Все виды 3д принтеров: Виды 3D принтеров. Устройство 3D принтера.
Содержание
3D принтеры. Виды и работа. Применение и технологии. Как выбрать
3D принтеры – это станки с числовым программным управлением, предназначенные для послойной печати объемных деталей. Создание объекта осуществляется по виртуальной трехмерной модели, параметры которой передаются на процессор устройства. Моделирование для печати осуществляется на специальном программном обеспечении.
Объемная печать может осуществляться различными материалами, что зависит от параметров принтера. От этого зависят эксплуатационные характеристики получаемых моделей.
Оборудование для объемной печати работает на следующих материалах:
- Порошок.
- Гипс.
- Фотополимер.
- Воск.
Порошковые принтеры
Данные устройства исходя от параметров детали установленных на чертеже наносят по периметру подставки связующее вещество. Поверх него укладывается порошок, после чего осуществляется спекание. Далее цикл повторяется. За один проход достигается подъем заготовки на миллиметры, поэтому процесс продолжительный особенно при создании крупных моделей. Неоспоримым преимуществом является то, что такие 3D принтеры могут работать с металлической пудрой.
Неоспоримым преимуществом является то, что такие 3D принтеры могут работать с металлической пудрой.
Гипсовые устройства
Такой 3D принтер на самом деле может работать не только с гипсом, но и различными шпаклевками, и цементом. Этим оборудованием пользуются для создания статуэток, а также интерьерных украшений. Применяя такое устройство можно получать произведения искусства или модели, необходимые для создания силиконовых форм для отливки.
Фотополимерные принтеры
Это самые распространенные разновидности печатных устройств, которые имеют наиболее доступную стоимость. В продаже встречаются различные комплектующие для их сборки. Нередко подобные 3D принтеры изготовляются самостоятельно из самодельных и заводских деталей. Для заправки такого устройства применяется полимер, сделанный в виде длинной проволоки накрученной на катушку. Принтер печатает расплавленным пластиком. В дальнейшем он застывает под воздействием ультрафиолетового луча или просто при остывании.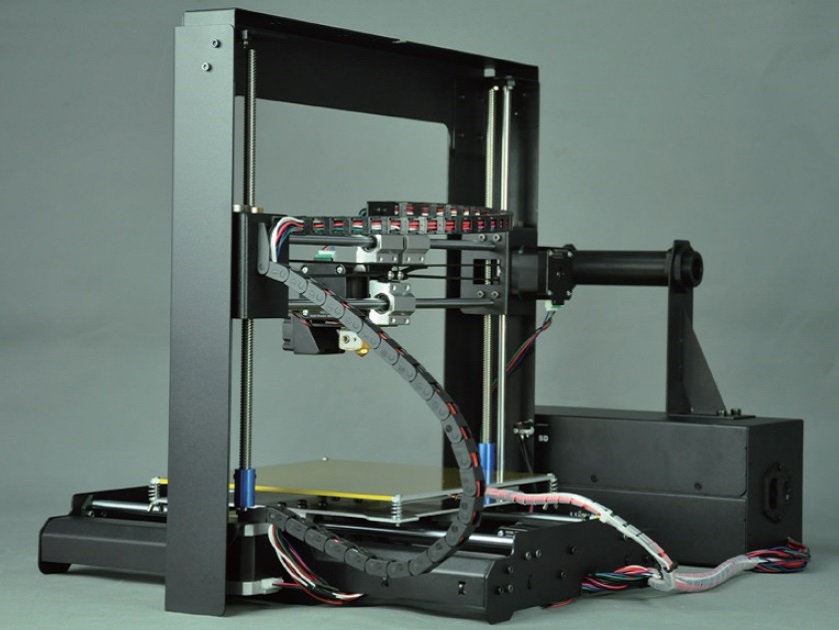
Такие устройства используются для создания фигурок, шестеренок и других комплектующих для механизмов. Фотополимерный принтер печатает очень медленно. Продолжительность распечатки даже простеньких моделей может занимать десятки часов. Распространенной проблемой при использовании подобных устройств является смещение заготовки при печати, что случается в результате ее плохого приклеивания к основанию. Как следствие полученные изделия отправляются в брак. Такая проблема решается путем нанесения специальных клеев на подставку, на которой осуществляется печать. В этом случае адгезия между первым слоем модели и основанием увеличивается.
Восковые устройства
3D принтеры на таком материале применяются сравнительно редко, в связи с недостаточной прочностью воска и низкой температурой его плавления. Однако столь легкие для разрушения модели являются отличным решением при создании предметов из бронзы путем литья. Восковые изделия помещаются в слой песка таким образом, чтобы осталось только отверстие для заливки. В него заливается расплавленный металл. Он сжигает воск и занимает его место. После застывания получается такая же модель, но уже из бронзы, латуни, золота или алюминия. Именно таким оборудованием пользуются современные литейные мастерские, что многократно повышает производительность труда в сравнении с ручной лепкой.
В него заливается расплавленный металл. Он сжигает воск и занимает его место. После застывания получается такая же модель, но уже из бронзы, латуни, золота или алюминия. Именно таким оборудованием пользуются современные литейные мастерские, что многократно повышает производительность труда в сравнении с ручной лепкой.
Популярные технологии 3D печати
Существует около десятка технологий, по которым могут работать 3D принтеры. Далеко не все из них отвечают требованиям дешевизны и скорости печати, поэтому самыми популярными считаются всего 4 типа:
- FDM.
- SLA.
- SLS.
- 3DP.
FDM – это самая популярная технология. Это обусловлено невысокой стоимостью оборудования и сравнительно неплохим качеством печати. Такие устройства печатают пластиковой нитью. Принтер ее расплавляет, после чего формирует каплями пасты слои модели.
SLA принтеры вторые по популярности, и уступают только по цене, в то время как качество их работы на порядок выше. Они позволяют печатать очень точно, поэтому применяются при изготовлении моделей для производства ювелирных изделий. Их лазерный луч просвечивает ванну с жидким полимером, заставляя его точечно застывать. После извлекается полностью готовая модель без пустот.
Они позволяют печатать очень точно, поэтому применяются при изготовлении моделей для производства ювелирных изделий. Их лазерный луч просвечивает ванну с жидким полимером, заставляя его точечно застывать. После извлекается полностью готовая модель без пустот.
SLS принтеры намного дороже, чем предыдущие виды. Они используют для печати порошок, который запекается лазером. Благодаря этому детали приобретают высокую степень прочности, поэтому во время печати не могут разрушиться, что исключает производство брака, конечно если программное моделирование сделано без ошибок. В качестве самого порошка могут применяться различные материалы, такие как бронза, керамика, литейный воск, стекло и так далее.
3DP оборудование подразумевает изначальное нанесение клея, после чего насыпается слой порошка. Устройство распространяет материал слоями. Полученные изделия внешне напоминают гипс. Для создания заготовок разных цветов колер добавляется в клей, а не в порошковые материалы. Такими устройствами можно печатать даже съедобные вещи. В этом случае в качестве порошка используется шоколадная крошка или сахар, а также специальный пищевой клей.
Такими устройствами можно печатать даже съедобные вещи. В этом случае в качестве порошка используется шоколадная крошка или сахар, а также специальный пищевой клей.
Сфера использования 3D принтеров
Подавляющее большинство печатного оборудования позволяющего создавать трехмерные модели применяется в качестве развлекательного устройства, с помощью которого изготовляют фигурки и различные предметы интерьера. 3D принтеры доступного ассортимента на большее и неспособны.
Существуют более совершенные устройства, которые применяют профессионально в различных сферах:
- Архитектуре.
- Дизайне.
- Ювелирном деле.
- Автомобильной промышленности.
- Стоматологии.
- Аэрокосмической промышленности и т.д.
С помощью 3D принтера осуществляется изготовление стоматологических имплантов, сложных деталей для автомобилей и даже целых домов. В мире существует несколько крупных печатных установок, которые печатают стены домов. Это большие принтеры, собираемые на строительной площадке. Их печатная головка двигается по периметру ранее созданного фундамента и тонкими слоями укладывает раствор. Благодаря наличию в составе полимерных добавок он сравнительно быстро застывает. Такая технология позволяет ускорить процесс и снизить затраты на одноэтажное строительство. Все же подобное оборудование не идеально, поскольку требует ручного изготовления фундамента, а также крыши. Получаемые стены имеют гребенчатую поверхность, на которой просматриваются все слои. Это решается использованием штукатурки или листовых отделочных материалов.
Их печатная головка двигается по периметру ранее созданного фундамента и тонкими слоями укладывает раствор. Благодаря наличию в составе полимерных добавок он сравнительно быстро застывает. Такая технология позволяет ускорить процесс и снизить затраты на одноэтажное строительство. Все же подобное оборудование не идеально, поскольку требует ручного изготовления фундамента, а также крыши. Получаемые стены имеют гребенчатую поверхность, на которой просматриваются все слои. Это решается использованием штукатурки или листовых отделочных материалов.
Критерии выбора 3D принтера
Подбирая устройство для объемной печати можно увидеть, что технические параметры принтеров существенно отличаются даже среди оборудования действующего по одной технологии.
Чтобы не прогадать, нужно обращать внимание в первую очередь на такие параметры:
- Цена материала печати.
- Скорость печати.
- Область печати.
- Точность.
Если принтер будет использоваться постоянно, то есть смысл выбрать более дорогое устройство, которое будет работать на дешевых расходниках, чем покупать недорогой принтер и много платить за материал. Это особенно важно, если получаемые модели будут продаваться в качестве сувениров. Выгоднее делать много изделий и реализовывать их дешево. Преследуя такую цель лучше остановиться на 3D принтерах, применяющих ABS и PLA пластики.
Это особенно важно, если получаемые модели будут продаваться в качестве сувениров. Выгоднее делать много изделий и реализовывать их дешево. Преследуя такую цель лучше остановиться на 3D принтерах, применяющих ABS и PLA пластики.
Очень важным параметром является скорость печати. Даже самые дорогие приборы делают это долго, но дешевые могут строить модели сутками. Если принтер будет применяться для серийного производства, то получить выгоду изготавливая одну фигурку или деталь раз в несколько дней невозможно. При выборе нужно ориентироваться не только по скорости заявленной производителем, но и смотреть на жесткость корпуса устройства. Если он сделан из металла, то действительно будет печатать быстрее и качественнее, но вот приборы с пластиковыми стойками во время работы на высокой скорости расшатываются, поэтому нарушается требуемая геометрия заготовок и приходится в настройках ставить низкую скорость.
Очень важным параметром является область печати. Именно по ней можно определить насколько крупные модели удастся распечатать. Чем выше область, тем лучше, но естественно крупное оборудование стоит дороже. Однако в определенных случаях можно распечатывать модели частями, а после их склеивать
Чем выше область, тем лучше, но естественно крупное оборудование стоит дороже. Однако в определенных случаях можно распечатывать модели частями, а после их склеивать
Точность печати не менее важна, чем все предыдущие параметры. Отдельные 3D принтеры создают грубые модели, которые невозможно применить практически нигде. Если же хочется делать сложные сувениры, то лучше выбрать SLA устройства.
Следует учитывать, что более дешевые принтеры подразумевают только печать одним цветом. Загрузив изначально определенный материал сделать переключение на другой не удастся. Самые совершенные устройства подразумевают заправку материалами разных цветов, после чего они комбинируются автоматически, благодаря чему получается требуемая модель.
Средние по цене устройства работают аналогично дешевым. У них загружается рабочий материал одного цвета, но во время работы если требуется использовать другой оттенок, то принтер останавливается и сообщает об этом. Нужно убрать установленные расходники и поставить новые, после чего нажать кнопку продолжить. Принтер возобновит печатать уже новым цветом. Таким образом, поставить принтер и уйти не получится. Если на момент необходимости смены материала человека не будет рядом, то принтер так и будет оставаться в режиме ожидания для замены цвета, вне зависимости от того потребуется на это несколько минут или дней.
