Заточка фрез для чпу: Как точить фрезы для ЧПУ
Содержание
Как точить фрезы для ЧПУ
Фрезеровка — это механический способ обработки и ресурс режущего инструмента ограничен. Со временем в результате частого контакта с обрабатываемым материалом острые кромки фрезы постепенно утрачивают свои режущие свойства, в отводящих канавках скапливаются мельчайшие частички отходов, нагар. Интенсивная работа фрезерного станка, обработка материалов высокой плотности, неправильный выбор скоростного режима при работе с вязкими материалами также могут приводить к износу режущего инструмента.
Продлить его срок службы может переточка, проводить которую можно периодически (более трех раз не рекомендуется). Учитывая, что качественные фрезы для ЧПУ — достаточно дорогостоящая категория расходных материалов, такая операция способна значительно сэкономить средства.
К чему приводит работа затупленным инструментом
Уменьшение остроты режущей кромки или нарушение ее геометрии увеличивает площадь соприкосновения инструмента с материалом, что приводит к повышению температуры самой фрезы и перегреву материала. Чрезмерный нагрев инструмента снижает твердость лезвия и приводит к еще большему его затуплению, что отрицательно влияет на качество обработки. В свою очередь, повышенная температура материала в зоне реза ведет к тому, что мелкие частицы стружки спаиваются между собой, липнут на фрезу и забивают отводящие канавки. Результат тот же — перегрев инструмента, потеря им работоспособности и, как следствие, получение некачественных и даже бракованных заготовок.
Чрезмерный нагрев инструмента снижает твердость лезвия и приводит к еще большему его затуплению, что отрицательно влияет на качество обработки. В свою очередь, повышенная температура материала в зоне реза ведет к тому, что мелкие частицы стружки спаиваются между собой, липнут на фрезу и забивают отводящие канавки. Результат тот же — перегрев инструмента, потеря им работоспособности и, как следствие, получение некачественных и даже бракованных заготовок.
Восстановление геометрии и заточка инструмента разной формы
Производители выпускают фрезы множества видов и размеров, их классификация происходит по технологическим и конструктивным особенностям. Специфика заточки заключается в большой совокупной длине кромок, их непростой форме и необходимости обеспечить движение абразивной поверхности строго по кромке лезвия. В зависимости от вида инструмента переточка осуществляется по-разному:
- Фрезы концевые возможно переточить без применения специального оборудования. Такую операцию можно произвести с помощью тонкого алмазного бруска, при этом необходимо совершать равное количество движений относительно каждого из резцов с одинаковым нажимом.
 Или использовать для этой цели на небольших оборотах абразивный круг, укрепленный на точильном станке.
Или использовать для этой цели на небольших оборотах абразивный круг, укрепленный на точильном станке. - Фрезы фасонные с затылованным углом точат только по передней поверхности.
- Остроконечные зубья — по задней грани.
- Отрезные и прорезные фрезы — с двух сторон.
Самостоятельную заточку инструмента можно выполнить, используя компактный универсальный станок и набор алмазных кругов, однако для выполнения такой операции следует иметь достаточный опыт работы на подобном оборудовании.
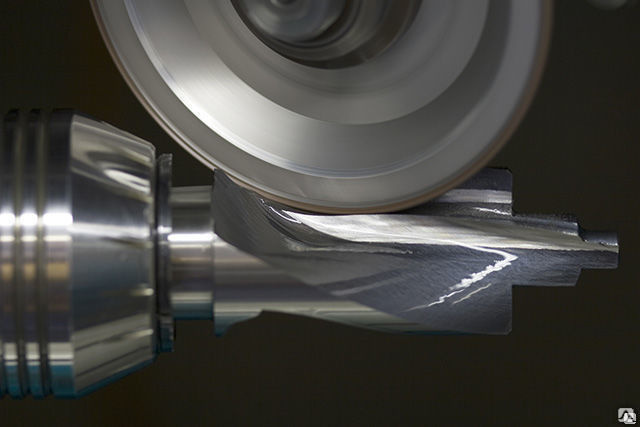
Использование специального заточного станка
Специальное заточное оборудование используется для восстановления работоспособности режущих инструментов для ЧПУ и повышает их стойкость после переточки. Станок, обеспечивая поступательное и вращательное движение фрезы, обрабатывает поверхность лезвия с помощью различных кругов в зависимости от материала, из которого выполнен инструмент:
- для фрез из быстрорежущей или инструментальной стали, предназначенных для работы по дереву и металлу используют электрокорундовые круги;
- для стальных фрез, допускающих работу с твердыми материалами на повышенных скоростях, — эльборовые;
- для твердосплавных фрез — алмазные или из зеленого карбида кремния.

Обработка каждого зуба производится дважды и повторяется для остальных, не меняя показатель толщины срезаемого материала, установленный в начале операции. По окончанию процедуры заточки фрезу следует визуально осмотреть, проверяя на отсутствие сколов, трещин, других дефектов, видимых невооруженным глазом, а затем с помощью приборов определить значение углов и другие погрешности профиля. Далее производятся доводка и полировка для придания режущей кромке необходимых параметров. Необходимо достигнуть идеально гладкой поверхности зуба, так как наличие зазубрин быстро приведет к повторному затуплению инструмента. Правильная заточка увеличивает срок службы фрезы, позволяя экономить на дорогостоящем инструменте.
Эта запись была размещена в Без категории,Фрезерное оборудование. Добавить в закладки постоянная ссылка.
