Устройство станков с чпу: Устройство и принцип работы станков с ЧПУ, основы
Содержание
Устройство и принципы работы станков с ЧПУ | Принцип работы и особенности эксплуатации
Дата публикации: 15/04/2022
Использование ЧПУ станков в современном производстве – это не дань моде, а закономерный процесс автоматизации с применением эффективных типовых решений. Автоматизация дает технологический и экономический эффект в виде сокращения времени на процессы, снижения зависимости от человеческого фактора и затрат, связанных с организацией рутинных операций. Обработка на станке ЧПУ позволяет производить детали высокого уровня точности и повторяемости в значительно более короткие сроки, чем это делает даже опытный оператор на обычном оборудовании. В этой статье мы рассказываем об основных принципах работы и общих моментах устройства станков, даем представление о том, что такое станок с ЧПУ.
Содержание
- Принцип работы и общее понятие станков с ЧПУ
- Устройство токарного и фрезерного станка с ЧПУ
- Функциональная схема станка ЧПУ с программной и исполнительной частью
- Принципы программирования и взаимодействия со станками ЧПУ
- Эксплуатационные особенности станков с ЧПУ
- Возможности и особенности работы на станках ЧПУ на крупном производстве
Принцип работы и общее понятие станков с ЧПУ
Представление о том, как работает станок с ЧПУ, строится на базовых принципах обработки материала и управления оборудованием. Любое оборудование с числовым программным управлением можно рассматривать как комплекс из нескольких составляющих ЧПУ станка:
Любое оборудование с числовым программным управлением можно рассматривать как комплекс из нескольких составляющих ЧПУ станка:
- функциональная часть включает инструмент и оснастку, основные части непосредственно обрабатывающей базы, рабочие поверхности и приводы;
- исполнительная часть представляет собой приводы, обеспечивающие взаимодействие программной части и функциональной – шаговые и серводвигатели, гидравлические компоненты для управления поверхностями, узлы смены инструмента и позиционирования;
- программная часть обеспечивает непосредственное управление ЧПУ станком через подачу заранее сформированных команд исполнительным механизмам и узлам;
- система обратной связи представляет собой комплекс датчиков и узлов, выполняющих функции контроля процесса и измерения параметров.
В программной части станка с ЧПУ имеется аналитическая составляющая, которая принимает информацию от системы обратной связи и корректирует работу комплекса при обнаружении отклонений.
Загруженный в программную часть станка алгоритм выполнения операций и циклов обрабатывается для формирования сигналов. Исполнительные механизмы позиционируют заготовку и инструмент. Функциональная часть выполняет непосредственно процесс механической обработки – точит, фрезерует, долбит, сверлит, зенкерует материал. Система контроля и обратной связи измеряет заготовку и снимает информацию о параметрах работы, чтобы передать ее в программную область. Таким образом создается и исполняется замкнутый цикл, позволяющий выполнить заданные операции с определенной точностью и последовательностью.
Принцип работы станка с ЧПУ по металлу, дереву или иному материалу всегда общий, разница состоит в применении инструмента и оснастки. Область применения систем ЧПУ распространяется не только на операции с телами вращения – выпускаются прессы, штампы, разрезные станки, устройства намотки и размотки.
Устройство токарного и фрезерного станка с ЧПУ
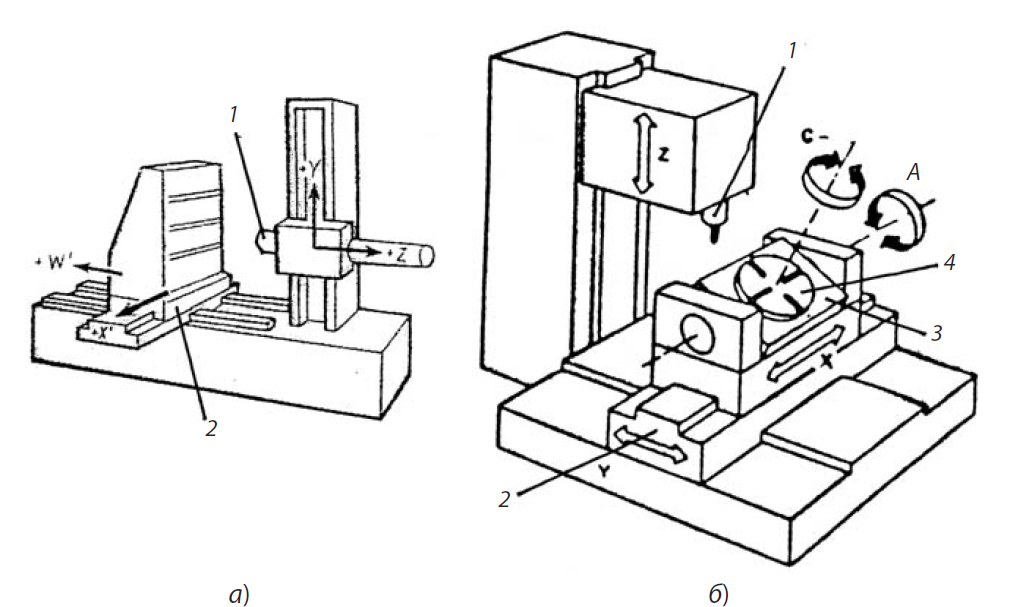
Как работает ЧПУ станок по металлу становится понятно, если разделить процесс на описанные выше составляющие. В металлообработке наиболее распространенные операции с заготовками – точение, фрезерование, сверление, зенковка, долбление. Устройство токарного и фрезерного станка с ЧПУ по металлу или дереву имеет существенное различие в том, что в первом случае тело вращения – это обрабатываемая деталь, а во втором телом вращения является фреза, инструмент и оснастка. По принципу взаимодействия с заготовкой к фрезерному станку близок сверлильный, в котором вращается инструмент, а заготовка может подаваться в определенной позиции.
В металлообработке наиболее распространенные операции с заготовками – точение, фрезерование, сверление, зенковка, долбление. Устройство токарного и фрезерного станка с ЧПУ по металлу или дереву имеет существенное различие в том, что в первом случае тело вращения – это обрабатываемая деталь, а во втором телом вращения является фреза, инструмент и оснастка. По принципу взаимодействия с заготовкой к фрезерному станку близок сверлильный, в котором вращается инструмент, а заготовка может подаваться в определенной позиции.
Общие принципы конструкции схожи – у станка имеется массивная станина, источник вращения и передачи крутящего момента (двигатель с приводом), точка (узел) фиксации тела вращения в виде шпинделя с патроном или другим узлом для установки инструмента/заготовки. Конструктивные особенности станков с ЧПУ выражаются в том, что ряд узлов и агрегатов предусмотрен для взаимодействия программной части с функциональной:
- серводвигатели и шаговые двигатели перемещают заготовку, узел со шпинделем и суппорт токарного станка для подачи детали на обработку;
- исполнительные приводы (гидравлические, шаговые) управляют положением поворотного или наклонно-поворотного стола для позиционирования заготовки;
- в многоосевых станках ЧПУ и обрабатывающих центрах предусмотрены механизмы передачи заготовки на другую точку обработки;
- в многофункциональных обрабатывающих центрах отдельная группа механизмов управляет сменой инструмента и шпинделя.
Лазерное раскройное оборудование по устройству и принципу отлично от того, как работает токарный или фрезерный станок ЧПУ. В роли инструмента и оснастки выступает лазерный излучатель, который выставляется в определенную точку и перемещается приводами, включается по команде программного модуля.