Принтер возобновит печатать уже новым цветом. Таким образом, поставить принтер и уйти не получится. Если на момент необходимости смены материала человека не будет рядом, то принтер так и будет оставаться в режиме ожидания для замены цвета, вне зависимости от того потребуется на это несколько минут или дней.
Похожие темы:
- Промышленные роботы. Виды и устройство. Работа и применение
- Кибернетика. Устройство и применение. Особенности и будущее
- Системы автоматики. Виды и особенности применения
классификация по материалам и технологиям, разновидности 3d печати
- Появление 3D-принтеров открыло совершенно новый период в мире современных технологий, поскольку стало реально напечатать самостоятельно практически любой объёмный предмет. Основа работы таких устройств обычно сводится к созданию цифровой модели, которая потом воплощается в настоящую копию. Но подобные приборы бывают совершенно разной мощности и комплектации, а также функционируют на базе всевозможных материалов.
 Поэтому владельцам принтеров стоит разбираться в этих отличиях, чтобы знать, какой вариант и когда именно будет уместно использовать.
Поэтому владельцам принтеров стоит разбираться в этих отличиях, чтобы знать, какой вариант и когда именно будет уместно использовать. - Классификация принтеров по типу используемых материалов
- Разновидности 3d печати
Классификация принтеров по типу используемых материалов
Именно расходник, который заправляется в 3D-принтер, определяет конкретный тип устройства. Сейчас создано несколько десятков вариаций, которые отличаются по своей плотности, технике и сфере применения. Зная свойства каждого из них, получится подобрать максимально качественную базу для будущего изделия.
Глина/керамика
Частично копируя свойствами керамики, рассматриваемая 3D-нить для печати включает в себя специальную смесь глины и полимера. Единой характеристикой для них является хрупкость, поэтому для безошибочной обработки и печати стоит соблюдать осторожность. Загруженный материал постепенно нагревается в печи после печати, а керамические частицы филамента спекаются, создавая слегка усохший, но твёрдый образец, готовый к остеклению и последующей обработке керамики.
Справка! Одним из лучших примеров глины для печати является LAYCeramic от Lay Filament, которая гарантирует почти аутентичные результаты.
Керамическую нить советуют применять, когда необходимо воссоздать глиняную посуду ручной работы и точно повторить столь уникальную фактуру из искусственной замены.
Гипс
Главное преимущества гипса заключается в простоте, эффективности и универсальности в 3D-печати для повтора различных объектов. В таком случае 3D-принтер для гипса также заправляется соответствующими порошками, начиная от обыкновенного гипса и заканчивая более сложными аналогами в виде шпаклевки, цемента и тому подобных версий. Данный материал равномерно распределяется по поверхности рабочего стола, поверх идёт профессиональное клеящее средство, после чего повторно наносится тонкий слой гипсового порошка.
Внимание! Напечатанные изделия могут иметь любой оттенок, ведь цветовой спектр в отдельных моделях принтеров достигает почти 6 млн палитр.

За счёт наличия связующего вещества такие принтеры нередко применяются для создания интерьерных украшений – гипс прекрасно подходит для изготовления формы, которую потом можно декорировать уже вручную.
Воск
Вещество, которое следует применять для восковой 3D-печати, с натуральным воском не имеет ничего общего, кроме наименования, заниженной зольности и похожих температур плавления. Этот материал нужен для изготовления выплавляемых моделей – формочек для литья металлов. Впоследствии воск из заготовок выплавляется и вместо него заливается уже расплавленный металл.
Подобным способом создаются украшения высокого качества и копии металлических деталей для техники. Здесь задействовано параллельно несколько технологий — струйная печать или FDM. Вдобавок тут имеется отдельный бонус – лёгкость исполнения, поэтому чёткость и точность повторяемых контуров оценивается безукоризненно.
Пластик
Здесь для создания очередных объектов придётся задействовать жидкие фотополимеры, которые имеют интересный принцип создания фигурок. Ссылаясь на загруженную заранее компьютерную модель, ультрафиолетовый лазер постепенно засвечивает выделенные по схеме зоны. Чуть позже они начнут плавно затвердевать. Поскольку воздействие осуществляется через специально подготовленный фотошаблон, применяется ультрафиолетовая лампа. А шаблон будет меняться с каждым следующим слоем.
Ссылаясь на загруженную заранее компьютерную модель, ультрафиолетовый лазер постепенно засвечивает выделенные по схеме зоны. Чуть позже они начнут плавно затвердевать. Поскольку воздействие осуществляется через специально подготовленный фотошаблон, применяется ультрафиолетовая лампа. А шаблон будет меняться с каждым следующим слоем.
Единственный недостаток – низкая скорость работы, хотя подобная технология 3D-печати нужна для элементов деталей из металла. Именно она сделала принтеры такими популярными, что повлияло на спрос и востребованность таких устройств в будущем.
Дерево
Когда необходима печать объектов, которые выглядят максимально похожими на дерево и имеют аналогичные характеристики, то стоит приобрести PLA-wood с добавлением древесного волокна. На рынке существует множество филаментов для 3D-принтера, созданных по формуле самых распространенных пород. Одним из креативных применений является создание моделей, используемых в архитектуре. Но эстетическая и тактильная привлекательность такого материала достигается благодаря снижению гибкости и прочности.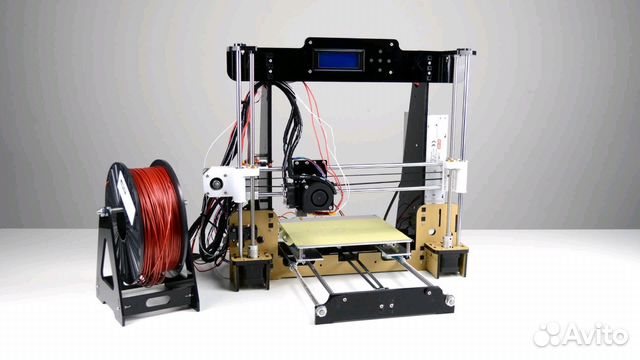
Важно! Стоит быть осторожным с температурой, при которой вы печатаете филаментом с древесиной: чрезмерное количество тепла непременно приведёт к сгоревшему или карамельному виду.
Металл (сталь/алюминий/золото)
Настоящие металлы здесь тоже не применяются: по факту это лишь смесь специального порошка и PLA/ABS. Хотя такая основа всё равно позволяет создавать прототипы, которые имеют внешний вид металла. Для аддитивных установок готовый материал выпускается в форме мелкодисперсных сферических гранул с размером зерна 4–80 микрон, а сама технология сосредоточена на сплаве при помощи иттербиевого лазера.
Справка! Сейчас существует около 20 материалов из металла, число которых постоянно увеличивается за счёт не просто стандартных смесей, но и уникальных высокотехнологичных веществ.
Подобным методом изготавливаются функциональные детали и технические прототипы, штампы, прессовые вставки и всякие элементы пресс-форм для литья.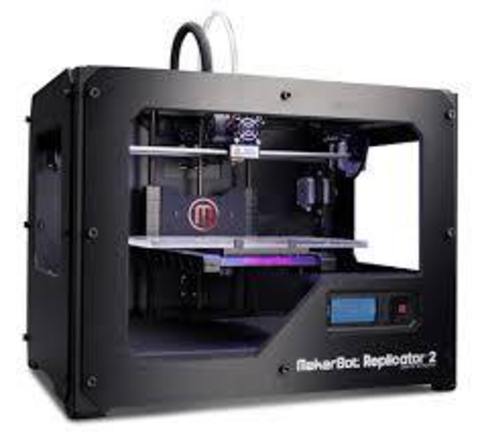 Но из-за них придётся чаще менять сопла: применяемые компоненты немного абразивны, что значительно повышает степень износа.
Но из-за них придётся чаще менять сопла: применяемые компоненты немного абразивны, что значительно повышает степень износа.
Поликарбонат
К числу самых новейших материалов относят PC или обыкновенный поликарбонат. Согласно многочисленным отзывам это чрезвычайно прочный, легкий и прозрачный термопластик. Он прекрасно подходит для производства различных бытовых продуктов (компакт-диски, пуленепробиваемые стекла, снаряжение, стекла для солнцезащитных очков, подводные маски, чехлы для телефонов) – материал нашёл своё применение в самых разных отраслях.
Завышенная ударная вязкость здесь гораздо надёжнее, чем у стекла или акрила. А вот плотность меньше половины плотности стекла: это свидетельствует о хорошей прочности к ударам и аналогичной прозрачности.
Песок
Значение «песок» в 3D-печати объединяет группу специальных порошкообразных материалов, куда включены такие виды, как: кварцевый, керамический, хромированный и циркониевый песок, оксид. Обычно упомянутые варианты используются при литейном производстве в машиностроении и промышленности.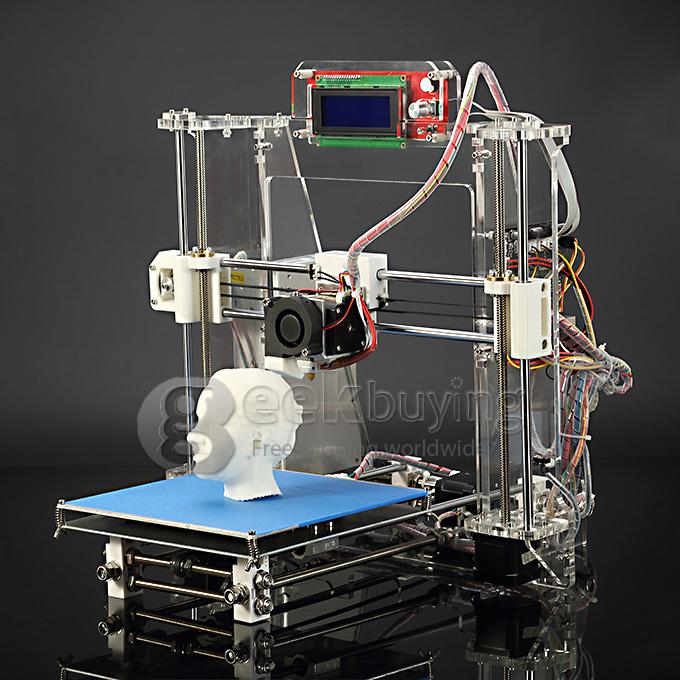 Впрочем, известны случаи их применения в смежных сферах – архитектуре или дизайне.
Впрочем, известны случаи их применения в смежных сферах – архитектуре или дизайне.
Принцип действия техники с песком очень прост: печатающая головка принтера начинает наносить специальное связующее вещество, поверх него порошок и так повторяет однообразное действие многократно. Дополнительно стоит отметить, что устройства, которые ориентированы на песок, без проблем взаимодействуют и с пудрой из металла.
Полиамид
Полиамид – уникальный порошковый материал, спекаемый лазером. Полный список полиамидов широк и включает в себя простые пластики и параллельно специальные вещества. Столь востребованный пластик шероховат, поэтому при его использовании на конечном изделии могут быть заметны гранулы или горизонтально ориентированные полосы (следы от слоёв печати).
Внимание! Данный изъян поверхности можно исправить при завершающей постобработке за счёт мини-дрелей и профессиональных шлифовальных насадок.
Обычно он применяется для изготовления уже конечных изделий, тестирования и мелкосерийного производства, гарантируя стабильную производительность и многочисленные копии.
