Зеркала co2 лазер: Зеркала для лазерных станков CO2 с ЧПУ — купить в Москве, цены
Содержание
Роль зеркал в работе лазерного CO2 станка
После того как стоимость газовых лазеров снизилась до доступного ценового диапазона, они стали лидерами в рейтинге продаж оборудования для резки. Применение лазерных технологий в этой области вывело процесс раскроя материалов на совершенно новый качественный уровень, недоступный прочим механическим или аппаратным методам.
В отличие от любого другого оборудования, лазерный станок не нуждается в отдельном инструменте для каждой операции, не требует затрат на оснастку для фиксации заготовок и, самое главное, с хирургической точностью режет практически любой материал. Ширина прореза при этом составляет 0,1-0,3 мм, поэтому заготовки на листе можно размещать практически вплотную друг к другу.
Мощный лазерный станок способен без потери качества прорезать толщину до 20-50 мм, в зависимости от плотности и структуры материала
Режущим инструментом лазерного оборудования выступает монохромный луч, сгенерированный в лазерной трубке из смеси нескольких газов, среди которых преобладает CO2. Конструктивные особенности газового лазерного станка не позволяют направить луч, выходящий из трубки, непосредственно на заготовку. За его транспортировку к точке реза отвечает одна из важнейших частей оборудования – система отражающих зеркал.
Конструктивные особенности газового лазерного станка не позволяют направить луч, выходящий из трубки, непосредственно на заготовку. За его транспортировку к точке реза отвечает одна из важнейших частей оборудования – система отражающих зеркал.
Схематической изображение расстановки отражающих зеркал и фокусирующей линзы в газовом лазере
В большинстве моделей CO2 станков за создание оптического тракта отвечает 3 зеркала.
-
1-е зеркало – зафиксировано неподвижно, в отличие от остальных двух. Установлено перед лазерной трубкой под углом в 45 градусов к выходящему из нее лучу. Попадая строго в центр зеркала, луч отражается от него под прямым углом и следует к центру второго зеркала.
-
2-е зеркало – расположено на направляющей и может перемещаться вдоль луча по всей оси Y. Как и первое зеркало, оно на 45 градусов повернуто к лазерному пучку и создает прямой угол при отражении луча к последнему элементу зеркальной цепочки.

-
3-зеркало – подвижно по оси X на каретке и совмещено с головкой лазера. Оно принимает луч и переводит его из горизонтальной плоскости в вертикальную, направляя поток вниз.
Таким образом сгенерированное излучение без разрывов охватывает все три плоскости. В дальнейшем перенаправленное вниз лазер попадает на еще один ключевой элемент станка – фокусирующую линзу, расположенную в рабочей головке, которая собирает лазерный пучок в точку на поверхности заготовки.
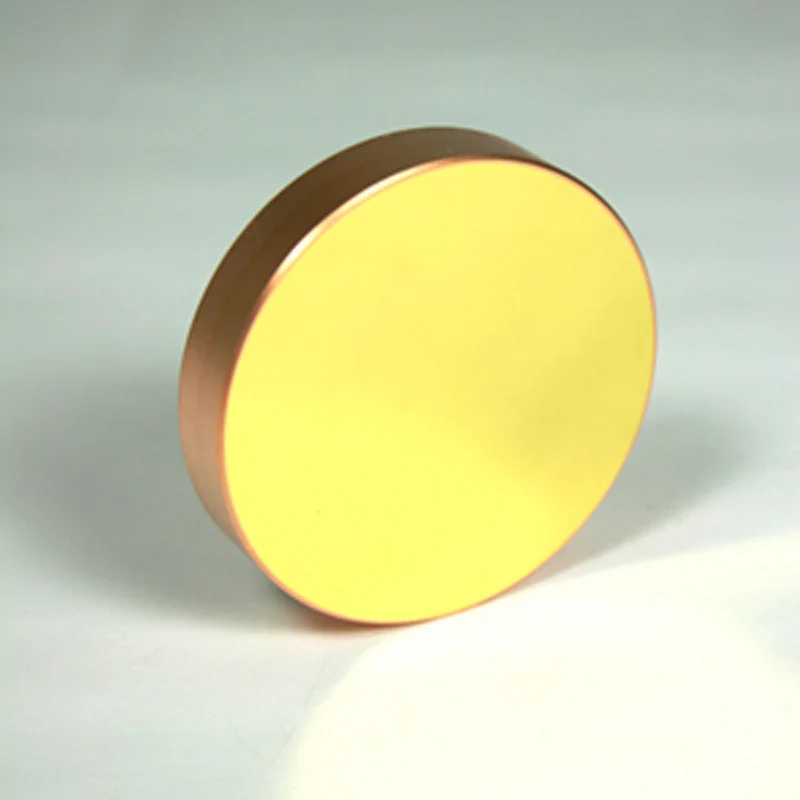
Зеркала CO2 станков предназначены не только для обеспечения непрерывного перемещения излучения из трубки к линзе, но и для сохранения мощности лазерного потока. Его качество напрямую зависит от состава покрытия и материала, из которого выполнена оптика. Для изготовления основной массы лазерных зеркал используется молибден и кремний, которые покрывают золотой или серебряной пленкой. Такие зеркала устанавливаются на профессиональном оборудовании и отличаются энергостойкостью, высоким коэффициентом отражения и слабой восприимчивостью к истиранию.