Функциональная схема станка ЧПУ с программной и исполнительной частью
С точки зрения функциональности любой станок с ЧПУ представляет собой комплекс из программной, исполнительной и механической частей. Если с механической составляющей все понятно, то принцип и состав модулей программирования, формирования команд и исполнения стоит рассмотреть отдельно.
Любая программа выполняется при условии ее ввода в цифровую часть оборудования и запуска. Для ввода самой программы и связанных с ней данных можно использовать перфоленту (устарело), магнитные носители (устарело), флэш-носитель, программируемый логический контроллер (ПЛК) и ПК через порт RS-232-C. В современных станках для оператора предусмотрен сенсорный дисплей, на котором отображаются заранее прописанные G-кодом команды на выполнение операций.
В современных станках для оператора предусмотрен сенсорный дисплей, на котором отображаются заранее прописанные G-кодом команды на выполнение операций.
Введенные данные после запуска направляются в БУС – блок управления с функциями:
- чтение и расшифровка введенных в виде кода инструкций;
- интерполяция команд – формирование команд, которые передаются на исполнительные механизмы для движения оси инструмента и заготовки;
- отправка команд на исполнительные механизмы и усилители;
- прием, расшифровка и идентификация сведений от датчиков обратной связи, регистрирующих положение и движение (изменение положения) осей приводов.
Программная часть станка с ЧПУ условно «не видит» заготовку и инструмент, она имеет дело с осями и точками, которые отражают положение и размеры детали, положение и смещение рабочего стола и инструмента. Для обозначения осей детали применяются символы X и Y, для шпинделя символ Z.
Сформированные в БУС команды передаются на усилитель и оттуда непосредственно на приводы – шаговые, серводвигатели, гидравлические клапаны. Таким образом настраивается положение рабочего стола, шпинделя, суппорта токарного станка с ЧПУ или лазерной головки раскройного оборудования. Датчики измерительной системы определяют фактическое положение осей и передают данные в БУС, где происходит сопоставление с шаблонными значениями. Таким образом станок с ЧПУ проверяет исполнение команд и фактическое соответствие заданным параметрам.
Исходные данные о заготовке представляются в виде двухмерной или трехмерной модели, которая в процессе цифровой обработки преобразуется в облако точек с определенными координатами и привязкой к осям. Это современный подход, позволяющий работать с графическим представлением процесса без считывания станком бумажного чертежа.
Принципы программирования и взаимодействия со станками ЧПУ
Как и любая компьютерная система, ЧПУ для станка имеет платформу с исходным кодом, чаще всего закрытую для пользователя на уровне оператора, и функциональную надстройку для непосредственного программирования во время настройки и работы станка. Это по сути собственная операционная система, которая может быть совместима с распространенными модификациями ОС для компьютеров на производстве. Программист ЧПУ пишет программу – сценарий для выполнения технологического процесса обработки заготовки на языке G-code.
Это по сути собственная операционная система, которая может быть совместима с распространенными модификациями ОС для компьютеров на производстве. Программист ЧПУ пишет программу – сценарий для выполнения технологического процесса обработки заготовки на языке G-code.
В зависимости от сложности платформы, станка и процесса обработки оператор вводит с помощью кнопок и иконок на дисплее G-коды определенных циклов и операций. Часть процесса обработки иногда называют кадром программы, который может состоять из нескольких действий. G-коды принято относить к одному из процессов обработки, типовых циклов, которые можно применять к любой заготовке, вводя данные осей и координат точек. Различают коды (кадры, операции) фрезерования, точения, сверления, зенкования, резки, штамповки и др.
Каждый цикл процесса – это завешенный кадр программы, составленной из набора последовательно выполняемых команд, прописанных в виде G-кода. Например, если рассмотреть, как работает токарный или фрезерный станок с ЧПУ FANUC, то коды по шагам будут разделены на подготовительные (настроечные) и исполнительные. Операции G00 — G04 позиционируют инструмент, G53 — G59 переключают системы координат. Коды G80 — G84 – циклические команды для сверления и нарезания резьбы на станке с ЧПУ.
Операции G00 — G04 позиционируют инструмент, G53 — G59 переключают системы координат. Коды G80 — G84 – циклические команды для сверления и нарезания резьбы на станке с ЧПУ.
В основе каждого кода и цикла лежит несколько обязательных элементов – задание начальной и конечной точки движения, траектория движения инструмента и заготовки, запуск и остановка шпинделя и пр. Некоторые циклы выполняются с обязательным возвращением в исходную позицию, более сложные программы ЧПУ позволяют считать начальной точкой каждую из пройденных в зависимости от вида процесса (кадра).
У каждого производителя и каждой платформы ЧПУ имеется своя таблица кодов. В большинстве случаев это унифицированные команды, которые можно рассматривать как функциональную надстройку – например, система ЧПУ HAAS может быть установлена как исполнительная надстройка на систему Fanuc со своими G-code для операций и циклов. Производитель токарных и фрезерных станков ЧПУ Siemens применяет собственную систему SINUMERIK с аналогичными кодами на языке G-code.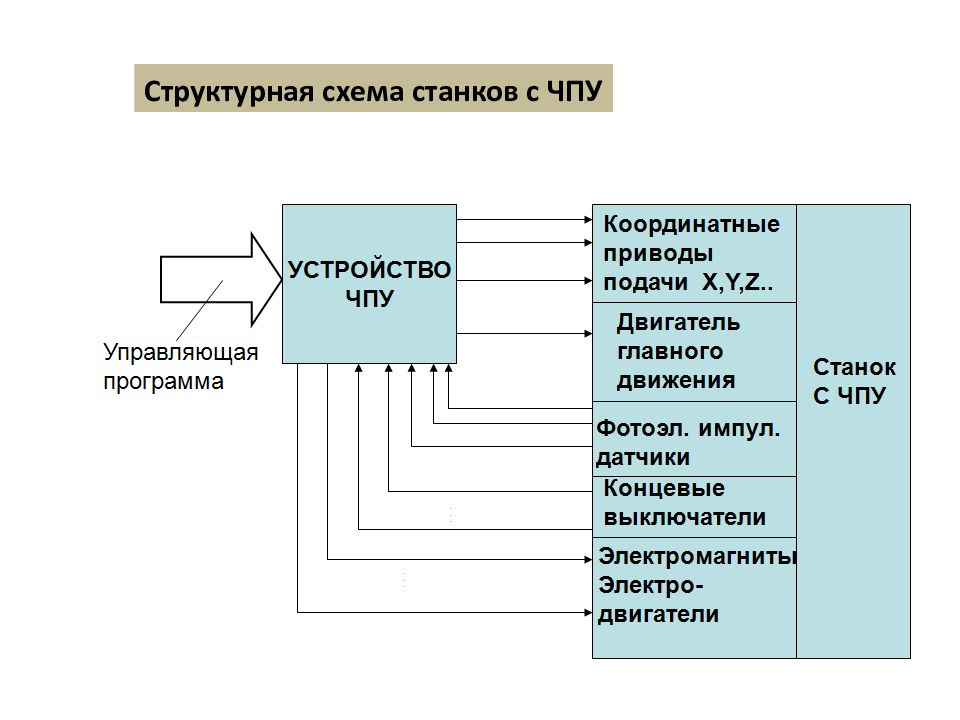
Подробно писать об устройстве и программировании станков ЧПУ в ознакомительной статье нет смысла, каждый производитель выпускает документацию и присылает свои руководства по эксплуатации. В большинстве случаев оператор станка ЧПУ использует ввод кодов операций (действий) непосредственно с панели управления станка. Программист ЧПУ пишет процессы на ПК или ПЛК, готовые программы загружаются в БУС системы. В основном это нужно для крупных производств. Для небольших предприятий и относительно простых станков с ЧПУ достаточно базового набора кодов.