Резина
Специальный материал, который по своим свойствам очень близок к настоящей резине и практически на 100 % повторяет её главные свойства. Этот материал хорошо подойдет для печати таких гибких вещей, как кнопки, уплотнители, амортизаторы и даже покрышки для радиоуправляемых моделей. Техника тоже не отличается сложностью: поверхности склеиваются при помощи синтетических каучуков или паяльного фена. Обычно в наборе к 3D-принтеру идёт катушка, упакованная в многоразовый вакуумный пакет с силикагелем, чтобы при хранении вещество не портилось.
Силикон
Долго данный материал не использовался в 3D-печати, поскольку плохо поддавался нагреву, что изначально делало его непригодным для рассматриваемой технологии производства. Но сейчас многочисленные области применения силикона вытекают из разнообразных свойств материала: устойчивость к воздействию агрессивных сред, отсутствие токсического действия, эластичность и прозрачность.
Чаще всего из него повторяют модели игрушек, масок, мягких тапочек, элементов суставов, кнопок и даже пневматических патрубков сложной формы.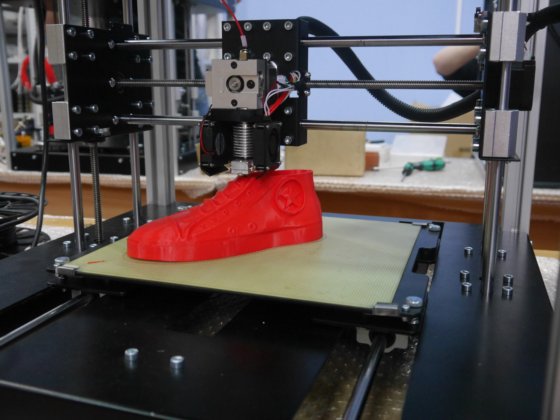 База из силикона не поддается механической обработке и поэтому обладает высокой износостойкостью.
База из силикона не поддается механической обработке и поэтому обладает высокой износостойкостью.
Разновидности 3d печати
Современных технологий 3D-печати на теперешний момент создано немало: регулярно появляются свежие версии, а также происходит непрерывная модификация уже известных схем и формул. Поэтому владельцу 3D-принтера необходимо оставаться в курсе новинок, чтобы ориентироваться во всём многообразии моделей и учитывать их технологические характеристики.
SLA – стереолитография
SLA — основан на облучении жидкой фотополимерной смолы лазером для повтора твёрдых физических моделей. Воссоздание запланированной модели проводится поэтапно, слой за слоем: каждый вычерчивается лазером, согласно заложенным в систему данным. Подобное облучение приводит к полимеризации (затвердеванию) материала в точках соприкосновения с лучом. Многие не рекомендуют держать такое устройство дома из-за токсичности фотополимера.
DLP
DLP — альтернативный способ цифровой светодиодной проекции позволяет снизить себестоимость 3D техники. По сравнению с лазерными установками, DLP принтеры создают проекцию изображение целого слоя до затвердевания полимерной смолы, а потом наносится новый слой материала и следует рисунок нового слоя будущей модели. С момента появления такие приборы составляют серьёзную конкуренцию аппаратам, работающим по смежной технологии SLA.
По сравнению с лазерными установками, DLP принтеры создают проекцию изображение целого слоя до затвердевания полимерной смолы, а потом наносится новый слой материала и следует рисунок нового слоя будущей модели. С момента появления такие приборы составляют серьёзную конкуренцию аппаратам, работающим по смежной технологии SLA.
FDM/FFF/PJP
Представленная группа FDM принтеров действует по единому принципу: они выдавливают какой-то определённый материал слой за слоем через сопло-дозатор. Пока это самая популярная технология в рассматриваемых устройствах, куда входят мэйкерботоподобные аналоги. Печать на основе подобной техники отличается высоким качеством, скоростью и прочностью финальных изделий. Вдобавок она совместима с большинством ранее упомянутых материалов.
SLM
SLM — принцип работы данной технологии заключается в лазерном сплавлении металлического порошка. Для этого камера принтера наполняется необходимым материалом при помощи специального подающего механизма. Потом база распределяется по платформе очень тонкими слоями посредством ровняющей лопатки. Далее мощный лазер соединяет двухмерные кусочки будущего изделия путем выборочного сплавления. На финальных этапах платформа опускается, и весь процесс повторяется заново до полного построения выбранной вещи.
Потом база распределяется по платформе очень тонкими слоями посредством ровняющей лопатки. Далее мощный лазер соединяет двухмерные кусочки будущего изделия путем выборочного сплавления. На финальных этапах платформа опускается, и весь процесс повторяется заново до полного построения выбранной вещи.
Справка! Стоит помнить, что ёмкость при печати по SLM заполняется специальным инертным газом, что не дает металлу вступать в реакцию. В качестве материала часто используются сталь, кобальт-хромовые и другие смеси, титан, а также драгоценные металлы.
LCD
Этот формат печати очень похож на ранее упомянутый принцип DLP, хотя сам алгоритм обладает существенным преимуществом — низкой стоимостью принтеров. Обычно к принтерам схожей конструкции относятся устройства, работающие с засветкой фотополимера светодиодной УФ-матрицей с использованием в качестве маски доработанного LCD-дисплея. Они имеют хорошую совместимость с прочими технологиями, но перед применением полимеров для других типов требуется предварительная проверка по каждой подборке.
SLS
Смысл SLS (лазерного спекания порошковых компонентов) заключается в степени нагрева материала печати и используемых материалов. В подобных конструкциях всегда есть небольшая ванна с жидким полимером, где луч лазера проходит по поверхности, после чего в обработанных зонах полимер под воздействием УФ полимеризуется. Едва один слой будет готов, платформа с деталью опускается, жидкий полимер переходит в пустоту и запекается следующий слой. Так происходит по кругу, пока не будет закончено всё изделие целиком.
Внимание! После печати таким способом необходима постобработка объекта — удаление лишнего материала и поддержки, иногда поверхность шлифуют.
LPD
Протокол, также известный под названием «протокол построчной печати», — сетевая версия прикладного уровня для передачи объёмных предметов на печать, является стандартом де-факто для UNIX-систем, предоставляющим базовые возможности. Тут файл данных, предназначенный для печати на принтере, сначала помещается во временную область (каталог на диске), где периодически сканируется зона спулинга. По факту столь специфическая область представляет собой последовательный набор очередей заданий на реализацию копий, которые выполняются в стандартной очереди.
По факту столь специфическая область представляет собой последовательный набор очередей заданий на реализацию копий, которые выполняются в стандартной очереди.
Polyjet
Очередной метод печати был изобретён израильской компанией Objet в 2000 г. Его суть сводится к тому, что фотополимер маленькими дозами выстреливается из тонких сопел (наподобие струйной печати), после чего моментально полимеризуется на поверхности изготавливаемой вещи под воздействием УФ-излучения. Основными материалами здесь являются фотополимеры и пластик, хотя порой подходит и специальный воск. Как правило, столь объёмную печать используют при изготовлении медицинских имплантатов, зубных протезов и слепков. Заодно тут допускается получение многоцветных вариантов и вещей с различными свойствами (эластичные в сочетании с твёрдыми).
3 DP
Процесс создания дубликатов по этой inc-jet-технологии базируется на связывании материала в предварительно заданных зонах уникальным клеящим веществом. Перед стартом печати будущая 3D-модель требуемого объекта должна быть разрезана специальной САПР-программой на горизонтальные слои, после чего сама форма уже передаётся на печать в специальном G-коде. Выбранный метод заключается в нанесении на материал клея, за ним слоя свежего порошка и далее всё заново. В итоге получается похожий на гипс материал (sandstone) – данный способ абсолютно безопасен для бытового и офисного использования.
Выбранный метод заключается в нанесении на материал клея, за ним слоя свежего порошка и далее всё заново. В итоге получается похожий на гипс материал (sandstone) – данный способ абсолютно безопасен для бытового и офисного использования.
Справка! Конечный результат может иметь грубую поверхность и невысокое разрешение – это главный изъян 3 DP.
DMLS
Прямое спекание металлов лазером – уникальный приём аддитивного производства металлических изделий, созданный фирмой EOS. Технологию DMLS нередко путают со смежными принципами SLS и SLM. Процесс неизменно включает в себя порошковый материал: он идёт в рабочую камеру в чётком количестве, необходимом для нанесения одного слоя. Потом специальный валик выравнивает вещество в ровный слой и удаляет лишнее из камеры, а лазерный луч спекает частицы друг с другом и с предыдущим уровнем согласно контурам, заданным цифровой моделью.
Важно! Центральной особенностью технологии считается очень высокое разрешение печати – в среднем около 20 микрон.
CJP
Очередная цветная струйная печать – тоже разновидность трёхмерного способа, которая подразумевает тонкое нанесение порошкообразных расходных материалов с выборочным использованием связующего полимера. Важным отличием этой новинки являются разноцветные элементы в моделях. В свою очередь, неизрасходованные материалы не убираются из рабочей зоны во время процесса, а служат дополнительной опорой для следующих уровней, что позволяет реализовать предметы высокой геометрической сложности.
EBM
Техника, которая называется электронно-лучевая плавка – ещё один метод аддитивного производства металлических изделий быстрого производства. В основе утверждённой схемы лежит использование электронных пучков высокой мощности для сплавки материала в вакуумной камере с появлением последовательных слоев, дублирующих контуры объёмной модели. Подобное плавление совершается при высоких фоновых температурах, достигающих порядка 700–1000 °C, что даёт возможность создавать детали без остаточного механического напряжения, который бывает вызван градиентом температур между уже охлажденными и ещё горячими участками.
Clip
Инновационная схема и принцип её действия заключается в использовании света и кислорода для отверждения светочувствительной смолы. Согласно описанию, такой подход схож с типичной и широко известной стереолитографией, где для отверждения светочувствительной смолы применяется лазер или прожектор. Здесь механическая 3D-печать внезапно превращается в фотохимический процесс, позволяющий использовать тонкую настройку и гарантирующий быстрое изготовление объектов и отсутствие эффекта расслоения. Кислород активно применяется как подавляющий агент, предотвращающий отвердевание смолы в отдельных зонах.
DLS
Наиболее распространенный алгоритм печати, который заключается в том, что под воздействием ультрафиолетового света корректируются физические свойства смол. Каждый слой засвечивается, после чего последующий уровень становится твёрдым. По факту это альтернативный метод SLA, который необходим вместо лазерных установок. Такие варианты проецируют изображение полноценного слоя, после наносится другой слой строительного вещества, и так постепенно формируется будущий прототип. 3D-приборы, работающие по технологии DLS, демонстрируют высокие результаты.
3D-приборы, работающие по технологии DLS, демонстрируют высокие результаты.
MJ
Многоструйное моделирование – фирменный способ печати на базе аддитивного производства, разработанный организацией 3D-Systems. Данная технология применяется в серии профессиональных устройств ProJet. Так, воспроизведение слоёв осуществляется с помощью специальной печатной головки, дополненной массивом сопел: их численность в современных моделях варьируется от 96 до 448 штук. В случае с фотополимерами каждый законченный слой обрабатывается ультрафиолетовым излучателем для дальнейшей полимеризации.
LOM
Если рассматривать этот вариант планировки объёмных фигур, то в нем используются ламинированные пласты, которые вырезаются с помощью ножа или лазера и склеиваются. Сначала фиксируется тонкий лист материала, который отрезается чётко по контуру, потом укладывается следующий лист и так снова. На финальной стадии все листы прессуются или спекаются. А когда для печати объёмных моделей необходима тонкая фольга, то она спекается благодаря встроенной ультразвуковой вибрации и прессуется в требуемый формат.
