G73 программирование: Цикл сверления G73, G74, G76, G80, G81, G82, G83, G84, G85, G86, G87, G88, G89, G98, G99
Содержание
Цикл сверления G73, G74, G76, G80, G81, G82, G83, G84, G85, G86, G87, G88, G89, G98, G99
До этого момента все наши движения выполнялись с помощью G00 / G01 для прямых и G02 / 03 для дуг. В этой главе мы вводим понятие «постоянных циклов», которые допускают более сложные типы движения, направленные на упрощение программирования некоторых общих операций, таких как цикл сверления отверстий.
Постоянные циклы часто являются модальными, как и другие движения. Например, как только мы выбираем цикл высокоскоростного сверления с короткой остановкой с помощью G73, последующие координаты в последующих строках указывают новые местоположения отверстий, в которых будет выполнено дополнительное сверление с короткой остановкой.
Что такое «цикл сверления с шагом врезания»?
Вы часто будете слышать термин «шаг врезания». Это практика просверливания небольшого расстояния (шага врезания), отступление на некоторое расстояние, а затем хода вниз, чтобы сделать еще один шаг. Это нужно для того чтобы удалить стружку из отверстия.
Это нужно для того чтобы удалить стружку из отверстия.
Повторное рез стружки всегда плохо сказывается на сроке службы инструмента. Другая цель сверления с шагом врезания — это улучшение отвода стружки. В отверстии достаточно места только для стружки, которая входит в канавки спирального сверла, и чем глубже отверстие, тем сложнее удалить стружку из отверстия. Сверление с шагом врезание или «глубокое сверление» также помогает удалить стружку двумя способами.
Во-первых, даже очень короткий шаг при минимальном втягивании помогает отломать стружку, что приводит к более короткой стружке. Более короткие стружки намного легче удалить.
Во-вторых, если сверло входит в отверстие на значительное расстояние, это помогает уменьшить расстояние, на которое спираль сверла должна нести стружку.
Одна вещь, которую важно избегать при глубоком сверлении, — это позволить охлаждающей жидкости или воздуху / туману смыть стружку обратно в отверстие. По этой причине при оптимальных циклах сверления с кольцевым сверлением спиральное сверло не будет полностью выведено из отверстия.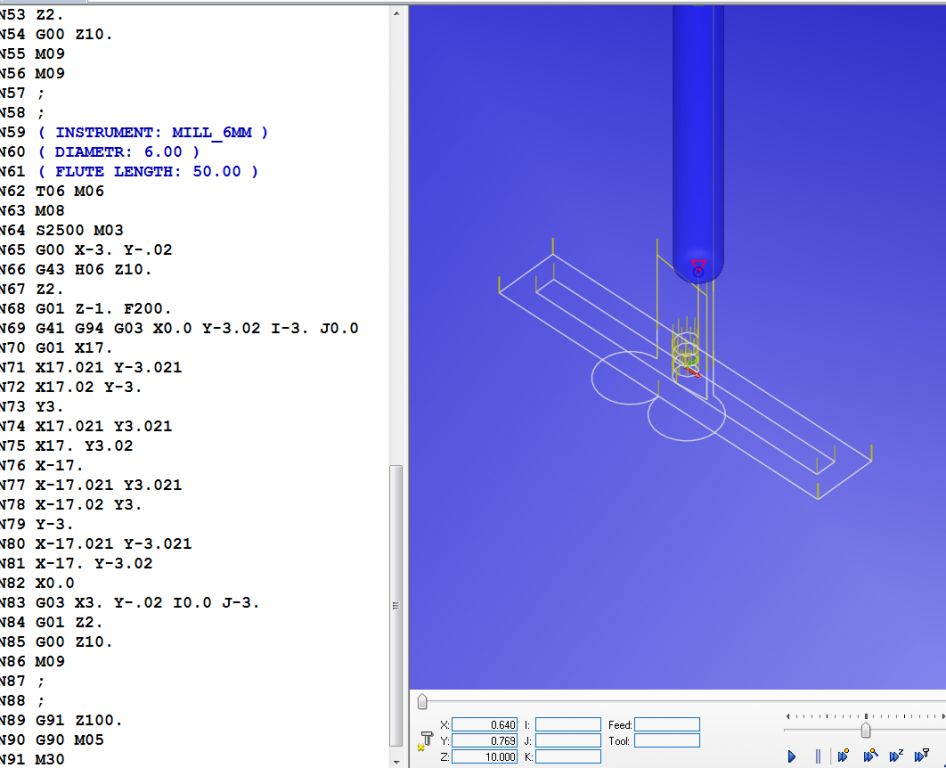
Еще одна вещь, о которой следует помнить, — большинство производителей не рекомендуют этот цикл сверления для твердосплавных сверл. Это увеличивает склонность к скалыванию хрупкого твердосплава.
Есть несколько практических правил относительно того, когда вам нужно начать использовать цикл сверления по методу сверления, а не просто погружаться прямо вниз. Большинство производителей инструментов предлагают начать, когда глубина отверстия составляет 4 диаметра.
