Коды программирования чпу: таблица расшифровки команд, описание g и m кодов для программирования cnc станков
Содержание
Наиболее важные команды G-кода — CNC Maniac
Если ваша работа или хобби касаются станков с ЧПУ или 3D-принтеров, то понимание того, что такое G-код и как он работает, имеет важное значение для вас. Итак, в этом руководстве мы изучим основы языка G-кода, каковы наиболее важные или распространенные команды G-кода, и мы объясним, как они работают.
Что такое G-код?
G-code — это язык программирования для станков с ЧПУ (числовое программное управление). G-код означает «геометрический код». Мы используем этот язык, чтобы сказать машине, что делать или как что-то делать. Команды G-кода указывают машине, куда двигаться, с какой скоростью двигаться и по какому пути двигаться.
В случае станка, такого как токарный или фрезерный, режущий инструмент приводится в действие этими командами, чтобы следовать определенной траектории инструмента, срезая материал, чтобы получить желаемую форму.
Точно так же в случае аддитивного производства или 3D-принтеров команды G-кода инструктируют машину наносить материал слой за слоем, формируя точную геометрическую форму.
Как читать команды G-кода?
На первый взгляд, когда вы видите файл G-кода, он может показаться довольно сложным, но на самом деле его не так уж и сложно понять.
Команды G-кода
Если мы внимательно посмотрим на код, мы можем заметить, что большинство строк имеют одинаковую структуру. Кажется, что «сложная» часть G-кода — это все те числа, которые мы видим, которые являются просто координатами.
Давайте взглянем на одну строчку и объясним, как она работает.
G01 X247.951560 Y11.817060 Z-1.000000 F400.000000
Строка имеет следующую структуру:
G ## X ##Y ##Z ## F ##
- Во-первых, это команда G-кода, и в данном случае это G01, что означает «двигаться по прямой в определенное положение».
- Заявляем положение или координаты с X, Y и Z значений.
- Наконец, с помощью значения F мы устанавливаем скорость подачи или скорость, с которой будет выполняться перемещение.
В заключение линия сообщает станку с ЧПУ двигаться по прямой от его текущего положения до координат X247.951560, Y11.817060 и Z-1.000000 со скоростью 400 мм / мин. Единица измерения — мм / мин, потому что, если мы посмотрим назад на изображение примера G-кода, мы увидим, что мы использовали команду G21, которая устанавливает единицы измерения в миллиметры. Если нам нужны единицы измерения в дюймах, мы используем вместо этого команду G20.G01 X247.951560 Y11.817060 Z-1.000000 F400.000000
Наиболее важные / распространенные команды G-кода
Итак, теперь, когда мы знаем, как читать строку G-кода, мы можем взглянуть на наиболее важные или часто используемые команды G-кода. Мы узнаем, как работает каждый из них, на нескольких примерах, и к концу этого руководства мы сможем полностью понять, как работает G-код, как читать, как изменять и даже как писать наш собственный G-код. К основным командам G-кода еще можно добавить команды управления оборудованием станка с ЧПУ, которые так же называются М-код.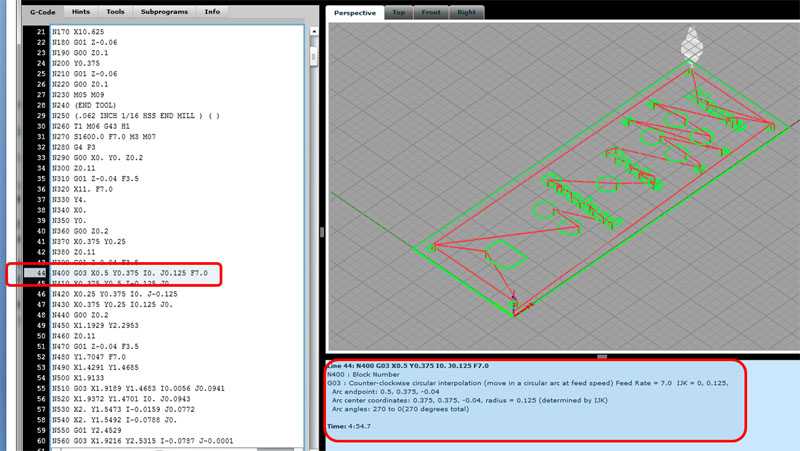 Они отвечают за такие действия как включение шпинделя, подача СОЖ, смена инструмента и так далее.
Они отвечают за такие действия как включение шпинделя, подача СОЖ, смена инструмента и так далее.
G00 — быстрое перемещение
Команда G00 перемещает станок с максимальной скоростью движения из текущего положения в заданную точку или координаты, указанные в команде. Станок будет перемещать все оси одновременно, поэтому они завершают движение одновременно. Это приводит к прямолинейному перемещению к новой точке положения.