LDM
Очередную технологию разработал производитель принтеров WASP, ориентируясь для начала на глину. Методика жидкого нанесения выбранного вещества решает многие технические проблемы, связанные с созданием 3D-материалов. Подобный алгоритм позволяет чётко контролировать поток глиняного материала, подающегося на экструдер: от начала до конца процесс синхронизирован с шаговым двигателем, который обещает последовательную подачу базы. Такой подход предотвращает образование воздушных пузырей, деформаций и прочих изъянов, которые в итоге рискуют вызвать разрушение керамических изделий.
MJM
MJM имеет немало общего с FDM-технологией и тоже именуется многоструйной. Трехмерная печать осуществляется за счёт равномерного выдавливания расходного материала через многочисленные сопла, расположенные в печатающей головке. Эти элементы зафиксированы линией в несколько рядов, численность и расположение которых зависит от конкретной модели. В процессе печати головка неспешно передвигается в горизонтальной плоскости вдоль предметного стола, а из каждого миниатюрного сопла разбрызгивается жидкий полимер. Сразу после пройденного блока под влиянием УФ-излучения материал оперативно застывает и приобретает прочность.
Сразу после пройденного блока под влиянием УФ-излучения материал оперативно застывает и приобретает прочность.
Binder jetting
Аналог струйной печати посредством нанесения порошка и склеивания его связующим веществом BJ разработан специально для производства литейных форм. Цифровая модель заданной формы делится поэтапно на слои, переносится в аддитивную установку, где на предварительно подготовленный уровень песчаной смеси наносится отвердитель. Так в зоне построения создается отвержденная часть профессиональной смеси, точно повторяющей 3D-объект. Таким способом получится качественно печатать масштабные детали, что более рентабельно, чем иные методы производства.
DMT
Данная технология считается одним из самых эффективных видов 3D-печати металлических изделий за счёт прямого послойного построения в процессе сплавления мелкодисперсных частиц порошка лазером непосредственно по CAD-модели. В процессе DMT материал в требуемом количестве подается точечно в область плавления, образованную поверх заготовки при воздействии лазерного излучения. Благодаря такой организации подачи порошка возникает целый перечень уникальных преимуществ.
Благодаря такой организации подачи порошка возникает целый перечень уникальных преимуществ.
SDL
Селективное прессование запатентовано компанией Mcor Technologies: подобная печать начинается с подготовки в специальном программном обеспечении. Модели заранее компонуются и размещаются в виртуальной рабочей камере принтера, делятся на слои, устанавливается глубина пропитки и в конце формируется задание на печать. Все операции выполняются в уникальном программном обеспечении, которое идёт в комплекте с самим устройством.
MIM
Литьевое прессование металлов – высокотехнологичный процесс формования сложных изделий, изготавливаемых из мелкодисперсных смесей полимерного связующего с металлическими наполнителями. Этот способ производства деталей сложного профиля без отходов материала и последующей механической обработки считается сегодня самым малозатратным при серийном производстве. Причём металлический порошок получают путём распыления металла с размером частиц от 5 до 20 микрон.
Специальные приборы для 3D-печати привлекают большое количество людей, но далеко не все действительно разбираются во встроенном функционале таких устройств. Поэтому правильная расстановка приоритетов в сочетании со знанием существующих технологий и различных материалов для печати позволят использовать столь уникальную технику по максимуму.
- 14 февраля 2020
- 7227
Получите консультацию специалиста
типов 3D-принтеров: полное руководство
3D Insider поддерживается рекламой и зарабатывает деньги за клики, комиссионные с продаж и другими способами.
3D-печать — это новейшая разработка, которая понравится всем, кто любит простые в использовании интерактивные технологии. Инженеры и ученые работают с этим удивительным оборудованием еще с 1983 года. Именно тогда американский инженер Чарльз (Чак) Халл изобрел первый в мире 3D-принтер. Он назвал это своей машиной SLA, что означает стереолитографический аппарат.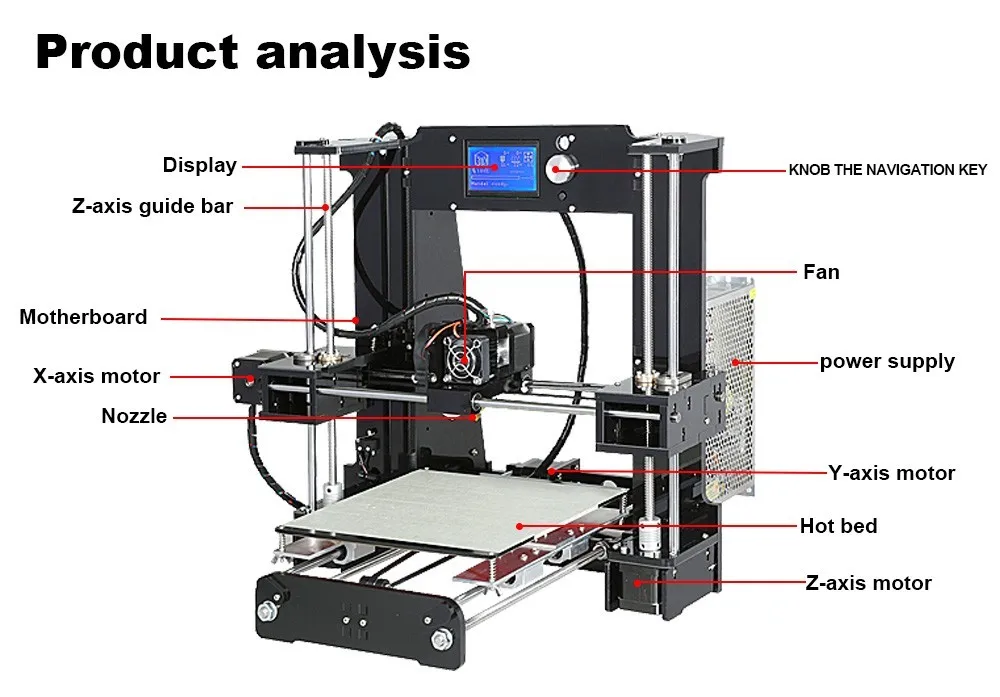
Не пропустите: Лучшие 3D-принтеры 2018 года.
Некоторые представители отрасли называют часть процесса 3D-печати аддитивным производством (AM), но здесь мы будем использовать его практическое название — 3D-печать. Это сделает руководство последовательным и удобным для чтения.
Причины появления нескольких типов 3D-принтеров
Причины, по которым существуют разные типы 3D-принтеров, и процессы печати аналогичны 2D-принтерам, с которыми мы так хорошо знакомы. Все сводится к следующим шести соображениям:
- Стоимость принтера
- Качество печати
- Скорость печати
- Возможности принтера
- Практичность
- Ожидания пользователя
Некоторые принтеры печатают только текст, другие — текст и графику. Используемые технологии и материалы также различаются, как и то, как машина выдавливает чернила на бумагу. 3D-принтеры еще умнее. И, как и их 2D-аналоги, они также предлагают ряд вариантов, включая качество, материалы и цену.
Краткий обзор процесса 3D-печати
Процесс 3D-печати больше не будет сложным для домашнего пользователя, как только вы усвоите основные принципы. Итак, принтеры, материалы для печати, печатные объекты и программное обеспечение для 3D-печати могут различаться. Тем не менее, несмотря на это, процесс от проектирования до конечного продукта идет по одному и тому же пути. Мы подробно рассмотрели эти процессы в другом руководстве, но вот как это выглядит в двух словах:
- Пользователь имеет доступ к приложению для 3D-моделирования или 3D-сканеру
- Пользователь создает виртуальный дизайн (3D-модель) объекта, который он хочет напечатать в 3D
- Пользователь обычно сохраняет свой проект в виде файла автоматизированного проектирования или сокращенно CAD
- Пользователь нарезает свой файл САПР перед отправкой на принтер
- Пользователь загружает нарезанный файл САПР на 3D-принтер
- Принтер считывает каждый фрагмент 2D-файла для создания трехмерного объекта
Для кого предназначено это руководство?
Это простое руководство предназначено для тех, кто хочет понять разницу между различными типами 3D-печати. Это также для любителей, школ, библиотек и всех, кто хочет инвестировать в эту удивительную технологию. Если вы совсем ничего не знаете о 3D-печати, но хотели бы научиться, это руководство для ВАС. Не волнуйтесь, мы не собираемся ошеломлять вас или ослеплять вас наукой.
Это также для любителей, школ, библиотек и всех, кто хочет инвестировать в эту удивительную технологию. Если вы совсем ничего не знаете о 3D-печати, но хотели бы научиться, это руководство для ВАС. Не волнуйтесь, мы не собираемся ошеломлять вас или ослеплять вас наукой.
К концу этого руководства у вас будет хорошее базовое представление обо всех типах 3D-принтеров, доступных сегодня. Если вы думаете об инвестировании в 3D-принтер, мы вам поможем. Вы будете в гораздо лучшем положении, чтобы принять взвешенное решение, прежде чем расстаться со своими с трудом заработанными деньгами.
В центре внимания этого руководства
В этом руководстве рассматриваются наиболее распространенные типы 3D-принтеров, используемых сегодня. Сначала мы представим каждую из этих машин по их длинным именам. После этого мы будем использовать соответствующие сокращения, чтобы облегчить чтение. Например, стереолитография становится SLA. И производство ламинированных объектов становится LOM, как два примера.
Вот девять типов 3D-принтеров, о которых вы узнаете:
- Стереолитография (SLA)
- Цифровая обработка света (DLP)
- Моделирование методом наплавления (FDM)
- Селективное лазерное спекание (SLS)
- Селективное лазерное плавление (SLM)
- Электронно-лучевая плавка (EBM)
- Производство многослойных объектов (LOM)
- Струя связующего (BJ)
- Струйная обработка материалов (MJ)
Основные компоненты 3D-принтера
Прежде чем мы начнем рассматривать различные типы 3D-принтеров и методы печати, уделим немного времени перечислению основных компонентов этих машин. Есть много частей, и каждая из них играет решающую роль в процессе печати. Мы не собираемся вдаваться в технические подробности. Однако все же важно знать, каковы основные компоненты. Это поможет вам лучше понять процессы печати при чтении различных разделов.
Основные компоненты и их использование в 3D-принтере:
- Рама для 3D-принтера: удерживает машину вместе
- Механизм движения головки 3D-принтера: перемещается относительно платформы во всех направлениях
- Головка 3D-принтера: сопло, которое укладывает нить или наносит краску и жидкое связующее
- Платформа для 3D-построения или платформа для построения: часть принтера, на которой печатается объект
- Шаговые двигатели для 3D-принтеров (не менее 4): используются для точного позиционирования и управления скоростью
- Электроника 3D-принтера: используется для привода двигателей, нагрева экструдера и многого другого
- Прошивка 3D-принтера: Постоянное программное обеспечение, используемое для управления всеми аспектами 3D-принтера
- Программное обеспечение для 3D-принтера: не является частью самого принтера, но все же необходимо для процесса печати.
Более подробное описание компонентов 3D-принтера можно прочитать здесь.
Вспомогательные вещества для 3D-печати
Многие 3D-принтеры используют различные вещества для поддержки сложной геометрии. Вспомогательные материалы так же важны для процесса 3D-печати, как и основные материалы. Без поддержки во время сборки не было бы успешного результата. Эти материалы предлагают лучшее решение, чем старые физические опорные конструкции прошлого. После завершения печати пользователь просто удаляет все поддерживающие вещества с готовой детали.
В некоторых 3D-технологиях используются поддерживающие материалы, которые растворяются при помещении в химическую ванну. Другие будут использовать окружающий порошок, чтобы держать все на месте. А есть те, в которых используется жидкое гелеобразное вещество. В этом руководстве вы прочтете о том, какой процесс печати использует какие вспомогательные материалы.