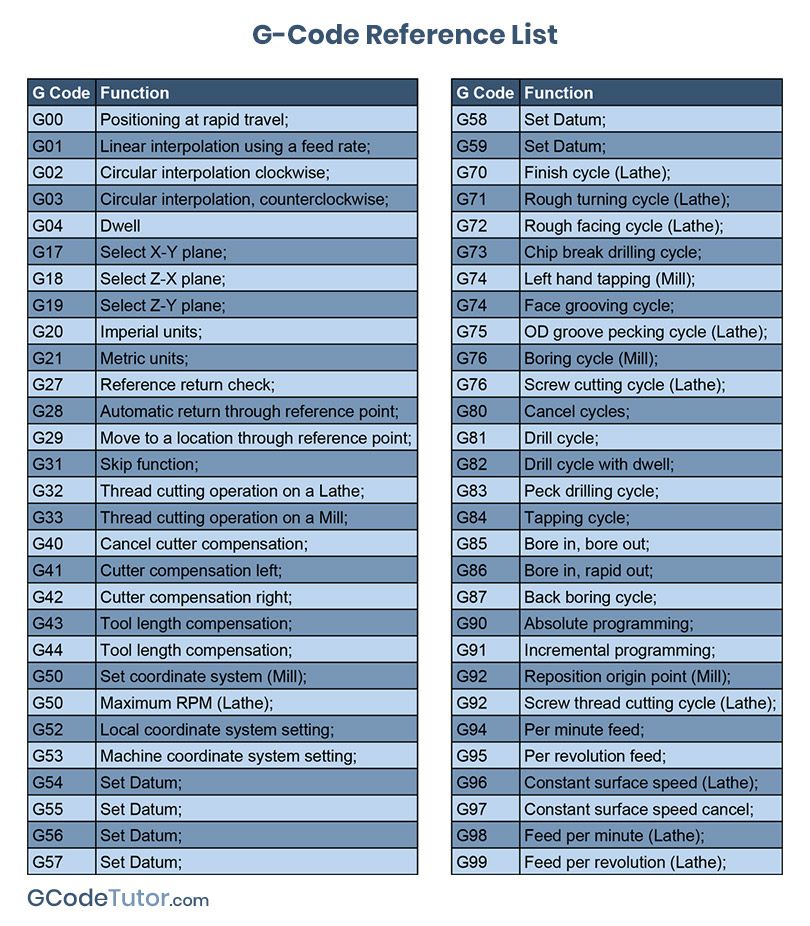
Различные типы стандартных циклов сверления и их использование
Поскольку существует довольно много различных типов стандартных циклов сверления, проще всего их классифицировать в табличной форме:
| Код G | Цель | Шаг врезания | Отвод | Дно отверстия |
|---|---|---|---|---|
| G73 | Высокоскоростное сверление с шагом врезания для неглубоких отверстий | да | Быстрый | |
| G74 | Цикл левостороннего нарезания резьбы | Подача | Задержка -> Вращение против часовой стрелки | |
| G76 | Цикл точного растачивания | Быстрый | Ориентированная остановка | |
| G81 | Цикл сверления для глубины отверстий <= 3 диаметра | Быстрый | ||
| G82 | Цикл точечного сверления | Быстрый | Задержка | |
| G83 | Сверление с шагом врезания для глубоких отверстий | да | Быстрый | |
| G84 | Цикл нарезания | Подача | Задержка -> Вращение против часовой стрелки | |
| G85 | Цикл растачивания | Подача | ||
| G86 | Цикл растачивания | Быстрый | Останов шпинделя | |
| G87 | Цикл обратного растачивания | Быстрый | Вращение против часовой стрелки | |
| G88 | Цикл растачивания | Минимум | Задержка -> Останов шпинделя | |
| G89 | Цикл растачивания | Подача | Задержка |
Цикл сверления G-код
Как видите, циклы можно разделить в зависимости от их назначения — сверление, растачивание или нарезание резьбы, являются ли они циклами с шагом врезания, способом их отвода и чем-либо особенным, что происходит на дне отверстия. Например, задержка помогает обеспечить гладкое дно отверстия и удалить стружку со дна отверстия. Попадание стружки между острием сверла и дном отверстия при спуске сверла для следующего шага значительно увеличивает износ инструмента, особенно с такими материалами, как нержавеющая сталь.
Например, задержка помогает обеспечить гладкое дно отверстия и удалить стружку со дна отверстия. Попадание стружки между острием сверла и дном отверстия при спуске сверла для следующего шага значительно увеличивает износ инструмента, особенно с такими материалами, как нержавеющая сталь.
Базовый цикл сверления: G81
С циклами сверления связано множество параметров и опций, поэтому давайте начнем с относительно простого: G81. G81 не выполняет шаг врезания и не имеет специальной операции на дне отверстия. Он просто снижается со скоростью подачи, а затем возвращается.
Давайте использовать этот пример блока G81:
Z1.0 (По умолчанию Z) X10Y12 (XY для первого отверстия) G99 G81 R0.2 Z-0.7 X10Y14 (XY для второго отверстия) X10Y16 (XY для третьего отверстия) G80 (отменить постоянный цикл)
Вот схема того, как это работает:
Схема работы G81
Следуя схеме:
— Сначала машина ускоряется к координатам X и Y отверстия или к соответствующей паре координат, если выбрана плоскость, отличная от G17.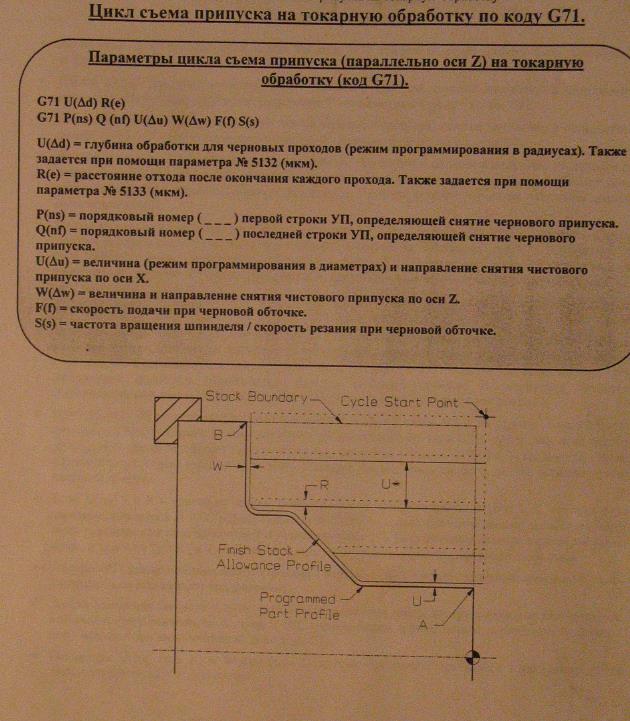 В нашем примере это координаты X10Y12.
