются или удаляются от центра, соответственно зажимая или освобождая деталь.
43, а и б) одного из трех конических зубчатых колес 2. Эти колеса сцеплены с большим коническим зубчатым колесом 3. На обратной плоской стороне колеса 3 нарезана многовитковая спиральная канавка 4 (рис. 43, б). В отдельные витки этой канавки входят нижними выступами все три кулачка 5. Когда ключом повертывают одно из зубчатых колес 2, вращение передается зубчатому колесу 3. Вращаясь, оно посредством спиральной канавки 4 перемещает по пазам корпуса патрона одновременно и равномерно все три кулачка. При вращении диска со спиральной канавкой в ту или другую сторону кулачки приближаются или удаляются от центра, соответственно зажимая или освобождая деталь.
Необходима обращать внимание на прочный зажим детали в кулачках патрона. Если патрон в исправном состоянии, то прочный зажим детали обеспечивается применением ключа с нормальной ручкой (рис. 44). Другие способы зажима, например зажим при помощи ключа и длинной трубы» надеваемой на ручку, применять запрещается.
Рис 43 — Трехкулачковый самоцентрирующий патрон
Рис. 44. Установка и в патроне и заднем центре
44. Установка и в патроне и заднем центре
После зажима детали нельзя оставлять ключ в патроне, так как это может привести к несчастному случаю или поломке оборудования.
Кулачки патронов
Кулачки патронов применяют закаленные и сырые. Обычно пользуются закаленными кулачками, так как они изнашиваются медленно. Но при зажиме такими кулачками на деталях с чисто обработанными поверхностями остаются следы в виде вмятин от кулачков. Чтобы избежать получения вмятин, в этих случаях рекомендуется применять сырые (незакаленные) кулачки, которые точно обрабатывают (пригоняют) по диаметру закрепляемой в них детали.
Сырые кулачки удобны еще и тем, что их можно периодически растачивать резцом и тем устранять биение патрона, которое неизбежно при длительной его работе. Растачивают кулачки точно по размеру закрепляемой в них детали.
