Виды резцов по металлу для токарного станка и их назначение: Токарные резцы: виды, применение, заточка
Содержание
конструктивные особенности и классификация — РИНКОМ
Токарные резцы по металлу: конструктивные особенности и классификация — РИНКОМ
Главная
Статьи
Токарные резцы по металлу: конструктивные особенности и классификация
Токарные резцы по металлу: конструктивные особенности и классификация
29 августа 2018
Гирин Кирилл
Токарный резец — это основной инструмент, который применяется для обработки заготовок на токарных станках. Именно он контактирует с деталью и придает ей необходимую форму. В этой статье мы максимально подробно расскажем о конструктивных особенностях и классификации резцов. Изучив информацию, вы сможете на практике без проблем подобрать инструмент для той или иной операции.
Содержание
-
Конструктивные особенности токарных резцов -
Геометрия токарных резцов -
Классификация резцов по металлу по форме головок, конструкции, направлению резания и точности операций- Классификация по форме головок
- Классификация по конструкции
- Классификация по направлению резания
- Классификация по точности операций
-
Маркировка токарных резцов, значения цифр и символов -
Классификация токарных резцов по назначению- Прямые проходные токарные резцы и их назначение
- Отогнутые проходные токарные резцы и их назначение
- Проходные упорные токарные резцы и их назначение
- Отогнутые подрезные токарные резцы и их назначение
- Расточные токарные резцы и их назначение
- Отрезные (канавочные) токарные резцы и их назначение
- Резьбовые токарные резцы и их назначение
- Фасонные токарные резцы и их назначение.


Начнем с конструктивных особенностей резцов.
Конструктивные особенности токарных резцов
Каждый токарный резец состоит из двух частей.
-
Державка. Может быть квадратной или прямоугольной. С ее помощью резец закрепляют в посадочных гнездах станков. ГОСТом установлены следующие стандартные размеры державок.-
Квадратные — 4*4, 6*6, 8*8, 10*10, 12*12, 16*16, 20*20, 25*25, 32*32, 40*40 мм. -
Прямоугольные — 16*10, 20*12, 25*16, 25*20, 50*25, 40*32, 50*32, 50*40, 63*50 мм.
-
-
Головка. Это рабочая часть резца, контактирующая с заготовкой в процесс ее обработки. Головка состоит из заточенных под определенными углами кромок.
Изображение №1: конструкция токарного резца
Геометрия токарных резцов
Изображение №2: геометрия токарного резца
Расскажем об углах резцов и их назначениях.
-
Задний вспомогательный угол (α1). При его уменьшении снижается сила трения между задней плоскостью инструмента и обрабатываемой заготовкой. -
Угол вершины (ε). Формируется между режущей кромкой и задней вспомогательной плоскостью. Чем больше этот угол, тем лучше условия теплоотвода и выше прочность резца. -
Вспомогательный угол в плане (ϕ1). Его размер варьируется в пределах от 10 до 30°. С уменьшением угла улучшается чистота обработки, но возрастает сила трения. -
Главный угол в плане (ϕ). Его размер варьируется в пределах от 20 до 90°. От размеров угла зависят длина и ширина среза. Чем меньше ϕ, тем ниже температура и сила резания. Чистота обработки также улучшается. Но с уменьшением угла возрастают вибрации и радиальная сила резания. -
Угол резания (δ). Формируется между передней поверхностью и плоскостью резания.
Формируется между передней поверхностью и плоскостью резания.
-
Основной передний угол (γ). Его размер варьируется в пределах от -5 до +15°. При увеличении угла облегчается врезание инструмента в металл, улучшается отвод стружки, уменьшаются сила резания, деформация обрабатываемой поверхности и потребляемая мощность. Однако при этом ухудшаются теплоотвод и сокращается срок службы режущей кромки. -
Угол заострения (β). Формируется между передней и главной задней поверхностями. Оказывает влияние на остроту и прочность инструмента. -
Главный задний угол (α). Его размер варьируется в пределах от 6 до 12°. С уменьшением угла снижается сила трения между деталью и задней поверхностью резца. При этом улучшается теплоотвод и продлевается срок службы инструмента, но ухудшается чистота обрабатываемой поверхности. -
Угол наклона главной режущей кромки (λ). Влияет на направление отвода стружки. При положительных λ и λ = 0° стружка сходит к обрабатываемой поверхности. Резцы с положительными λ (12–15°) применяют при обработке заготовок из жаропрочных и закаленных сталей. У универсальных токарных резцов λ = 0°. Резцы с отрицательными λ применяют для чистовой обработки.
Влияет на направление отвода стружки. При положительных λ и λ = 0° стружка сходит к обрабатываемой поверхности. Резцы с положительными λ (12–15°) применяют при обработке заготовок из жаропрочных и закаленных сталей. У универсальных токарных резцов λ = 0°. Резцы с отрицательными λ применяют для чистовой обработки.
Классификация резцов по металлу по форме головок, конструкции, направлению резания и точности операций
По этим параметрам существуют следующие классификации резцов по металлу.
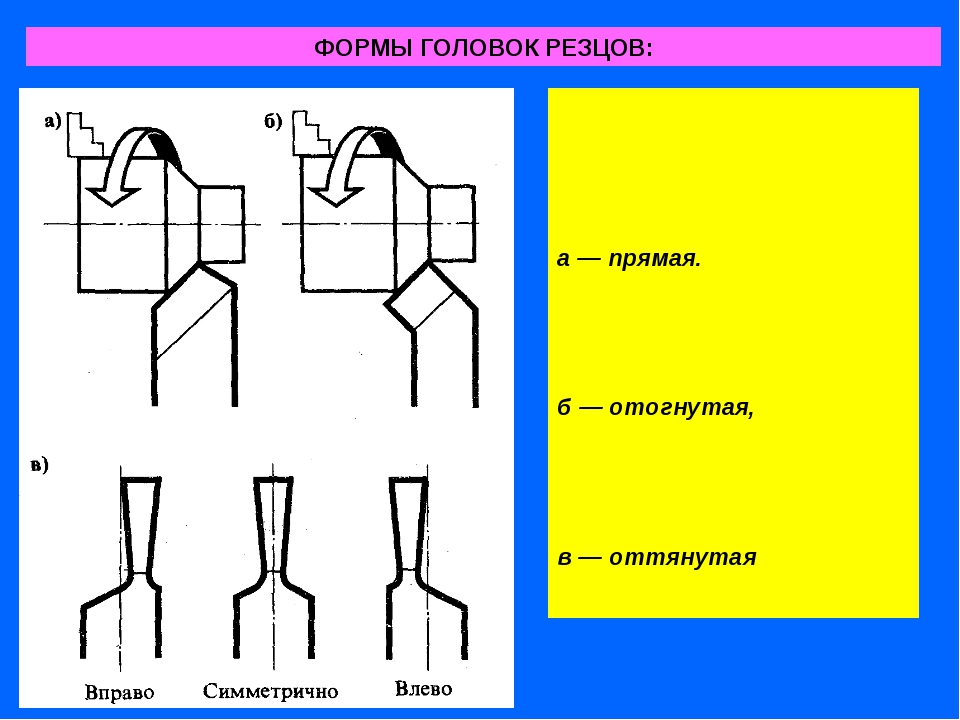
Классификация по форме головок
По этому параметру резцы делят на 4 типа.