Зеркала из кремния отличает золотистый оттенок. Молибденовая оптика имеет серебристый цвет
В бюджетных моделях станков стоят зеркала эконом-класса с покрытием низкого качества, что ощутимо снижает их отражающий эффект. Луч, проходящий через такие зеркала, поступает в зону резки с потерей мощности, которая может доходить до 50%. Кроме того, дешевая оптика выдерживает малое количество циклов очистки и быстро прогорает.
Для увеличения срока службы всех элементов оптической системы необходимо следить за их чистотой. Для этого примерно каждые 40 часов работы лазера следует протирать зеркала и фокусировочную линзу ацетоном, специальными жидкостями для лазерной оптики или чистым спиртом. Использовать при этом только безворсовые салфетки или ватные палочки.
регулировка зеркал на вашем лазерном станке с CO2
Опубликовано:
byразводы
Вы здесь :
<назад
Как владелец лазера на CO2, вы, как правило, счастливый человек; только когда дело доходит до настройки оптики (зеркала + объектив), мы замечаем, что люди часто становятся немного более несчастными.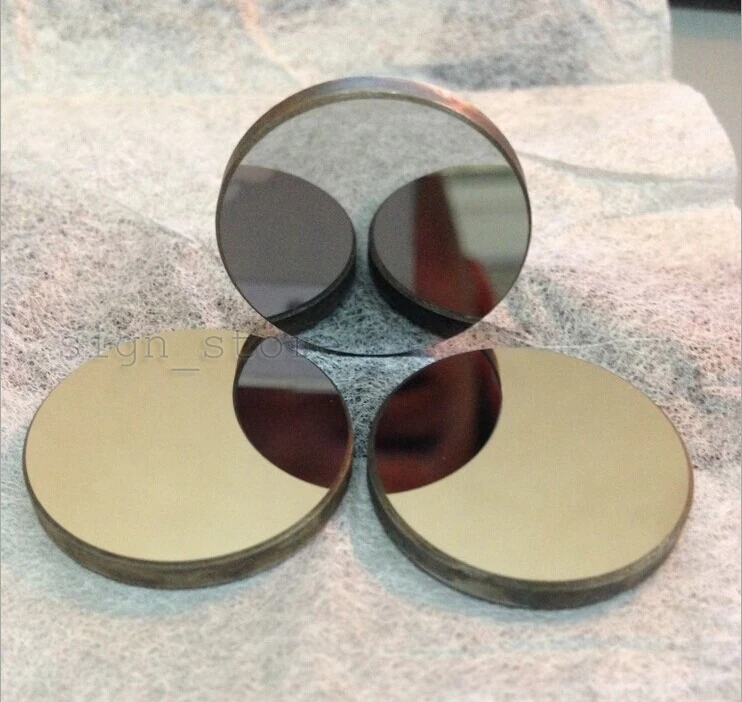 Вот некоторые опоры для преодоления разочарований:
Вот некоторые опоры для преодоления разочарований:
- Проверка и, возможно, регулировка зеркал и линз на вашем CO2-лазере должна проводиться еженедельно и является частью незначительного технического обслуживания, которое вы выполняете сами.