Эксплуатационные особенности станков с ЧПУ
Не стоит воспринимать станок с ЧПУ как сверхсложное устройство, пригодное только для больших производств. Система числового программного управления может использоваться на уровне мастерской и небольшого цеха, где процесс станочной обработки состоит из повторяющихся рутинных операций. Не менее важна возможность обработки деталей с высокой точностью и повторяемостью, что практически невозможно обеспечить при работе даже самых опытных станочников. При наличии и навыках применения конструкторских и проектировочных платформ класса CAD на ЧПУ можно изготавливать самые сложные профильные детали вплоть до прецизионной обработки металла.
При наличии и навыках применения конструкторских и проектировочных платформ класса CAD на ЧПУ можно изготавливать самые сложные профильные детали вплоть до прецизионной обработки металла.
На уровне эксплуатации в конкретных условиях важно правильно определять задачи и соответствие станка сложности процесса. Производители выпускают несколько видов комплексов ЧПУ с разными уровнями автоматизации:
- станки ЧПУ «Сименс» серии 802 и аналоги других производителей можно настраивать и запускать, пользуясь обычными маховичками или загружая код ЧПУ;
- относительно простые модели станков ЧПУ могут уверенно выполнять токарные и фрезерные операции в трех осях с неподвижным шпинделем, чего вполне достаточно для мелкосерийного производства;
- многоосевые станки для обработки сложных деталей позволяют сократить количество промежуточных операций за счет изменения оси и выноса шпинделя, подвижности поворотных и наклонно-поворотных столов, револьверных патронов и инструментальных колонн;
- обрабатывающие центры (ОЦ) ЧПУ применяются на крупных производствах, так как позволяют провести обработку деталей в несколько проходов разными инструментами с выбранным уровнем точности обработки для каждой операции
В платформах ЧПУ крупных производителей заложена возможность обращения к справочным материалам, выполнения цикла чистовой и черновой обработки, запуска последовательности программных кадров для заранее записанного и сохраненного процесса. Оператору следует с максимальной ответственностью относиться к сообщениям об ошибках, которые выдает информационная система станка при загрузке программы.
Оператору следует с максимальной ответственностью относиться к сообщениям об ошибках, которые выдает информационная система станка при загрузке программы.
Особенности конструкции создают ряд требований к наладке, запуску и обслуживанию станков с ЧПУ:
- особое внимание следует уделять состоянию исполнительных узлов – приводов, направляющих и прочих элементов, от износа которых зависит точность обработки;
- функциональная часть станка обслуживается по отдельному регламенту, разработанному для определенного типа оборудования;
- программное обеспечение станка ЧПУ должно обновляться по мере выхода новых версий, от этого зависит возможность использования системы;
- запчасти и комплектующие для станков ЧПУ должны быть указаны в описании производителя как рекомендованные, особенно важно это для аналогов и реплик от сторонних изготовителей.
При смене программы на сохраненную или запуске нового процесса необходим пробный прогон полного цикла обработки детали, проверка показаний датчиков и анализ выданных сообщений об ошибках.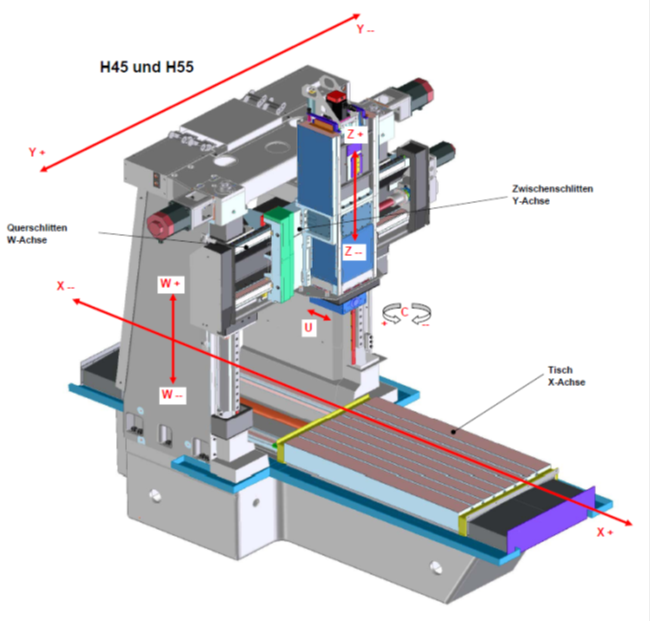
Возможности и особенности работы на станках ЧПУ на крупном производстве
Компьютерная (цифровая) составляющая станка с ЧПУ позволяет существенно расширить возможности среднего и крупного производства, если интегрировать ее в систему управления и контроля. Существует несколько таких платформ, среди которых стоит выделить отечественную разработку DPA – систему организации производства на уровне участка, цеха, предприятия с оборудованием ЧПУ любого уровня.
Функционал системы DPA позволяет объединить станки и ПК в общую сеть, которая будет собирать данные о работе в реальном времени, формировать отчеты по выбранным периодам и критериям, распределять задания и поддерживать функции доступа специалистов к настройкам оборудования. Объединение DPA со справочной частью станка ЧПУ и устройствами инженеров позволяет вывести производство на уровень системного управления для повышения эффективности и поддержания высокого качества.
Принципы работы станков с ЧПУ — фрезерного и токарного
Принцип работы систем числового программного управления в станках. Рассмотрим основные преимущества станков с ЧПУ (токарных, фрезерных)
Рассмотрим основные преимущества станков с ЧПУ (токарных, фрезерных)
Обработка заготовок в автоматическом режиме по заранее заданному алгоритму возможна при помощи систем числового программного управления. Принцип работы ЧПУ станка основывается на компьютеризированном комплексе, который отвечает за функционирование режущего инструмента, чтобы он выполнял определенное задание. Все движения инструмента контролируются специально написанной управляющей программой (УП) на языках программирования, предназначенных для ЧПУ. Созданные программы можно сохранить в памяти и впоследствии использовать неограниченное количество раз.