-
Прямые. Державка и рабочая головка располагаются либо на одной оси, либо на двух, но параллельных. -
Изогнутые. Державка имеет изогнутую форму. -
Отогнутые. Отгиб головки в сторону заметен невооруженным глазом. -
Оттянутые. Ширина головки меньше ширины державки. Головка может быть оттянута влево или вправо. Существуют и симметричные модели.
Ширина головки меньше ширины державки. Головка может быть оттянута влево или вправо. Существуют и симметричные модели.
Изображение №3: классификация резцов по форме головок
Классификация по конструкции
По конструкции резцы классифицируют на три типа.
-
Цельные. Такие резцы целиком изготовлены из легированной или инструментальной (редко) стали. Стоят недорого, быстро изнашиваются и не подходят для обработки твердых материалов. -
С твердосплавными напайками. Такие резцы сочетают в себе высокую износостойкость и среднюю стоимость. Напайки обычно изготавливают из сталей ВК8, Т5К10 и Т5К6. -
Со сменными твердосплавными пластинами. Стоят дороже аналогов. Максимально удобны. Для смены пластин не нужно снимать режущий инструмент.
Изображение №4: классификация токарных резцов по конструкции
Классификация по направлению резания
Резцы бывают левыми и правыми.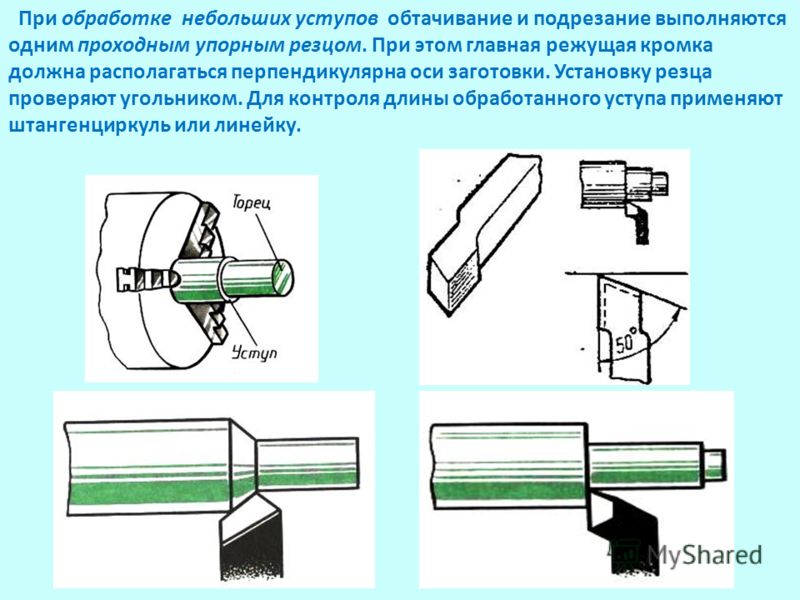
-
Правые. Такие резцы для токарных станков используются чаще всего и в процессе обработки заготовок подаются справа налево. Если положить сверху на такой резец правую руку, то режущая кромка будет располагаться со стороны отогнутого большого пальца. -
Левые. Подаются слева направо. Если положить сверху на такой резец левую руку, то режущая кромка будет располагаться со стороны отогнутого большого пальца.
Изображение №5: левый (а) и правый (б) резцы
Классификация по точности операций
По этому признаку выделяют следующие разновидности резцов.
-
Черновые (обдирочные). Предназначены для грубой обработки заготовок. -
Получистовые. Точность обработки находится на среднем уровне. -
Чистовые.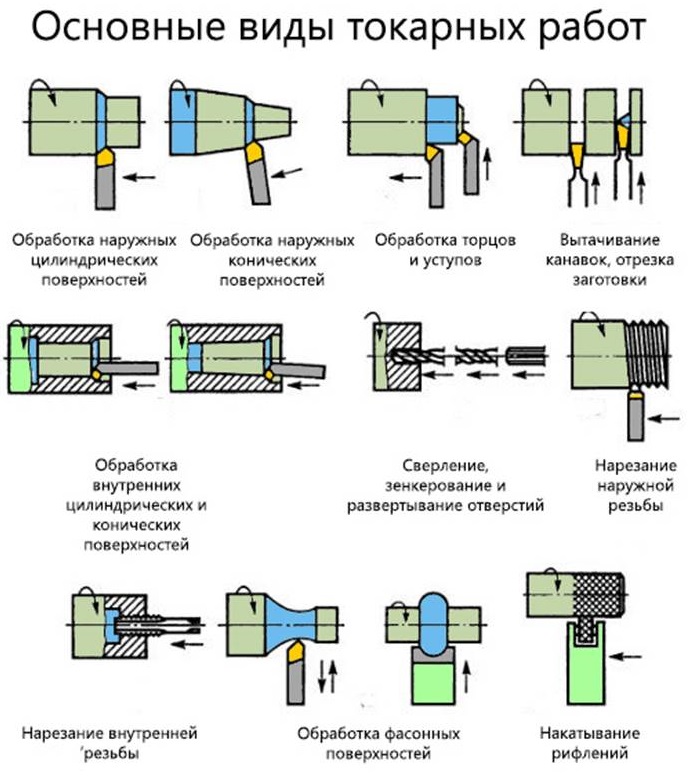 Точность обработки находится на высоком уровне.
Точность обработки находится на высоком уровне.
-
Специальные Предназначены выполнения тонких технологических операций.
Маркировка токарных резцов, значения цифр и символов
По стандарту маркировка токарных резцов может включать в себя 9 или 10 символов.
-
Первый — способ крепления режущей пластины. -
Второй — ее форма. -
Третий — тип резца. -
Четвертый — задний угол режущей пластины. -
Пятый — направление резания.
Изображение №6: возможные значения параметров 1–5
-
Шестой — высота державки. -
Седьмой — ширина ее хвостовой части.