G00 — быстрое перемещение
G00 не является режущим движением, и его цель — просто быстро переместить машину в желаемое положение, чтобы начать какую-либо работу, такую как резка или печать.
G01 — линейная интерполяция
Команда G-кода G01 указывает станку двигаться по прямой с заданной скоростью подачи или скоростью. Мы указываем конечную позицию значениями X, Y и Z, а скорость — значением F. Контроллер машины вычисляет (интерполирует) промежуточные точки, через которые нужно пройти, чтобы получить эту прямую линию. Хотя эти команды G-кода просты и интуитивно понятны, за ними контроллер машины выполняет тысячи вычислений в секунду, чтобы выполнить эти движения.
Хотя эти команды G-кода просты и интуитивно понятны, за ними контроллер машины выполняет тысячи вычислений в секунду, чтобы выполнить эти движения.
G01 — линейная интерполяция
В отличие от команды G00, которая используется только для позиционирования, команда G01 используется, когда станок выполняет свою основную работу. В случае токарного или фрезерного станка — резка материала по прямой линии, а в случае 3D-принтера — экструзии материала по прямой линии.
G02 — круговая интерполяция по часовой стрелке
Команда G02 указывает машине двигаться по часовой стрелке по круговой схеме. Принцип тот же что и у команды G01, и она используется при выполнении соответствующего процесса обработки. В дополнение к параметрам конечной точки здесь нам также необходимо определить центр вращения или расстояние начальной точки дуги от центральной точки дуги. Начальная точка фактически является конечной точкой предыдущей команды или текущей точкой.
Для лучшего понимания мы добавим команду G02 после команды G01 из предыдущего примера.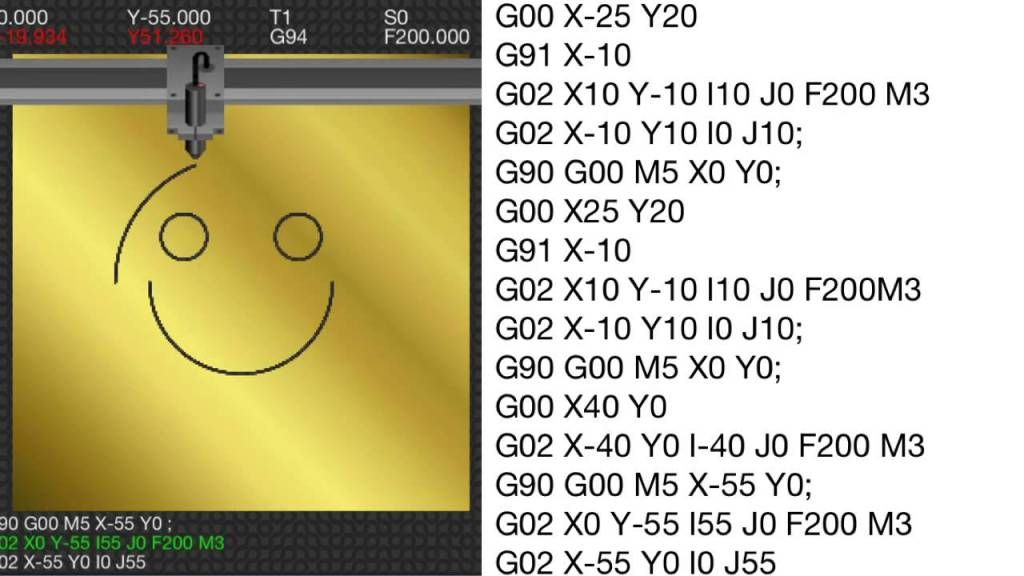
Итак, в первом примере у нас есть команда G01, которая перемещает машину в точку X5, Y12. Теперь это будет отправной точкой для команды G02. С помощью параметров X и Y команды G02 мы устанавливаем конечную точку. Теперь, чтобы добраться до этой конечной точки, используя круговое движение или дугу, нам нужно определить ее центральную точку. Мы делаем это с помощью параметров I и J. Значения I и J относятся к начальной или конечной точке предыдущей команды. Итак, чтобы получить центральную точку по X5 и Y7, нам нужно сделать смещение 0 по оси X и смещение -5 по оси Y.
Конечно, мы можем установить центральную точку в любом другом месте, таким образом мы получим другую дугу, которая заканчивается в той же конечной точке. Вот пример этого:
G02 — круговая интерполяция по часовой стрелке
Итак, здесь у нас все еще есть та же конечная точка, что и в предыдущем примере (X10, Y7), но теперь центральная точка находится в другом положении (X0, Y2). Благодаря этому мы получили более широкую дугу по сравнению с предыдущей.
Благодаря этому мы получили более широкую дугу по сравнению с предыдущей.
G00, G01, G02 Пример — ручное программирование G-кода
Давайте посмотрим на простой пример фрезерования с ЧПУ с использованием этих трех основных команд G-кода: G00, G01 и G02.