В нашем примере это координаты X10Y12.
— Во-вторых, инструмент ускоряется прямо до позиции R, установленной кодом «R» цикла. Мы вошли с Z = 1.0 ″. R составляет 0,2 дюйма, поэтому мы ускоряемся с 1,0 до 0,2 дюйма.
— Затем мы вводим глубину, равное Z а не конкретную координату. Эта глубина измеряется от R. Итак, с R, равным 0,2 ″, и глубиной (Z), равной 0,7 ″, мы опускаемся до Z = -0,5 ″. Не забывайте считать, так как R всегда будет немного выше вершины материала, и вам нужно прибавить его к фактической глубине отверстия, чтобы получить Z.
— Теперь отвод может работать одним из двух способов с помощью G98 и G99.
При использовании кода G98 в постоянном цикле инструмент каждый раз возвращается в исходную плоскость, а при использовании G99 – в плоскость отвода, установленную R-адресом
Изменение отвода с помощью G-кодов G98 и G99
G-коды G98 и G99 используются для изменения режима отвода стандартных циклов сверления.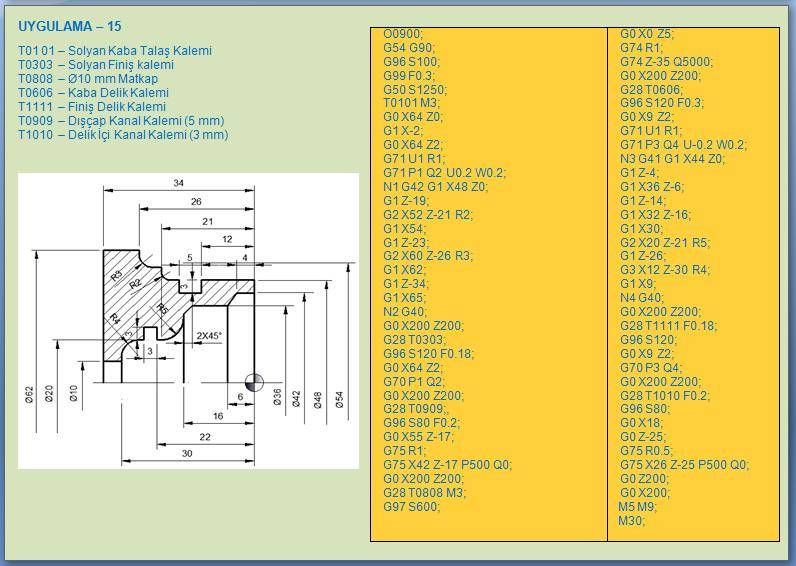 Если действует G98 (заданная перед циклом, например, G99, показанная выше), отвод возвращается к исходной высоте Z. Если действует G99, отвод осуществляется на высоту R. Возможность возврата к исходной высоте Z с помощью G98 предоставляется в случае, если между отверстиями есть препятствия, такие как зажимы или другие элементы детали.
Если действует G98 (заданная перед циклом, например, G99, показанная выше), отвод возвращается к исходной высоте Z. Если действует G99, отвод осуществляется на высоту R. Возможность возврата к исходной высоте Z с помощью G98 предоставляется в случае, если между отверстиями есть препятствия, такие как зажимы или другие элементы детали.
Будьте особенно внимательны при использовании постоянного цикла с G99. Если плоскость отвода (R) установлена неправильно, то может произойти столкновение инструмента с деталью
Множественные отверстия, пока G80 не отменит цикл
Как уже упоминалось, эти циклы сверления являются модальными. Это означает, что вы можете просто изменить несколько координат XY после запуска цикла, и машина с радостью выполнит цикл в каждом месте. Для отмены цикла используйте G80. После выполнения G80 станок возвращается в режим G00.
В приведенном выше примере мы получаем 3 отверстия до того, как G80 отменит постоянный цикл.
Моделирование для упрощения, понимания и проверки
К настоящему времени вы, вероятно, думаете, что постоянные циклы сложны!
Так будет казаться, пока ты к ним не привыкнешь.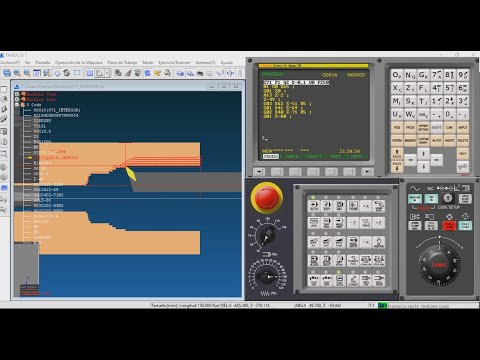 Сложность заключается в том, чтобы дать вам все возможности, необходимые для решения множества ситуаций. Тем не менее, есть хорошие новости, независимо от того, пытаетесь ли вы просто учиться или активно разрабатываете и тестируете постоянные циклы в своем g-коде. Вы можете использовать симулятор g-кода или CAM ПО, чтобы упростить их понимание и работу. Это значительно упростит понимание и работу с постоянными циклами.
Сложность заключается в том, чтобы дать вам все возможности, необходимые для решения множества ситуаций. Тем не менее, есть хорошие новости, независимо от того, пытаетесь ли вы просто учиться или активно разрабатываете и тестируете постоянные циклы в своем g-коде. Вы можете использовать симулятор g-кода или CAM ПО, чтобы упростить их понимание и работу. Это значительно упростит понимание и работу с постоянными циклами.
Вот скриншот, на котором показано, что делает машина, а также то, что мы называем «подсказкой», объясняющей постоянный цикл на простом языке:
G98 и G99 в САМ системе PowerMill
PowerMill ясно показывает просверливаемые отверстия. Когда вы пытаетесь работать с постоянными циклами, действительно полезно иметь под рукой такие инструменты.