-
Восьмой — общая длина резца. -
Девятый — размер режущей пластины.
Изображение №7: возможные значения параметров 6–9
- Десятый указывается при необходимости. Обозначает точность некоторых параметров резцов.
Изображение №8: возможные значения параметра 10
Классификация токарных резцов по назначению
По назначению принята следующая классификация токарных резцов. Всего выделяют 8 чаще всего применяющихся видов.
Прямые проходные токарные резцы и их назначение
Их применяют для обработки наружных поверхностей заготовок.
Фотография №1: прямые проходные токарные резцы
Чаще всего используют инструменты с тремя размерами державок.
-
20*20 мм.
-
25*16 мм. -
32*20 мм.
Отогнутые проходные токарные резцы и их назначение
Предназначение проходных отогнутых резцов — создание фасок и обработка торцевых поверхностей.
Фотография №2: отогнутые проходные токарные резцы
Наиболее широкое распространение получили инструменты с державками:
-
20*20 мм. -
25*16 мм. -
32*20 мм.
Проходные упорные токарные резцы и их назначение
Их обычно применяют при обработке ступенчатых валиков или иных деталей в случае, если в конце обработки требуется подрезать небольшой уступ.
Фотография №3: проходной упорный резец
Чаще всего используют проходные упорные резцы со следующими размерами державок.
-
16*16 мм. -
25*16 мм. -
32*20 мм. -
40*25 мм.
Отогнутые подрезные токарные резцы и их назначение
Назначение таких токарных резцов — обработка торцевых поверхностей.
Фотография №4: отогнутый подрезной резец
Самые распространенные размеры державок:
-
32*20 мм; -
40*25 мм. -
25*16 мм;
Расточные токарные резцы и их назначение
Их сфера применения — обработка сквозных и глухих отверстий.
- У инструментов первого типа угол равен 60°.
Фотография №5: расточные резцы для обработки сквозных отверстий
- У резцов для обработки глухих отверстий — 95°.

Фотография №6: расточные резцы для обработки глухих отверстий
Самые распространенные размеры державок следующие.
-
16*12 мм. -
16*16 мм. -
20*16 мм. -
20*20 мм. -
25*20 мм. -
25*25 мм.
Отрезные (канавочные) токарные резцы и их назначение
Назначение канавочных токарных резцов — проделывание в деталях и заготовках канавок различной глубины. Головки с твердосплавными напайками имеют тонкие ножки.
Фотография №7: отрезные (канавочные) резцы
Чаще всего используют инструменты с державками:
-
16*10 мм; -
20*12 мм; -
20*16 мм; -
25*16 мм; -
25*20 мм; -
32*20 мм; -
40*25 мм; -
40*32 мм; -
50*32 мм.
Резьбовые токарные резцы и их назначение
Применяются для нарезания наружных и внутренних резьб. Инструменты первого типа имеют прямую форму. Головки напоминают копья.
Фотография №8: резьбовой резец для нарезания наружной резьбы
Резцы для нарезания внутренних резьб имеют изогнутую форму и похожи на расточные инструменты для обработки глухих отверстий. Но обратите внимание на формы головок. Они разительно отличаются.
Фотография №9: резьбовые резцы для нарезания внутренних резьб
Чаще всего используют инструменты с державками следующих размеров.
-
12*12 мм. -
16*10 мм. -
16*16 мм. -
20*20 мм. -
25*16 мм.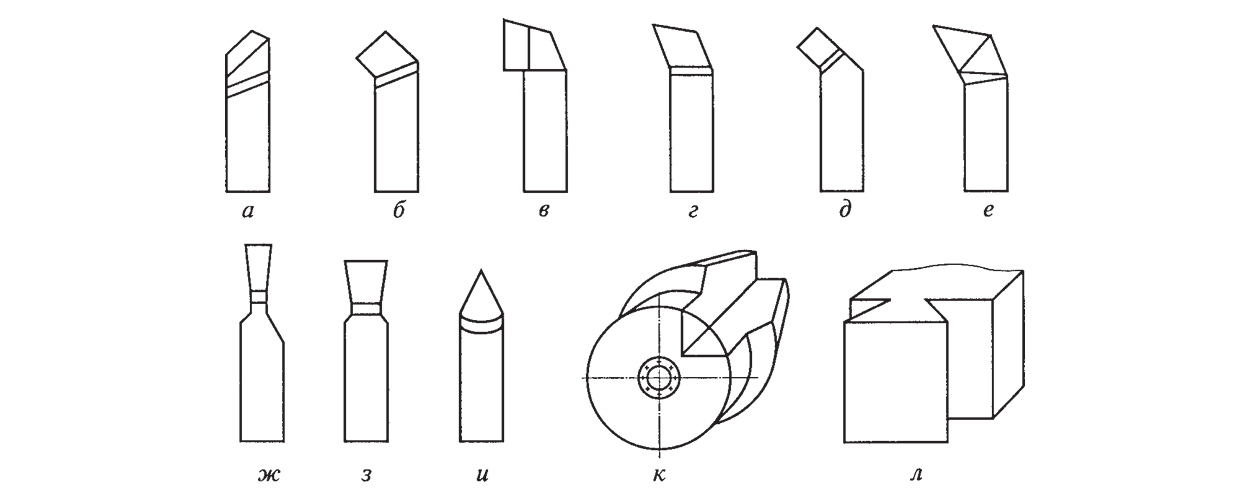
-
25*25 мм. -
32*20 мм.
Фасонные токарные резцы их назначение
Предназначены для обработки различных фасонных поверхностей. Инструменты бывают стержневыми, державочными, призматическими и круглыми.
Изображение №9 виды фасонных резцов
Эти специальные инструменты имеют индивидуальные габариты.
Больше полезной информации
Полезные обзоры и статьи
Все статьи
21 апреля 2023
Виды концевых фрез
4 апреля 2023
Фрезерование концевыми фрезами
27 марта 2023
Режущий инструмент по металлу
31 января 2023
Сварочные швы: классификация, свойства и дефектовка
Все статьи
Подписывайтесь на нас
Присылаем скидки на инструмент и только полезную информацию!
Не нашли нужной позиции в каталоге?
Мы готовы изготовить и поставить уникальные виды инструмента специально под ваш заказ!
Заказать
Каталог
Корзина
Сравнить
Вход
Мы используем файлы cookie. Они помогают улучшить ваше взаимодействие с сайтом.
Они помогают улучшить ваше взаимодействие с сайтом.