Чтобы получить траекторию для формы, показанной на изображении выше, нам нужно выполнить команды G-кода:
G00 X5 Y5; point B G01 X0 Y20 F200; point C G01 X20 Y0; point D G02 X10 Y-10 I0 J-10; point E G02 X-4 Y-8 I-10 J0; point F G01 X-26 Y-2; point B
С помощью первой команды G00 мы быстро переводим станок из исходного положения в точку B (5,5). Отсюда мы начинаем с «резки» со скоростью подачи 200 с помощью команды G01. Здесь можно отметить, что для перехода из точки B (5,5) в точку C (5,25) мы используем значения X и Y относительно начальной точки B. Итак, +20 единиц в направлении Y приведет нас к точке C (5,25). Фактически, это зависит от того, выбрали ли мы машину для интерпретации координат как абсолютных или относительных.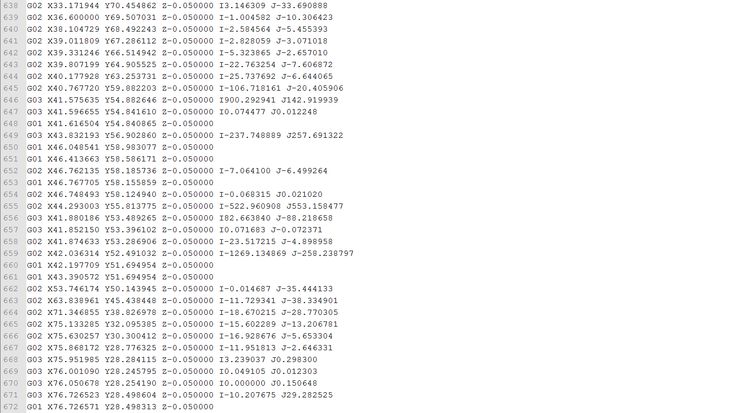 Мы объясним это в следующем разделе.
Мы объясним это в следующем разделе.
Как только мы достигаем точки C (5,25), у нас есть еще одна команда G01 для достижения точки D (25,25). Затем мы используем команду G02, круговое движение, чтобы добраться до точки E (35,15) с центральной точкой (25,15). На самом деле у нас есть такая же центральная точка (25,15) для следующей команды G02, чтобы добраться до точки F (31,7). Однако мы должны отметить, что параметры I и J отличаются от предыдущей команды, потому что мы смещаем центр от последней конечной точки или точки E. Мы завершаем траекторию инструмента другой командой G01, которая выводит нас из точки F (31, 7) вернуться к пункту Б (5,5).
Итак, вот как мы можем вручную запрограммировать G-код для создания этой формы. Однако мы должны отметить, что это не полный G-код, потому что нам не хватает еще нескольких основных команд. Мы сделаем полный G-код в следующем примере, так как сначала нам нужно объяснить эти команды G-кода.
G03 — круговая интерполяция против часовой стрелки
Как и G02, команда G-кода G03 определяет движение станка по круговой схеме. Единственная разница здесь в том, что движение идет против часовой стрелки. Все остальные функции и правила такие же, как у команды G02.
Единственная разница здесь в том, что движение идет против часовой стрелки. Все остальные функции и правила такие же, как у команды G02.
Итак, с помощью этих трех основных команд G-кода, G01, G02 и G03, мы можем сгенерировать траекторию инструмента буквально для любой формы, которую мы хотим. Теперь вам может быть интересно, как это возможно, но на самом деле это простая задача для компьютера и программного обеспечения CAM. Да, это правда, что иногда мы можем вручную создать программу G-кода, но в большинстве случаев мы делаем это с помощью соответствующего программного обеспечения, которое намного проще и безопаснее.
G20 / G21 — Выбор единиц
Команды G20 и G21 определяют единицы G-кода: дюймы или миллиметры.
- G20 = дюймы
- G21 = миллиметры
Отметим, что единицы должны быть установлены в начале программы. Если мы не укажем единицы измерения, машина будет рассматривать значения по умолчанию, установленные предыдущей программой.
G17 / G18 / G19 — выбор плоскости G-кода
С помощью этих команд G-кода мы выбираем рабочую плоскость станка.
- G17 — плоскость XY
- G18 — самолет XZ
- G19 — самолет YZ
G17 / G18 / G19 — выбор плоскости G-кода
G17 используется по умолчанию для большинства станков с ЧПУ, но два других также можно использовать для выполнения определенных движений.
G28 — Возвращение домой
Команда G28 указывает станку переместить инструмент в исходную точку или исходное положение. Чтобы избежать столкновения, мы можем включить промежуточную точку с параметрами X, Y и Z. Инструмент пройдет через эту точку, прежде чем перейти к контрольной точке. G28 X## Y## Z##
G28 — Возвращение в исходную точку
Исходное положение можно определить с помощью команды G28.1 X## Y## Z##.