Относительное против абсолютного и повторений
В приведенном выше примере G81 мы видели, как постоянный цикл является модальным, поэтому мы можем просто продолжать задавать значения XY и просверливать множество отверстий.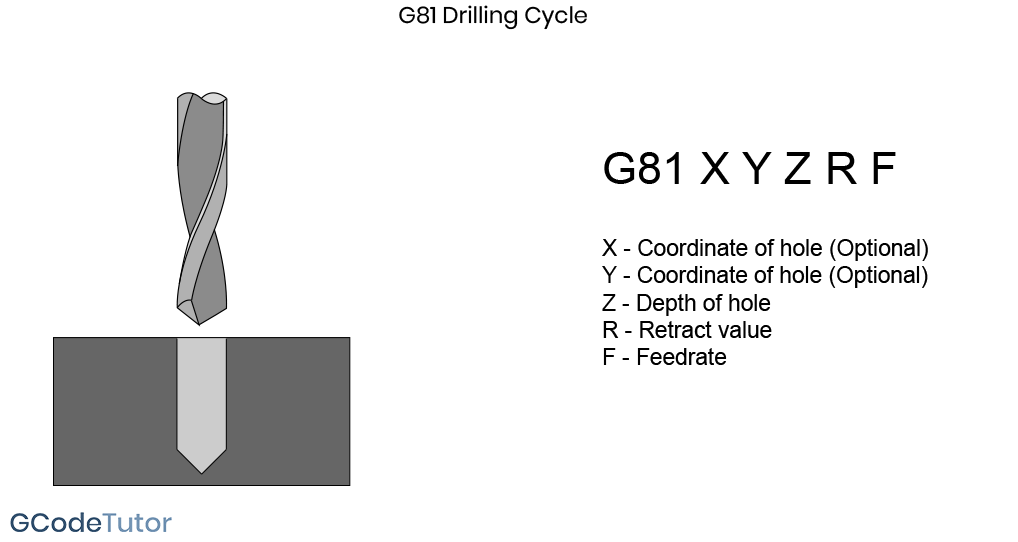 Существует еще один подход, который можно использовать для нескольких отверстий, предполагая, что они имеют регулярный интервал, и это использование относительных координат и повторов.
Существует еще один подход, который можно использовать для нескольких отверстий, предполагая, что они имеют регулярный интервал, и это использование относительных координат и повторов.
G82 — Цикл сверления
G82 — это цикл сверления с остановкой на дне отверстия. Это увеличивает точность глубины отверстия.
Типичный G82 выглядит так:
G82 XYZ RPFL XY: координаты отверстия. Z: дно отверстия R: позиция отвода по Z. Движения от начальной Z до R выполняются с большой скоростью. От R до дна отверстия выполняется на скорости подачи. P: Время пребывания на дне отверстия. F: Скорость подачи при резке L: количество повторов
Как только сверло достигнет дна отверстия и завершит работу, выход происходит с быстрой скоростью.
G83 G-Code — Цикл сверления глубокого отверстия с шагом врезания
G-код G83 — это цикл сверления, который полностью убирается из отверстия с каждым шагом. Таким образом, он хорошо подходит для более глубоких отверстий, чем может обрабатывать цикл G73. G83 также позволяет останавливаться на дне отверстия. Это увеличивает точность глубины отверстия.
Таким образом, он хорошо подходит для более глубоких отверстий, чем может обрабатывать цикл G73. G83 также позволяет останавливаться на дне отверстия. Это увеличивает точность глубины отверстия.
Типичный G83 выглядит так:
G83 XYZ RPQFL XY: координаты отверстия. Z: дно отверстия R: позиция отвода по Z. Движения от начальной Z до R выполняются с большой скоростью. От R до дна отверстия выполняется на скорости подачи. P: Время пребывания на дне отверстия. В: Глубина увеличивается с каждым шагом. F: Скорость подачи при резке L: количество повторов
Как только сверло достигнет дна отверстия и завершит работу, выход происходит с быстрой скоростью.
G73 G-Code — высокоскоростное сверление мелких отверстий
G84 G-Code — Цикл нарезания резьбы
G74 G-Code — цикл нарезания резьбы в обратном (левом) направлении
G85 G-Code — Цикл растачивания
G86 G-Code — Цикл растачивания
G87 G-Code — Цикл обратного растачивания
G88 G-Code — Цикл растачивания
G89 G-Code — Цикл растачивания
G76 G-Code — Цикл прецизионного растачивания
А как насчет еще более глубоких отверстий?