Печалов Александр
по металлу, дереву своими руками, виды, применение
Заточка разных форм фрез производится на специализированном оборудовании.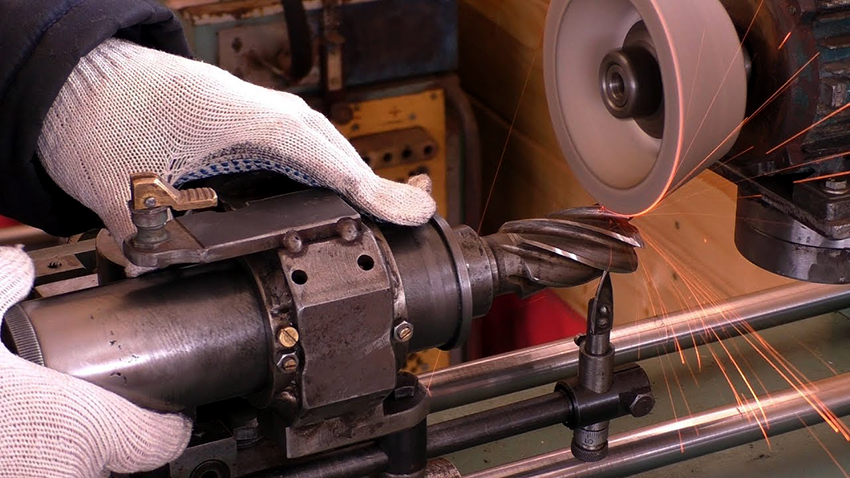 Это режущий инструмент круглого сечения, хотя по конфигурации он может быть различным. Борозды и зубчики, расположенные по окружности, бывают разных размеров, и при их вращении осуществляется обработка материала.
Это режущий инструмент круглого сечения, хотя по конфигурации он может быть различным. Борозды и зубчики, расположенные по окружности, бывают разных размеров, и при их вращении осуществляется обработка материала.
Виды фрез
Всего существует несколько видов режущего инструмента. К таковому относится: цилиндрический, концевой, дисковый, торцевой и пазовый.
По виду предназначения:
- угловой;
- фасонный;
- шпоночный;
- для обеспечения пазов вида Т.
По поверхности:
- пластмассе;
- дереву;
- металлической;
- стеклу;
- иные.
Затачивание сложно, так как протяженность режущего основания большая. Поэтому используются специализированные инструменты. А некоторых случаях шлифование осуществляется вручную, но работник, выполняющий эти работы должен обладать опытом. Не имеющий навыков сотрудник может допустить брак и на зубьях появятся дефекты: трещины, заусеницы или раковины, в связи, с чем инструмент нужно будет шлифовать повторно, а это приведет к уменьшению размера.
Материал фрез
Для изготовления технологической оснастки используются следующие материалы:
- сплавы твердые;
- сталь быстрорежущая;
- металлические сплавы повышенной степени твердости;
- металлокерамика;
- алмазы.
Для непосредственной резки металла кромки режущего инструмента изготавливаются из:
- проволоки карданной;
- алмазов;
- соединений твердых сплавов;
- керамического покрытия.
Отличие технологической оснастки определяется по внешнему виду.
Геометрия зубьев фрезы
Производительность зависит от правильной заточки зубьев. Конфигурации рабочих поверхностей применяются для решения даже самых сложных задач.
Исполнение спиральной фрезы осуществляется с большим и малым наклоном зубьев под заданным углом. Предназначение этого вида инструмента: для проведения черновых и чистовых операций, в том числе переменных шагов.
Угол наклона – это угол, образованный между плоским концом и кромкой стружечной канавки стандартной фрезы.
Значение углов:
- малый не более 35;
- большой 35 и выше.
Отличным вариантом для начальной и финишной обработки являются углом наклона зубьев – 38. Прямоугольные инструменты имеют максимальное значение.
Инструмент с переменным шагом пользуется спросом, вдоль длины производится замер шага спирали.
Область применения
Для выполнения технологических операций существуют различные виды инструмента. Какую фрезу использовать в том или ином случае, для этого необходимо учесть, какой материал нужно обрабатывать.
Фрезы по металлу
К распространенным видам относятся:
- Дисковые. Элементы для резки материала расположены с одной или с двух сторон одновременно. Используются для прорезания пазов, выборки, обрезки и снятии фасок.
- Торцевые. Предназначены для обточки ступенчатых и плоских оснований.
- Цилиндрические. Изготавливаются с винтовыми и прямыми зубьями.
- Угловые. Используются для прорезания стружечных канавок в технологической оснастке.

- Концевые. Применяются для изготовления уступов, выемок по контуру и пазов.
- Фасонные. Предназначены для обработки фасонных поверхностей.
- Червячные. Обработка производится способом обката – касанием инструмента заготовки в одной точке.
Фрезы по дереву
Для обработки деревянных конструкций применяются инструменты:
- Концевые. Внешне напоминают сверло, при этом конусная часть отсутствует.
- Кромочные. Применяются для прорезания кромок и разной конфигурации выемок. Инструменты для фрезерования вручную конструктивно снабжены подшипником для регулирования глубины обработки.
- Пазовые. Используются для прорезания пазов.
- Копировальные. Расположение фрезерной головки в виде дуги.
Фрезы для пластика
При обработке изделий из пластика применяется инструмент:
- Торцевые. Для обработки больших оснований.
- Фасонные. Используются для прорезания сложных профилей.
- Концевые.
 Применяются для получения карманов или пазов.
Применяются для получения карманов или пазов. - Для гравировки. С ее помощью на основание можно наносить узоры или логотипы.
Фрезы для стекла
Для подготовки изделий из стекла применяются алмазные фрезы. Предназначены для создания кромки и контура на ручном или автоматическом оборудовании.