- Регулировка может быть очень неприятной и трудоемкой задачей, особенно в начале
- после накопления опыта вы можете отрегулировать все зеркала самостоятельно в течение 3-5 минут
- зеркала могут дрейфовать со временем из-за быстрых движений лазерного станка или во время транспортировки.
Лазеры являются точными приборами, поэтому регулировка оптики очень узкая. Если лазерный луч отклоняется на доли миллиметра, это уже может иметь последствия для мощности резания или качества гравировки.
лазерный аппарат теряет мощность?
Гравюры становятся расплывчатыми?
Вы видите теневые линии при резке?
Не кажется ли, что лазерный путь «перекошен»?
Это все индикаторы того, что зеркала должны быть отрегулированы или что объектив должен быть заменен.
регулировка зеркал на практике
Начните еженедельную проверку в зеркале № 3, вставив кусок ленты перед отверстием в лазерной головке. Желательно использовать термопринтеры для этикеток (они быстро обесцвечиваются, не сгорая). Если у вас нет этикеток термопринтера, используйте малярную ленту. Затем склейте 4-6 слоев вместе, чтобы он немного утолщался, и лазерный луч не прожигал ленту.
Теперь установите максимальную мощность лазера на 18-20%, чтобы лазер не прожигал ленту. Установите максимальную мощность на самом лазерном станке, а не на компьютере.
Поместите лазерную головку с клавишами курсора в верхнем левом углу
теперь производит короткий лазерный импульс путем кратковременного нажатия «кнопки импульса». Теперь на ленте будет небольшая отметина ожога, чтобы вы могли точно видеть, где лазерный луч проходит через отверстие зеркала №3.
Если машина правильно отрегулирована, след от ожога будет находиться точно в центре отверстия на лазерной головке.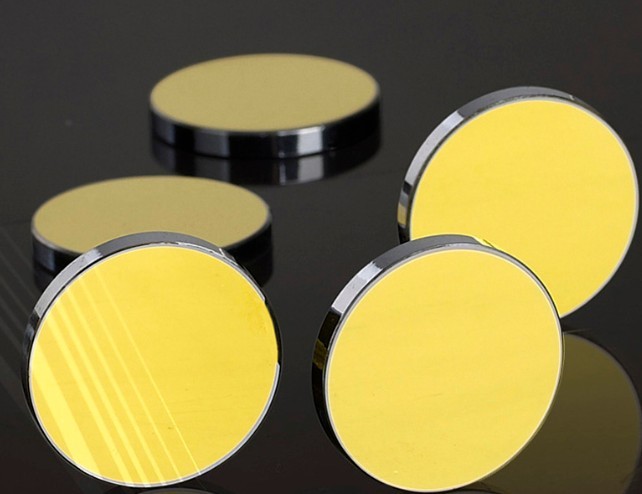 Теперь вы можете повторить этот шаг во всех 4 углах машины, оставляя ленту на лазерной головке. В идеале, все 4 пятна ожога должны пересекаться в центре. Затем вы знаете, что зеркало № 1 и зеркало № 2 настроены правильно.
Теперь вы можете повторить этот шаг во всех 4 углах машины, оставляя ленту на лазерной головке. В идеале, все 4 пятна ожога должны пересекаться в центре. Затем вы знаете, что зеркало № 1 и зеркало № 2 настроены правильно.
Пятна не перекрываются? Затем (в большинстве случаев) вам придется немного отрегулировать зеркало № 2, повернув регулировочные винты. Немного поворачивайте регулировочные винты и снова стреляйте короткими импульсами на один и тот же кусок ленты, пока пятна ожога не сойдутся в середине.
Хотя видимый лазерный луч «красной точки» никогда не следует использовать для регулировки зеркал, вы можете увидеть, в какую сторону вы двигаетесь, когда поворачиваете регулировочные винты зеркал от красной точки. Это может быть полезно для настройки. Однако не пытайтесь сейчас расположить красную видимую лазерную точку в центре отверстия, а используйте видимый лазер только для некоторого определения направления.