Глубокое отверстие — это любое отверстие глубиной более 5 диаметров. Чем глубже погружаешься, тем труднее становится. Необходимы различные методы, и циклы сверления с фиксацией — лишь один из них. Вот удобная таблица, которая поможет вам не отставать от различных техник:
Таблица глубины отверстий
G73 Стандартный цикл высокоскоростного сверления глубоких отверстий (Группа 09) F Скорость подачи в дюймах (мм) в минуту I Глубина резания первог
|
Обновлено 2020-04-14 19:05:57 |
| Системы числового программного управления / CNC programming and machining HAAS | | |||||
168 Руководство оператора HAAS 2011 Фрезерный станок с ЧПУ Основы работы и программирования Стр.167 | |||||
G73 Стандартный цикл высокоскоростного сверления глубоких отверстий (Группа 09) F Скорость подачи в дюймах (мм) в минуту I Глубина резания первого прохода J Величина уменьшения глубины резания на проход K Минимальная глубина резания (количество проходов рассчитывает система управления) L Количество повторов (количество высверливаемых отверстий) при использовании G91 (режим приращений) P Пауза на дне отверстия (в секундах) Q Глубина резания (всегда с приращением) R Положение плоскости R (расстояние от поверхности детали) X Х-координата отверстия Y Y-координата отверстия Z Положение оси Z по достижении дна отверстия I, J, K и Q — всегда положительные числа. Цикл G73 можно запрограммировать двумя способами: используя адреса I, J, K или адреса K и Q. | |||||
| См.также / See also : | |||||
| Резцы по металлу Особенности / Metal lathe tools Features | Сверла Конструкция / Parts of a drill | ||||
| Концевые фрезы по металлу Конструкция / Parts of an end mill | Сборные фрезы с СМП / Parts of a milling cutter | ||||
| Метчики Конструкция / Thread taps for metal | Метчик для накатки резьбы / Cold forming roll taps | ||||
| Плашки по металлу / Thread dies | Развертки по металлу и развертывание отверстий / Reaming and reamer cutting tool | ||||
| HAAS | |||||
| Руководство оператора HAAS 2011 Фрезерный станок с ЧПУ (248 страниц) | |||||
Системы числового программного управления / CNC programming and machining | |||||
Руководство оператора HAAS 2011 Фрезерный станок с ЧПУ (Всего 248 стр.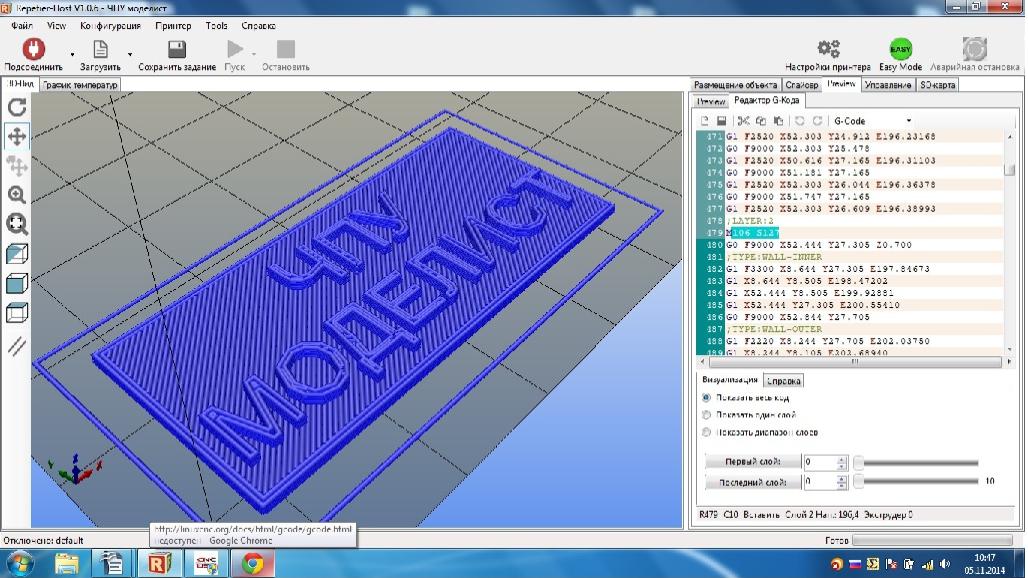 ) ) | |||||
| 165 | 166 Стандартные циклы используются для упрощения процесса программирования Они применяются в повторяющихся операциях, таких как сверление, резьбонаре | 167 | 169 | 170 | 171 |
 )
) Если указаны I, J и K в процессе первого прохода выполняется сверление на значение глубины I, каждый последующий проход сокращается на значение J, а минимальная глубина резания равна K. Если указано P инструмент будет задерживаться на дне отверстия на указанное время. Если указаны как K, так и Q для стандартного цикла выбирается другой режим. В этом режиме инструмент будет отводиться в плоскость R при достижении общего количества проходов, равного K. 96-0117 ред. AL 07-2011 167
Если указаны I, J и K в процессе первого прохода выполняется сверление на значение глубины I, каждый последующий проход сокращается на значение J, а минимальная глубина резания равна K. Если указано P инструмент будет задерживаться на дне отверстия на указанное время. Если указаны как K, так и Q для стандартного цикла выбирается другой режим. В этом режиме инструмент будет отводиться в плоскость R при достижении общего количества проходов, равного K. 96-0117 ред. AL 07-2011 167|
Lab2U | Catalogs | Tap drill sizes | Speed to RPM | Material table Разработчики сайта / Developers of site
|
|
Поиск на сайте Lab2u.ru с помощью поисковых систем ЯНДЕКС, BING, GOOGLE: | ||
|
|
|
|
Все использованные информационные материалы являются собственностью их Уважаемых Владельцев.
 / All copyrights remain by their owners.
/ All copyrights remain by their owners.
Если Вы являетесь правообладателем того или иного материала, размещенного на сайте lab2u.ru и не желаете, чтобы он и далее находился в свободном доступе,
то мы готовы удалить данный материал, а также обсудить условия предоставления данного контента пользователям. Для этого Вам необходимо отправить нам письмо
на e-mail [email protected] с документальным подтверждением наличия у Вас прав на материал, защищённый авторским правом (отсканированный документ с печатью,
либо иная информация, позволяющая однозначно идентифицировать Вас как правообладателя данного материала).
© 2002 — 2023 Лаборатория 2У / Lab2U | Система «Промышленные каталоги» / Industrial catalogs | Стр. / Page Lab2U2233713714
Цикл повторения шаблона G73 — Учебное пособие по G-коду ЧПУ
При использовании циклов черновой обработки на токарном станке с ЧПУ у нас есть несколько вариантов. Стандартный цикл G71 выполняет черновую обработку профиля с использованием линейных перемещений по оси Z. Цикл G72 используется для облицовки, а цикл повторения шаблона G73 используется, когда мы обрабатываем уже вырезанный профиль. Например, отливка или предварительно обработанная деталь. Ниже мы рассмотрим этот цикл G73 и то, как он работает.
Стандартный цикл G71 выполняет черновую обработку профиля с использованием линейных перемещений по оси Z. Цикл G72 используется для облицовки, а цикл повторения шаблона G73 используется, когда мы обрабатываем уже вырезанный профиль. Например, отливка или предварительно обработанная деталь. Ниже мы рассмотрим этот цикл G73 и то, как он работает.
Инструмент будет резать по форме профиля, который мы определили с помощью подпрограммы при использовании G-кода G73.
При использовании на заготовке некоторые траектории инструмента будут резать на свежем воздухе. Вот почему он обычно используется, когда у нас уже есть профиль предварительно вырезанной или отлитой детали.