1) Технология стереолитографии (SLA)
SLA — это быстрый процесс прототипирования. Те, кто использует эту технологию, серьезно относятся к точности и аккуратности. Он может создавать объекты из файлов данных 3D CAD (сгенерированных компьютером) всего за несколько часов. Это процесс 3D-печати, который популярен благодаря своим мелким деталям и точности. Машины, использующие эту технологию, производят уникальные модели, модели, прототипы и различные серийные детали. Они делают это, превращая жидкие фотополимеры (особый тип пластика) в твердые трехмерные объекты, слой за слоем. Пластик сначала нагревают, чтобы превратить его в полужидкую форму, а затем он затвердевает при контакте. Принтер создает каждый из этих слоев с помощью ультрафиолетового лазера, направляемого сканирующими зеркалами по осям X и Y. Непосредственно перед каждым циклом печати по поверхности перемещается лезвие повторного покрытия, чтобы обеспечить равномерное распределение каждого тонкого слоя смолы по объекту. Таким образом, цикл печати продолжается, создавая 3D-объекты снизу вверх.
Те, кто использует эту технологию, серьезно относятся к точности и аккуратности. Он может создавать объекты из файлов данных 3D CAD (сгенерированных компьютером) всего за несколько часов. Это процесс 3D-печати, который популярен благодаря своим мелким деталям и точности. Машины, использующие эту технологию, производят уникальные модели, модели, прототипы и различные серийные детали. Они делают это, превращая жидкие фотополимеры (особый тип пластика) в твердые трехмерные объекты, слой за слоем. Пластик сначала нагревают, чтобы превратить его в полужидкую форму, а затем он затвердевает при контакте. Принтер создает каждый из этих слоев с помощью ультрафиолетового лазера, направляемого сканирующими зеркалами по осям X и Y. Непосредственно перед каждым циклом печати по поверхности перемещается лезвие повторного покрытия, чтобы обеспечить равномерное распределение каждого тонкого слоя смолы по объекту. Таким образом, цикл печати продолжается, создавая 3D-объекты снизу вверх.
После завершения кто-то берет 3D-объект из принтера и осторожно отсоединяет его от платформы. В 3D-детали обычно используется химическая ванна для удаления излишков смолы. Также обычной практикой является пост-отверждение объекта в ультрафиолетовой печи. Это делает готовый предмет более прочным и стабильным. В зависимости от детали, она может пройти ручную шлифовку и профессиональную окраску. Печать SLA стала предпочтительным экономичным выбором для самых разных отраслей промышленности. Некоторые из них включают автомобильную, медицинскую, аэрокосмическую, развлекательную, а также для создания различных потребительских товаров.
В 3D-детали обычно используется химическая ванна для удаления излишков смолы. Также обычной практикой является пост-отверждение объекта в ультрафиолетовой печи. Это делает готовый предмет более прочным и стабильным. В зависимости от детали, она может пройти ручную шлифовку и профессиональную окраску. Печать SLA стала предпочтительным экономичным выбором для самых разных отраслей промышленности. Некоторые из них включают автомобильную, медицинскую, аэрокосмическую, развлекательную, а также для создания различных потребительских товаров.
Некоторые принтеры SLA включают: 3D-принтер Pegasus Touch SLA, 3D-принтер XYZprinting Nobel 1.0 SLA, настольный 3D-принтер SUNLU SLA, 3D-принтер Form 1+ SLA.
2) Технология цифровой обработки света (DLP)
DLP — старейшая из технологий 3D-печати, созданная человеком по имени Ларри Хорнбек еще в 1987 году. работает с фотополимерами. Жидкая пластиковая смола, используемая принтером, помещается в полупрозрачный контейнер для смолы. Однако между ними есть одно существенное различие, которое заключается в источнике света. В то время как SLA использует ультрафиолетовый свет, DLP использует более традиционный источник света, обычно дуговые лампы. Этот процесс приводит к довольно впечатляющим скоростям печати. Когда много света, смола быстро затвердевает (мы говорим о секундах). По сравнению с 3D-печатью SLA, DLP позволяет сократить время печати большинства деталей. Причина, по которой он работает быстрее, заключается в том, что он выставляет сразу целые слои. При SLA-печати лазер должен прорисовывать каждый из этих слоев, а это требует времени.
Однако между ними есть одно существенное различие, которое заключается в источнике света. В то время как SLA использует ультрафиолетовый свет, DLP использует более традиционный источник света, обычно дуговые лампы. Этот процесс приводит к довольно впечатляющим скоростям печати. Когда много света, смола быстро затвердевает (мы говорим о секундах). По сравнению с 3D-печатью SLA, DLP позволяет сократить время печати большинства деталей. Причина, по которой он работает быстрее, заключается в том, что он выставляет сразу целые слои. При SLA-печати лазер должен прорисовывать каждый из этих слоев, а это требует времени.
Еще одним преимуществом технологии DLP-печати является то, что она надежна и каждый раз позволяет получать модели с высоким разрешением. Это также экономично благодаря возможности использовать более дешевые материалы даже для сложных и детализированных объектов. Это не только сокращает отходы, но и снижает затраты на печать.
Некоторые DLP-принтеры включают: Настольный DLP-принтер Makex M-one, настольный УФ-DLP, LumiPocket — Miniature DLP, Solus DLP 3D-принтер
3) Технология моделирования методом наплавления (FDM)
FDM — это процесс 3D-печати, разработанный Скоттом Крампом, а затем внедренный компанией Stratasys Ltd. в 1980-х годах. Для печати своих 3D-объектов компания использует термопластичные материалы промышленного класса. Он популярен для создания функциональных прототипов, концептуальных моделей и вспомогательных средств. Это технология, которая может создавать точные детали и может похвастаться исключительным соотношением прочности и веса.
в 1980-х годах. Для печати своих 3D-объектов компания использует термопластичные материалы промышленного класса. Он популярен для создания функциональных прототипов, концептуальных моделей и вспомогательных средств. Это технология, которая может создавать точные детали и может похвастаться исключительным соотношением прочности и веса.
Перед началом процесса FDM-печати пользователь должен разбить данные 3D CAD (3D-модель) на несколько слоев с помощью специального программного обеспечения. Нарезанные данные САПР отправляются на принтер, который затем строит объектный слой за раз на платформе сборки. Он делает это просто путем нагревания, а затем выдавливания термопластичной нити через сопло на основание. Принтер также может экструдировать различные вспомогательные материалы, а также термопласт. Например, для поддержки верхних слоев принтер может добавить под них специальный поддерживающий материал, который затем растворяется после процесса печати. Как и во всех 3D-принтерах, время, необходимое для печати, зависит от размера объекта и его сложности.
Как и многие другие 3D-технологии, готовый объект нуждается в очистке. Необработанные детали FDM могут отображать довольно заметные линии слоев на некоторых объектах. Очевидно, что после печати потребуется ручная шлифовка и отделка. Только так можно получить гладкий конечный продукт с ровной поверхностью. Готовые объекты FDM функциональны и долговечны. Это делает его популярным процессом для использования в широком спектре отраслей, в том числе для машиностроения и производителей деталей. BMW использует 3D-печать FDM, как и известная пищевая компания Nestle, и это лишь некоторые из них.
Некоторые FDM-принтеры включают: Настольный 3D-принтер JGAURORA, настольный 3D-принтер FDM с высоким разрешением ALUNAR, оригинальный Prusa i3 MK2, PowerSpec 3D Pro, Lulzbot Mini, FlashForge Creator Pro.
4) Технология селективного лазерного спекания (SLS)
Американский бизнесмен, изобретатель и преподаватель доктор Карл Декард разработал и запатентовал технологию SLS в середине 1980-х годов. Это метод 3D-печати, в котором используются мощные лазеры CO2 для сплавления частиц. Лазер спекает порошкообразные металлические материалы (хотя он может использовать и другие материалы, такие как белый нейлоновый порошок, керамику и даже стекло). Вот как это работает:
Это метод 3D-печати, в котором используются мощные лазеры CO2 для сплавления частиц. Лазер спекает порошкообразные металлические материалы (хотя он может использовать и другие материалы, такие как белый нейлоновый порошок, керамику и даже стекло). Вот как это работает:
Платформа сборки, или кровать, постепенно опускается с каждым последующим лазерным сканированием. Это процесс, который повторяется по одному слою за раз, пока не достигнет высоты объекта. Во время процесса сборки существует неспеченная поддержка из других порошков, которые окружают и защищают модель. Это означает, что 3D-объектам не нужны другие опорные конструкции во время сборки. Кто-то удалит неспеченные порошки вручную после печати. SLS производит прочные, высокоточные детали и может использовать широкий спектр материалов. Это идеальная технология для полнофункциональных деталей и прототипов для конечного использования. SLS очень похож на технологию SLA по скорости и качеству. Основное различие заключается в материалах, поскольку SLS использует порошкообразные вещества, тогда как SLA использует жидкие смолы. Именно это широкое разнообразие доступных материалов делает технологию SLA настолько популярной для печати индивидуальных объектов.
Именно это широкое разнообразие доступных материалов делает технологию SLA настолько популярной для печати индивидуальных объектов.
Некоторые SLA-принтеры включают: XYZprinting Nobel 1.0 SLA 3D Printer, SUNLU SLA Desktop 3D Printer, Formlabs Form 2, 3D Systems ProJet 1200, DWS Lab Xfab.
5) Технология селективного лазерного плавления (SLM)
Изображение из Protoshape
SLM впервые появился в 1995 году. Он был частью немецкого исследовательского проекта Института Фраунгофера ILT, расположенного в самом западном городе страны Ахене. Как и SLA (см. выше), SLM также использует мощный лазерный луч для формирования 3D-деталей. В процессе печати лазерный луч плавит и сплавляет различные металлические порошки. Простой способ взглянуть на это состоит в том, чтобы разбить основной процесс следующим образом:
Порошкообразный материал + тепло + точность + многослойная структура = идеальный трехмерный объект.
Когда лазерный луч достигает тонкого слоя материала, он выборочно соединяет или сваривает частицы вместе.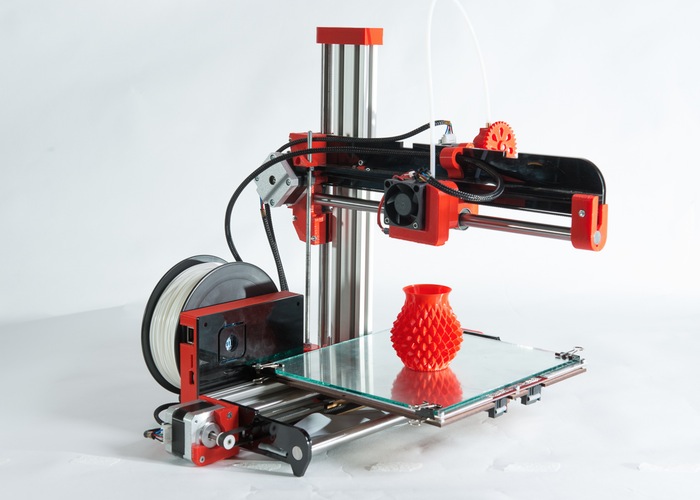 После одного полного цикла печати принтер добавляет новый слой порошкового материала к предыдущему. Затем объект опускается точно на толщину одного слоя. Когда процесс печати будет завершен, кто-то вручную удалит неиспользованный порошок с объекта. Основное различие между SLM и SLS заключается в том, что SLM полностью расплавляет порошок, тогда как SLS только частично его расплавляет (спекает). В общем, конечные продукты SLM, как правило, прочнее, поскольку в них меньше или совсем нет пустот.