G90 / G91 — команды позиционирования G-кода
С помощью команд G90 и G91 мы сообщаем машине, как интерпретировать координаты.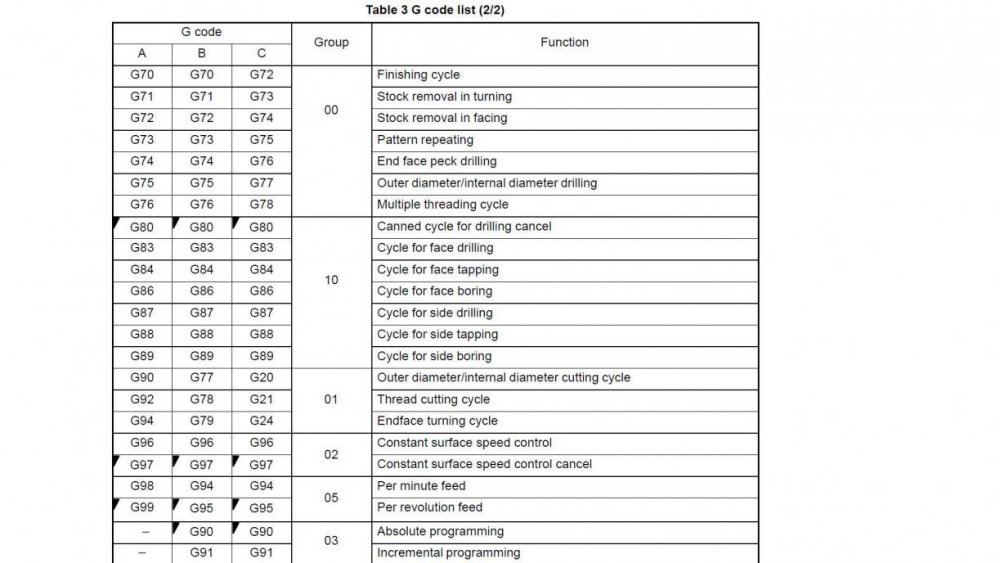 G90 — для абсолютного режима, а G91 — для относительного режима.
G90 — для абсолютного режима, а G91 — для относительного режима.
В абсолютном режиме инструмент всегда позиционируется от абсолютной точки или от нуля. Таким образом, команда G01 X10 Y5 переместит инструмент в эту точную точку (10,5), независимо от предыдущей позиции.
С другой стороны, в относительном режиме инструмент позиционируется относительно последней точки. Таким образом, если станок в настоящее время находится в точке (10,10), команда G01 X10 Y5 переведет инструмент в точку (20,15). Этот режим также называется «инкрементным режимом».
Другие команды G-кода
Итак, команды G-кода, которые мы описали выше, являются наиболее распространенными, но их гораздо больше. Существуют такие команды, как компенсация резца, масштабирование, системы координат заготовки, выдержка и т. Д.
Существуют такие команды, как компенсация резца, масштабирование, системы координат заготовки, выдержка и т. Д.
Помимо G-кода, существуют также команды M-кода, которые используются при генерации реальной полноценной программы G-кода. Вот несколько распространенных команд M-кода:
- M00 — Остановка программы
- M02 — Конец программы
- M03 — шпиндель включен — по часовой стрелке
- M04 — шпиндель включен — против часовой стрелки
- M05 — остановка шпинделя
- M06 — Смена инструмента
- M08 — Система охлаждения ВКЛ.
- M09 — Система охлаждения ВЫКЛ.
- M30 — Конец программы
В случае 3D-принтера:
- M104 — Запуск нагрева экструдера
- M109 — Подождите, пока экструдер достигнет T0
- M140 — Запуск подогрева кровати
- M190 — Подождите, пока стол не достигнет T0
- M106 — Установить скорость вентилятора
Некоторым из этих команд требуются соответствующие параметры. Например, при включении шпинделя с помощью M03 мы можем установить скорость шпинделя с помощью параметра S. Итак, линия
Итак, линия M30 S1000 будет включать шпиндель со скоростью 1000 об / мин.
Мы также можем отметить, что многие коды являются модальными, что означает, что они остаются в силе до тех пор, пока не будут отменены или заменены другим кодом. Например, скажем, у нас есть код для линейного движения резания G01 X5 Y7 F200. Если следующее движение снова будет линейным резанием, мы можем просто ввести координаты X и Y, без надписи G01.
G01 X5 Y7 F200 X10 Y15 X12 Y20 G02 X5 Y5 I0 J-5 X3 Y6 I-2 J0
То же самое относится и к параметру скорости подачи F. Нам не нужно включать его в каждую строку, если мы не хотим изменить его значение.
В некоторых файлах G-кода вы также можете видеть «N ##» перед командами. Слово N просто для нумерации строки или блока кода. Это может быть полезно для идентификации конкретной строки в случае ошибки в огромной программе.