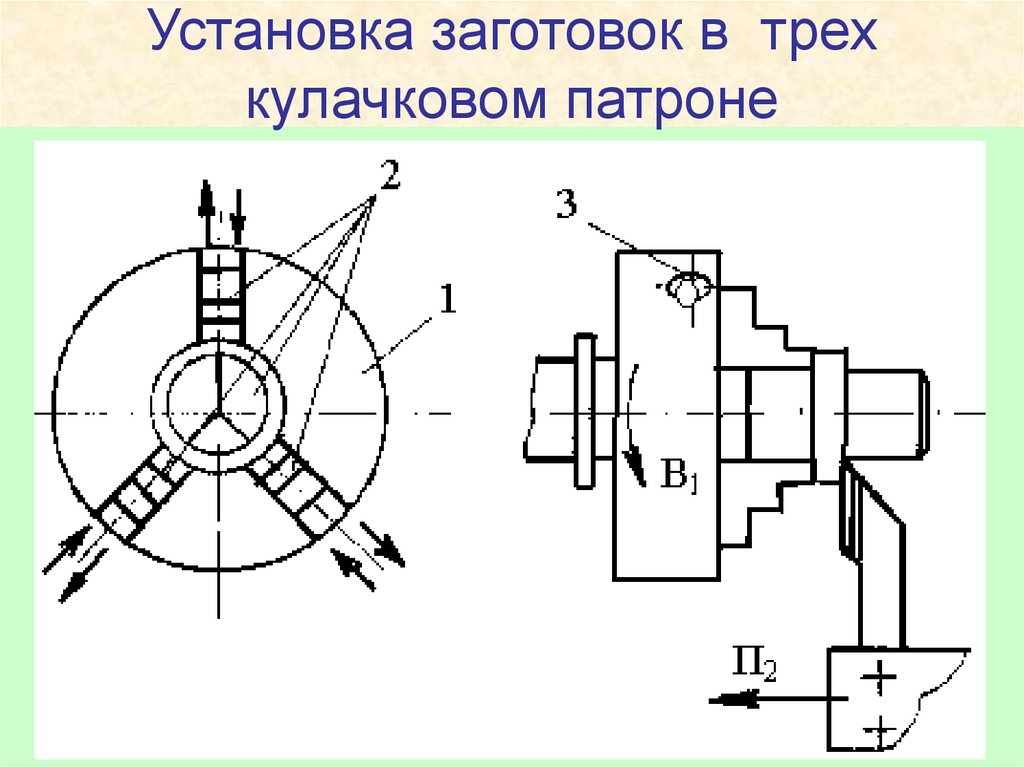
Установку и закрепление деталей в патроне с поддержкой задним центром применяют при обработке длинных и сравнительно тонких деталей (рис. 44), которые недостаточно закрепить только в патроне, так как сила резания и вес выступающей части детали могут изогнуть ее и вырвать из патрона.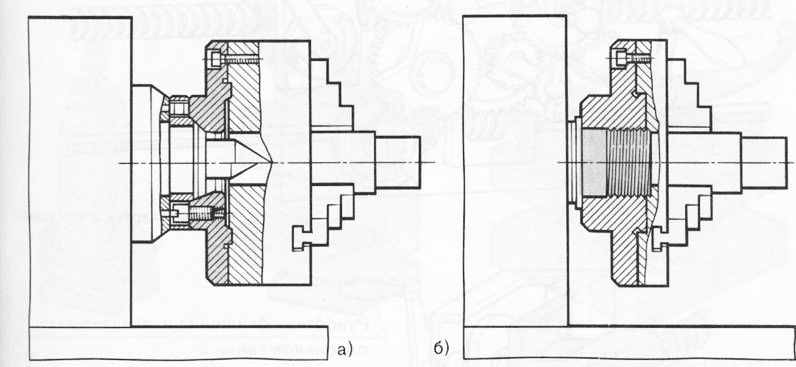
При снятии детали отжимают кулачки патрону и, поддерживая деталь левой рукой, выводят из нее задний центр, для чего правой рукой вращают маховичок .
Похожие материалы
Установка патрона на токарный станок своими руками
Установка патрона на токарный станок может осуществляться несколькими методами, все зависит от конкретной вида этого элемента, с которым вы будете иметь дело.
Существует два вида крепления патрона на шпинделе токарного станка:
- резьбовое;
- фланцевое.
Резьбовое крепление применяется на малых станках с легкими видами патронов, фланцевое на средних и тяжёлых станках.
Если он лёгкий, достаточно легко устанавливается на станке без посторонней помощи, то тяжёлые (более 20 кг) устанавливаются при помощи вспомогательных подъёмных механизмов, или в паре с напарником. Рассмотрим порядок установки на токарный станок именно тяжелого патрона с фланцевым креплением.
Для установки тяжелого патрона необходимо подготовить два приспособления для монтажа.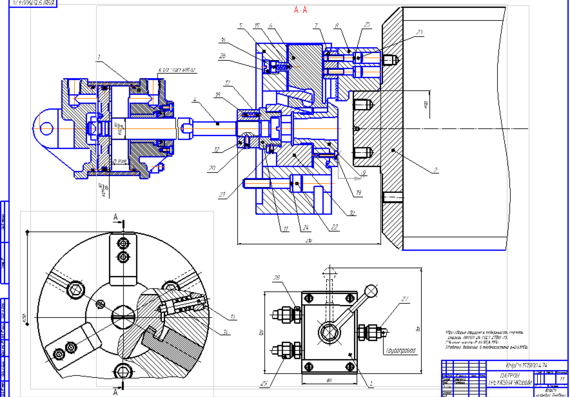
- монтажная подставка;
- направляющая.
Монтажная подставка изготавливается из доски толщиной приблизительно 50 мм. Ширина равная 1,5 ширины устанавливаемого патрона, длина подставки L- соответствует ширине станины- B и радиусу -D.
К низу подставки крепятся брусочки. Через вертикальные сквозные отверстия, подставка болтами крепится к подвижному люнету суппорта станка. Подгонка подставки по высоте осуществляется толщиной брусков.
Между подогнанной до упора люнеттой с прикрепленной к ней подставкой и ещё установленным на станке патроном, зазор должен составлять 1-3 мм.