Преимущества устройства и принципов работы станков ЧПУ
Универсальность и гибкость современных обрабатывающих комплексов обуславливается именно числовыми управляющими системами. Не только на мелком, но и на крупном производстве все чаще используют такие решения как альтернативу роботам-автоматам и узкоспециализированной оснастке станков.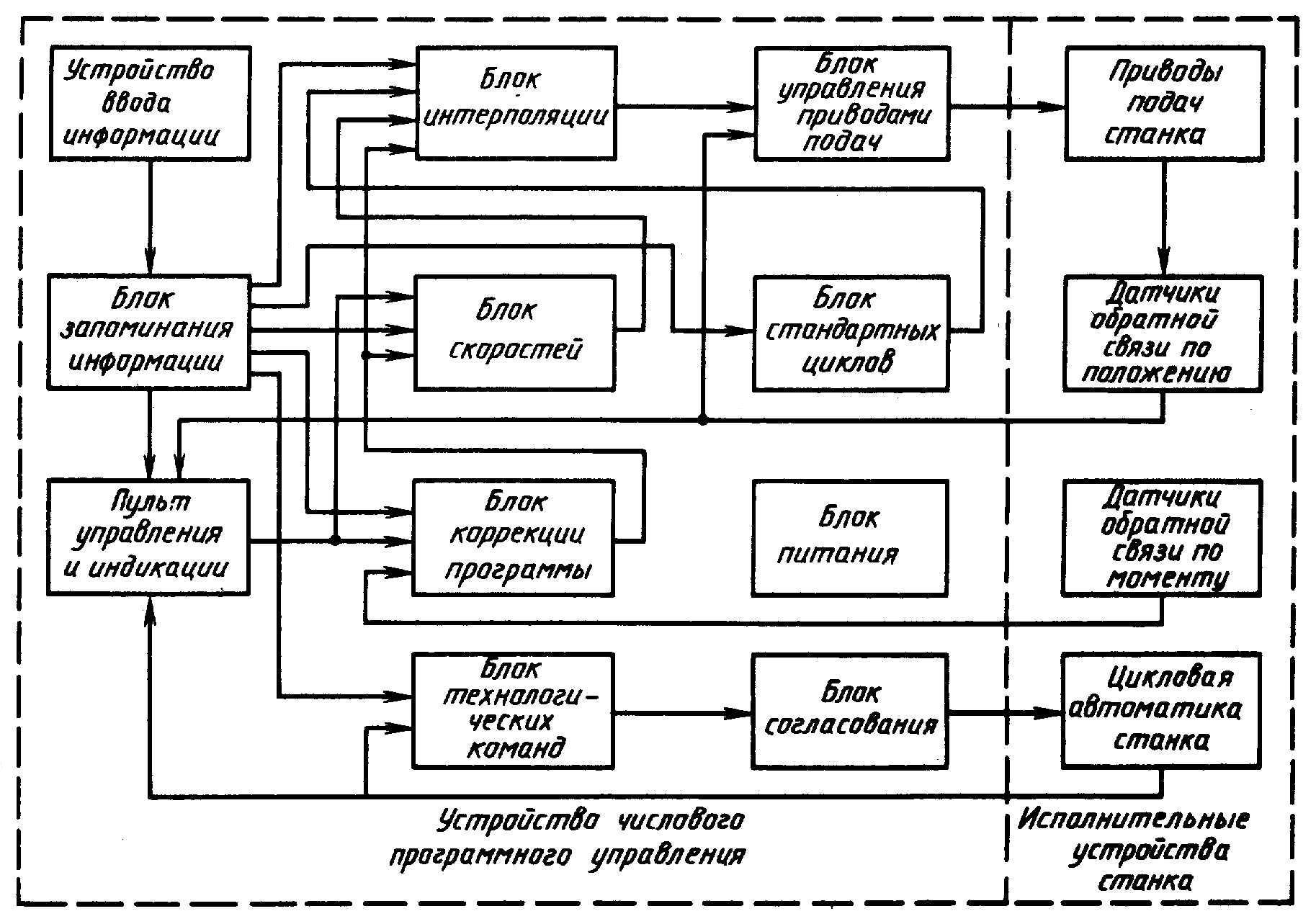 Хотя оборудование в этом случае обходится и дороже, но зато его можно гораздо быстрее перенастраивать, что в итоге дает экономические плюсы. Также некоторые детали высокой сложности вообще невозможно изготовить без многокоординатной обрабатывающей программы.
Хотя оборудование в этом случае обходится и дороже, но зато его можно гораздо быстрее перенастраивать, что в итоге дает экономические плюсы. Также некоторые детали высокой сложности вообще невозможно изготовить без многокоординатной обрабатывающей программы.
Выделяют следующие основные плюсы ЧПУ-систем:
- наивысшая точность обработки;
- универсальность;
- повышенная производительность, поддержка высокоскоростной обработки;
- практически полное отсутствие разброса по качеству в рамках каждой партии продукции;
- упрощение процесса производство – достаточно один раз написать правильную программу, а затем только следить за ее надлежащим исполнением;
- открытость систем – можно взять уже готовую программу и доработать ее так, как нужно в конкретном случае;
- упрощение оснастки, а также переналадки на выпуск другой продукции.
Кроме того, такие устройства обслуживать значительно проще, чем ручные производственные системы.
Конструкция и принцип работы токарного станка с ЧПУ
Базовый компонент — станина, это литая либо сварная конструкция, на которой фиксируются прочие элементы. Сама станина обычно закрепляется на цементном полу при помощи анкеров, но также может устанавливаться и на виброопорах. Оснащена горизонтальными направляющими и передней бабкой, в которой располагается основной привод, шпиндель, коробка переключения скоростей.
Заготовка зажимается при помощи укрепленного на кончике шпинделя кулачкового патрона либо планшайбы. Есть также задняя бабка, размещаемая напротив передней, на продольных направляющих. Служит для того, чтобы фиксировать конец заготовки и инструменты, отвечающие за обработку отверстий в форме конусов, цилиндров.
Рабочие элементы ЧПУ-станка включают в себя:
- Суппорт, при помощи которого позиционируют поворотную головку и резец инструмента. Состоит из верхних и поперечных салазок, держателя резца, каретки, механизма передвижения.
- Коробка подач и коробка скоростей – если тип управления станком ручной, то они используются для корректировки шага резьбы либо скорости подачи.
- Электрические приводы с цифровым управлением – служат для тех же целей, но в более современных устройствах.
- Вспомогательные компоненты, такие как выключатели системы охлаждения, блокираторы защитного ограждения, переключатели позиционирования револьверной головки, зажимы и пр.
Что касается непосредственной электронной системы ЧПУ, то в числе ее компонентов обязательно присутствует микропроцессор, который обрабатывает программный код и преобразует его в реальные импульсы, а также контролирующий все процессы. Оперативная память – нужна для хранения информации о текущем процессе обработки и его особенностях. Постоянная память – в ней сохраняются готовые программы, а также настройки для станка. Помимо этого, в качестве вспомогательных устройств имеется плата подключения к компьютеру и USB-интерфейс для переноса программного обеспечения.
Операции, составляющие токарную обработку под числовым программным управлением, подразделяются на две разновидности: основные (непосредственно обработка металла или дерева) и вспомогательные (подготовительные и завершающие меры). Основные шаги, которые включает в себя последовательность:
Основные шаги, которые включает в себя последовательность:
- Фиксация заготовки при помощи зажимов, центровка, загрузка и прочие требуемые измерения.
- Фиксация вспомогательной оснастки, необходимой для изготовления конкретной детали.
- Установка режущего инструмента в поворотную головку или специальный держатель. Резец выбирается исходя из указаний в технологической карте.
- Задание скорости движения шпинделя и его запуск путем активации основного привода.
- Вывод резца в нулевую точку, расположенную на определенном расстоянии от поверхности заготовки и стола.
- Активация резца и наблюдение за его рабочим проходом.
- Отвод резца с продольного перемещения на поперечное. Новое задание позиции.
- Контрольное измерения геометрии обработанной детали. Расфиксация и снятие готового результата.