После одного полного цикла печати принтер добавляет новый слой порошкового материала к предыдущему. Затем объект опускается точно на толщину одного слоя. Когда процесс печати будет завершен, кто-то вручную удалит неиспользованный порошок с объекта. Основное различие между SLM и SLS заключается в том, что SLM полностью расплавляет порошок, тогда как SLS только частично его расплавляет (спекает). В общем, конечные продукты SLM, как правило, прочнее, поскольку в них меньше или совсем нет пустот.
SLM-печать обычно используется для трехмерных деталей со сложной структурой, геометрией и тонкими стенками. Аэрокосмическая промышленность использует 3D-печать SLM в некоторых своих новаторских проектах. Как правило, это те, которые сосредоточены на точных, прочных и легких деталях. Однако это дорогостоящая технология, поэтому она непрактична и не популярна среди домашних пользователей. SLM в настоящее время достаточно широко распространен в аэрокосмической и медицинской ортопедической промышленности. Среди тех, кто инвестирует в 3D-принтеры SLM, есть исследователи, университеты и разработчики металлических порошков. Есть и другие, которые заинтересованы в изучении всего спектра и будущего потенциала аддитивного производства металлов.
Среди тех, кто инвестирует в 3D-принтеры SLM, есть исследователи, университеты и разработчики металлических порошков. Есть и другие, которые заинтересованы в изучении всего спектра и будущего потенциала аддитивного производства металлов.
Некоторые промышленные принтеры SLM включают: SLM Solutions SLM 125, 280 и 500, Realizer SLM 125, Optomec LENS 450 и другие.
6) Технология электронно-лучевой плавки (EBM)
Шведская компания Arcam AB основала EBM ® в 1997 году. Это технология 3D-печати, похожая на SLM (см. техника постельного слияния. Разница между ними заключается в источнике питания. В описанном выше подходе SLM используется мощный лазер в камере с благородным или инертным газом. EBM, с другой стороны, использует мощный электронный пучок в вакууме. Помимо источника питания, остальные процессы между ними очень похожи. Основное применение EBM — 3D-печать металлических деталей. Его основными характеристиками являются способность создавать сложные геометрические формы со свободой дизайна. EBM также производит невероятно прочные и плотные детали.
EBM также производит невероятно прочные и плотные детали.
Вот некоторые из других впечатляющих особенностей EBM:
- Не требует дополнительного вспомогательного оборудования для процесса 3D-печати
- Повышенная эффективность при использовании сырья
- Сокращает время выполнения заказа, что приводит к более быстрому поступлению деталей на рынок
- Может создавать полностью функциональные долговечные детали по запросу для самых разных отраслей промышленности
Процесс печати начинается, как и большинство других, с того, что пользователь должен сначала создать 3D-модель или компьютерный цифровой файл.
Промышленный EBM-принтер включает в себя: Arcam Q20
7) Технология производства ламинированных объектов (LOM)
Калифорнийская компания под названием Helisys Inc. и доступный метод 3D-печати. Инженер-конструктор из США Майкл Фейгин — пионер технологий 3D-печати — первоначально запатентовал LOM.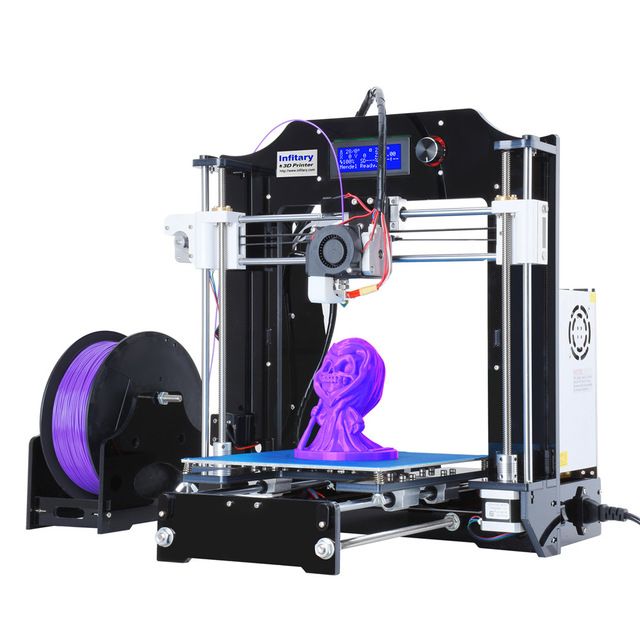
LOM — это система быстрого прототипирования, которая работает путем сплавления или ламинирования слоев пластика или бумаги с использованием тепла и давления. Управляемое компьютером лезвие или лазер вырезают объект до нужной формы. После завершения печати каждого слоя платформа опускается примерно на 1/16 дюйма, готовая к следующему слою. Затем принтер протягивает новый лист материала по подложке, где он приклеивается нагретым валиком. Этот базовый процесс продолжается снова и снова, пока не будет завершена трехмерная часть.
Согласно Википедии, LOM-печать работает следующим образом:
- Лист приклеивается к подложке с помощью нагретого валика.
- Лазер определяет желаемые размеры прототипа.
- Лазерная штриховка области, не связанной с деталями, для облегчения удаления отходов.
- Платформа с готовым слоем движется вниз в сторону.
- Свежий лист материала свернут на место.
- Платформа опускается в новое положение для приема следующего слоя.
- Процесс повторяется.
Возможно, сегодня это не самый популярный метод 3D-печати, но, тем не менее, LOM остается одним из самых быстрых. Это также, пожалуй, самый доступный метод создания 3D-прототипов. Это связано с низкой стоимостью используемых материалов (бумаги и пластика). Это также процесс, который может создавать довольно большие 3D-печатные объекты. Среди тех, кто продолжает использовать принтеры LOM сегодня, есть архитекторы, художники и разработчики продуктов.
Один из популярных принтеров LOM: The Mcor Matrix
8) Технология Binder Jetting (BJ)
Изображение от Эндрю Уолрейвена
Массачусетский технологический институт (MIT) впервые изобрел BJ 3D-печать. Вы также можете услышать, что эта технология упоминается под другими названиями, в том числе:
- Печать в порошковом слое
- Струйная 3D-печать
- Капельный порошок
- Связующее струйное (BJ). Это самое популярное имя, и мы будем использовать его для обозначения.

BJ — это процесс 3D-печати, в котором для создания объектов используются два типа материалов: материал на основе порошка (обычно гипс) и связующее вещество. Как следует из названия, «связующий» агент действует как прочный клей для соединения (скрепления) слоев порошка вместе. Сопла принтера выдавливают связующее в жидкой форме, как в обычном струйном 2D-принтере. После завершения каждого слоя рабочая пластина немного опускается, чтобы можно было разместить следующий. Этот процесс повторяется до тех пор, пока объект не достигнет необходимой высоты.
Четыре популярных материала, используемых в BJ-печати, включают:
- Керамика
- Металлы
- Песок
- Пластмасса
С помощью BJ-печати невозможно получить сверхвысокое разрешение или сверхпрочные 3D-объекты, но есть и другие преимущества. Например, эти принтеры позволяют печатать детали в полноцветном режиме. Для этого вы просто добавляете в связующее цветные пигменты, которые обычно включают черный, белый, голубой, желтый и пурпурный.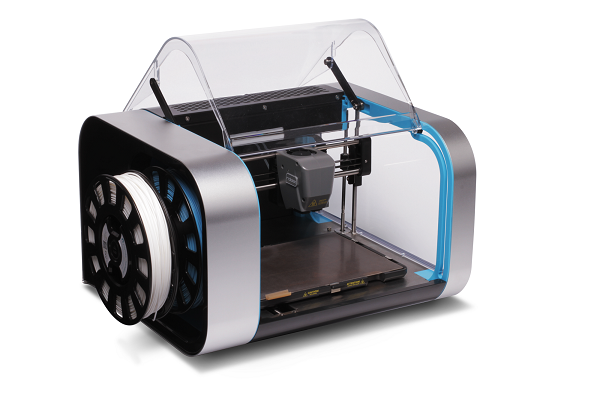 Эта технология все еще развивается, поэтому ожидайте, что в будущем нас ждет еще больше замечательных вещей. На момент написания некоторые приложения BJ 3D-печати включали быстрое прототипирование и различные применения в аэрокосмической, автомобильной и медицинской промышленности.
Эта технология все еще развивается, поэтому ожидайте, что в будущем нас ждет еще больше замечательных вещей. На момент написания некоторые приложения BJ 3D-печати включали быстрое прототипирование и различные применения в аэрокосмической, автомобильной и медицинской промышленности.
Некоторые принтеры BJ включают: Addwii представляет X1, ExOne R2, ZCorp Spectrum z510
Кастинг. В отличие от других технологий 3D-печати, у MJ нет ни одного изобретателя. Фактически, до недавнего времени это была скорее техника, чем реальный процесс печати. Это то, что ювелиры использовали на протяжении веков. Восковое литье было традиционным процессом, при котором пользователь производил высококачественные ювелирные изделия с индивидуальным дизайном. Причина, по которой он упоминается здесь, заключается в появлении 3D-печати. Благодаря появлению этой технологии литье воска стало автоматизированным процессом. Сегодня 3D-принтеры MJ производят детали с высоким разрешением, в основном для стоматологической и ювелирной промышленности,
Для ювелиров, которые хотят поэкспериментировать с различными слепками, как это делает большинство ювелиров, MJ теперь является их ведущей 3D-технологией.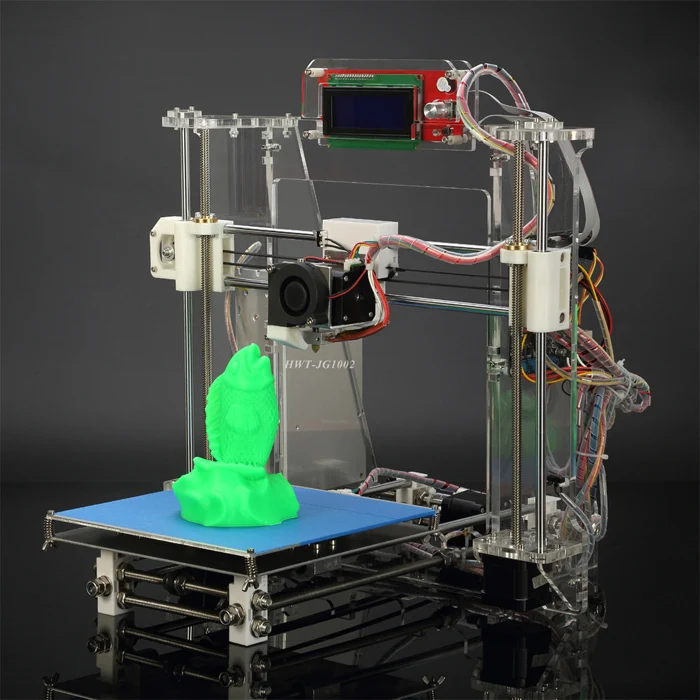 На момент написания статьи на рынке было несколько высококачественных профессиональных восковых 3D-принтеров. Вот как они работают:
На момент написания статьи на рынке было несколько высококачественных профессиональных восковых 3D-принтеров. Вот как они работают:
Как только 3D-модель (файл САПР) загружена на принтер, все системы работают. Принтер добавляет расплавленный (нагретый) воск на алюминиевую сборочную платформу контролируемыми слоями. Это достигается с помощью форсунок, которые равномерно перемещаются по всей площади сборки. Как только нагретый материал попадает на рабочую пластину, он начинает остывать и затвердевать (ультрафиолетовое излучение помогает отвердеть слои). По мере создания 3D-детали гелеобразный материал помогает поддерживать процесс печати более сложной геометрии. Как и все вспомогательные материалы в 3D-печати, его легко удалить впоследствии вручную или с помощью мощных водяных струй. После того, как деталь будет готова, вы можете сразу ее использовать, никакого дополнительного пост-отверждения не требуется.