Принимаю
?>
виды, назначение и особенности применения
Эксперты, часто использующие токарные резцы, и люди, которые снабжают этими деталями предприятия, отлично знают о существующих разновидностях и особенностях этих приспособлений. Тем мастерам, которые никогда ранее не сталкивались с этим инструментом, бывает трудно с ним разобраться.
- Технические особенности
- Классификация токарных резцов
- Прямой и отогнутый проходной инструмент
- Упорный, подрезной и отрезной
- Сборные конструкции
Технические особенности
Любые резцы для токарного станка по металлу обладают двумя составными частями:
- Рабочий элемент, с помощью которого производится обработка металлической поверхности.
- Державка, которая позволяет закреплять приспособление на токарном станке.

Рабочий элемент состоит из режущих кромок и нескольких плоскостей. Угол заточки кромок находится в зависимости от характера обработки и материала, из которого сделаны заготовки. Державка может быть прямоугольной и квадратной формы:
По конструкции все токарные резцы делятся на следующие разновидности:
- Прямые — приспособления, у которых рабочий элемент и держатель установлены на одной или паре параллельных осях.
- Гнутые резцы по металлу.
- Отогнутые — у такого приспособления рабочий элемент отогнут от оси держателя.
- Оттянутые — ширина державки у этого приспособления больше, нежели ширина рабочего элемента.
Классификация токарных резцов
Производство и разделение этих деталей по отдельным видам происходит по специальному ГОСТу. В этом документе сказано, что существуют следующие категории инструмента:
- Цельные приспособления, которые произведены полностью из стального сплава легированного типа.
 А также существуют детали, выполненные из инструментальной стали, однако они встречаются достаточно редко.
А также существуют детали, выполненные из инструментальной стали, однако они встречаются достаточно редко. - Резцы с напаянной твердосплавной пластинкой. Такой инструмент считается самым популярным.
- Резцы, оснащенные съемными пластинками из твердого сплава, закрепляемыми на рабочем элементе с помощью прижимов и винтов.
Резцы по металлу различаются и направлением подающего движения при работе. Так, выделяют следующие виды:
- Левые инструменты — при работе такие резцы подаются слева направо. Если на это приспособление положить свою левую ладонь, то режущая плоскость его будет находиться рядом с большим пальцем.
- Правосторонние резцы характеризуются подачей справа налево.
Прямой и отогнутый проходной инструмент
Прямые проходные резцы зачастую применяются для обработки наружных поверхностей заготовок цилиндрической формы.
Существует два самых распространенных типоразмера державок этого инструмента:
- Квадрат — 25×25 мм (предназначены для специальных видов работ).
- Прямоугольник — 25×16 мм.
Проходные отогнутые изделия используются для обработки торцевых поверхностей. Кроме того, этот инструмент позволяет качественно снимать фаски и выполнять множество других работ. У этого приспособления державки могут иметь разные размеры. Требования, которые предъявляются к этому инструменту, регламентированы в ГОСТ 18877–73 .
Упорный, подрезной и отрезной
Упорные приспособления могут производиться с отогнутым или абсолютно прямым рабочим элементом. Этим инструментом можно обрабатывать цилиндрические заготовки из металлических сплавов. Кроме того, он является самым популярным типом среди многих специалистов.
Внешний вид подрезных резцов похож на проходной, однако первый инструмент обладает треугольной режущей пластинкой, выполненной из твердого металлического сплава.
Отрезная разновидность инструмента считается самой распространенной. Такие резцы используются для отрезания материала под углом в 90 градусов. А также с их помощью делаются всевозможные канавки на поверхности металлических деталей. Выяснить, что у вас в руках находится инструмент именно отрезного типа, нетрудно. Характерной особенностью этого приспособления является тоненькая нога, на которую припаяна твердосплавная пластинка.
Существуют и другие типы:
- для нарезания внутренней и внешней резьбы;
- для обработки глухих и сквозных отверстий.
Все виды токарных резцов обладают своими особенностями и предназначены для разных видов обработки.
Сборные конструкции
Говоря о типах приспособлений для обработки металла, следует отметить резцы, имеющие сборную конструкцию. Этот инструмент считается универсальным, потому что в него можно поставить практически любые пластинки. К примеру, зафиксировав в одном держателе разные типы режущих пластинок, можно сделать приспособление для работы с металлическими заготовками под разными углами и с разным уровнем производительности.
В большинстве случаев эти виды резцов используются на станках, оснащенных ЧПУ, или для расточки сквозных и глухих отверстий, контурного высокоточного точения и иных работ.
14 Типы режущих инструментов для токарных станков и их применение [Полное руководство]
Режущие инструменты для токарных станков
14 Типы режущих инструментов для токарных станков и их использование:- При работе на станках различные процессы требуют различных типов режущих инструментов для токарных станков.
В зависимости от использования режущие инструменты токарных станков в основном делятся на два типа –
A) По способу использования инструментов.
Б) По способу подачи корма.
А) По Способу Использования Инструментов:
Существует 11 типов инструментов –
1. Инструменты для нарезания резьбы
Инструмент для нарезания резьбы также известен как инструмент для нарезания резьбы из карбида. Эти инструменты используются для резки металла в механических мастерских для различных видов материалов.
Они бывают двух типов –
- Инструмент для нарезания наружной резьбы – Инструмент для нарезания внешней резьбы также называется инструментом для нарезания резьбы. Они определяются как инструменты, которые используются для нарезания внешней резьбы на заготовке.
- Инструмент для нарезания внутренней резьбы – Инструмент для нарезания внутренней резьбы определяется как инструмент, который используется для нарезания внутренней резьбы в заготовке.

2. Инструменты для снятия фаски
Инструмент для снятия фаски можно определить как инструмент, который используется для создания фаски или борозды на болте. Эти инструменты используются для снятия фаски с угла заготовки. Когда необходимо выполнить большое количество работ по снятию фаски, используется специальный инструмент для снятия фаски с боковой режущей кромкой.
3. Токарные инструменты
Токарный инструмент может быть определен как инструмент, который используется в токарном станке для чистовой обработки или вырезания внешнего диаметра объекта. Это в основном используется для создания цилиндрических деталей.
Обычно существует два типа токарных инструментов –
- Черновой токарный инструмент – Черновой токарный инструмент используется для удаления большого количества металла за минимальное время. А угол резания настолько четкий, что может выдержать максимальное давление резания.

- Чистовой токарный инструмент – Чистовой токарный инструмент служит для удаления небольшого количества металла. Угол резания также отшлифован для получения очень гладкой и точной поверхности.