Производственный технолог исходя из принципов работы фрезерного станка с ЧПУ рассчитывает нормальные показатели времени на основные и вспомогательные действия.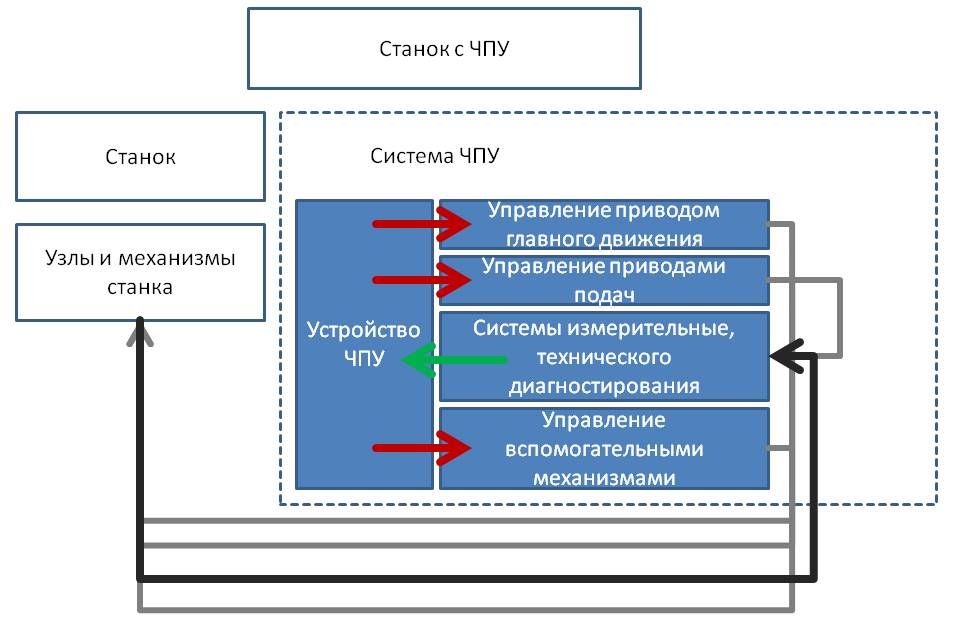 Затем с их учетом рассчитываются экономические показатели, относящиеся к производству конкретной детали. Коэффициент загрузки оборудования, благодаря автоматике, становится значительно выше, в то время как трудовые затраты сокращаются. Это относится практически к любым видам станочного оборудования: присадочным, листогибочным и т.д.
Затем с их учетом рассчитываются экономические показатели, относящиеся к производству конкретной детали. Коэффициент загрузки оборудования, благодаря автоматике, становится значительно выше, в то время как трудовые затраты сокращаются. Это относится практически к любым видам станочного оборудования: присадочным, листогибочным и т.д.
Читайте также
- Система смазки ЧПУ станка
- Смазка токарного станка
- Рейтинг лучших станков по металлу
Любой станок нуждается в грамотном охлаждении и смазывании — для этого используются смазочно-охлаждающие жидкости (СОЖ). Найти широкий ассортимент таких составов вы можете в каталоге нашего магазина. Мы гарантируем качество продукции, поставляемой от проверенных производителей, названия которых говорят сами за себя. Для вашего удобства есть доставка по Санкт-Петербургу и другим населенным пунктам.
Краткое руководство, чтобы узнать о них все
5 июля 2022 г.
Станки с ЧПУ могут выполнять различные процедуры обработки благодаря различным доступным обрабатывающим инструментам с ЧПУ. Эти различные инструменты с ЧПУ имеют различные свойства, которые делают их подходящими для различных операций, уменьшая при этом потребность в ручном вводе со стороны операторов станка. Это устраняет старую проблему усталости операторов машин и нарушения процесса.
Обрабатывающие инструменты с ЧПУ делятся на различные типы, включая токарные, режущие (фрезерные), сверлильные и шлифовальные инструменты. Среди них наиболее часто используются режущие инструменты с ЧПУ.
В этой статье будут описаны различные типы станков с ЧПУ и функции каждого из них. Если вы хотите узнать больше об этих инструментах для обработки, то это краткое руководство для вас.
Токарные станки с ЧПУ
Токарная обработка является одним из старейших методов механической обработки, восходящим к Египетской империи. Токарные инструменты с ЧПУ работают с токарным станком (токарным станком), который вращает заготовку с высокой скоростью вращения в минуту, в то время как токарный инструмент формирует заготовку в запрограммированную форму. Форма заготовки зависит от типа токарной процедуры и используемого токарного инструмента. Примеры различных токарных инструментов включают:
Форма заготовки зависит от типа токарной процедуры и используемого токарного инструмента. Примеры различных токарных инструментов включают:
Расточные инструменты
Расточные инструменты используются на токарном станке для увеличения прямых или конических отверстий, которые уже были просверлены или отлиты в заготовке.
Инструменты для снятия фасок
Машинисты используют инструменты для снятия фасок для различных операций, таких как удаление заусенцев, удаление острых кромок на заготовках и снятие фасок.
Накатной инструмент
Накатные инструменты представляют собой токарные станки с ЧПУ, предназначенные для создания различных рисунков (диагональных, прямых или ромбовидных) на поверхности заготовок. Эти шаблоны служат источником лучшего сцепления с готовой деталью.
Отрезной инструмент
Отрезной инструмент имеет лезвие, которое работает, отрезая материал от заготовки. Машинисты также используют его для вырезания готовой детали из остальной заготовки.
Режущие инструменты с ЧПУ (фрезерные инструменты с ЧПУ)
Режущие инструменты с ЧПУ являются одним из наиболее часто используемых наборов инструментов в отрасли ЧПУ. Несмотря на то, что они называются режущими инструментами, в ЧПУ нет процедуры, называемой резкой. Вместо этого у нас есть процедура фрезерования. Вот почему режущие инструменты с ЧПУ также известны как фрезерные станки с ЧПУ/фрезерные станки с ЧПУ.
Что касается процедуры, фрезерование является еще одной популярной процедурой, для которой обычно используются обрабатывающие инструменты. Несмотря на то, что он очень важен в области механической обработки, он обеспечивает точность процедуры токарной обработки благодаря большому разнообразию инструментов с ЧПУ, используемых при фрезеровании. Фрезерные станки с ЧПУ используются с фрезерным станком с ЧПУ (или фрезерным станком). Фрезерный станок использует фрезы с ЧПУ для удаления материала из разных мест на неподвижной заготовке круговыми движениями.
Примеры режущих инструментов:
Концевые фрезы
Если вы знакомы с фрезерованием на станках с ЧПУ, вы наверняка слышали о концевых фрезах. Они очень похожи на сверла, но более универсальны. Они помогают вырезать отверстия в материалах даже без предварительного сверления. Существуют также различные типы концевых фрез, которые отличаются количеством канавок и типом носика.
Классифицируя их по форме, можно выделить три типа: круглая, сферическая и плоская концевые фрезы. Что касается их числа канавок, минимум, который может иметь любая концевая фреза, составляет 8.9.0008
Плитные фрезы
Плитные фрезы представляют собой режущие инструменты с ЧПУ, используемые для фрезерования плоских поверхностей. В основном они подходят для тяжелых работ. Чтобы использовать плитные фрезы, вы должны расположить поверхность заготовки параллельно столу фрезерного станка с ЧПУ.
Торцевые фрезы
Торцевые фрезы представляют собой фрезы с ЧПУ с плоскими торцами со сменными режущими кромками, изготовленными из твердого сплава. Поскольку эти режущие кромки находятся сбоку, торцевые фрезы могут резать заготовки только в горизонтальном направлении. Функция торцевых фрез состоит в том, чтобы делать плоские участки на заготовках. Одним из преимуществ использования торцевых фрез является возможность замены их режущих кромок. Это свойство дает инструменту более длительное время работы.