Пример простой программы G-кода
Тем не менее, после прочтения всего этого, теперь мы можем вручную создать настоящий, актуальный код. Вот пример:
Вот пример:
Пример простой программы G-кода
% G21 G17 G90 F100 M03 S1000 G00 X5 Y5; point B G01 X5 Y5 Z-1; point B G01 X5 Y15 Z-1; point C G02 X9 Y19 Z-1 I4 J0; point D G01 X23 Y19 Z-1; point E G01 X32 Y5 Z-1; point F G01 X21 Y5 Z-1; point G G01 X21 Y8 Z-1; point H G03 X19 Y10 Z-1 I-2 J0; point I G01 X13 Y10 Z-1; point J G03 X11 Y8 Z-1 I0 J-2; point K G01 X11 Y5 Z-1; point L G01 X5 Y5 Z-1; point B G01 X5 Y5 Z0 G28 X0 Y0 M05 M30 %
Описание программы G-кода:
- Инициализация кода. Этот символ (%) всегда присутствует в начале и в конце программы.
- Линия безопасности: установите программирование в метрической системе (все размеры в мм), плоскость XY, абсолютное позиционирование и скорость подачи 100 мм / мин.
- Шпиндель вращается по часовой стрелке со скоростью 1000 об / мин.
- Быстрое позиционирование до B (5,5).
- Контролируемое движение в той же позиции, но опускание инструмента до -1.
- Линейное движение резания в положение C (5,15).

- Круговое движение по часовой стрелке до точки D (9,19) с центром в точке (9,15).
- Линейный разрез до точки E (23,19).
- Линейная резка до точки F (32,5).
- Такой же прямой разрез до точки G (21,5).
- Еще один прямой разрез до точки H (21,8).
- Круговая интерполяция против часовой стрелки в положение I (19,10) с центром в (19,8).
- Линейный разрез до точки J (13,10).
- Круговая резка против часовой стрелки в положение K (11,8) с центром в точке (13,8).
- Линейная резка в положение L (11,5).
- Окончательное линейное перемещение резания в положение B (5,5).
- Поднимите инструмент.
- Перейти в исходное положение.
- Шпиндель выключен.
- Окончание основной программы.
Описание G и M кодов используемых для программирования ЧПУ (CNC) станков
G-коды это условное именование языка для программирования устройств с ЧПУ (CNC)(Числовое программное управление). G-коды созданы компанией Electronic Industries Alliance в 60-х годах.