Существуют также 3D-принтеры Polyjet MJ, в которых вместо синтетического воска используются фотополимерные смолы.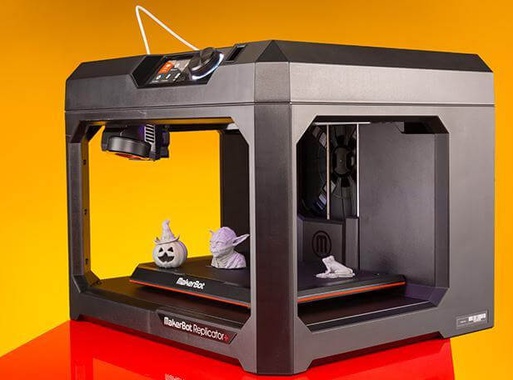 Технология Polyjet также предлагает очень хорошее разрешение. В отличие от цифровых восковых принтеров люди используют устройства Polyjet для создания деталей для самых разных отраслей.
Технология Polyjet также предлагает очень хорошее разрешение. В отличие от цифровых восковых принтеров люди используют устройства Polyjet для создания деталей для самых разных отраслей.
Некоторые принтеры MJ включают: 3D-принтер ABS, 3D-принтер PLA (большой формат), HP Multi Jet Fusion
Подводя итоги
3D-принтеры и технологии печати постоянно совершенствуются. При этом цены будут продолжать падать, поскольку устройства и процессы становятся все более впечатляющими. Если вы прочитали это руководство от начала до конца, у вас теперь будет хорошее базовое представление о различных 3D-принтерах и о том, как они работают. Вы также узнаете о различных материалах, которые используют принтеры, и об отраслях, которые они поддерживают. И если вам нужно освежить в памяти, вы можете в любое время просто вернуться к любому разделу этого руководства.
Нет принтера Нет проблем
Помните также, что вам не обязательно иметь 3D-принтер, чтобы изучать технологию или печатать в 3D. Существует множество бесплатных веб-программ для 3D-печати и моделирования на выбор. Когда у вас есть 3D-дизайн, все готово. Вы должны быть в состоянии найти кого-то в вашем районе с 3D-принтером, который напечатает ваш проект за номинальную плату. Проверьте школы, библиотеки или небольшие стартапы в местных коворкинг-центрах. В противном случае отправьте свой цифровой 3D-файл онлайн и позвольте одному из 3D-сервисов напечатать вашу модель.
Существует множество бесплатных веб-программ для 3D-печати и моделирования на выбор. Когда у вас есть 3D-дизайн, все готово. Вы должны быть в состоянии найти кого-то в вашем районе с 3D-принтером, который напечатает ваш проект за номинальную плату. Проверьте школы, библиотеки или небольшие стартапы в местных коворкинг-центрах. В противном случае отправьте свой цифровой 3D-файл онлайн и позвольте одному из 3D-сервисов напечатать вашу модель.
Предупреждение; Никогда не оставляйте 3D-принтеры без присмотра. Они могут представлять угрозу пожарной безопасности.
Какие существуют виды 3D-печати?
В этой статье г-н Амит Котари обсуждает различные типы 3D-печати и ее процессы.
© Labdox Private Limited
Термин 3D-печать охватывает несколько производственных технологий, при которых детали создаются слой за слоем. Каждый из них различается по способу изготовления пластиковых и металлических деталей, а также по выбору материала, обработке поверхности, долговечности, скорости изготовления и стоимости.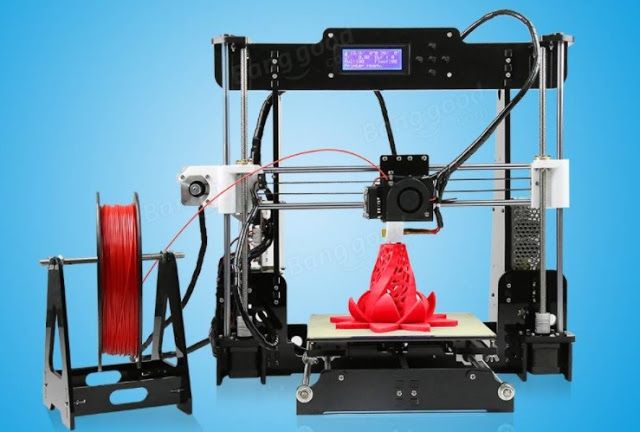
Существует несколько видов 3D-печати, в том числе:
- Стереолитография (SLA)
- Селективное лазерное спекание (SLS)
- Моделирование методом наплавления (FDM)
- Цифровой световой процесс (DLP)
- Мультиструйный синтез (MJF)
- ПолиДжет
- Прямое лазерное спекание металла (DMLS)
- Электронно-лучевая плавка (ЭЛП)
Типы 3D-печати и ее процессы
3D-печать становится будущим эпохи производства. Это связано с тем, что существует множество различных процессов, которые подходят для различных типов материалов. Некоторые из них упомянуты ниже.
СТЕРЕОЛИТОГРАФИЯ (SLA)
Это первая в мире инновация в области 3D-печати, представленная Чаком Халлом в 1986 году. Она работает с использованием технологии 3D-печати, называемой полимеризацией в ваннах, где материал, называемый фотополимерной камедью, специально восстанавливается с помощью источника света. Стереолитография (SLA) — это первая современная технология 3D-печати.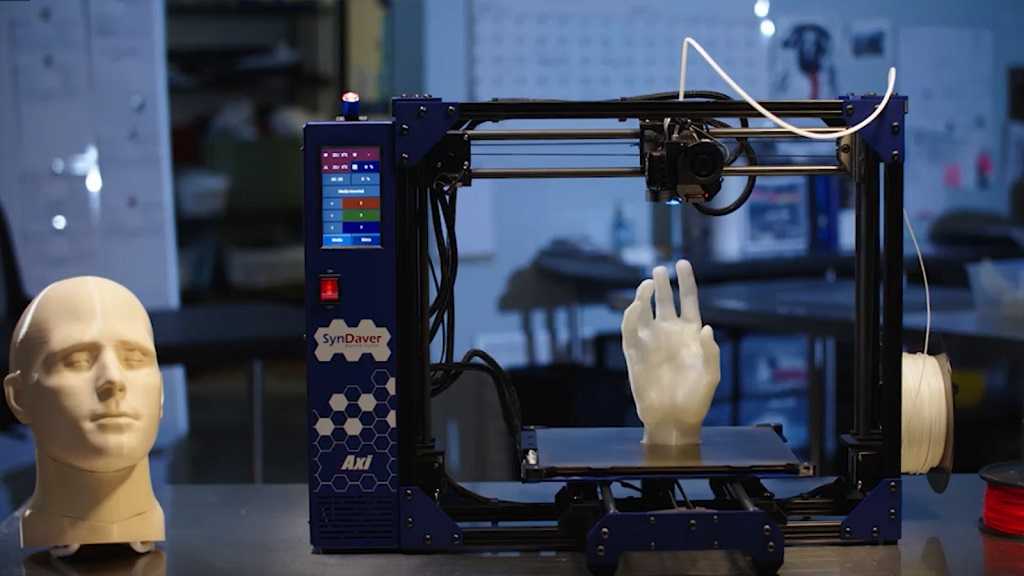 Принтеры SLA доминируют в обеспечении повышенного уровня детализации, гладких поверхностей и высоких сопротивлений. Качественная обработка поверхности деталей SLA выглядит прилично. Он обычно используется в клинической практике, а основные приложения включают анатомические модели и микрофлюидику. В частности, в принтере SLA используются зеркала, называемые гальванометрами. Один расположен на X-образной оси, другой на Y-образной ступице. Это указывает на назначение лазерного столба поперек резервуара с резинкой, а именно разгружая и закрепляя поперечную часть изделия в зоне формовки, разрабатывая ее слой за слоем.
Принтеры SLA доминируют в обеспечении повышенного уровня детализации, гладких поверхностей и высоких сопротивлений. Качественная обработка поверхности деталей SLA выглядит прилично. Он обычно используется в клинической практике, а основные приложения включают анатомические модели и микрофлюидику. В частности, в принтере SLA используются зеркала, называемые гальванометрами. Один расположен на X-образной оси, другой на Y-образной ступице. Это указывает на назначение лазерного столба поперек резервуара с резинкой, а именно разгружая и закрепляя поперечную часть изделия в зоне формовки, разрабатывая ее слой за слоем.
SLA — это средство быстрого прототипирования, при котором точность и аккуратность воспринимаются серьезно. Он может создавать объекты из информации 3D CAD всего за пару часов. Это 3D-печать, измеряющая тонкость и точность путем превращения жидких фотополимеров (уникальный вид пластика) в прочные 3D-объекты, каждый слой по очереди. Сначала пластик нагревают, чтобы он превратился в полужидкую структуру, а затем затвердевает при контакте. Принтер прорабатывает каждый из этих слоев с помощью яркого лазера, координируемого фильтрующими зеркалами по осям X и Y. Острая кромка устройства для повторного нанесения покрытия также проходит по поверхности непосредственно перед следующим этапом, чтобы гарантировать равномерное распределение каждого тонкого слоя жевательной резинки по изделию. Таким образом, цикл печати продолжается, создавая 3D-элементы снизу вверх. Когда закончите, 3D-часть обычно будет иметь синтетический душ, чтобы устранить переизбыток. Также рекомендуется постфиксировать изделие в ярком жаровне. Это делает изделие более приземленным и устойчивым.
Принтер прорабатывает каждый из этих слоев с помощью яркого лазера, координируемого фильтрующими зеркалами по осям X и Y. Острая кромка устройства для повторного нанесения покрытия также проходит по поверхности непосредственно перед следующим этапом, чтобы гарантировать равномерное распределение каждого тонкого слоя жевательной резинки по изделию. Таким образом, цикл печати продолжается, создавая 3D-элементы снизу вверх. Когда закончите, 3D-часть обычно будет иметь синтетический душ, чтобы устранить переизбыток. Также рекомендуется постфиксировать изделие в ярком жаровне. Это делает изделие более приземленным и устойчивым.
SLA-печать получила поддержку многих предприятий. Некоторые из них включают в себя автомобили, медицинские, авиационные, развлекательные и, кроме того, для производства различных потребительских товаров. Используемые принтеры — это 3D-принтеры Vipers, ProJets и iPros, изготовленные 3D Systems.
Специальное лазерное спекание (SLS)
SLS превращает порошки на основе нейлона в прочный пластик. Поскольку детали SLS изготавливаются с использованием настоящего термопластичного материала, они прочны, подходят для утилитарных испытаний и могут поддерживать живые шарниры и защелки. В отличие от SL, детали более приземлены, но имеют более грубую отделку поверхности. SLS не нуждается в вспомогательных структурах, поэтому всю стадию формы можно использовать для перевода различных деталей в единую форму, что делает ее подходящей для количества деталей, превышающего другие меры 3D-печати. Многочисленные части SLS используются для моделирования планов, которые однажды будут иметь форму вливания.
Поскольку детали SLS изготавливаются с использованием настоящего термопластичного материала, они прочны, подходят для утилитарных испытаний и могут поддерживать живые шарниры и защелки. В отличие от SL, детали более приземлены, но имеют более грубую отделку поверхности. SLS не нуждается в вспомогательных структурах, поэтому всю стадию формы можно использовать для перевода различных деталей в единую форму, что делает ее подходящей для количества деталей, превышающего другие меры 3D-печати. Многочисленные части SLS используются для моделирования планов, которые однажды будут иметь форму вливания.