4. Инструменты для нарезки канавок
Инструмент для нарезки канавок в основном определяется как инструмент, используемый для создания узкой полости определенной глубины на конусе, цилиндре или поверхности детали. При этом вырезаемый паз по кромкам бывает квадратным, закругленным и т. д.
5. Инструменты для торцовки
Инструменты для торцевания можно определить как инструменты, которые используются для резки плоской поверхности, перпендикулярной оси вращения заготовки. Этот торцовочный инструмент держится на держателе инструмента, закрепленном на каретке станка. Используется для уменьшения длины заготовки за счет обеспечения перпендикулярности оси токарного станка. Режущая кромка инструмента должна быть установлена на одной высоте с центром заготовки.
Режущая кромка инструмента должна быть установлена на одной высоте с центром заготовки.
6. Инструмент для сверления
Инструмент для зенкерования может быть определен как инструмент, который используется для увеличения и позиционирования головки винта или болта с головкой под торцевой ключ. Этот инструмент имеет два радиуса –
- Создание предварительно просверленного отверстия
- Создание отверстия в заготовке
В этом инструменте режущий угол настолько четкий, что может оставить уступ после скручивания.
7. Инструменты для формовки
Инструменты для формовки могут быть определены как инструменты, которые используются для придания различных форм заготовке. При этом для удержания формовочного инструмента используется специальный тип крышки или держателя. Из этого мы делаем много типов операций, таких как создание внутреннего радиуса, внешнего радиуса и т. д.
8. Расточные инструменты
Расточные инструменты
Увеличение диаметра отверстия называется расточкой. Расточный инструмент почти такой же, как левый наружный токарный инструмент. Сверлильный инструмент подобен бите, которая вставляется в буровую крышку. Стержень изготовлен из мягкой стали с отверстиями для крепления инструмента, который фиксируется с помощью винта с внутренним шестигранником. При этом величина увеличения режущего угла инструмента от центра стержня считается диаметром готового отверстия изделия. Бит вставляется перпендикулярно центральной линии стержня для непрерывного отверстия, проходящего от одного конца к другому концу.
9. Инструмент для развертывания
Инструмент для развертывания определяется как инструмент, который используется для чистовой обработки и определения размера отверстия, которое уже просверлено или расточено.
10. Подрезной инструмент
Подрезной инструмент подобен инструменту для нарезания канавок. При этом подрезной инструмент используется для растачивания больших отверстий на фиксированном расстоянии от конца отверстия. Подрезку в основном выполняют на внутренней торцевой резьбе для обеспечения зазора.
При этом подрезной инструмент используется для растачивания больших отверстий на фиксированном расстоянии от конца отверстия. Подрезку в основном выполняют на внутренней торцевой резьбе для обеспечения зазора.
11. Сверлильный инструмент
Сверлильный инструмент также является очень важным инструментом в токарном станке. Сверлильный инструмент в основном используется для выполнения цилиндрических отверстий в данной заготовке. При этом заготовка фиксируется в планшайбе, а сверло удерживается в держателе сверла задней бабки, и отверстие должно быть сделано движением шпинделя задней бабки. Используется для заготовок правильной формы.
B) По методу подачи корма:
Они бывают трех типов –
12. Инструмент с круглым концом
Нарезка с круглым концом может быть определена как инструмент, который используется для операции чистового точения. Режущий инструмент с круглым концом не имеет боковой или задней направляющей, чтобы можно было резать в другом направлении.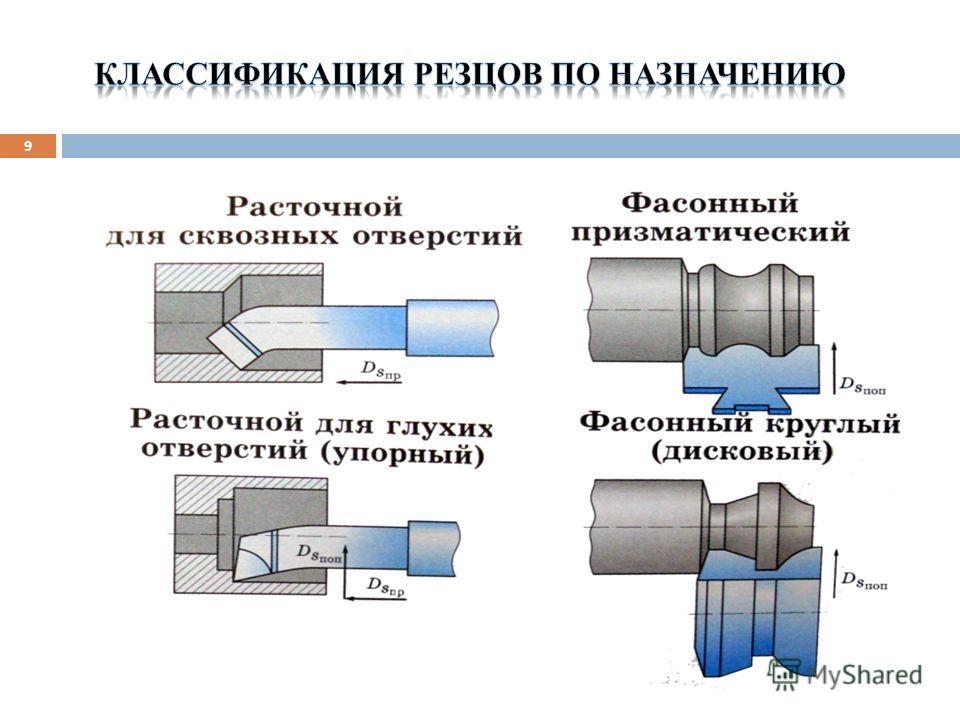
13. Правосторонний инструмент
Правосторонний режущий инструмент можно определить как инструмент, который используется для удаления металла при движении справа налево.
14. Левосторонний инструмент
Левосторонний режущий инструмент можно определить как инструмент, который используется для удаления металла при движении слева направо.
Источник изображения :- iscar
Режущие инструменты для токарных станков: графическое руководство
Токарные станки — это универсальные машины, которые можно использовать для выполнения различных операций механической обработки.
Для выполнения операций на токарном станке требуются специальные режущие инструменты, специально разработанные для каждой операции.
Независимо от мощности вашего станка конечные результаты ваших операций обработки зависят от выбора правильного инструмента для операции.
Но что отличает эти инструменты и как выбрать правильный инструмент для вашего приложения?
Каждый инструмент имеет определенную геометрию, что делает его идеальным для конкретной операции обработки.
В этой статье я подробно рассмотрел режущие инструменты для токарных станков и классифицировал их на основе работы, конструкции, материала и направления подачи.