Окончательная доработка одобрена в феврале 1980-го года как RS274D стандарт.
Комитет ИСО утвердил G-коды, как стандарт ISO6983-1:1982, Госкомитет по стандартам СССР — как ГОСТ 20999-83. В советской технической литературе G-коды обозначается, как код ИСО-7 бит.
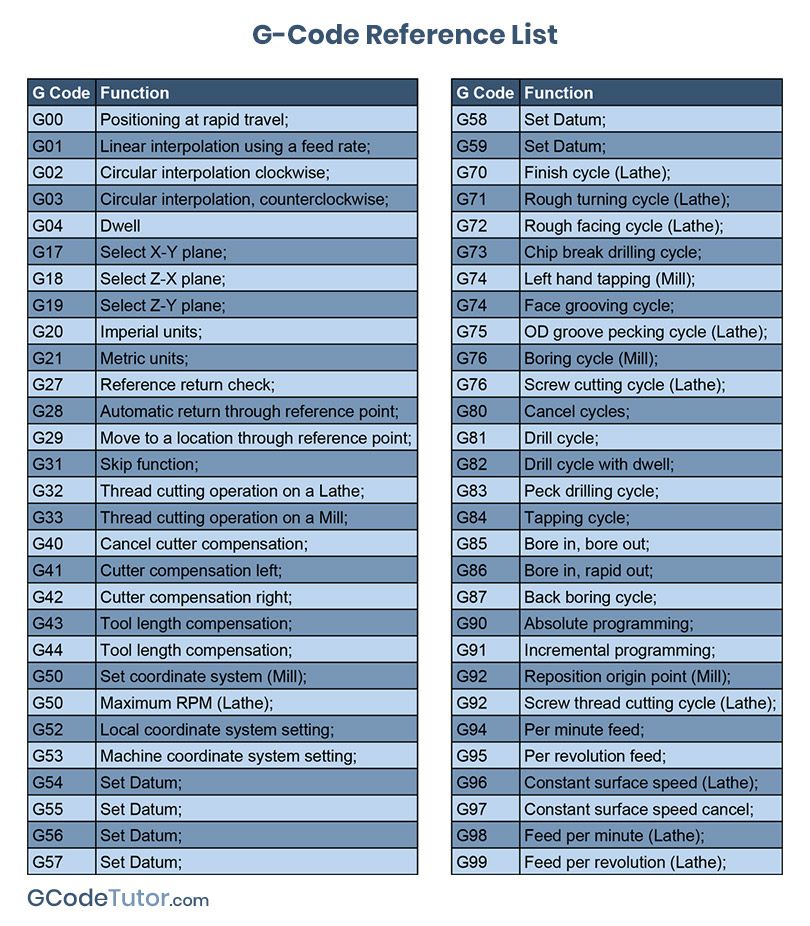
Сводная таблица кодов
Основные, в стандарте называются подготовительными, команды языка начинаются с буквы G:
- Перемещение рабочих органов оборудования с заданой скоростью (линейное и круговое)
- Выполнение типовых последовательностей (таких, как обработка отверстий и резьб)
- Управление параметрами инструмента, системами координат, и рабочих плоскостей
Подготовительные (основные) команды
| Коды | Описание |
|---|---|
| G00-G04 | Позиционирование инструмента |
| G17-G19 | Переключение рабочих плоскостей (XY, XZ, YZ) |
| G20-G21 | Не стандаризовано |
| G40-G44 | Компенсация размера различных частей инструмента (длина, диаметр) |
| G53-G59 | Переключение систем координат |
| G80-G84 | Циклы сверления, нарезания резьбы |
| G90-G92 | Переключение систем координат (абсолютная, относительная) |
Таблица основных команд
| Код | Описание | Пример |
|---|---|---|
| G00 | Ускоренное перемещение инструмента (холостой ход) | G0 X0 Y0 Z100; |
| G01 | Линейная интерполяция | G01 X0 Y0 Z100 F200; |
| G02 | Круговая интерполяция по часовой стрелки | G02 X15 Y15 R5 F200; |
| G03 | Круговая интерполяция против часовой стрелки | G03 X15 Y15 R5 F200; |
| G04 | Задержка на P миллисекунд | G04 P500; |
| G10 | Задать новые координаты для начала координат | G10 X10 Y10 Z10; |
| G11 | Отмена G10 | G11; |
| G15 | Отмена G16 | G15 G90; |
| G16 | Переключение в полярную систему координат | G16 G91 X100 Y90; |
| G20 | Режим работы в дюймовой системе | G90 G20; |
| G21 | Режим работы в метрической системе | G90 G21; |