Поскольку эти режущие кромки находятся сбоку, торцевые фрезы могут резать заготовки только в горизонтальном направлении. Функция торцевых фрез состоит в том, чтобы делать плоские участки на заготовках. Одним из преимуществ использования торцевых фрез является возможность замены их режущих кромок. Это свойство дает инструменту более длительное время работы.
Нахлыстовые фрезы
Нахлыстовые фрезы представляют собой фрезы с ЧПУ, состоящие из корпуса инструмента и режущих насадок. Их функция заключается в выполнении неглубоких или широких надрезов на заготовках. У них могло быть одно или два режущих лезвия. Преимущество использования фрез с двумя режущими кромками заключается в том, что они могут охватывать большую часть заготовки. Вы можете использовать их для функций, аналогичных торцевым фрезам; однако они дешевле.
Полые фрезы
Полые фрезы представляют собой фрезы с ЧПУ, имеющие форму трубы и похожие на перевернутые концевые фрезы. Они обычно используются для создания радиусов формы и полных точек на заготовках.
Помимо этих типов режущих инструментов, существует еще много типов, которые включают:
- Развертки
- Боковые и торцевые фрезы
- Резьбовые фрезы
- Эвольвентные зуборезные фрезы
900 06
Буровой инструмент
Это также известно как сверла, машинисты используют сверлильные инструменты для создания отверстий в заготовках. Они работают со спиральными сверлами или фрезерными станками с ЧПУ и делают эти отверстия, используя канавки и конические режущие кромки. Примеры буровых инструментов включают:
Центровочные сверла
Слесари используют центровые сверла, чтобы сделать точные отверстия в заготовке, прежде чем использовать другие сверла для увеличения отверстия.
Эжекторные сверла
Эжекторные сверла используются после центровочных сверл для создания больших и глубоких отверстий в заготовке.
Спиральные сверла
Машинисты используют спиральные сверла для выполнения отверстий, не требующих особых спецификаций.
Иногда механики относят сверлильный инструмент к подразделу режущего инструмента.
Шлифовальные инструменты
Шлифовальные инструменты работают вместе со шлифовальными кругами. Они используются для сглаживания поверхности заготовки и обычно имеют высокий уровень точности. Единственным идентифицированным шлифовальным инструментом является абразивный шлифовальный круг.
Различные типы материалов, используемых при изготовлении станков с ЧПУ
Сырье для станков с ЧПУ определяет процедуру обработки, такую как скорость подачи и скорость резания, которую вы можете использовать. Общее эмпирическое правило заключается в том, что сырье для ваших станков с ЧПУ должно быть тверже, чем материал заготовки. В противном случае средство будет в значительной степени неэффективным для процедуры. Ниже перечислены некоторые распространенные примеры материалов, используемых при изготовлении обрабатывающих инструментов:
Углеродистая сталь
Углеродистая сталь, содержащая смесь кремния, углерода и марганца, является самым дешевым инструментом, используемым при изготовлении станков с ЧПУ.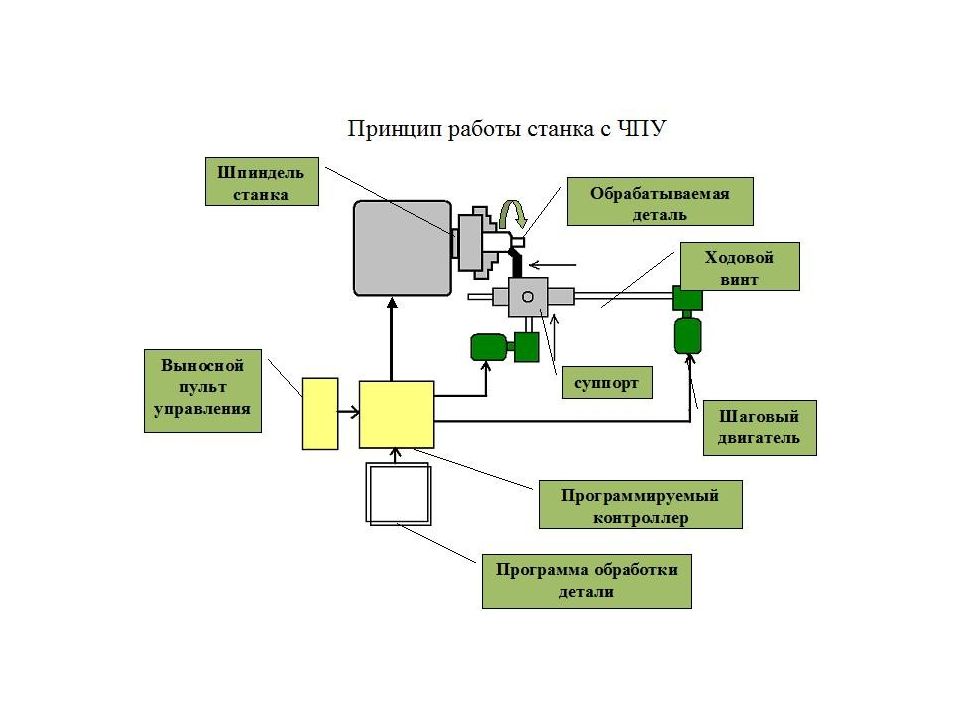 Тем не менее, с его низкой ценой приходит большой недостаток. Материал имеет низкую износостойкость.
Тем не менее, с его низкой ценой приходит большой недостаток. Материал имеет низкую износостойкость.
Следовательно, станки из углеродистой стали не могут работать в тяжелых условиях. Из-за низкой температуры плавления (200°C) он не может выдерживать высокие температуры, выделяющиеся при работе в тяжелых условиях; поэтому он начинает таять. Машинисты используют его для резки легких материалов, таких как пенопласт или пластик.
Быстрорежущая сталь
Быстрорежущая сталь, содержащая более прочные металлы, такие как вольфрам, молибден и хром, является более прочным материалом для изготовления станков с ЧПУ. Материалы из быстрорежущей стали с температурой плавления 600°C подходят для работы в тяжелых условиях и могут выдерживать высокие уровни нагрева.
Цементированные карбиды
Цементированные карбиды состоят из карбидов и металлов, таких как титан. Благодаря своим составляющим он может выдерживать даже более высокие температуры, чем быстрорежущая сталь. Однако материал не такой прочный, как быстрорежущая сталь. Это означает, что продолжительность их использования может быть сокращена из-за трещин или сколов на поверхности инструмента. Следовательно, их использование в основном ограничивается изготовлением инструментов, используемых для отделки.
Однако материал не такой прочный, как быстрорежущая сталь. Это означает, что продолжительность их использования может быть сокращена из-за трещин или сколов на поверхности инструмента. Следовательно, их использование в основном ограничивается изготовлением инструментов, используемых для отделки.
Резка керамики
Это самый твердый материал в этом списке. Устойчивые к коррозии и нагреву инструменты, изготовленные из этого материала, могут резать самые твердые заготовки. Однако по сроку службы инструмента они аналогичны цементированным карбидам. Несмотря на их твердость, производители редко используют их для изготовления станков с ЧПУ, поскольку они подвержены трещинам и сколам.
Какие распространенные покрытия используются в станках с ЧПУ?