Направляющая представляет из себя цилиндрический вал диаметром 25-40 мм., с хвостовиком в виде конуса морзе не менее третьего номера. Длина цилиндрической части направляющей, равная 1,5-2,0 ширины устанавливаемого патрона.
Перед его установкой , следует тщательно проверить состояние поверхностей шпинделя и патрона. Поверхности не должны иметь забоин, царапин, заусениц и загрязненных мест.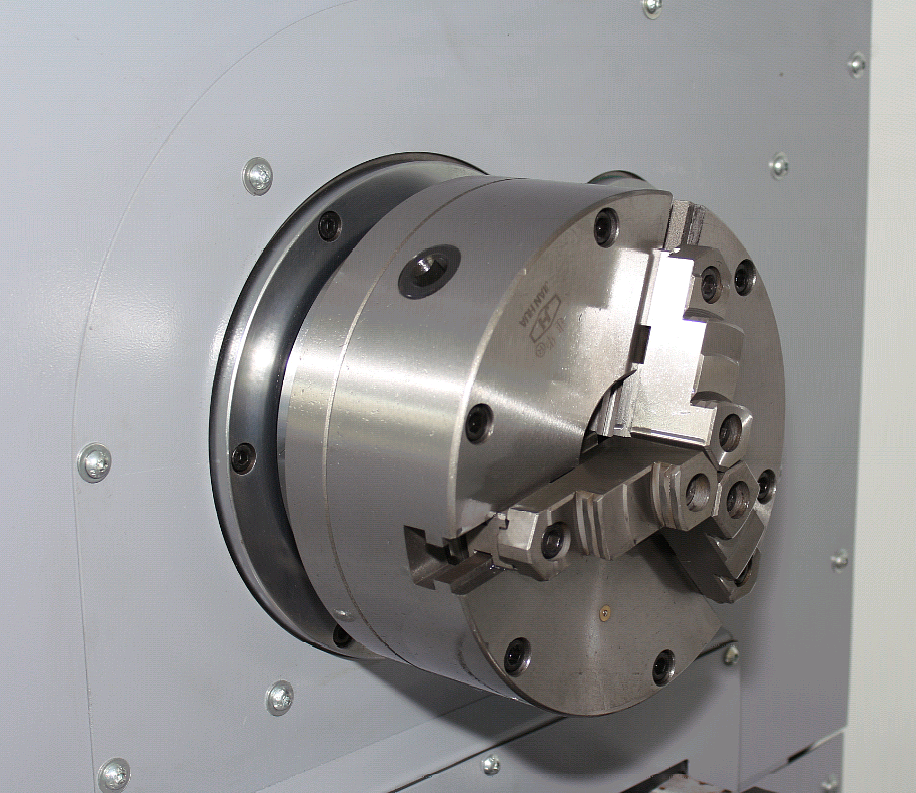
Выявленные дефекты устраняются точечно надфилем, или шабером.Следует проверить биение торца и конуса посадочной базы шпинделя, которое не должно превышать трёх микронов.
Завести в него металлический прут или трубу диаметром около 20 мм. зажать её кулачками. С напарником взявшись с двух сторон за прут, или при помощи подъёмных механизмов, через монтажную петлю, переместить патрон на монтажную подставку закрепленную на суппорте станка.
Направляющую установить в задней бабке. Патрон следует сместить перекатыванием к оси шпинделя.
Продольной подачей переместить его к фланцу шпинделя так, что бы шпильки патрона не доходили до посадочных отверстий порядка 10 мм. В станке следует установить нейтральную скорость для свободного вращения шпинделя.
Заднюю бабку с полностью убранной пинолью подать вперед к патрону так, что бы направляющая зашла на всю ширину призм кулачков и зафиксировать заднюю бабку.
Зажать кулачки патрона для переноса тяжести на направляющую. Совместить шпонку на фланце шпинделя с посадочным отверстием. Поворотную шайбу выставить в положение открытых отверстий. Пинолью подать патрон вперед до упора.
Совместить шпонку на фланце шпинделя с посадочным отверстием. Поворотную шайбу выставить в положение открытых отверстий. Пинолью подать патрон вперед до упора.