| G22 | Активировать установленый предел перемещений (Станок не выйдет за их предел).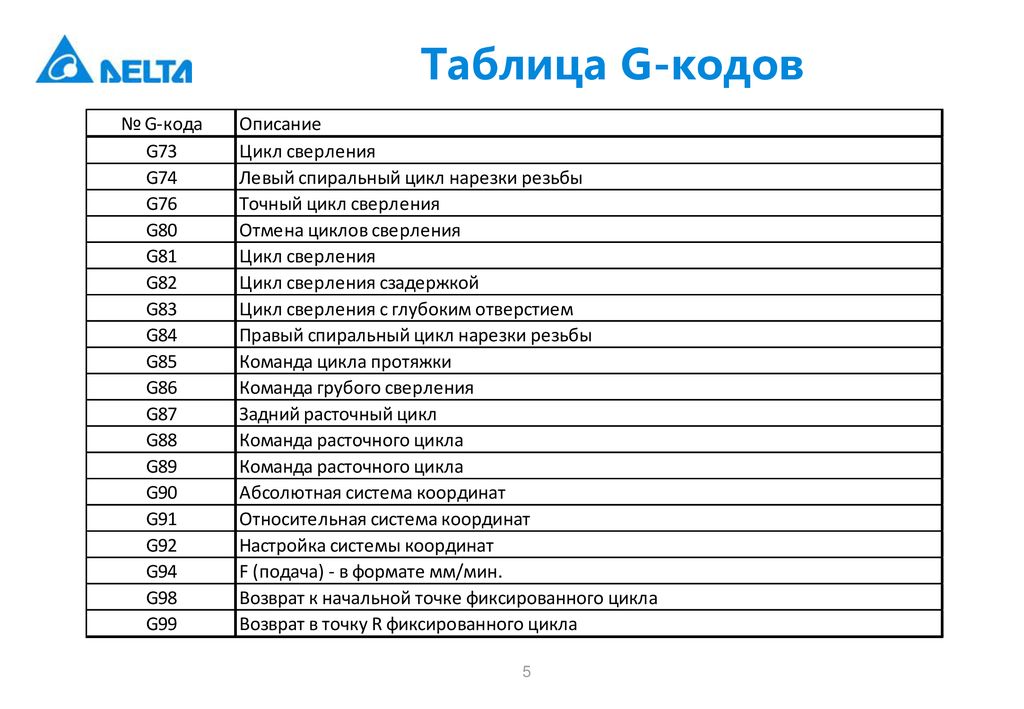 | G22 G01 X15 Y25; |
| G23 | Отмена G22 | G23 G90 G54; |
| G28 | Вернуться на референтную точку | G28 G91 Z0 Y0; |
| G30 | Поднятие по оси Z на точку смены инструмента | G30 G91 Z0; |
| G40 | Отмена компенсации размера инструмента | G1 G40 X0 Y0 F200; |
| G41 | Компенсировать радиус инструмента слева | G41 X15 Y15 D1 F100; |
| G42 | Компенсировать радиус инструмента справа | G42 X15 Y15 D1 F100; |
| G43 | Компенсировать высоту инструмента положительно | G43 X15 Y15 Z100 h2 S1000 M3; |
| G44 | Компенсировать высоту инструмента отрицательно | G44 X15 Y15 Z4 h2 S1000 M3; |
| G53 | Переключиться на систему координат станка | G53 G0 X0 Y0 Z0; |
| G54-G59 | Переключиться на заданную оператором систему координат | G54 G0 X0 Y0 Z100; |
| G68 | Поворот координат на нужный угол | G68 X0 Y0 R45; |
| G69 | Отмена G68 | G69; |
| G80 | Отмена циклов сверления (G81-G84) | G80 Z100; |
| G81 | Цикл сверления | G81 X0 Y0 Z-10 R3 F100; |
| G82 | Цикл сверления с задержкой | G82 X0 Y0 Z-10 R3 P100 F100; |
| G83 | Цикл сверления с отходом | G83 X0 Y0 Z-10 R3 Q8 F100; |
| G84 | Цикл нарезание резьбы | G95 G84 X0 Y0 Z-10 R3 F1.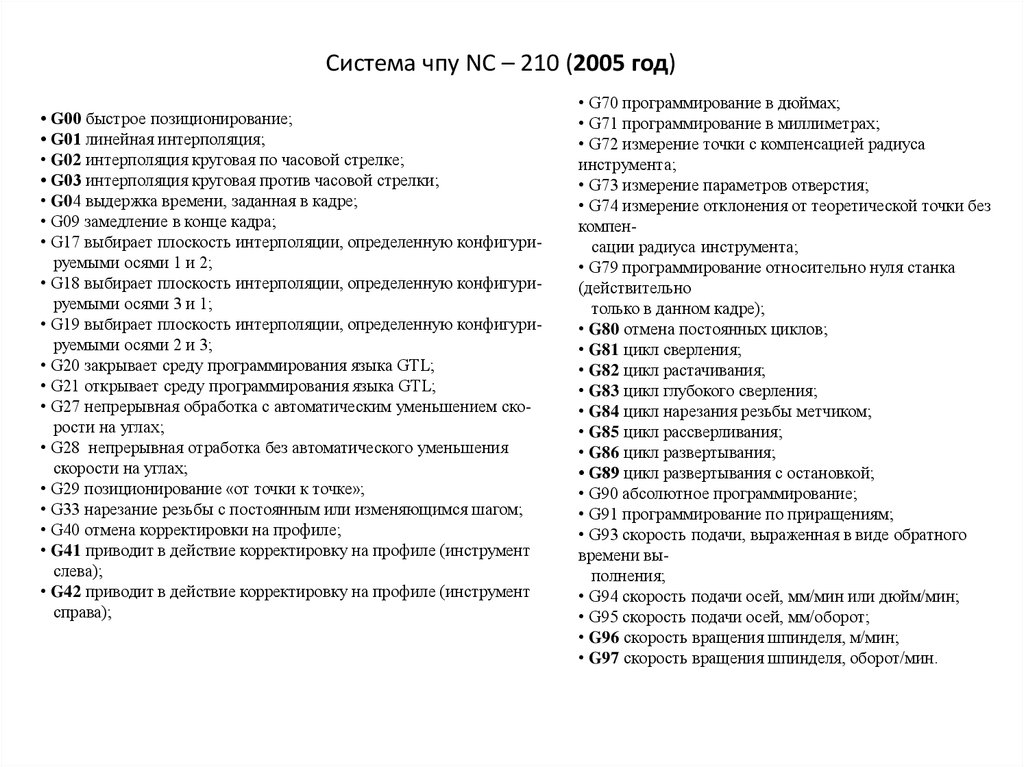 411; 411; |
| G90 | Абсолютная система координат | G90 G21; |
| G91 | Относительная система координат | G91 G1 X4 Y5 F100; |
| G94 | F (подача)- в формате мм/мин. | G94 G80 Z100; |
| G95 | F (подача)- в формате мм/об. | G95 G84 X0 Y0 Z-10 R3 F1.411; |
| G98 | Отмена G99 | G98 G15 G90; |
| G99 | После каждого цикла не отходить на «подходную точку» | G99 G91 X10 K4; |
Таблица технологических кодов
Технологические команды языка начинаются с буквы М. Включают такие действия, как:
- Сменить инструмент
- Включить/выключить шпиндель
- Включить/выключить охлаждение
- Вызвать/закончить подпрограмму
Вспомогательные (технологические) команды
| Код | Описание | Пример |
|---|---|---|