Другим фактором, влияющим на свойства станков с ЧПУ, является используемое покрытие. Эти покрытия могут увеличить срок службы и твердость инструмента, а также помочь ему выдерживать более высокие температуры.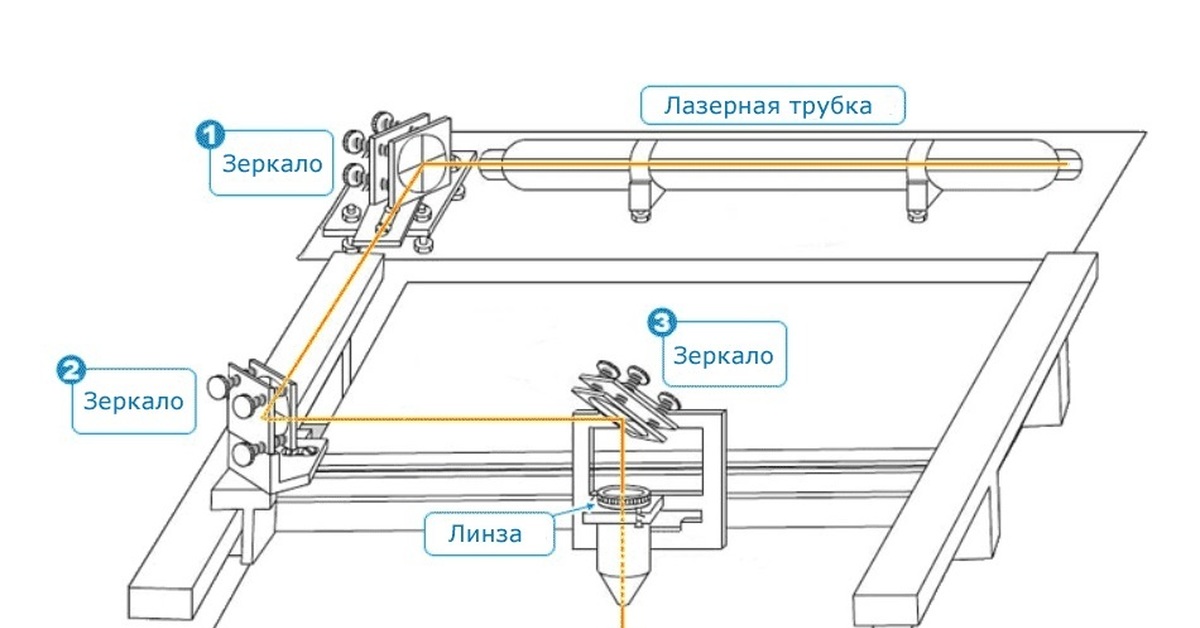 Примеры распространенных покрытий инструментов включают:
Примеры распространенных покрытий инструментов включают:
Нитрид титана
Это одно из первых и наиболее распространенных покрытий, используемых для повышения твердости режущих инструментов. Помимо твердости, он также улучшает другие свойства, такие как термическая стабильность и износостойкость инструментов. Он также имеет умеренную устойчивость к окислению.
Однако производители придумали варианты этого покрытия с лучшими свойствами. Следовательно, его использование не так широко, как раньше.
Нитрид хрома
Производители создали покрытия из нитрида хрома для работы там, где нитрид титана не смог бы работать. Покрытие повышает твердость станков и делает их устойчивыми к коррозии. Это также увеличивает их термическую прочность и делает их подходящими для инструментов, работающих при высоких температурах.
Алюминий-нитрид титана (AlTiN) / Super-Life Nitride Titanium
Это покрытие не следует путать с покрытием из нитрида титана-алюминия (TiAlN). Эти два отличаются содержанием алюминия. TiAlN содержит 40% алюминия, тогда как AlTiN содержит около 65% алюминия. Это покрытие повышает термостойкость станков с ЧПУ.
Эти два отличаются содержанием алюминия. TiAlN содержит 40% алюминия, тогда как AlTiN содержит около 65% алюминия. Это покрытие повышает термостойкость станков с ЧПУ.
Titanium Carbo Nitride
Это еще один вариант покрытия из нитрида титана, который содержит углерод. Из-за относительно низкой рабочей температуры этого покрытия оно не может работать в высокотемпературных средах. Улучшает такие свойства, как твердость и смазывание поверхности режущих инструментов с ЧПУ.
Факторы, которые следует учитывать при выборе станков с ЧПУ
Для успеха любой обработки жизненно важно иметь правильный инструмент. Чтобы убедиться, что у вас есть правильный инструмент, вы должны учитывать различные свойства, необходимые для успешной обработки деталей с наилучшей шероховатостью поверхности. Ниже перечислены различные факторы, которые следует учитывать при выборе обрабатывающих инструментов:
Материал, из которого изготовлена заготовка
Материал, с которым вы собираетесь работать, имеет решающее значение при выборе инструмента. Как упоминалось ранее, инструмент, используемый в процедуре обработки, должен быть тверже, чем заготовка. После определения ударной вязкости заготовки вы можете легко определить материалы, которые подходят для процедуры обработки.
Как упоминалось ранее, инструмент, используемый в процедуре обработки, должен быть тверже, чем заготовка. После определения ударной вязкости заготовки вы можете легко определить материалы, которые подходят для процедуры обработки.
Сырье для инструмента
Свойства инструмента также важны для выбора правильного инструмента. Например, если вам нужен инструмент с длительным сроком службы и способный выдерживать высокие температуры, лучшим выбором будут инструменты из быстрорежущей стали. Тем не менее, резка керамики — лучший вариант, если вам нужен инструмент, способный резать сверхтвердые материалы, такие как чугун.
Количество канавок
Количество канавок на инструменте важно, так как они определяют скорость подачи станка. Чем больше количество канавок, тем выше скорость, с которой фреза перемещается по заготовке. Однако слишком большое количество канавок также может привести к застреванию отрезанных фрез между канавками. Следовательно, получение оптимального количества канавок для процедуры обработки имеет жизненно важное значение.
Рассматриваемый тип обработки
Существуют различные станки с ЧПУ, предназначенные для различных процедур обработки. Следовательно, тип процедуры обработки дает вам краткий список инструментов, с которыми вы можете работать. Однако в некоторых случаях инструменты для конкретной процедуры обработки могут работать и для других приложений.
Покрытие инструмента
Покрытие станка также имеет важное значение, поскольку оно влияет на свойства инструмента. Например, покрытие из нитрида титана увеличивает стоимость изготовления инструмента и его твердость. Следовательно, если вам нужен инструмент по низкой цене, об инструменте из нитрида титана не может быть и речи.
Запрещена обработка без станков с ЧПУ
Станки с ЧПУ незаменимы при обработке. Тем не менее, вам нужно выбрать правильный, чтобы убедиться, что процедура обработки проходит беспрепятственно. Вместо того, чтобы ломать голову над правильным инструментом, вы можете передать свои операции по обработке на аутсорсинг экспертам.
Зачем беспокоиться о выборе станков с ЧПУ, если за вас это может сделать команда экспертов? WayKen — это ваш универсальный магазин для всего, что эксперт по обработке с ЧПУ, мы предлагаем различные виды услуг по обработке с ЧПУ, включая фрезерование, токарную обработку, сверление, электроэрозионную обработку и т. д. Будь то прототип или мелкосерийные детали, вы можете быть уверены, что получите качественные детали производства.
Кроме того, при работе с WayKen Вам не нужно беспокоиться о высоких ценах. Мы предлагаем одни из лучших цен наряду с лучшим в отрасли временем оборота.
Вы можете связаться с нами, чтобы получить предложение по обработке, и мы ответим в течение следующих 12 рабочих часов. Нажмите кнопку ниже, чтобы связаться с нами прямо сегодня!