Способы заточки фрез
Заточка фрез сложная, так как требуется обрабатывать поверхности криволинейные и большие по протяженности. Также необходимо обеспечить движение абразива с точностью по кромке.
С помощью станка
Технология заточки осуществляется поэтапно:
- Закрепление фрезы в заданном положении.
- Подведение к абразивному кругу обрабатываемой поверхности, до тех пор, пока не будет искрения.
- Снятие слоя металла толщиной от 25 до 50 мкм.
- Затачивание производить каждого зубца по отдельности. Начало работ проводится при расположении в борозде, образованной зубцом, а игла должна касаться поверхности инструмента.
- Заточной станок включить и последовательно втягивая фрезу, производить операцию.
Для качественного выполнения работ следует одинаково заточить каждую кромку режущего основания, то есть движения должны быть единообразны.
С помощью кругов для заточки
Выбор кругов зависит от материала, из которого изготовлены инструменты. Какие круги бывают:
- Нормальный электрокорунд и белый электрокорунд. Обеспечивают оптимальную заточку инструмента по металлу или дереву.
- Эльборовые. Кругами их этого материала можно заточить изделия из быстрорежущей стали
- Из карбида кремния зеленого и алмазные применяются для затачивания изделий из твердых сплавов
Во избежание перегрева, созданного силой трения, используются охлаждающие жидкости.
Подручными средствами
Для работы используется стол для ручного фрезера.
Последовательность действий:
- Очистить инструмент от нагара специальной жидкостью.
 Залить в емкость, опустить фрезу на три минуты, после обчистить щеткой.
Залить в емкость, опустить фрезу на три минуты, после обчистить щеткой. - Алмазным бруском точить переднюю кромку, обеспечив движение канала вдоль бруска.
- Протереть инструмент мягкой тканью.
Применение станков для заточки фрез
Все инструмент без исключения со своим сроком службы. В этот период работы обеспечивается точность и качество обработки. По истечении этого времени необходимо осуществлять заточку режущих кромок. Для этих целей предлагается использовать станочное оборудование.
Классификация
Станочное оборудование классифицируется следующим образом:
- Станок универсальный. Обработка всех видов инструмента, в том числе фрез.
- Специализированный. Предназначение только для заточки фрезерного инструмента. Оснащен спецприспособлениями для закрепления и установки обрабатываемых изделий и измерительных приспособлений, позволяющих четко выдерживать угол при заточке.
Технические характеристики
При выборе станочного оборудования следует обратить внимание на технические показатели:
- Напряжение 220 В, если мощность высокая, то питание осуществляется от 380 В.
- Мощность потребителя 200 -5000 Вт.
- Вращение шпинделя без нагрузки – 900 -3000 об/мин.
- Точность определяется в зависимости от конструкции устройства.
- С какой скоростью обеспечивается подача абразива.
- От вида привода: электрический и механический.
- Угол заточки.
- Наличие ванн с водой для охлаждения.
- Оснащение вентиляционным устройством.
- Характеристика уровня шума.
- Защитный кожух от вращающихся элементов.
Станочные приспособления могут быть напольными или настольными.
Особенности конструкции
Типовое конструкторское исполнение:
- Электродвигатель.

- Передача клиноременная, предусмотренная для определения частоты вращения.
- Абразивный круг.
- Специальная подставка для крепежа инструмента.
- Кнопка регулирования режима работы с автоматом включения.
Преимущества использования оборудования:
- Большой крутящий момент, что обеспечивает ускорение процесса обработки.
- Достижение заданной точности обрабатываемых углов.
- Повышается качество.
- Не обязательно иметь высокую квалификацию, так как процесс автоматизирован.
Перечень недостатков:
- Потребление большого количества энергии.
- Высокая стоимость.
- Проведение всех видов обслуживания.
- Выбор рабочего места для установки.
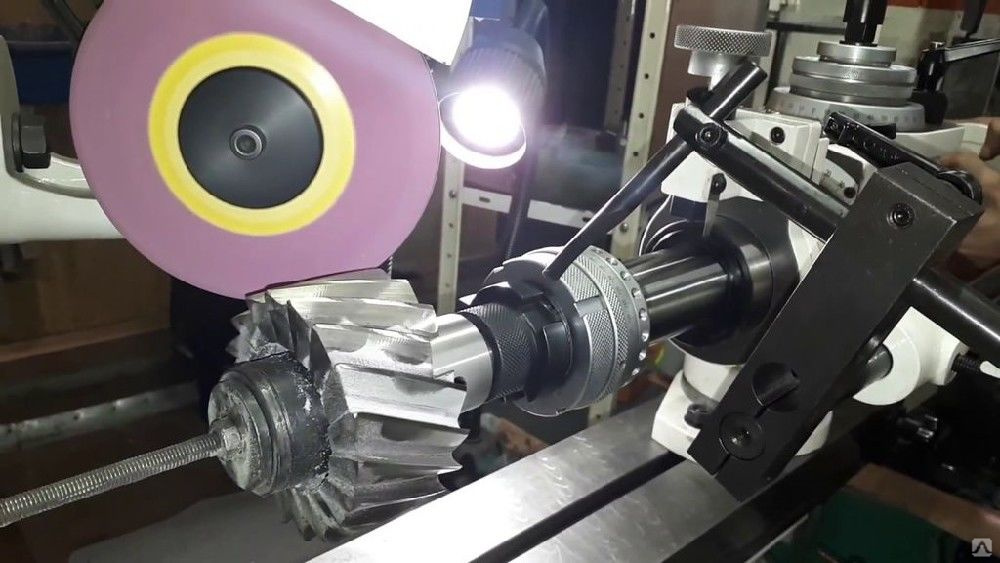
Процесс заточки фрез на станке
Заточка режущего инструмента требует особой точности, чтобы геометрические размеры и свойства были восстановлены. Профессионально выполненная операция способствует увеличению стойкости металла и снижению износа зубьев.