Пока вы проверили только зеркало № 1 и № 2.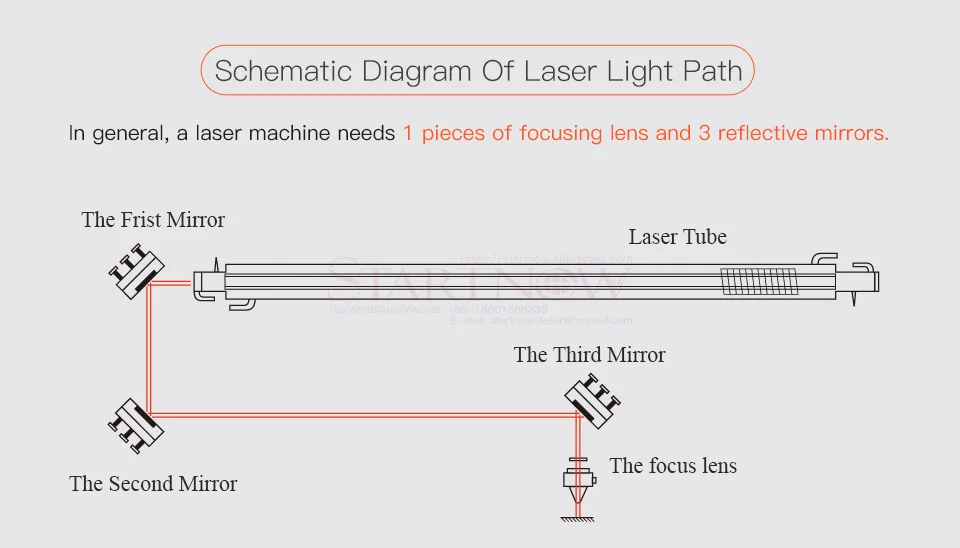 Только когда следы ожогов на ленте перекрываются во всех 4 углах лазерного станка, вы можете продолжать проверять зеркало № 3.
Только когда следы ожогов на ленте перекрываются во всех 4 углах лазерного станка, вы можете продолжать проверять зеркало № 3.
Чтобы проверить зеркало № 3, мы немного опускаем сотовый стол, а затем наклеиваем кусок ленты на дно сопла лазерной головки. Когда воздушный компрессор выдувает ленту из сопла, ее можно немного сложить и приклеить к боковой части сопла.
btrhdr
При необходимости снова увеличьте максимальную мощность лазерного станка, а затем выстрелите еще одним импульсом, чтобы мы пробили небольшое отверстие в ленте.
Осторожно удалите ленту с сопла, следя за ориентацией (не скручивайте ленту). Теперь посмотрите на прожигающее отверстие и впечатление, что сопло осталось на ленте. При правильной настройке зеркала № 3 прожигочное отверстие находится точно в центре оттиска круглого сопла.
btrhdr
Если отверстие для прожига находится не в центре, зеркало № 3 можно регулировать небольшими шагами. Всегда поворачивайте регулировочные винты небольшими шагами, снимите новое отверстие в кусочке ленты и проверьте, находится ли отверстие в середине круга сопла.
Содержание
Зеркала заднего вида для лазерных систем CO2
Технические характеристики
Технические характеристики |
| Стандарты |
Размерные допуски | Диаметр | +0,000”-0,005” |
Параллелизм | Plano | <= 3 угловых минуты |
Прозрачная диафрагма (полированная) |
| 90 % диаметра |
Рисунок поверхности (мощность/неровность) при 0,63 мкм | Плоский | 1 бахрома/0,5 бахрома |
Копание с поверхности |
| 20-10 |
Сторона 1: допуск на отражательную способность при 10,6 мкм |
| 99%: +2 % |
Сторона 2: просветляющее покрытие Отражающая способность при 10,6 мкм |
| <= 0,20% |
Информация о деталях
Деталь № | Описание | Диаметр | Диаметр | Край | Край | Отражающая способность | Радиус** |
234709 | 15МКК/ПО | ||||||
722287 | 20MCC/ПО | ||||||
432529 | 30MCC/ПО | ||||||
766409 | 30MCC/ПО | ||||||
536364 | 30MCC/ПО | ||||||
230089 | 20MCC/ПО | ||||||
20MCC/ПО | |||||||
*M — метр, CC — вогнутый, PO — плоский | |||||||
Зеркало | линза, зеркало для CO2-лазера | Лазерная оптика | Продукция
- Каталог
Зеркала, обладающие как долговечностью, так и надежностью передачи мощного лазерного луча без снижения его качества. У нас есть различные линейки зеркал с нулевым фазовым сдвигом, фазовые замедлители 1/4, металлические зеркала и параболические зеркала для фокусировки мощного лазерного излучения мощностью более 5 кВт, а также сканирующие зеркала для гальваносканеров, в которых кремниевые зеркала овальной и многоугольной формы работают с высокой скоростью. .