Есть ли какой-либо инструмент, который подходит для всех операций обработки?
Хотя некоторые инструменты могут работать более чем с одной процедурой, ни один инструмент не работает во всех типах процедур. Для достижения наилучших результатов рекомендуется использовать только инструменты, предназначенные для процедуры обработки.
Для достижения наилучших результатов рекомендуется использовать только инструменты, предназначенные для процедуры обработки.
Какой материал лучше всего подходит для изготовления станков с ЧПУ?
Лучший материал для станка с ЧПУ зависит от процедуры обработки, с которой будет работать инструмент. Однако быстрорежущая сталь дает лучшее из обоих миров с точки зрения цены и твердости.
Необходимо ли покрытие для станков с ЧПУ?
Покрытие помогает улучшить свойства обрабатывающих инструментов. Следовательно, они важны для многих инструментов. Однако в них нет необходимости. Вы можете использовать эти инструменты без покрытия. Единственная проблема с большинством инструментов без покрытия заключается в том, что они могут служить не так долго, как инструменты с покрытием.
Станки с ЧПУ
Вы здесь
Главная > Станки с ЧПУ
Свяжитесь с нами!
Ищете высококачественные станки с ЧПУ для расширения производственных возможностей? Эллисон Текнолоджиз поможет вам! Как авторизованный дистрибьютор DN Solutions (ранее Doosan Machine Tools) мы предлагаем широкий выбор передовых станков с ЧПУ для удовлетворения ваших потребностей. Наш спектр услуг поддержки гарантирует, что вы инвестируете в правильные решения для оптимизации ваших производственных процессов, помогая вам достичь большей прибыльности и эффективности. Выберите Эллисон Технолоджис и поднимите свой бизнес на новый уровень с помощью наших превосходных станков с ЧПУ.
Наш спектр услуг поддержки гарантирует, что вы инвестируете в правильные решения для оптимизации ваших производственных процессов, помогая вам достичь большей прибыльности и эффективности. Выберите Эллисон Технолоджис и поднимите свой бизнес на новый уровень с помощью наших превосходных станков с ЧПУ.
Обрабатывающие центры
Обрабатывающий центр — это универсальный фрезерный или сверлильный станок, оснащенный устройством автоматической смены инструмента, встроенным непосредственно в станок. Заготовка надежно фиксируется на столе, обеспечивая стабильность и точность в процессе обработки. Обрабатывающие центры бывают двух основных типов: горизонтальные и вертикальные, каждый из которых имеет уникальные функции для удовлетворения различных потребностей обработки. С обрабатывающим центром вы можете наслаждаться высокой точностью и эффективностью, что позволяет оптимизировать производственные процессы и достигать выдающихся результатов. Расширьте свои возможности обработки сегодня с помощью первоклассного обрабатывающего центра!
Токарные центры
Токарный центр, также известный как токарный станок с ЧПУ, представляет собой тип станка, который удерживает цилиндрическую трубчатую заготовку с одного или обоих концов и вращает ее, в то время как режущие инструменты срезают слои материала. Токарные станки с ЧПУ производят детали цилиндрической формы, которые обычно имеют прямые стороны и круглые концы. Токарные станки могут производить широкий спектр деталей, в том числе сложные детали с жесткими допусками или спецификациями. Существует два типа токарных станков: вертикальные токарные станки и горизонтальные токарные станки. В то время как горизонтальный токарный станок с ЧПУ используется чаще, иногда необходимо использовать вертикальный токарный станок с ЧПУ для больших и тяжелых заготовок или ограничений по площади. Единственная разница между двумя токарными станками заключается в угле, под которым режется материал.
Токарные станки с ЧПУ производят детали цилиндрической формы, которые обычно имеют прямые стороны и круглые концы. Токарные станки могут производить широкий спектр деталей, в том числе сложные детали с жесткими допусками или спецификациями. Существует два типа токарных станков: вертикальные токарные станки и горизонтальные токарные станки. В то время как горизонтальный токарный станок с ЧПУ используется чаще, иногда необходимо использовать вертикальный токарный станок с ЧПУ для больших и тяжелых заготовок или ограничений по площади. Единственная разница между двумя токарными станками заключается в угле, под которым режется материал.
Токарно-фрезерные центры
Токарно-фрезерные центры предлагают преимущества фрезерной и токарной обработки в одном обрабатывающем центре для достижения оптимальных результатов. Этот тип станка с ЧПУ имеет много преимуществ, поскольку он объединяет несколько операций. Например, это сокращает время настройки, сокращает время работы и повышает качество детали.
5-осевые станки
5-осевые станки могут двигаться в разных направлениях по пяти осям одновременно или с настройкой 4+1 или 3+2. 5-осевые обрабатывающие центры имеют режущий инструмент, который перемещается по линейным осям X, Y и Z, а также вращается по осям A и B, что позволяет резать заготовку с любого направления. Хотя эта возможность повышает эффективность, она также приводит к сокращению времени наладки сложных деталей, уменьшению количества ошибок и сокращению времени производства.
Электроэрозионные станки (EDM)
Для работ, требующих обработки сложных форм, чрезвычайно твердых материалов, небольших заготовок и требующих очень жестких допусков и хорошего качества поверхности; Электроэрозионные машины (EDM) являются идеальным решением для удовлетворения ваших потребностей. Идеально подходящие для производства пресс-форм и инструментов, мы предлагаем электроэрозионные станки с опциями для погружения штампа, резки проволоки и сверления отверстий.
Токарные станки в швейцарском стиле
Токарные станки в швейцарском стиле идеально подходят для быстрых и высокопроизводительных деталей различного размера, от небольших сложных деталей до длинных деталей, которые обычно слишком сложно обрабатывать на стандартном токарном центре.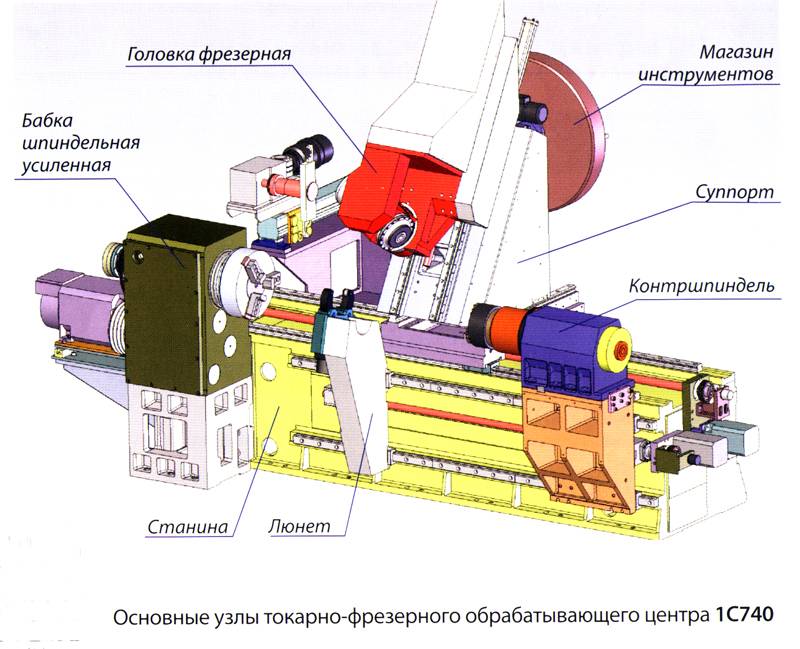
Всего комментариев: 0