В комплекте станочного оборудования предусмотрено два зажимных патрона, один – для трехперового инструмента, а второй – для четырех и двух. Ошибка установки исключена.
Заточка по ленточке
Выбрать одно из гнезд стакана и цангу, соответствующую размеру.
Процесс выполнения:
- Завести в патрон цангу и зажать гайкой, но сильно затягивать последнюю не нужно.
- Выставить размер длины ленточки для обработки. Расстояние регулируют выкручиваемые винты. Перемещая низ гнезда, следует установить нужную длину, после которую зафиксировать на винтовые соединения.
- Установить инструмент в патрон через верх, задав угол и диаметр. Патрон закрепить в стакане с установкой линии инструмента по отношению элементу заточки. Закрепление производится за штифт канавками.
- Оборудование включить и обеспечить подачу обрабатываемого элемента к кругу заточки. Посредством регуляторов можно снижать и увеличивать съем поверхности металла.
Заточка фрезы по торцу
Нужно воспользоваться другим гнездом на станочном приспособлении.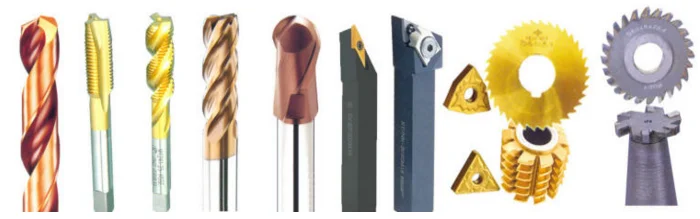
Процесс выполнения работ:
- Выставить настройки на гнезде, они зависят от жесткости материала. Если металл твердый, то гнездо больше.
- Включить станок, вставить патрон и произвести обработку элемента, до тех пор, пока не прекратится шум.
- В другом гнезде обеспечить заточку инструмента с торца.
- Обработать заднюю стенку инструмента вставлением патрона в гнездо станочного оборудования.
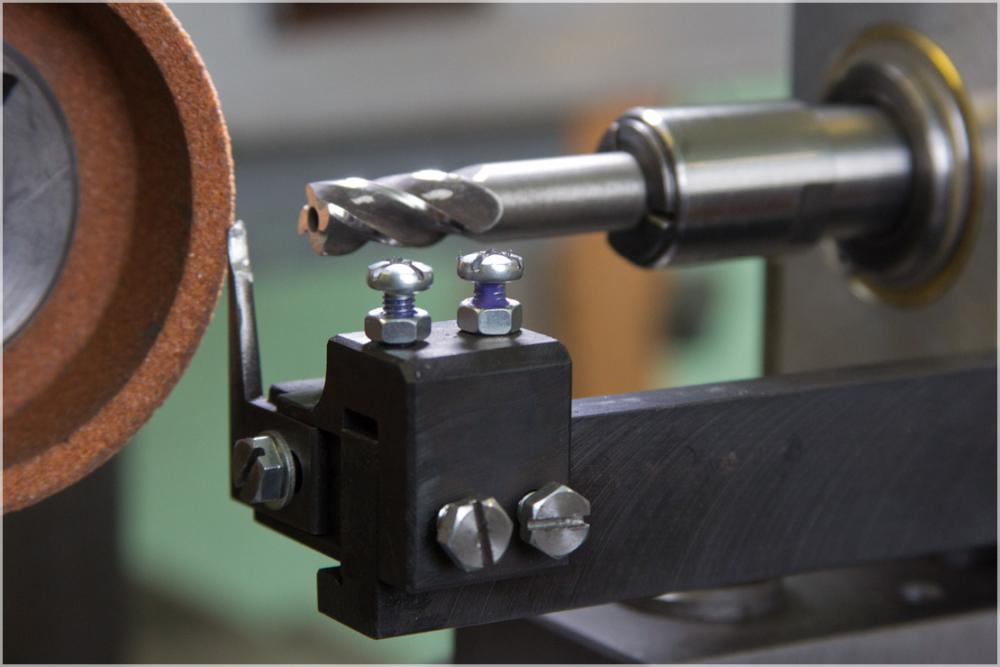
Ручная заточка фрез по дереву и металлу
Поддерживание затачиваемого зуба обеспечивается за счет упора, устанавливаемого рядом с кромкой для резания, и служит направлением при затачивании инструмента с винтовыми зубьями.
На зубе образовывается вогнутая фаска при затачивании поверхности цилиндрических фрез, это обстоятельство направлено на износ зуба и ослабление лезвия. При заточке от чашечных кругов получается плоская фаска, и стойкость фрез увеличивается, в связи с этим дисковыми кругами проводить работы нет смысла.
Заточка торцевых фрез
Затачивание фрез своими руками осуществляется по алгоритму:
- Установить инструмент, чтобы кромка заняла горизонтальное положение.

- Выполняется наклон фрезы относительно горизонтали под заданным углом.
- Заточка производится поверхностью круга в виде тарелки.
- Установка фрезы производится режущей кромкой вверх, а наклонение оси – по вертикали на величину переднего угла.
Заточка концевых фрез
Выполнение работы:
- Затачивание этой разновидности фрез производится при помощи алмазного бруска, который устанавливается на край столешницы. При наличии у инструмента выемки большого размера, его можно установить вдоль столешницы.