●Материалы
Принимая во внимание оптическую точность, используются медь (Cu) и кремний (Si), поскольку они обладают превосходными технологическими характеристиками для оптической точности и превосходной теплопроводностью для эффективности охлаждения. Для деталей, где адгезия напыления интенсивна, используется молибден (Mo), который имеет характеристики материала с высокой температурой плавления и высокой твердостью.
Для деталей, где адгезия напыления интенсивна, используется молибден (Mo), который имеет характеристики материала с высокой температурой плавления и высокой твердостью.
● Покрытие
На поверхность зеркала наносятся различные покрытия для обеспечения отражательной способности и улучшения контроля поляризации, а также повышения долговечности. Необходимо выбрать тип покрытия в соответствии с использованием и средой использования.
| Тип (символ) | Отражательная способность | Характеристика |
| Покрытие с нулевым фазовым сдвигом (EZ) | 99,5% | Добавляет функцию сохранения состояния поляризации лазерного луча в дополнение к получению высокой отражательной способности за счет диэлектрической многослойной пленки. |
| Покрытие с фазовым сдвигом 1/4 (ER) | 99,3% | Используется для преобразования лазерного луча из линейной поляризации в круговую поляризацию. |
| Улучшенное золотое покрытие (EG) | 99,5% | Наиболее распространенное покрытие, обеспечивающее высокую отражательную способность за счет многослойной диэлектрической пленки на основе золотого покрытия. |
| Золотое покрытие (G) | 99,0% | Используется в основном с лазером высокой мощности в сочетании с медной подложкой, которая лучше всего проводит тепло. Обладает хорошей отражательной способностью, но легко повреждается. |
| Молибденовое покрытие (М) | 98,0% | Обладает превосходной стойкостью к распылению, но имеет более низкую отражательную способность. |
| Спец. № | Размер (мм) | Материал | Угол падения | |
| φD | Т | |||
РИ 38. 1-5.1-ЕЗ 1-5.1-ЕЗ | 38,1 | 5.1 | Си | 45 градусов |
| РИ 44.5-4-ЭЗ | 44,5 | 4 | ||
| РИ 44.5-4-EZ22.5 | 22,5 градуса | |||
| РИ 50-10-ЭЗ | 50 | 10 | 45 градусов | |
| РИ 50.8-5-ЭЗ | 50,8 | 5 | ||
| РИ 50.8-6-ЭЗ | 6 | |||
| РИ 60-6-ЭЗ | 60 | 6 | ||
| РИ 63.5-6.35-ЭЗ | 63,5 | 6,35 | ||
| РИ 75-10-ЭЗ | 75 | 10 | ||
| РИ 76.2-6-ЭЗ | 76,2 | 6 | ||
| РИ 76.2-6.35-ЕЗ | 6,35 | |||
| РИ 101.6-8.89-ЕЗ | 101,6 | 8,89 | ||
| РИ 101.6-12.7-ЭЗ | 12,7 | |||