Что в этой статье?
- Что такое режущий инструмент для токарных станков?
- Различные типы режущих инструментов для токарных станков
- Часто задаваемые вопросы (FAQ)
Что такое режущий инструмент для токарных станков?
Как правило, режущие инструменты токарных станков состоят из острой кромки, которая прижимается к поверхности вращающейся заготовки для удаления материала на желаемой глубине. Режущий инструмент устанавливается либо на стойке (токарные станки по металлу), либо на подручнике (токарные станки по дереву).
Режущий инструмент на токарном станке можно перемещать вручную (токарные станки по дереву), с помощью маховиков (токарные станки по металлу) или автоматически с помощью числового программного управления (токарные станки с ЧПУ).
Эти инструменты можно перемещать вокруг системы осей токарного станка, и траектория движения режущего инструмента по поверхности заготовки определяет ее окончательную форму.
В отличие от других операций механической обработки, токарные станки состоят из вращающейся заготовки, установленной на патроне, обычно 3-х или 4-х кулачковом патроне, и стационарного режущего инструмента, известного как режущий инструмент токарного станка.
В результате режущие инструменты, используемые в токарных станках, значительно отличаются от инструментов, используемых в других станках, таких как фрезеры, фрезы, сверла и т. д.
В зависимости от различных факторов, таких как конструкция, инструментальная фиксация и применение, токарные станки можно классифицировать как токарные станки с двигателями, револьверные токарные станки, токарные станки, токарные станки, настольные токарные станки, многошпиндельные токарные станки, оружейные токарные станки и т. д.
Более того, в зависимости от управления движением режущего инструмента токарные станки могут быть как ручными, так и автоматическими станками с ЧПУ.
Однако инструменты, используемые во всех этих токарных станках, имеют схожую номенклатуру и геометрию.
Геометрия одноточечного режущего инструмента
Одноточечный режущий инструмент
Хвостовик
Хвостовик режущего инструмента — это часть, которая зажимается в держателе инструмента/резцедержателе.
Это самая толстая часть режущего инструмента, обычно имеющая прямоугольное поперечное сечение.
Боковая поверхность
Боковая поверхность – это сторона режущего инструмента, которая вместе с торцом образует режущую кромку.
Однолезвийный режущий инструмент обычно состоит из двух боковых сторон: большой и вспомогательной.
Торец
Торец — это поверхность, по которой скользит стружка при выполнении операции резания.
Режущая кромка
Режущая кромка лежит на поверхности режущего инструмента. Это край, который выполняет действие удаления материала, когда инструмент скользит по заготовке.
Как правило, одноточечный режущий инструмент имеет две режущие кромки: боковую режущую кромку и концевую режущую кромку.
В результате режущий инструмент выполняет режущее действие на двух поверхностях, расположенных под прямым углом друг к другу.
Носик
Носик — это угол режущего инструмента, где встречаются две режущие кромки (боковая режущая кромка и концевая режущая кромка).
Слегка изогнутый, чтобы обеспечить большую прочность, увеличить срок службы инструмента и обеспечить более гладкий срез.
Боковой передний угол
Это угол между торцом инструмента и линией, перпендикулярной корпусу инструмента.
Боковой передний угол определяет направление схода стружки, а увеличение бокового переднего угла токарного инструмента уменьшает толщину стружки.
Боковой задний угол
При взгляде спереди боковой задний угол представляет собой угол, образуемый главной боковой поверхностью с поверхностью хвостовика, перпендикулярной основанию режущего инструмента.
Обеспечивает зазор для предотвращения трения основной стороны о заготовку при продольной подаче.
Задний задний угол
Вид сбоку одноточечного режущего инструмента
При взгляде на инструмент сбоку концевой задний угол представляет собой угол, образованный передней кромкой боковой поверхности с линией, перпендикулярной основанию инструмент.
Этот угол обеспечивает зазор для предотвращения истирания второстепенной боковой поверхности заготовки.
Передний угол
Передний угол определяет угол наклона передней поверхности режущего инструмента.
Это угол, образуемый гранью с плоскостью, параллельной основанию, проходящей через вершину грани.
Режущие инструменты с положительным, отрицательным и нулевым передним углом
Как правило, положительный передний угол увеличивает остроту инструмента, но снижает его прочность, и поэтому используется для резки мягких материалов.
В то время как отрицательный передний угол увеличивает прочность и облегчает сход стружки, что делает его идеальным для обработки твердых материалов.
Однако при этом увеличивается сила резания, что делает процесс подверженным вибрациям и сильному выделению тепла из-за трения.
С другой стороны, режущие инструменты с нулевым передним углом обладают нейтральной режущей способностью, имеют простую конструкцию и более просты в изготовлении.
Угол торцевой режущей кромки
Вид сверху на одноточечный режущий инструмент
Это угол, образованный концевой режущей кромкой с линией, идущей перпендикулярно телу и касательной к носу.
Подобно затылочным уголкам, концевая режущая кромка предотвращает контакт инструмента с обрабатываемой поверхностью заготовки.
Угол боковой режущей кромки
Это угол, образованный боковой режущей кромкой с линией, идущей параллельно корпусу режущего инструмента.
Этот угол влияет на силы резания и толщину стружки, повышая производительность инструмента за счет снижения ударной нагрузки.
Радиус вершины
Радиус вершины — это радиус кривизны кончика инструмента.
Улучшает качество поверхности и увеличивает срок службы инструмента, предотвращая внезапную поломку при ударной нагрузке.
Различные типы режущих инструментов для токарных станков
Режущие инструменты для токарных станков можно классифицировать не только в ручном исполнении или на держателе, но и в зависимости от их действия, конструкции, материала и направления подачи.
На основании операции
Токарный инструмент
Токарный инструмент
Токарный инструмент используется для удаления материала по длине заготовки.
Этот инструмент уменьшает диаметр заготовки для получения желаемой формы и размера. Процесс известен как токарная обработка.
Эти инструменты можно разделить на два типа: черновое точение и чистовое точение.
Операции, выполняемые токарным инструментом
Инструменты для чернового точения имеют идеальную геометрию для удаления максимального объема материала с минимальным временем цикла.