- При затачивании будет становиться острой кромка, а диаметр уменьшиться.
Если инструмент оснащен подшипником, то следует произвести его демонтаж. Очистку поверхности производить специальным растворителем.
Заточка дисковых фрез
Затачивание поверхности производится по цилиндрической кромке. Направление затачиваемых зубьев – вверх, при этом:
- Когда зубья у фрезы простые, то фреза расположена вертикально.
- Если зубья направлены в разные стороны, то положение выбирается наклонное, а угол наклона равен углу наклона цилиндрической режущей кромки.
Заточка сборных фрез
Элементов для затачивания фрез этой конструкции много:
- задние и главные углы;
- вспомогательный угол;
- переходная кромка.
Для этого каждая позиция занимается по отдельности.
Заточка фрез с затылованными зубьями
Стачивание одного зуба осуществляется по переднему основанию, во время проведения работы необходимо следить, чтобы толщина снимаемого металла была одинаковой. Заточку осуществляется с помощью тарельчатого круга, и положение инструмента нужно зафиксировать упором, прилагаемым к задней стороне зуба. Для обеспечения минимума биения заточку советуют выполнять по копиру с тем же количеством зубьев, как и у инструмента.
Заточка цилиндрических фрез с остроконечными зубьями
Заточка выполняется с помощью чашечного круга с заданным задним углом. В центрах заточного станка фреза надевается на оправку. Когда оси располагаются круга и инструмента располагаются в одной плоскости – горизонтально, то заднего угла у зуба не будет образовываться, для этого расположение определяется – ниже оси. При заточке расположение зуба необходимо зафиксировать упором.
В центрах заточного станка фреза надевается на оправку. Когда оси располагаются круга и инструмента располагаются в одной плоскости – горизонтально, то заднего угла у зуба не будет образовываться, для этого расположение определяется – ниже оси. При заточке расположение зуба необходимо зафиксировать упором.
Доводка фрез из твердосплавного материала
Материал затачивается шлифовальным кругом, а после на основании могут образовываться микротрещины. При осуществлении работы образования увеличиваются в размерах, что приводит к выкрашиванию зубьев. Цель доводки – это снять поврежденный слой. Это первостепенная задача, вторая – это повысить чистоту поверхности рабочей кромки, третья – придание соответствующих геометрических параметров.
Как осуществляется доводка:
- Чугунными дисками, установленными на станочном оборудовании. Оптимальным результатом будет, когда заточка на скорости от 1до 1,5 м/сек.
- Вручную, обеспечивая легкий прижим оселка из чугуна.

Используется паста из карбида бора с показателем по зернистости от 170 до 230.
При осуществлении доводочных работ вручную, необходимо контролировать правильное расположение оселка по отношению к рабочей кромке, и обеспечивать следующие технологические операции:
- Довести поверхность: заднюю и переднюю.
- Образовать фаски: под углом 450 к передней кромке подводят плоскость оселки, а после слабым нажимом оселка выполняют ряд проходов по рабочей кромке.
- На каждый отдельный нож уходит по 2-3 секунды.
Сильнейшее абразивное средство – это карбид бора, с его помощью несложно выводить лунки на изношенных зубьях, не снимая инструмент со станка.
Контроль качества работ
При проведении контроля качества после проведения работ проверяются:
- геометрия режущих кромок;
- биение;
- класс чистоты.
Для этого используются специализированные приборы:
- угломер, выполненный с количеством углов равных количеству зубьев;
- сектор для перемещения дуги и фиксируемый винтом в нужном положении;
- сектор, оснащенный градусной шкалой;
- индикатор для контроля биения зубьев непосредственно в обрабатываемом центре.

404 ОШИБКА WOODWEB
404 ОШИБКА WOODWEB
| Поиск по всему сайту Поиск в каталоге продуктов Поиск в базе знаний Поиск по всем форумам Поиск по биржевому оборудованию Поиск биржи пиломатериалов Поиск вакансий Поиск объявлений Новости отрасли Поиск Аукционы, распродажи и специальные предложения Календарь событий поиска ———————— Поиск отдельных форумов Клеи Архитектурная мастерская Бизнес Изготовление шкафов САПР ЧПУ Пыль/Безопасность/Завод Отделка Лесное хозяйство Мебель Монтаж Ламинат/твердая поверхность Распиловка и сушка Обработка массивной древесины Добавленная стоимость Древесина Прод. Шпон ВУДнетВорк |
| Главная || Новые посетители | Карта сайта |
Извините. Скорее всего, вы ввели неверный адрес (URL) Список ссылок для навигации по сайту Все комментарии направляйте по адресу: Тип ошибки: 404 Меня интересует ………. Ресурсы Главная Видео – Знак Книжный магазин Пиломатериалы/древесина/разное Калькуляторы О WOODWEB Связаться с WOODWEB Пользовательское соглашение и условия Ссылка на Стать Каталог продукции Каталог продукции Работа Ламинирование и наплавка Пиломатериалы Машины -ЧПУ -Дверь -Снаряжение -Производство дюбелей -Разное Молдинги Электроинструменты Планы и публикации Завод Распиловка Поставщики Инструменты Шпон Токарная обработка дерева Галереи Проект Форумы Последние сообщения со всех форумов 3131313131313131313131313131313. — Job-Gram — Lumber-Gram — Machinery-Gram База знаний База знаний: Поиск или просмотр — Клей и связывание — GLIS Архитектурный — Пользовательские — Двери — Полы — Общие — Столярные изделия — Токарный станок — Погонаж — Столярные работы — Лестницы — Запас Бизнес Изготовление шкафов Отделка Лесное хозяйство Мебель Ламинирование Пиломатериалы Обработка Основной Дерево |
 .. введенный вами адрес недоступен.