Убедившись, что все гайки шпилек вышли с обратной стороны фланца шпинделя, повернуть поворотную шайбу в замкнутое положение. Зажать верхнюю гайку с усилием достаточным для переноса веса патрона на шпиндель. Распустить кулачки и отвести заднюю бабку назад. Обжать гайки по правилу крест на крест равномерно распределяя усилие между шпильками.
После завершения монтажа, патрон следует проверить на осевое и торцевое биение. В случае превышения норм, следует его снять и внимательно продефектовать все сопрягаемые части этого узла.
Видео: монтаж легкого патрона на резьбовом креплении.
Republished by Blog Post Promoter
Вопрос по переустановке кулачков в мой трехкулачковый патрон
trg-s338
Активный пользователь
#1
Не имея предварительных знаний или опыта в разборке 3-х кулачкового патрона и сборке его обратно, я импульсивно разобрал свой старый цельнокулачковый патрон Cushman (№ 3005) и почистил его, не обращая особого внимания на последовательность того, как кулачки снимались с вещь. Эта 5-дюймовая самоцентрирующаяся одна шестерня с 3 челюстями разочаровала меня при повторной сборке, потому что одна челюсть, кажется, всегда отстает, что вызывает колебание / смещение, когда в нее вставляется патрон. Как видно, кулачки и корпус патрона пронумерованы с завода. Я пробовал последовательности 1,2,3 и 3,2,1 и в итоге получил одну отстающую челюсть. Есть ли какой-то нюанс в этой процедуре, который я упускаю? Челюсть №1 имеет 9″зубы», два других, десять «зубов». С контактного/заостренного конца челюстей у №1 пропущен зуб. Из дистальных концов челюстей у № 3 самый внешний зуб, у № 1 ближайший к центру. Я уверен, что многие сочли бы этот вопрос самым простым, но этот новичок начинает чувствовать себя по-настоящему тупым после того, как ударил меня головой об этой проблеме в последний час или около того, и просто все больше разочаровывается из-за моей неспособности понять это.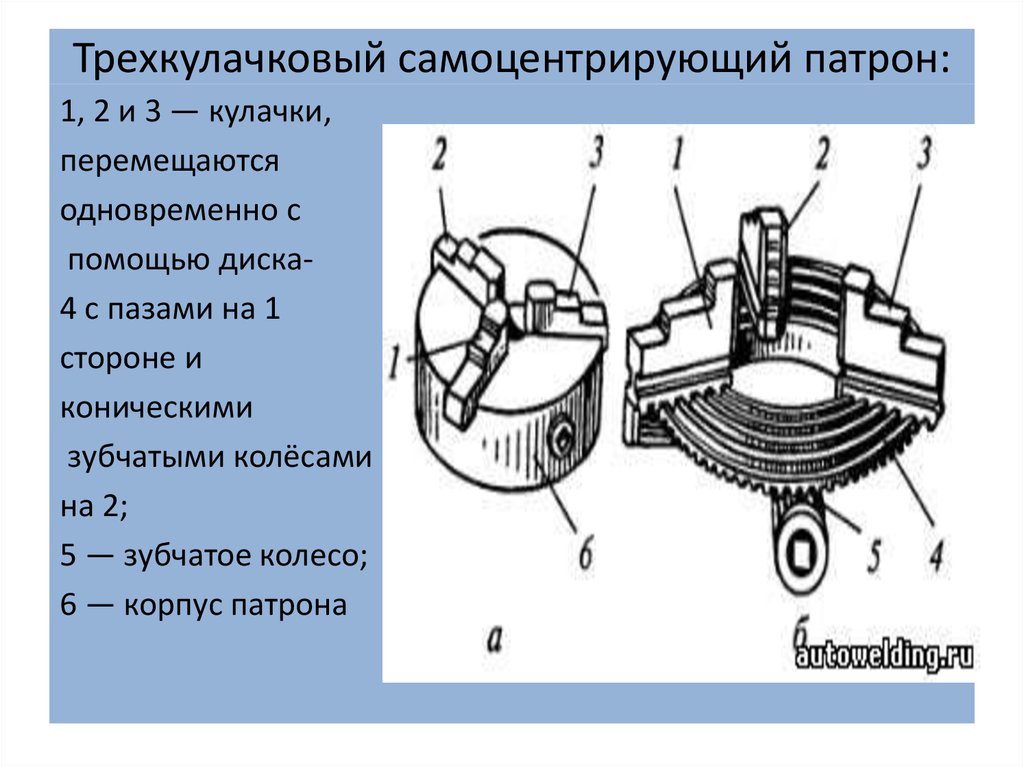 Может кто-нибудь, пожалуйста, дайте мне ключ?