В то время как чистовые токарные инструменты имеют сравнительно меньшую режущую кромку и используются для получения гладкой поверхности с точными размерами.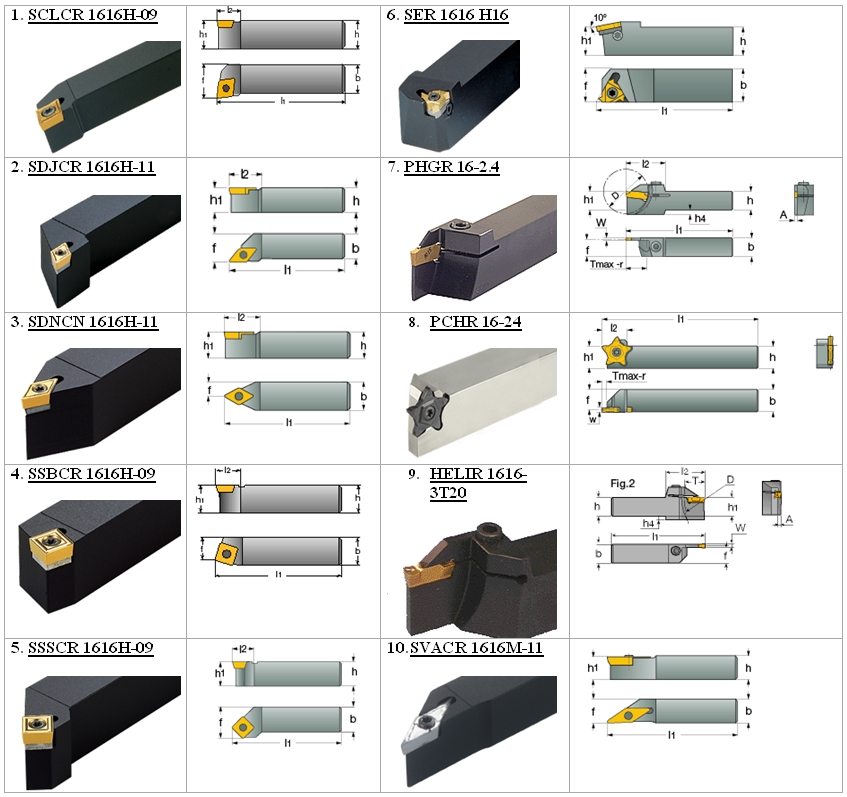
Эти инструменты могут использоваться для выполнения различных операций, таких как ступенчатая токарная обработка, конусная токарная обработка, формовка и т. д. под углом к вертикальной оси.
Как правило, для снятия фаски используется токарный инструмент, режущая кромка которого расположена под углом к поверхности заготовки.
Однако, если угол наклона большой или требуется большое количество снятия фаски, используется специально разработанный инструмент для снятия фаски со скошенной режущей кромкой.
Инструмент для нарезания резьбы
Инструмент для нарезания резьбы
Инструмент для нарезания резьбы используется для нарезания спиральной резьбы на цилиндрической заготовке.
Эти инструменты имеют специальную режущую кромку, заточенную в соответствии с шириной и формой желаемой резьбы.
Как правило, угол наклона резьбонарезного инструмента зависит от угла нарезаемой резьбы. Он составляет около 60° для метрической резьбы и 55° для резьбы B. S.W.
S.W.
Нарезание резьбы на токарном станке
Аналогичным образом сечение режущей кромки инструмента влияет на шаг резьбы.
Как правило, при проектировании инструмента для нарезания резьбы рекомендуется формировать его таким образом, чтобы его ширина составляла примерно половину значения шага резьбы.
Ширина режущей кромки должна быть равна половине шага резьбы.
Помимо шага и размера, выбор инструмента для нарезания резьбы также зависит от формы резьбы.
Квадратную резьбу можно нарезать с помощью специального инструмента, подходящего для вашего применения.
При настройке инструмента для нарезания квадратной резьбы следует помнить, что передний боковой задний угол инструмента должен быть на 5° больше, чем угол наклона спирали требуемой квадратной резьбы.
Принимая во внимание, что задний угол на заднем конце боковой поверхности должен быть на 5° меньше, чем угол винтовой линии квадратной резьбы.
Поэтому важно выбрать инструмент для нарезания резьбы в зависимости от формы, размера и шага, необходимых для нарезания резьбы.
Инструмент для нарезания внутренней резьбы
Инструмент для нарезания внутренней резьбы подобен расточной штанге с кромкой для нарезания резьбы на конце.
Этот инструмент используется для нарезания внутренней резьбы на таких деталях, как гайки, колпачки и т. д.
Торцовочный инструмент
Торцовочный инструмент
В отличие от других процессов, в которых используются обе режущие кромки инструмента, при торцевании используется только боковая режущая кромка. инструмента для удаления материала.
Облицовка обычно выполняется для удаления тонкого слоя материала и получения гладкой поверхности.
Операция торцевания на токарном станке
Таким образом, торцовочный инструмент аналогичен чистовому токарному инструменту, используемому на торцевой поверхности заготовки.
Инструмент для нарезки канавок
Инструмент для нарезки канавок
Инструмент для нарезки канавок, как следует из названия, используется для создания канавок на цилиндрической поверхности заготовки.
Форма паза определяется формой режущего инструмента. Эти инструменты могут иметь V-образную, квадратную или любую другую форму, необходимую для применения.
Нарезание канавок на токарном станке
Инструмент для нарезки квадратных канавок также можно использовать в качестве отрезного инструмента, когда инструмент постепенно вдавливается в толщину заготовки до тех пор, пока деталь не отрежется и не упадет на станину токарного станка.
Формовочный инструмент
Формовочный инструмент
Формовочный инструмент представляет собой комбинацию токарного инструмента и инструмента для обработки канавок. Эти инструменты используются для изготовления относительно сложных форм за один раз.
Токарный инструмент также можно использовать для выполнения операций формовки, но точно спроектированный формовочный инструмент сокращает время цикла и повышает точность.
Расточной инструмент
Расточный инструмент
Расточный инструмент используется для обработки внутренней поверхности отверстия и увеличения его диаметра.
Как правило, расточный инструмент состоит из расточной оправки с режущим инструментом, установленным на ее конце под прямым углом к длине оправки.
Растачивание на токарном станке
Брусок состоит из пазов для зажима режущего инструмента и затягивания его шестигранным ключом.
Окончательный диаметр отверстия определяется длиной режущего инструмента от центра борштанги.
Расточная оправка может удерживать несколько инструментов разной длины для выполнения отверстий разного диаметра.
В зависимости от типа используемого расточной инструмента он может быть установлен на задней бабке (для длинных заготовок) или на резцедержателе (для очень малой глубины растачивания).
Отрезной инструмент
Отрезной инструмент
Отрезной инструмент аналогичен инструменту для нарезания канавок, но имеет узкую ширину (3 мм — 12 мм), чтобы свести к минимуму удаление материала во время резки заготовки.
Эти инструменты обычно кованые и имеют длину, превышающую радиус заготовки.