.. введенный вами адрес недоступен. НЕСКОЛЬКО
НЕСКОЛЬКОМожете ли вы заточить свои фрезы с ЧПУ? – Circle M Woodworking
Любой, кто использовал фрезерный станок с ЧПУ, может подтвердить тот факт, что режущие насадки неизбежно затупляются. Это может произойти быстрее, чем вы ожидаете, и вам будет интересно, сможете ли вы заточить их, вместо того, чтобы раскошелиться на новые.
Это может произойти быстрее, чем вы ожидаете, и вам будет интересно, сможете ли вы заточить их, вместо того, чтобы раскошелиться на новые.
Большинство фрез с ЧПУ можно затачивать с помощью ручных или вращающихся инструментов. Заточка бит с ЧПУ может продлить срок их службы, но при этом могут измениться размеры биты.
Читайте дальше, чтобы узнать больше о том, как затачиваются фрезы для фрезерных станков с ЧПУ (и обычные ручные фрезы) и как это влияет на их способность точно резать. Научившись делать это, вы сэкономите деньги, которые в противном случае потратили бы на новые, но это не всегда рекомендуется.
Как заточить фрезы с ЧПУ
Теперь, когда мы установили, что вы можете затачивать фрезы с ЧПУ, вы будете рады узнать, что это довольно легко сделать с помощью подходящего оборудования. Однако прямые насадки, как правило, гораздо легче затачивать, чем их спиральные собратья.
Для заточки фрезы с ЧПУ вам понадобится алмазный точильный станок. Положите точильный станок на рабочую поверхность и удерживайте его на месте свободной рукой или зажимом, затем приложите режущую кромку к точилу, продвигая его вперед с одинаковым давлением по всей длине. Повторите это движение 10-15 раз, затем повторите то же самое на других режущих кромках.
Положите точильный станок на рабочую поверхность и удерживайте его на месте свободной рукой или зажимом, затем приложите режущую кромку к точилу, продвигая его вперед с одинаковым давлением по всей длине. Повторите это движение 10-15 раз, затем повторите то же самое на других режущих кромках.
Возможно, вам придется повторить описанный выше процесс несколько раз, пока вы не будете удовлетворены остротой своей насадки. Если вы затачиваете биту из быстрорежущей стали, используйте точильный станок с зернистостью 300-400. Для твердосплавных бит рекомендуется зернистость не менее 600. Как ни странно, использование более мелкого зерна (например, 1200) для карбида на самом деле вредно для режущей кромки. Твердый сплав хрупок, и хотя вначале вы получите более острую кромку, кромка будет скалываться и тупиться быстрее.0034
Если у вас нет заточки, вы можете приобрести двухсторонний алмазный точильный камень для кредитных карт Trend DWS/CC/FC Fine/Coarse (доступен на Amazon. com), который вы также можете использовать для таких целей, как заточка тупых кухонных ножей. , среди прочего. Эта карта охватывает вас как для твердосплавных, так и для быстрорежущих бит. Сторона с зернистостью 600 для твердосплавных насадок и сторона с зернистостью 300 для бит из быстрорежущей стали.
com), который вы также можете использовать для таких целей, как заточка тупых кухонных ножей. , среди прочего. Эта карта охватывает вас как для твердосплавных, так и для быстрорежущих бит. Сторона с зернистостью 600 для твердосплавных насадок и сторона с зернистостью 300 для бит из быстрорежущей стали.
Для достижения наилучших результатов используйте притирочную жидкость
Сухой хонинговальный станок подойдет для заточки фрез с ЧПУ, но вскоре камень забьется мелкими частицами металла, которые он удаляет. Вы заметите, что вскоре вы почувствуете, как будто сам камень затупился. Здесь на помощь приходит притирочная жидкость.
Для «смазывания» заточки можно использовать небольшое количество машинного масла или мыльной воды. Это может показаться нелогичным, но частицы металла не оседают в порах камня, а взвешиваются в жидкости, что делает весь процесс более эффективным.
Также доступны специальные притирочные жидкости. Например, алмазная притирочная жидкость Trend DWS/LF/100 Diamond Abrasive Lapping Fluid (доступна на Amazon. com) специально разработана для алмазных шлифовальных камней, работает лучше, чем масло, и обеспечивает более удовлетворительный результат.
com) специально разработана для алмазных шлифовальных камней, работает лучше, чем масло, и обеспечивает более удовлетворительный результат.
Заточка фрез с ЧПУ с прямым лезвием
Лучше всего затачивать фрезы с прямым лезвием с помощью простого плоского алмазного шлифовального камня или пластины, такой как камень для заточки кредитных карт Trend Diamond, который можно найти на Amazon.
Профильные фрезы с прямым лезвием легко затачиваются.
Если на конце фрезы имеется подшипник, удалите его перед заточкой. Держите этот точильный станок для заточки кредитных карт плотно на верстаке, нанесите немного притирочной жидкости и проведите по камню плоской стороной каждой канавки 10 раз. Прикладывайте равномерное давление и не отдавайте предпочтение режущей кромке лезвия.
Не пытайтесь затачивать скошенный край насадки, так как это может привести к изменению формы профиля.
Это правда, что даже при заточке задней части лезвия диаметр профиля меняется (очень мало), форма профиля остается неизменной. По этой причине рекомендуется затачивать биту не более 5 раз – в зависимости от площади лезвия.