Может кто-нибудь, пожалуйста, дайте мне ключ?
Bearintex
Зарегистрировано
#2
У моего есть серийный номер внутри направляющих челюстей. Это позиция 1 для челюсти 1. Затем двигайтесь против часовой стрелки с двумя другими по порядку.
Тони Уэллс
Зарегистрировано
#3
Вы должны следить за тем, когда конец прокрутки подходит к концу, и начинать с Челюсти №1, убедиться, что она входит в зацепление со свитком, затем переместить прокрутку вперед к Челюсти №2, затем №3.
trg-s338
Активный пользователь
#4
Итак, в крайнем начале шнека установите одну губку № 1 в слот № 1, поверните начало шнека вперед к крючку № 2, один за другим последовательно? Вот что я делал, но одна челюсть всегда выходит из строя!
Джим Доусон
Глобальный модератор
#5
Предполагая, что кулачки и патрон пронумерованы, это обычно довольно просто.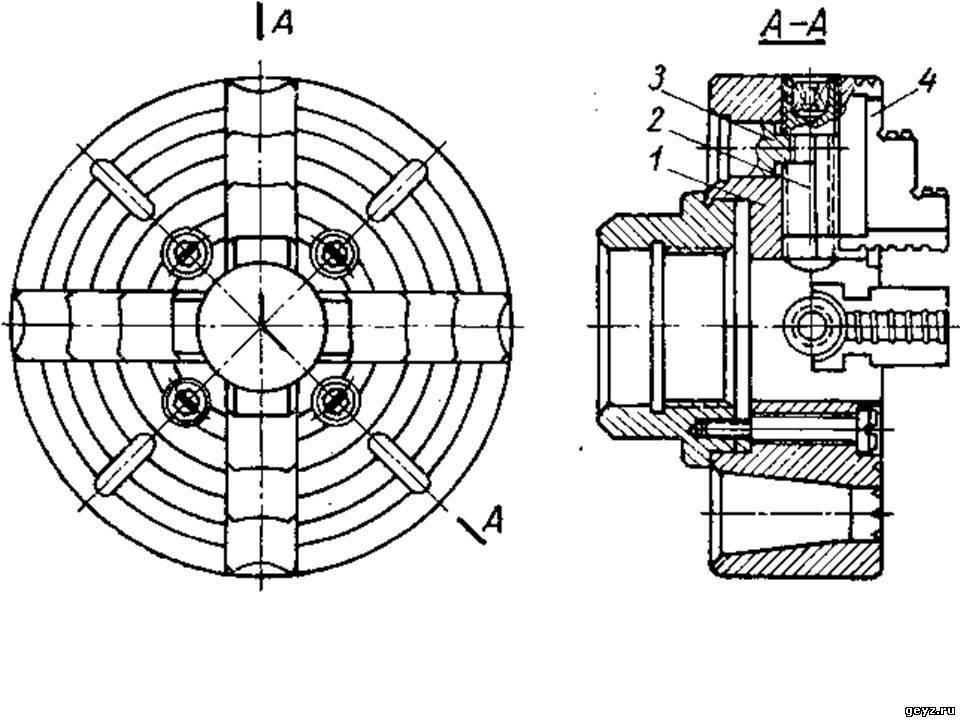 Вытащив все бранши, вращайте спираль до тех пор, пока начальная «резьба» не начнет показываться в Т-образном пазу для бранши 1, вставьте браншу 1 и поверните начало спирали в Т-образный паз № 2 и вставьте № 2. челюсть, продолжайте с # 3. Это должно быть правильно.
Вытащив все бранши, вращайте спираль до тех пор, пока начальная «резьба» не начнет показываться в Т-образном пазу для бранши 1, вставьте браншу 1 и поверните начало спирали в Т-образный паз № 2 и вставьте № 2. челюсть, продолжайте с # 3. Это должно быть правильно.