Инструмент будет вырезать форму профиля детали при каждом проходе, индексируя как X, так и Z на величину, которую мы добавляем к первой строке G73 после каждого прохода, пока не будет достигнут окончательный размер.
Блок цикла G73 должен выглядеть так, как показано в этом примере.
Каждая часть разбита и объяснена ниже.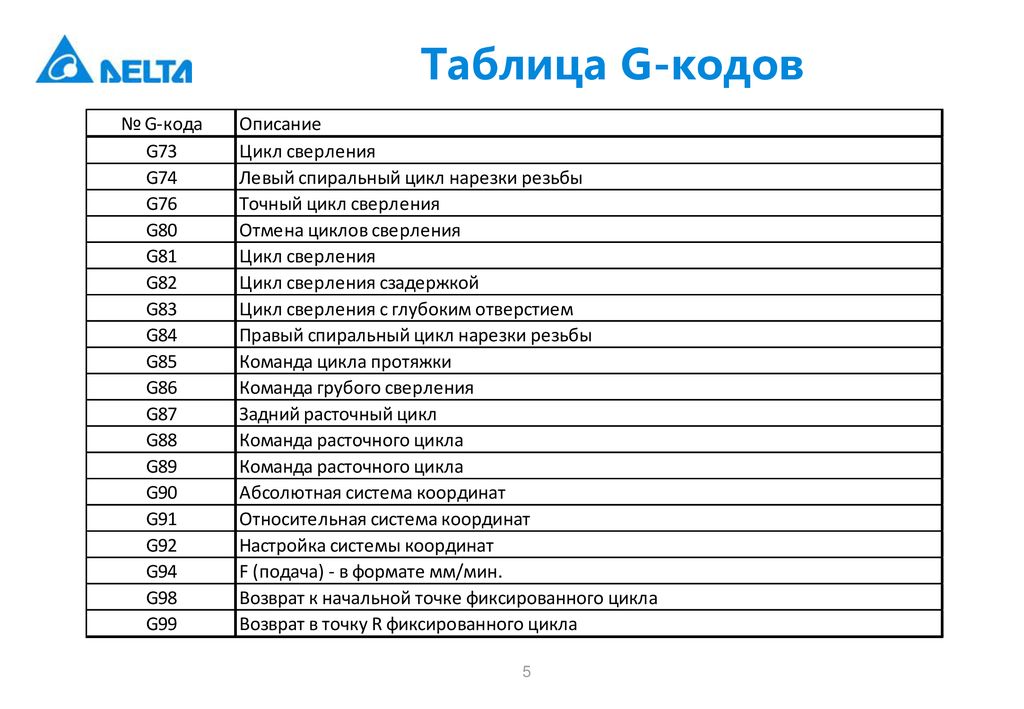
G73 U(1) W(1) R;
G73 P Q U(2) W(2) F;
G73 — ПОВТОРЯЮЩИЙСЯ ЦИКЛ ШАБЛОНА
U(1) — ГЛУБИНА РЕЗАНИЯ ПО ОСИ X
W(1) — ГЛУБИНА РЕЗАНИЯ ПО ОСИ Z
R — КОЛИЧЕСТВО ЧЕРНОВЫХ ПРОХОДОВ
P — ПЕРВАЯ СТРОКА ПОДПРОГРАММЫ
Q — ПОСЛЕДНЯЯ СТРОКА ПОДПРОГРАММЫ
U(2) — ОСТАЛОСЬ КОЛИЧЕСТВО ДЛЯ ЧИСТОЙ ОБРАБОТКИ В X
W — ОСТАЛОСЬ КОЛИЧЕСТВО ДЛЯ ЧИСТОВОЙ ОБРАБОТКИ В Z
F — ПОДАЧА
G73 сообщает машине, что мы хотим использовать цикл шаблона
Первое слово «U» определяет глубину резания каждого чернового прохода по оси X. «W» — это количество, которое мы хотим вырезать по оси Z. R — это необходимое количество проходов.
Слова «P» и «Q» сообщают системе управления расположение подпрограммы профиля, который мы используем. Эти значения могут быть
любое значение, если оно соответствует N числам подпрограммы.
Это будет выглядеть как код ниже.
Н150;
ПОДПРОГРАММА ПРОФИЛЯ;
Н250;
В этом примере «P» будет P150, а «Q» будет Q250, поэтому они соответствуют числам «N».
«U» во второй строке G73 — это количество материала, которое мы хотим оставить для чистового прохода по оси X, а «W» — чистовой припуск по оси Z.
‘F’ — это команда, которую мы используем для указания скорости подачи
G73 U1.0 W1.0 R3;
G73 P150 Q250 U0.2 W.05 F0.25;
N150 G00 X22.0;
G01 G42 Z0.0 F0.2;
Х23,0 Z-0,5;
З-23.0;
Х44.0 З-34.0;
З-70.0, Р5.0;
Х70,0;
N250 G40 X80.0 Z6.0 F250;
G73 U1.0 W1.0 R3
Первая строка указывает станку делать 1,0 мм надрезы по оси X (U) и удалять 1,0 мм по оси Z при каждом проходе. R определяет количество проходов, которые мы хотим сделать.
G73 P150 Q250 U0.2 W.05 F0.25;
Значение «P» должно соответствовать номеру N в начале подпрограммы (N150), которую мы хотим вырезать, а «Q» соответствует номеру N (N250) в конце нашей подпрограммы.
U0.2 — наш припуск на чистовую обработку по оси X, а W0.05 — наш припуск на чистовую обработку по оси Z. Он определяет, сколько материала мы оставляем для того, чтобы наш чистовой инструмент удалил его в последующей операции.
Он определяет, сколько материала мы оставляем для того, чтобы наш чистовой инструмент удалил его в последующей операции.
F определяет скорость подачи. F0.2 будет подавать со скоростью 0,2 мм за оборот шпинделя/детали.