По этой причине рекомендуется затачивать биту не более 5 раз – в зависимости от площади лезвия.
Установите привычку время от времени подкрашивать эти лезвия.
РекламыЗаточка спиральных фрез с ЧПУ с помощью вращающихся инструментов
Я настоятельно рекомендую либо обратиться к профессионалу для заточки спиральных насадок, либо просто заменить их. Я включаю эти абзацы в эту статью на случай, если кто-то захочет попробовать. Многие люди делают это, и многие люди преуспевают в этом. Не я.
Эти шаги лучше всего применимы к битам из быстрорежущей стали и не так хороши к твердосплавным битам.
Вы можете использовать электроинструменты, такие как Dremel или шлифовальный станок, чтобы «заточить» свои спиральные насадки, но с ними вы фактически будете шлифовать тупую спиральную кромку и заново затачивать конец насадки .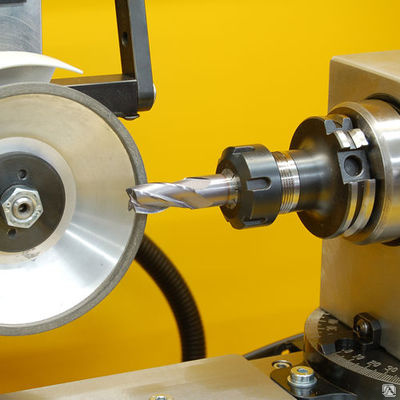 Если вы осторожны и у вас твердая рука, вы можете это сделать, но усилия могут не стоить того.
Если вы осторожны и у вас твердая рука, вы можете это сделать, но усилия могут не стоить того.
Если у вас есть вращающийся инструмент, такой как шлифовальный круг или дремель, вы можете сэкономить много времени и усилий, используя его для заточки фрез с ЧПУ, а не вручную. Имейте в виду, что для выполнения этой задачи вам понадобится алмазный круг, и этот метод не рекомендуется для заточки твердосплавных насадок.
При использовании вращающихся инструментов обязательно надевайте защитные очки и соблюдайте все необходимые меры предосторожности. Если вы не обучены работе с вращающимися инструментами, рекомендуется не пытаться затачивать свои фрезы с ЧПУ, так как это может привести к серьезной травме.
Некоторые насадки Spiral можно заточить, затачивая до острого края. Любые конические или компрессионные биты не подходят для самостоятельной заточки.
Рекламные объявления
Использование инструмента Dremel для заточки спиральных насадок с ЧПУ
Вам понадобится алмазный круг — алмазный круг Dremel EZ545HP 1-½ дюйма EZ Lock (доступен на Amazon. com) обеспечивает высочайшую точность и очень прочный режущий круг, который прослужит намного дольше, чем ваш заурядный отрезной круг.
com) обеспечивает высочайшую точность и очень прочный режущий круг, который прослужит намного дольше, чем ваш заурядный отрезной круг.
Advertisements
И снова вы стремитесь к плоской кромке сверла. Если у вас есть слесарные тиски, вы можете закрепить в них фрезу для большей устойчивости. Используйте Dremel, чтобы аккуратно и равномерно заточить плоскую кромку. Поверните биту по мере необходимости, чтобы выполнить это на всех применимых краях. Если вы делаете это вручную, подумайте о том, чтобы надеть перчатки в качестве меры предосторожности.
Рекламные объявленияИспользование настольного шлифовального станка для заточки спиральных насадок с ЧПУ
Вы не можете использовать какой-либо старый шлифовальный круг для заточки насадок с ЧПУ, поэтому, если у вас его нет, инвестируйте в что-то вроде этого 6-дюймового алмазного шлифовального круга BEAMNOVA (доступен на Amazon .com) — он самозатачивающийся и может использоваться для широкого спектра материалов.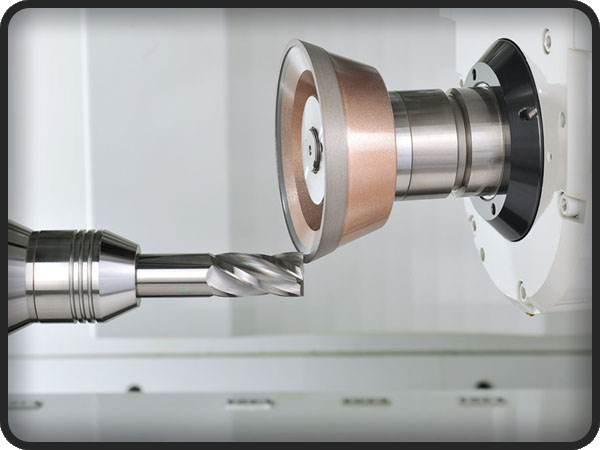 Имейте в виду, что вы сможете изменить форму только кончика, поэтому, если ваши канавки затупились, ваша настольная шлифовальная машина не принесет вам никакой пользы.
Имейте в виду, что вы сможете изменить форму только кончика, поэтому, если ваши канавки затупились, ваша настольная шлифовальная машина не принесет вам никакой пользы.
Чтобы заточить сверло с ЧПУ на настольном шлифовальном станке, запустите шлифовальный станок и убедитесь, что он работает на полной скорости, прежде чем вступать в контакт. Сначала сгладьте кончик, пока не получите острую режущую кромку, затем используйте угол вращающегося камня, чтобы аккуратно «поцеловать» каждую канавку, пока не получите удовлетворительную кромку.