Если кулачки или патрон не пронумерованы, то снова разберите патрон и устанавливайте кулачки на спираль в различных конфигурациях, пока не найдете положения, при которых кулачки находятся на расстоянии 120* друг от друга, а кулачки находятся на равном расстоянии от центра. Отметьте все черным маркером и повторите попытку сборки.
trg-s338
Активный пользователь
#6
Хорошо, я думал, что это так просто, но я, должно быть, делаю что-то не так.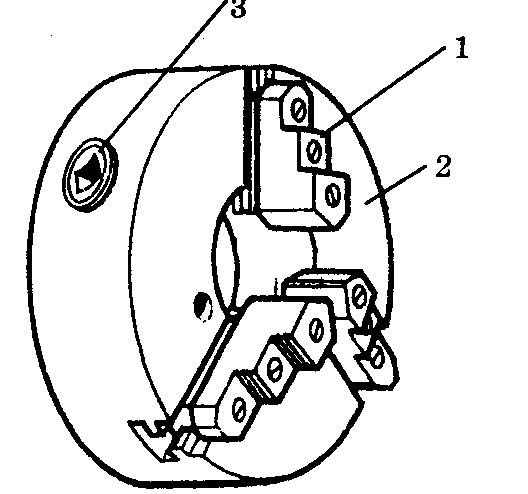 Я продолжу пробовать. Я вижу, как каждая челюсть опускается, когда я прокручиваю вперед, поэтому я уверен, что каждая челюсть задействована. Спасибо
Я продолжу пробовать. Я вижу, как каждая челюсть опускается, когда я прокручиваю вперед, поэтому я уверен, что каждая челюсть задействована. Спасибо
TomS
Активный пользователь
#7
трг-с338 сказал:
Не имея предварительных знаний или опыта в разборке 3-х кулачкового патрона и сборке его обратно, я импульсивно разобрал свой старый цельнокулачковый патрон Cushman (№ 3005) и почистил его, не обращая особого внимания на последовательность того, как кулачки отсоединялись от этой штуки. . Эта 5-дюймовая самоцентрирующаяся одна шестерня с 3 челюстями разочаровала меня при повторной сборке, потому что одна челюсть, кажется, всегда отстает, что вызывает колебание / смещение, когда в нее вставляется патрон.
Как видно, кулачки и корпус патрона пронумерованы с завода. Я пробовал последовательности 1,2,3 и 3,2,1 и в итоге получил одну отстающую челюсть. Есть ли какой-то нюанс в этой процедуре, который я упускаю? Челюсть №1 имеет 9″зубы», два других, десять «зубов». С контактного/заостренного конца челюстей у №1 пропущен зуб. Из дистальных концов челюстей у № 3 самый внешний зуб, у № 1 ближайший к центру. Я уверен, что многие сочли бы этот вопрос самым простым, но этот новичок начинает чувствовать себя по-настоящему тупым после того, как ударил меня головой об этой проблеме в последний час или около того, и просто все больше разочаровывается из-за моей неспособности понять это. Может кто-нибудь, пожалуйста, дайте мне ключ?
Нажмите, чтобы развернуть…
Сняв кулачки с патрона и глядя от задней бабки к передней бабке, поверните спираль против часовой стрелки, пока не увидите переднюю кромку спирали в одной из прорезей кулачка. Поднимите спираль немного назад, вставьте губку № 1, затем поверните спираль против часовой стрелки, пока она не войдет в контакт с губкой. Теперь поверните спираль против часовой стрелки к следующему слоту челюсти, пока не увидите переднюю кромку. Сделайте то же самое еще раз, т. е. слегка поднимите спираль, вставьте губку № 2, затем поверните спираль, чтобы зацепить губку. Сделайте это для кулачка №3, и вы должны правильно установить кулачки патрона. Если прорези кулачков вашего патрона пронумерованы 1, 2 и 3, то применяется тот же процесс, за исключением того, что вы начнете с прорези кулачка №1.