N150 G00 X22,0;
‘N’ показывает нашу первую строку подпрограммы, G00 — наш G-код быстрого перемещения, а значение X перемещает инструмент в начало профиля.
G01 G42 Z0.0 F0.2;
G01 — это наш G-код движения линейной подачи, G42 включает компенсацию радиуса вершины инструмента, Z перемещает инструмент в
передняя часть детали (мы предполагаем, что базовая или нулевая точка находится на передней грани задания) и
наконец, мы даем скорость подачи 0,2 мм за оборот. Скорость подачи здесь будет игнорироваться нашим циклом G73, но она будет использоваться для цикла чистовой обработки, для которого мы использовали бы ту же самую подпрограмму.
Х23,0 З-0,5;
З-23.0;
Х44. 0 З-34.0;
0 З-34.0;
З-70.0 ,Р5.0;
Х70,0;
Это наша подпрограмма, она соответствует профилю детали.
N250 G40 X80.0 Z6.0 F250;
Этот блок кода завершается определением числа «N», затем G40 отключает компенсацию на режущий инструмент. Перемещения по осям X и Z перемещают наш инструмент от детали с высокой скоростью подачи.
У нас есть три основных цикла черновой обработки, которые мы можем использовать на токарном станке с ЧПУ.
Цикл черновой обработки G71 является нашим основным, он запускается при удалении материала из стержня. Он выполняет резку вдоль оси Z по прямой линии для формирования профиля пошагово. По завершении он будет следовать контуру детали, чтобы очистить шаги, производимые циклом. Подробнее об этом цикле можно прочитать здесь.
Цикл G72 представляет собой операцию торцевания, которая действует аналогично G71, но удаляет материал линейным образом по оси X. Это прямолинейный цикл черновой обработки, который формирует профиль поэтапно, как это делает G71.
Цикл повторения шаблона G73 перемещает инструмент по форме профиля при резании. Идеально, если у нас уже есть профиль, из которого необходимо удалить материал, прежде чем мы закончим чистовую последовательность G70.
Циклы сверления Peck G73 и G83
Циклы сверления G73 и G83
способны к бурению с просверливанием. Основное отличие состоит в том, что шипы G73 не возвращаются выше поверхности материала.
во время каждого прохода, но вместо этого отступает от режущей поверхности, чтобы сломать стружку, а затем повторно нажимает, чтобы продолжить
срез. Ниже мы рассмотрим, как можно запрограммировать оба цикла, и ситуации, в которых нам потребуется использовать каждый из них.
Мы можем иметь еще больший контроль над некоторыми машинами, используя сверление с переменным шагом. Это функция, которую мы можем использовать для определения размера каждого шага резания, который удаляет меньше материала при каждом резе, чтобы увеличить срок службы инструмента, разбить стружку и помочь подавать охлаждающую жидкость на дно отверстия.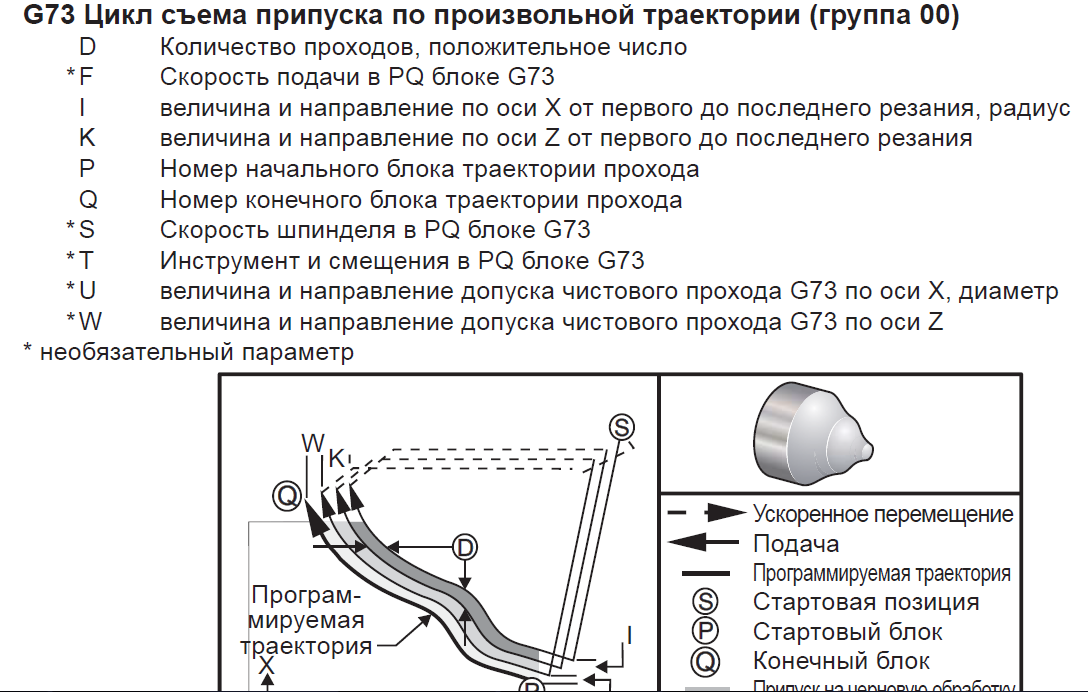 Если мы не используем охлаждающую жидкость через шпиндель, это очень полезный метод. Я также рассказываю об этом в этой статье.
Если мы не используем охлаждающую жидкость через шпиндель, это очень полезный метод. Я также рассказываю об этом в этой статье.
G83 X Y Z R P Q F
Цикл сверления с насечками G83 отводится над поверхностью компонента после каждого сверления. Высота в сложенном состоянии
контролируется значением R в строке кода.
Этот метод используется, когда во время резки присутствует скопление стружки, которую необходимо очистить. С использованием
СОЖ под высоким давлением, направленная на кончик инструмента, помогает смывать стружку, скопившуюся на инструменте во время работы.