Настольные шлифовальные станки не рекомендуются для заточки насадок с ЧПУ, поскольку они не обеспечивают такой точности, как инструмент Dremel. Просмотрите видео ниже, чтобы увидеть, как это делается. Я рекомендую использовать лапидарный шлифовальный круг, упомянутый выше, а не стандартный шлифовальный круг, который используется в этом видео. Если вы часто затачиваете фрезы с ЧПУ, вы можете придумать несколько приспособлений, которые помогут установить правильные углы на конце фрезы. Вы получите лучшие результаты.
Вы получите лучшие результаты.
Рекламные объявления Взвесьте стоимость/выгоду — это может не стоить усилий
Фрезы для фрезерных станков с ЧПУ бывают разных форм, размеров и, что, возможно, наиболее важно, ценовых категорий. Заточка биты может занять много времени, особенно если вы делаете это вручную, поэтому, если бита, которую вы хотите заточить, не дорогая или труднодоступная, вам может быть лучше просто купить новую.
AdvertisementsЗаточка лезвий изменяет их размеры
Когда вы затачиваете лезвия, вы удаляете из них материал, и хотя вы можете не видеть этого невооруженным глазом, размер профиля изменяется. Вам придется компенсировать изменение размера с помощью программного обеспечения, на котором работает ваш фрезерный станок с ЧПУ.
На первый взгляд это может показаться хорошей идеей, но привычка затачивать биты и компенсировать изменяющиеся размеры может стоить вам в будущем, особенно если вы начнете накапливать биты измененного размера.
Рекламные объявления
Вы можете когда-нибудь получить важную работу и захватить немного из своей коллекции, но в конце вашего ЧПУ обнаружите, что у вас есть лишний материал. Это потребует повторного запуска задания, что может стоить вам времени и ресурсов.
Очистите свои насадки, чтобы они прослужили дольше
Заточка фрез с ЧПУ может помочь вам выполнить эту обжимную работу в крайнем случае, но, как и любой инструмент, надлежащий уход необходим для обеспечения максимальной отдачи от него. Не забудьте снять биту со своей машины, чтобы облегчить жизнь.
Для очистки ваших станков с ЧПУ вам потребуется следующее:
- Жесткая щетка – отлично подойдет старая зубная щетка или любая другая старая щетка, которая у вас есть.
- Чистящий растворитель – 9 шт.Спирт 0421 и керосин отлично подходят в качестве чистящих средств, но для достижения наилучших результатов используйте средство Trend CLEAN/500 Tool Cleaner Wood and Resin Remover (еще одна ссылка на Amazon)
- Контейнер — вам понадобится контейнер для чистящего растворителя, достаточно большой, чтобы в него можно было окунуть кисть.
- Тряпка — вы будете использовать ее для сбора мусора.
- Перчатки – растворители вредны для кожи, поэтому важно защищать руки. Резиновые или латексные перчатки подойдут. Однако, если вы используете упомянутый выше Trend Clean/500, в чистящем средстве нет агрессивных химикатов.
.
Способ очистки ваших фрез с ЧПУ прост: окуните щетку в растворитель и осторожно стряхните все загрязнения, прилипшие к вашей фрезе, собирая их тряпкой. Как только вы будете удовлетворены, дайте бите высохнуть и уберите его, пока он вам снова не понадобится.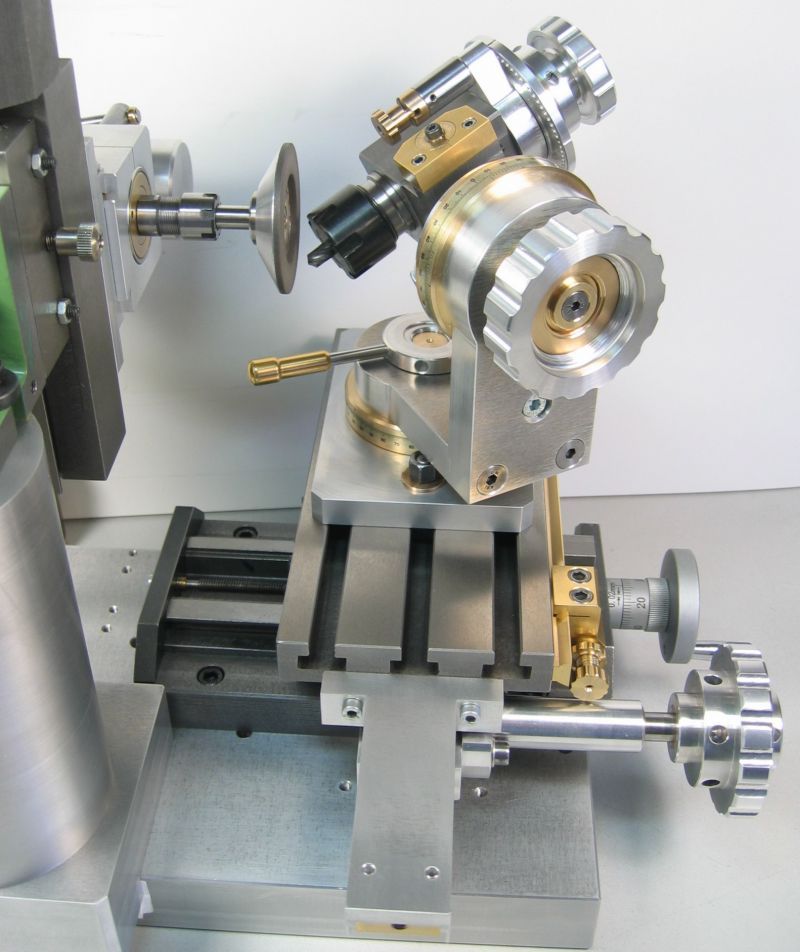
Всего комментариев: 0