Теперь поверните спираль против часовой стрелки к следующему слоту челюсти, пока не увидите переднюю кромку. Сделайте то же самое еще раз, т. е. слегка поднимите спираль, вставьте губку № 2, затем поверните спираль, чтобы зацепить губку. Сделайте это для кулачка №3, и вы должны правильно установить кулачки патрона. Если прорези кулачков вашего патрона пронумерованы 1, 2 и 3, то применяется тот же процесс, за исключением того, что вы начнете с прорези кулачка №1.
Надеюсь, это поможет.
Том С
Джим Доусон
Глобальный модератор
#8
трг-с338 сказал:
Итак, в крайнем начале шнека установите одну губку № 1 в слот № 1, поверните начало шнека вперед к крючку № 2, один за другим последовательно? Вот что я делал, но одна челюсть всегда выходит из строя!
Нажмите, чтобы развернуть.
..
Хорошо, может быть, начать с 2, перейти к 3, затем к 1 или какой-то производной от этого. Может быть, 3, 2, 1. Я думаю, что возможных комбинаций всего 9. Звучит как головоломка.
trg-s338
Активный пользователь
#9
Я пробовал некоторые варианты последовательности из-за отсутствия прогресса, но кажется, что первая челюсть, которая зацепляется, имеет преимущество в целых оборотах, чем следующие две. Я только что попробовал это снова, и да, это действует так, как будто у него был старт. Внимательно слежу, чтобы каждая челюсть была в резьбе. Возможно, мне придется согласиться с предложением Джима Доусона и снова разобрать эту штуку и визуализировать зацепление без корпуса патрона.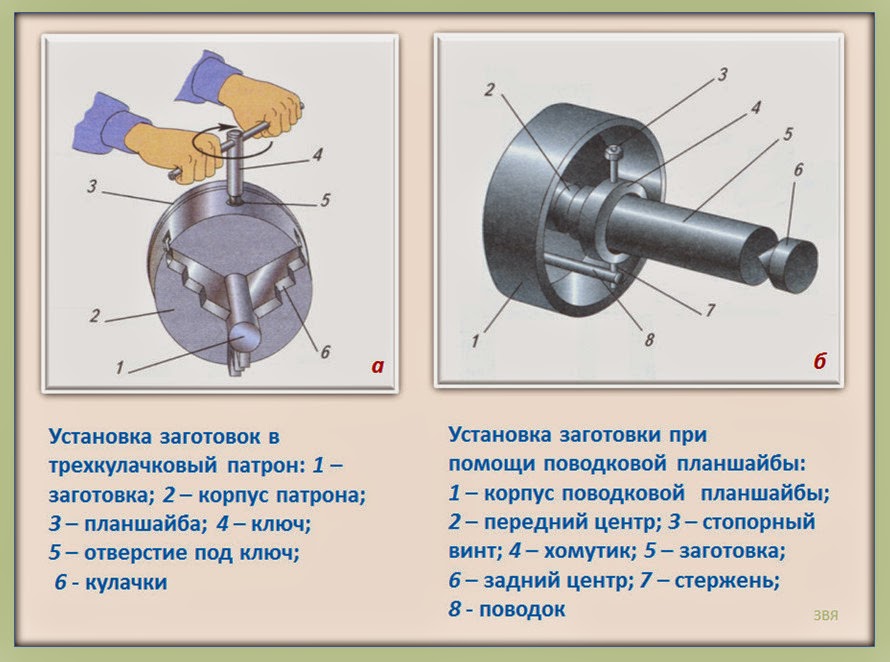
прыжки4
Глобальный модератор
#10
Я вставляю цифру «1» в патрон и поворачиваю ключ против часовой стрелки до тех пор, пока этот кулачок не опустится, затем я устанавливаю 2 других кулачка против часовой стрелки лицом к патрону. поворачивайте ключ по часовой стрелке до тех пор, пока каждая челюсть не войдет в зацепление по порядку.
Стив
3-кулачковый токарный патрон, сталь, 16 дюймов — Патроны и принадлежности
3-кулачковый токарный патрон, сталь, 16 дюймов — Патроны и принадлежности — KNUTH
Универсальный трехкулачковый патрон для токарных станков с центральным зажимом
- С коротким конусным креплением для Camlock в соотв.