В нем используется технология 3D-печати под названием Power Bed Fusion. Контейнер с термопластичным порошком (нейлон 6, нейлон 11, нейлон 12) нагревают чуть ниже точки его плавления. В этот момент повторное покрытие или острая кромка сохраняет небольшой слой порошка — обычно толщиной 0,1 мм — на стадии формования. Лазерная линейка начинает исследовать поверхность, где специально «спекает» порошок, то есть упрочняет поперечную часть изделия.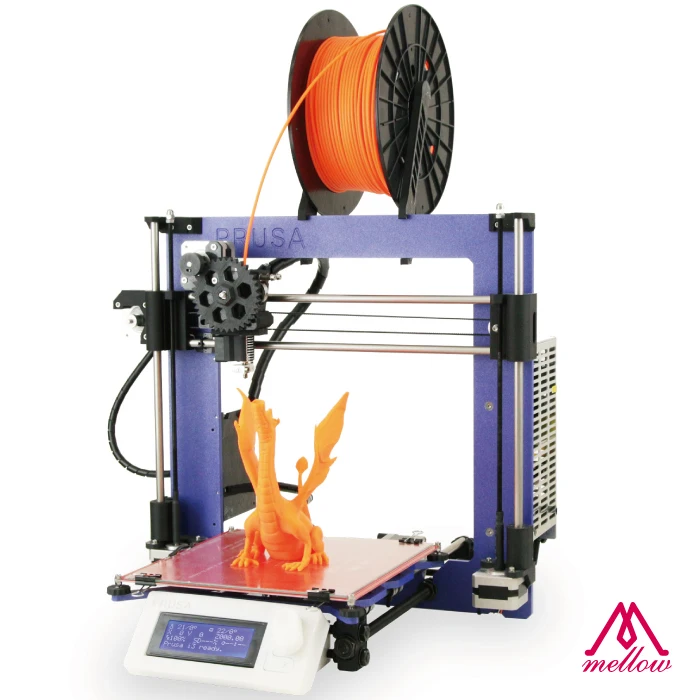 Точно так же с SLA лазер центрируется вокруг области парой гальво. Когда фильтруется весь кросс-сегмент, стадия падает где-то на одну толщину высоты слоя, и весь цикл перефразируется до тех пор, пока элемент не будет полностью сделан. Порошок, который не спечен, оставшиеся детали поддерживают спеченный предмет, не требуя опорных конструкций. Немногие приложения для SLS связаны со сборкой практичных деталей, сложными воздуховодами, требующими пустых планов, и созданием малых тиражей. Его качества заключаются в производстве утилитарных деталей, оставляющих после себя отличные механические свойства, и со сложными расчетами. SLS ограничен тем, что требует более длительного времени выполнения заказа и его большей стоимости по сравнению с FDM / FFF.
Точно так же с SLA лазер центрируется вокруг области парой гальво. Когда фильтруется весь кросс-сегмент, стадия падает где-то на одну толщину высоты слоя, и весь цикл перефразируется до тех пор, пока элемент не будет полностью сделан. Порошок, который не спечен, оставшиеся детали поддерживают спеченный предмет, не требуя опорных конструкций. Немногие приложения для SLS связаны со сборкой практичных деталей, сложными воздуховодами, требующими пустых планов, и созданием малых тиражей. Его качества заключаются в производстве утилитарных деталей, оставляющих после себя отличные механические свойства, и со сложными расчетами. SLS ограничен тем, что требует более длительного времени выполнения заказа и его большей стоимости по сравнению с FDM / FFF.
POLYJET
PolyJet — еще одна мера 3D-печати пластиком, но есть кривая. Он может создавать различные части с разными свойствами, например, тонами и материалами. Архитекторы могут использовать эту инновацию для создания прототипов эластомерных или формованных деталей.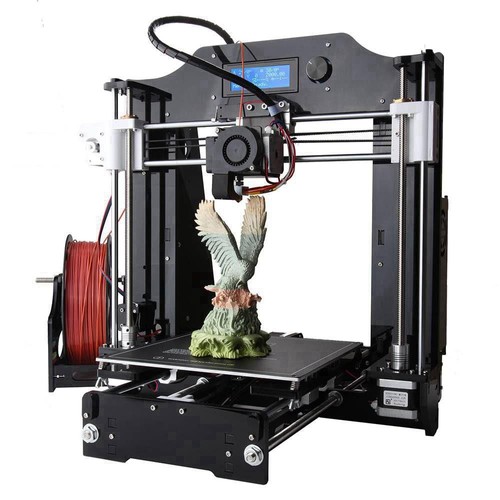
Моделирование плавленым напылением (FDM), также известное как Изготовление плавленых нитей (FFF)
Принтер FDM работает, выталкивая пластиковое волокно слой за слоем на формовочную площадку. Это продуманная и быстрая стратегия для предоставления актуальных моделей. Есть несколько случаев, когда FDM можно использовать для практических испытаний, однако это новшество ограничено из-за того, что детали имеют в целом грубую поверхность и не обладают достаточной прочностью. Это инновация в области 3D-печати, в которой используется цикл, называемый экструзией материала. Гаджеты Material Extrusion доступны и разумны для всех. Они работают по циклу, когда катушка волокна из прочного термопластичного материала (PLA, ABS, PET) укладывается в 3D-принтер. Затем он проталкивается двигателем через нагретый носик, где сжижается. Выталкивающая головка принтера в этой точке движется по заданным направлениям, удерживая материал для 3D-печати на этапе формирования, где волокно принтера охлаждается и цементируется, формируя прочный предмет.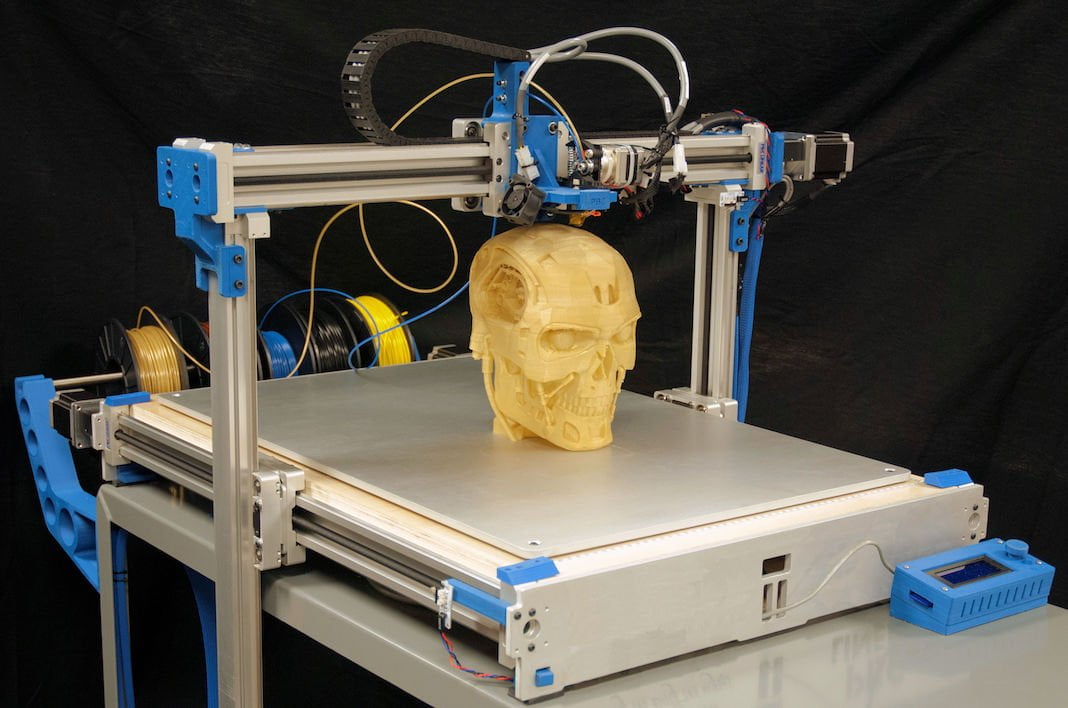 Когда слой закончен, принтер устанавливает другой слой, пока элемент не будет завершен. Основные приложения для FDM включают в себя электромонтажные работы, испытания конструкции и подгонки, приспособления и приспособления, а также модели для литья по выплавляемым моделям. Лучшая часть FDM заключается в том, что он предлагает наилучшее завершение поверхности в дополнение к полному тону, наряду с тем, что для его использования доступны различные материалы.
Когда слой закончен, принтер устанавливает другой слой, пока элемент не будет завершен. Основные приложения для FDM включают в себя электромонтажные работы, испытания конструкции и подгонки, приспособления и приспособления, а также модели для литья по выплавляемым моделям. Лучшая часть FDM заключается в том, что он предлагает наилучшее завершение поверхности в дополнение к полному тону, наряду с тем, что для его использования доступны различные материалы.
Цифровой световой процесс (DLP)
DLP имеет более быстрое время печати, чем SLA, в свете того факта, что каждый слой раскрывается одновременно, а не по поперечной части зоны с помощью лазера. . Обычные приложения для SLA и DLP — это полимерные модели инфузионной формы, украшения, стоматологические приложения и усилители. Они имеют тонкую тонкость элементов и гладкую отделку поверхности. Они ограничены своей слабостью, что делает их неудовлетворительными для использования в качестве механических деталей.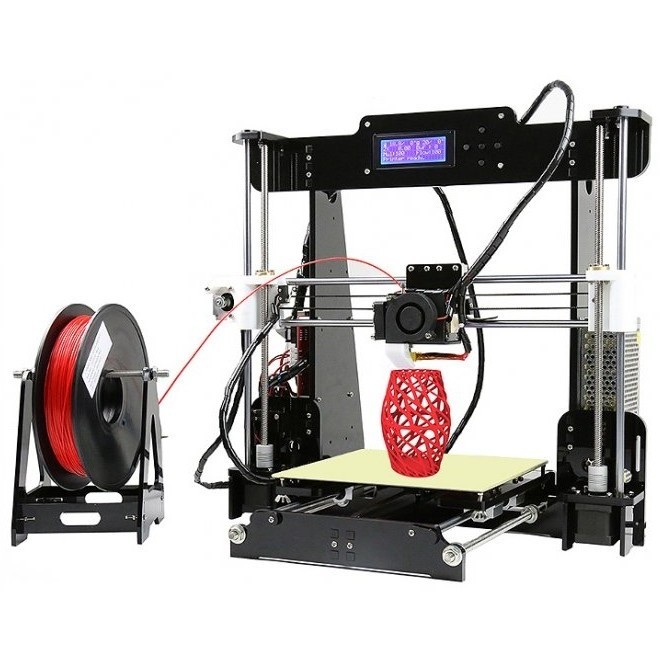
Multi Jet Fusion (MJF)
Multi Jet Fusion собирает утилитарные детали из нейлонового порошка. В отличие от использования лазера для спекания порошка, MJF использует струйный кластер, чтобы наносить специалистов по плавке на слой нейлонового порошка. В этот момент компонент потепления игнорирует кровать, чтобы объединить каждый слой. Этот результат обеспечивает более предсказуемые механические свойства по сравнению с SLS, а также улучшенное качество поверхности. Еще одним преимуществом цикла MJF является сокращение времени изготовления, что приводит к снижению затрат на создание. MJ отличается от других типов технологий 3D-печати, которые наносят, спекают или отверждают строительный материал точечным нанесением. Вместо этого печатающая головка выбрасывает сотни капель фотополимера и отверждает/затвердевает с помощью УФ-излучения. После нанесения и отверждения слоя платформа для сборки опускается на толщину одного слоя, и процесс повторяется до тех пор, пока не будет построен 3D-объект.
Всего комментариев: 0