клещей, а также позволяет охлаждающей жидкости достигать дна отверстия, способствуя как смазке, так и охлаждению.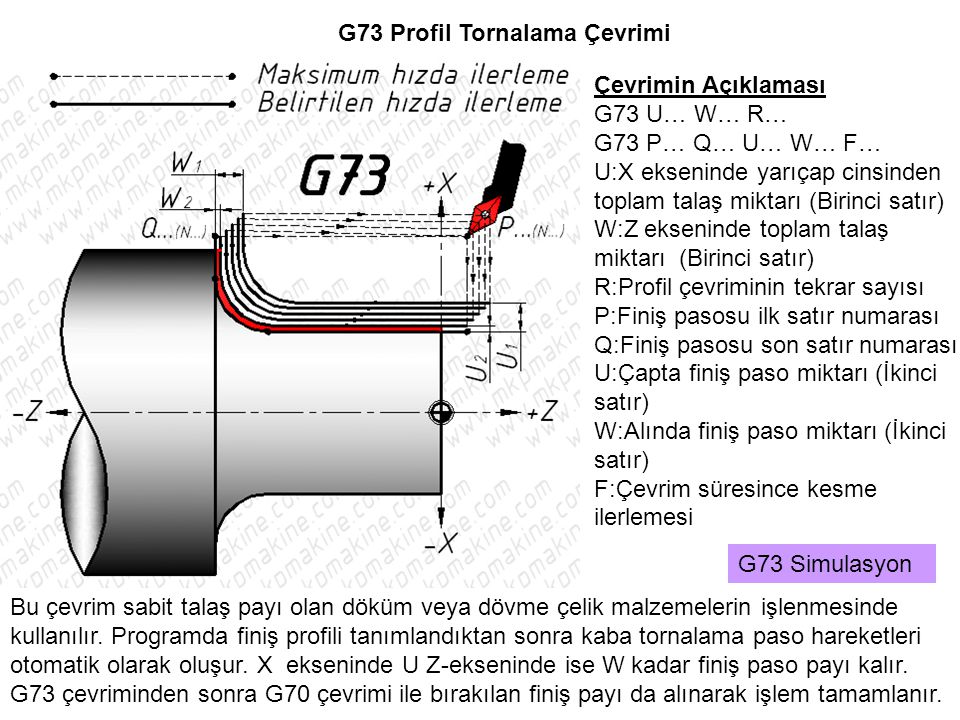
G73 X Y Z R Q F
Цикл сверления с насечкой G73 работает так же, как и G83. Основное отличие состоит в том, что каждый удар не возвращается в исходное положение.
положение зазора над отверстием, вместо этого сверло втягивается на заданное расстояние внутри отверстия. Это действует как чип
стружколома и часто упоминается как цикл ломки стружки.
Этот цикл часто используется при сверлении длинными сверлами, которые могут быть подвержены вибрации. Сохраняя дрель
внутри отверстия во время сверления время обработки сокращается, особенно при сверлении большого количества отверстий.
Значение Q в этом цикле относится к расстоянию, которое проходит сверло между каждым шагом. Расстояние отвода устанавливается в пределах параметров станка и обычно составляет 1,0 мм.
G83 X Y Z I J K R P F
В некоторых элементах управления можно лучше контролировать цикл клевания. Используя значения I, J и K, мы можем
уменьшайте количество материала, удаляемого на каждом клеве. Это используется для сверления глубоких отверстий и при сверлении твердых
материалы.
Первая глубина сверления перед его втягиванием определяется буквой «I», каждая глубина сверления после этого будет уменьшаться на величину «J». Размер будет уменьшаться до тех пор, пока не будет достигнута минимальная глубина, которую мы указываем буквой «K».
Давайте посмотрим, как это выглядит в программе.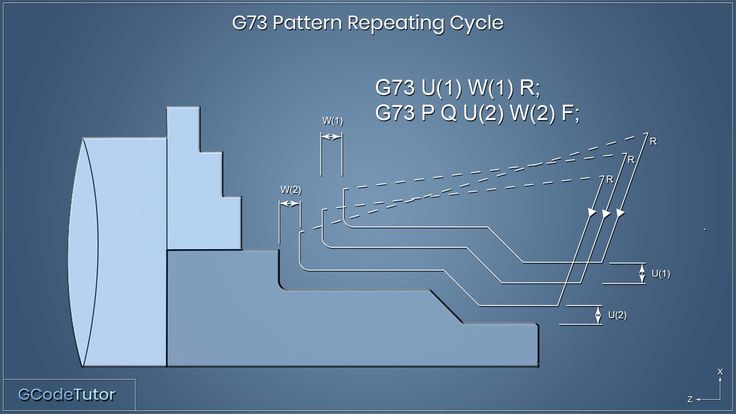
З15.0 М08;
G83 X10.0 Y10.0 Z-15.0 I5.0 J1.0 K1.0 R5.0 P500 F50.0;
Х40,0;
Г98 Х60.0;
Г99 Х40.0;
Г80;
Взгляните на строку G83, где происходит все действие.
Позиции X и Y сообщают машине, где находится первое отверстие относительно базы. Это не обязательно. Если
эти размеры не добавляются в этой строке, система управления будет считать, что сверло уже находится в нужном положении. «Я»
значение определяет количество материала, которое удалит первый шаг, в этом случае мы сверлим 5 мм перед нашим первым шагом.
втягивать. Следующий удар удалит 4 мм. Мы знаем это, так как значение «J» установлено на 1 мм, поэтому оно уменьшит количество
просверлены на 1 мм на каждом клюве. Как только размер шага достигнет 1,0 мм (K), количество материала перестанет уменьшаться.
удаляется и будет продолжать сверление с шагом 1 мм между каждым шагом до тех пор, пока не будет заархивирована окончательная глубина отверстия.
Кнопка «P» добавляет полсекунды задержки, когда сверло достигает глубины, это помогает очистить дно отверстия, если мы
сверление глухого отверстия, это можно не делать, если не требуется.
Всего комментариев: 0