Отрезной инструмент — это инструмент для обрезки концов, в котором только одна кромка выполняет действие по удалению материала.
У этих инструментов нет бокового переднего угла, но небольшой задний передний угол облегчает удаление стружки.
Кроме того, отрезные инструменты должны иметь зазоры со всех сторон, чтобы предотвратить легкое удаление материала со сторон режущей кромки.
Инструмент для накатки
Накатка на токарном станке
Накатка — это процесс создания рисунков вмятин на поверхности заготовки для улучшения ее захвата.
Обычно выполняется при завинчивании объектов, которые требуют крепкого захвата для приложения силы во время завинчивания и отвинчивания.
Накатной инструмент состоит из двух или более металлических накатных колес с тиснением на них желаемого рисунка.
Накатной инструмент
Этот инструмент зажимается в стойке инструмента и прижимается к вращающейся заготовке для удаления материала и создания желаемого рисунка по окружности заготовки.
На основе конструкции
Режущие инструменты также можно разделить на категории на основе их конструкции, которая влияет на их способность создавать большую силу резания.
Однокорпусные инструменты
Однокорпусные инструменты
Однокорпусные инструменты являются одним из наиболее часто используемых инструментов в промышленности.
Эти инструменты выкованы из цельного куска металла и отшлифованы, чтобы иметь острую режущую кромку желаемой формы, размера и геометрии.
Благодаря тому, что они выкованы из цельного куска металла, они обеспечивают высокую силу резания без риска поломки.
Как правило, эти инструменты изготавливаются из высокоскоростных инструментов и имеют небольшую длину.
Сварные инструменты
Сварные инструменты изготавливаются путем соединения корпуса/хвостовика и головки/бока инструмента с помощью сварного соединения.
Как правило, этот тип инструмента состоит из боковой поверхности, изготовленной из специального металла, такого как карбид, и корпуса, изготовленного из сравнительно более дешевого металла.
Твердосплавные головки отличаются прочностью и обеспечивают долгий срок службы инструмента при отличном съеме материала.
Однако, по сравнению с цельнометаллическим твердосплавным инструментом, сварной твердосплавный инструмент обеспечивает меньшую силу резания и поэтому идеально подходит для обработки с малой глубиной резания.
Зажимные инструменты
Зажимные инструменты для токарных станков
Зажимные инструменты состоят из длинной рукоятки или стержня с прорезями для зажима режущего инструмента.
Эти инструменты обычно изготавливаются из двух разных материалов и используются для сверления и отрезки, где требуются длинные инструменты.
После того, как режущий инструмент затупится, вы можете заменить режущую головку и повторно использовать рукоятку/планку.
На основе материала
Режущие инструменты также можно классифицировать на основе их материала, и в зависимости от обрабатываемой детали выбор соответствующего материала инструмента может помочь вам достичь оптимальных результатов.
Инструменты из быстрорежущей стали (HSS)
Токарные инструменты из быстрорежущей стали
Инструменты из быстрорежущей стали являются одними из наиболее часто используемых токарных инструментов, которые сравнительно дешевле и дают отличные результаты при черновой обработке.
Эти прочные инструменты могут использоваться для токарной обработки различных металлических заготовок.
Кроме того, эти режущие инструменты можно шлифовать для заточки режущей кромки и повторного использования инструмента для механической обработки.
Твердосплавные инструменты
Токарные инструменты с твердосплавным наконечником
Твердый сплав — это прочный материал, идеально подходящий для обработки твердых металлов, таких как нержавеющая сталь, углеродистая сталь, быстрорежущая сталь, инструментальная сталь, камень и т. д.
Эти инструменты известны своей способностью обеспечивать высокое усилие резания и сохранять остроту в течение долгих часов обработки.
Инструменты с алмазными наконечниками
Инструменты с алмазными наконечниками обладают высокой износостойкостью и теплостойкостью, что делает их идеальными для обработки хрупких и прочных материалов, таких как графит, алюминий, пластмассы и другие цветные металлы.
В отличие от других режущих инструментов, склонных к упрочнению в условиях высоких температур, инструменты с алмазными наконечниками обеспечивают высокую теплопроводность и низкое тепловое расширение.
Это позволяет использовать инструменты с алмазными наконечниками в течение длительного времени без ущерба для остроты инструмента.
Инструменты со специальным покрытием
Инструмент с покрытием из карбида вольфрама с инструментом из чистого металла
Инструменты со специальным покрытием, как следует из названия, обычно представляют собой инструменты из быстрорежущей стали, покрытые специальными материалами, такими как керамика, кубический нитрид бора (CBN), карбид вольфрама, и т. д.
д.
Эти материалы увеличивают срок службы инструмента за счет повышения прочности резания и облегчения удаления стружки.
Кроме того, эти покрытия также могут улучшать термический коэффициент инструмента, что благоприятно для сухой обработки.
На основе направления подачи
Геометрия инструмента играет важную роль в выборе оптимального направления подачи.
Правосторонние инструменты
Правосторонние инструменты
Правосторонние инструменты идеально подходят для операций, в которых направление подачи устанавливается справа налево, т. е. от задней бабки к передней бабке.
Когда эти инструменты установлены на инструментальной ложе и обращены в сторону от оператора, эти инструменты имеют угол наклона боковой режущей кромки вправо, что означает, что поверхность инструмента имеет наклон вправо.
Левосторонние инструменты
Левосторонние инструменты
Точно так же левосторонние инструменты используются для операций обработки, где направление подачи устанавливается слева (передняя бабка) вправо (задняя бабка).
Когда эти инструменты установлены на инструментальной ложе и обращены в сторону от оператора, эти инструменты имеют угол наклона боковой режущей кромки влево, что означает, что поверхность инструмента имеет наклон влево.
Инструменты с круглым концом
Инструменты с круглым концом
Инструменты с круглым концом имеют особую геометрию без переднего и заднего переднего углов, что позволяет использовать их для операций обработки слева направо или справа налево.
Эти инструменты идеально подходят для чистовых операций, когда требуется гладкая поверхность.
Часто задаваемые вопросы (FAQ)
Можем ли мы использовать токарный инструмент для торцевых операций?
Да, токарный инструмент можно использовать для обработки торца, при условии, что вы наклоните инструмент под соответствующим углом, чтобы поддерживать надлежащий контакт между режущей кромкой инструмента и поверхностью заготовки.
Можно ли использовать сверление на токарном станке?
Да, вы можете выполнять операции сверления на токарном станке, установив сверло на заднюю бабку и подав его к заготовке.
Всего комментариев: 0