РД 38. 1-6.35-ЭЗ 1-6.35-ЭЗ | 38.1 | 6,35 | Медь | 45 градусов |
| РД 50-10-ЭЗ | 50 | 10 | ||
| РД 50.8-5-ЭЗ | 50,8 | 5 | ||
| РД 50.8-9.5-ЭЗ | 9,5 | |||
| РД 60-10-ЭЗ | 60 | 10 | ||
| РД 63.5-12.7-ЭЗ | 63,5 | 12,7 | ||
| РД 76.2-6.35-ЭЗ | 76,2 | 6,35 | ||
| РД 76.2-12.7-ЭЗ | 12,7 | |||
| Спец. № | Размер (мм) | Материал | |
| φD | Т | ||
| РИ 38.1-5.1-ЕР | 38,1 | 5. 1 1 | Си |
| РИ 50-10-ЕР | 50 | 10 | |
| РИ 50.8-5-ЕР | 50,8 | 5 | |
| РИ 50.8-6-ЕР | 6 | ||
| РИ 50.8-9.5-ЕР | 9,5 | ||
| РИ 60-6-ЕР | 60 | 6 | |
| РИ 75-10-ЭР | 75 | 10 | |
| РИ 76.2-6.35-ЕР | 76,2 | 6,35 | |
| РИ 101.6-8.89-ЕР | 101,6 | 8,89 | |
| РД 38.1-6.35-ЕР | 38,1 | 6,35 | Медь |
| РД 50-10-ЭР | 50 | 10 | |
| РД 50.8-5-ЭР | 50,8 | 5 | |
| РД 50.8-9.5-ЭР | 9,5 | ||
| РД 60-10-ЭР | 60 | 10 | |
| РД 63.5-12.7-ЕР | 63,5 | 12,7 | |
РД 76. 2-6.35-ЭР 2-6.35-ЭР | 76,2 | 6,35 | |
| РД 76.2-12.7-ЭР | 12,7 | ||
| Спец. № | Размер (мм) | Материал | Угол падения | |
| φD | Т | |||
| РИ 12-2-ЭГ | 12 | 2 | Си | 45 градусов |
| РИ 15-3-ЭГ | 15 | 3 | ||
| РИ 19.1-3-EG | 19,1 | 3 | ||
| РИ 20-3-ЕГ | 20 | 3 | ||
| РИ 25.4-3-ЕГ | 25,4 | 3 | ||
| РИ 30-5-ЭГ | 30 | 5 | ||
РИ 38. 1-5.1-EG 1-5.1-EG | 38,1 | 5.1 | ||
| РИ 44.5-4-ЕГ | 44,5 | 4 | ||
| РИ 50-5-ЭГ | 50 | 5 | ||
| РИ 50.8-5-EG | 50,8 | 5 | ||
| РИ 60-6-ЕГ | 60 | 6 | ||
| Спец. № | Размер (мм) | Материал | Покрытие | |
| φD | Т | |||
| РД 25.4-5-Г | 25,4 | 5 | Медь | Золото |
| РД 30-5-Г | 30 | 5 | ||
| РД 38.1-5-Г | 38,1 | 5 | ||
РД 40-7. 5-Г 5-Г | 40 | 7,5 | ||
| РД 44.5-9.53-Г | 44,5 | 9,53 | ||
| РД 50-5-Г | 50 | 5 | ||
| РД 50-7.5-Г | 7,5 | |||
| РД 50-9-Г | 9 | |||
| РД 50-10-Г | 10 | |||
| РД 50.8-5-Г | 50,8 | 5 | ||
| РД 50.8-9.5-Г | 9,5 | |||
| РД 60-6-Г | 60 | 6 | ||
| РД 60-10-Г | 10 | |||
| РД 63.5-7-Г | 63,5 | 7 | ||
| РД 63.5-12.7-Г | 12,7 | |||
| РД 70-20-Г | 70 | 20 | ||
| РД 76.2-6.35-Г | 76,2 | 6,35 | ||
| РД 76.2-12.7-Г | 12,7 | |||
| РД 50.8-5-М | 50,8 | 5 | Медь | Пн |
| РМ 50-5-У | 50 | 5 | Пн | ― |
РМ 76. 2-6.35-У 2-6.35-У | 76,2 | 6,35 | ||
| РМ 101.6-8.9-У | 101,6 | 8,9 | ||
| Спец. № | Размер (мм) | Материал | Покрытие | Угол изгиба | |
| φD | Флорида | ||||
| ПРОКЛАДКА 76F190.5-G90 | 76 | 190,5 | Медь | Золото | 90 градусов |
| ПРОКЛАДКА 76F190.5-M90 | Пн | ||||
| ПРОКЛАДКА 76F254-G90 | 254 | Золото | |||
| ПРОКЛАДКА 76F254-M90 | Пн | ||||
※ Пожалуйста, свяжитесь с нами с конкретными запросами, если вам нужны другие спецификации.
Всего комментариев: 0