 DIN 55029
DIN 55029 - Возможна установка с помощью промежуточного фланца
- Корпус патрона из стали
- Закаленный и отшлифованный спиральный патрон
- Отшлифованные кулачки
- Высокое усилие зажима
- Высокая концентричность
Включает торцевой ключ,
Спублика и токарная станка Чак. отверстие
5,4 дюйма
Универсальный 3-х кулачковый патрон для токарных станков с центральным зажимом DIN 55029
кулачки сверлильных и токарных патронов, шпильки Camlock
Дополнительные опции доступны по запросу
Speed
2000 об / мин
Вес
330 фунтов
Диаметр
15,7 В
Mounts
Camlock D1-8
Cuck Care
5. 4 в
4 в
20202020202020202020202020202020202020202020202020202020202
Нужна помощь в поиске машины?
Мы будем рады помочь вам принять правильное решение для достижения ваших бизнес-целей
Сервис KNUTH
Все машины время от времени нуждаются в пит-стопах. Благодаря нашим всеобъемлющим планам обслуживания, обучения и установки вы всегда будете получать максимально возможную производительность от своих машин KNUTH.
Посмотреть услуги
Посмотреть машины KNUTH в действии
Получите личное впечатление на одном из наших объектов! Многие машины в нашем портфолио всегда есть на складе и доступны для демонстрации.
Заказать демонстрацию
Приветствие * Миссис Миссис Доктор.
Функция работы*Финансовый управляющий управляющему управляющему управляющему.0020
State*AlaskaAlabamaArkansasAmerican SamoaArizonaCaliforniaColoradoConnecticutDistrict of ColumbiaDelawareFloridaFederated MicronesiaGeorgiaGuamHawaiiIowaIdahoIllinoisIndianaKansasKentuckyLouisianaMassachusettsMarylandMaineMarshall IslandsMichiganMinnesotaMissouriNorthern Mariana IslandsMississippiMontanaNorth CarolinaNorth DakotaNebraskaNew HampshireNew JerseyNew MexicoNevadaNew YorkOhioOklahomaOregonPennsylvaniaPuerto RicoPalauRhode IslandSouth CarolinaSouth DakotaTennesseeTexasUnited States Minor Outlying IslandsUtahVirginiaUS Virgin IslandsVermontWashingtonWisconsinWest VirginiaWyoming
ПромышленностьГорнодобывающая промышленностьПрофессиональное образование и высшие учебные заведенияХимияЭлектротехническая промышленность, в т. ч. полупроводники и системы накопления энергииЭнергетика и коммунальные услуги, такие как коммунальные услуги, электростанции и т.д. производство грузовиков и мотоцикловПищевая промышленностьАэрокосмическая промышленностьМашиностроениеМеталлостроительство и слесарное производствоМеталлургия — производство и переработка сталиВоенная промышленностьЖелезнодорожное строительствоСудостроениеТехнологии резки и субподрядСтроительство специальных транспортных средств, в т.ч. машины для сельского и лесного хозяйстваГосударственные, общественные и религиозные учрежденияКамнеобработкаИнструментальное производствоМеханизация и субподрядДругоеРазмер станочного хозяйствадо 5 станков>5 станков>10 станков
ч. полупроводники и системы накопления энергииЭнергетика и коммунальные услуги, такие как коммунальные услуги, электростанции и т.д. производство грузовиков и мотоцикловПищевая промышленностьАэрокосмическая промышленностьМашиностроениеМеталлостроительство и слесарное производствоМеталлургия — производство и переработка сталиВоенная промышленностьЖелезнодорожное строительствоСудостроениеТехнологии резки и субподрядСтроительство специальных транспортных средств, в т.ч. машины для сельского и лесного хозяйстваГосударственные, общественные и религиозные учрежденияКамнеобработкаИнструментальное производствоМеханизация и субподрядДругоеРазмер станочного хозяйствадо 5 станков>5 станков>10 станков
Запрошенная дата доставки*В кратчайшие срокиВ течение 3–6 месяцевВ течение 6–12 месяцев
Подпишитесь на рассылку новостей
Этот сайт защищен reCAPTCHA, к нему применяются Политика конфиденциальности и Условия обслуживания Google.
Всего комментариев: 0