| M00 | Приостановить работу станка до нажатия кнопки «старт» на пульте управления, так называемый «технологический останов» | G0 X0 Y0 Z100 M0; |
| M01 | Приостановить работу станка до нажатия кнопки «старт», если включен режим подтверждения останова | G0 X0 Y0 Z100 M1; |
| M02 | Конец программы | M02; |
| M03 | Начать вращение шпинделя по часовой стрелке | M3 S2000; |
| M04 | Начать вращение шпинделя против часовой стрелки | M4 S2000; |
| M05 | Остановить вращение шпинделя | M5; |
| M06 | Сменить инструмент | M6 T15; |
| M07 | Включить дополнительное охлаждение | M3 S2000 M7; |
| M08 | Включить основное охлаждение | M3 S2000 M8; |
| M09 | Выключить охлаждение | G0 X0 Y0 Z100 M5 M9; |
| M30 | Конец информации | M30; |
| M98 | Вызов подпрограммы | M98 P101; |
| M99 | Конец подпрограммы, возврат к основной программе | M99; |
Параметры команд задаются буквами латинского алфавита
Константы
| Код | Описание | Пример |
|---|---|---|
| X | Координата точки траектории по оси X | G0 X0 Y0 Z100 |
| Y | Координата точки траектории по оси Y | G0 X0 Y0 Z100 |
| Z | Координата точки траектории по оси Z | G0 X0 Y0 Z100 |
| F | Скорость рабочей подачи | G1 G91 X10 F100 |
| S | Скорость вращения шпинделя | S3000 M3 |
| R | Радиус или параметр стандартного цикла | G1 G91 X12.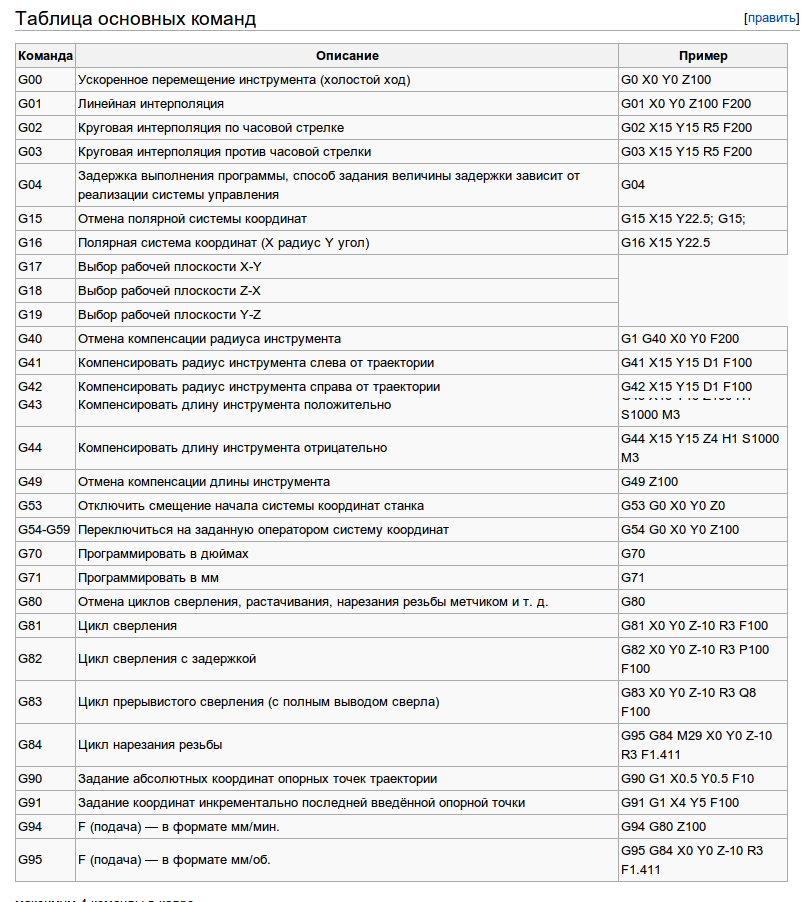 5 R12.5 или G81 R1 0 R2 -10 F50 5 R12.5 или G81 R1 0 R2 -10 F50 |
| D | Параметр коррекции выбранного инструмента | M06 T1 D1 |
| P | Величина задержки или число вызовов подпрограммы | M04 P101 или G82 R3 Z-10 P1000 F50 |
| I,J,K | Параметры дуги при круговой интерполяции | G03 X10 Y10 I0 J0 F10 |
| L | Вызов подпрограммы с данной меткой | L12 P3 |
Назад
Вперед
You have no rights to post comments
Обучение станкам с ЧПУ
Онлайн-курсы научат вас, как стать великим машинистом
Зарегистрироваться
Научитесь программировать станки с ЧПУ онлайн
С многоосевыми обрабатывающими центрами начинается самое интересное.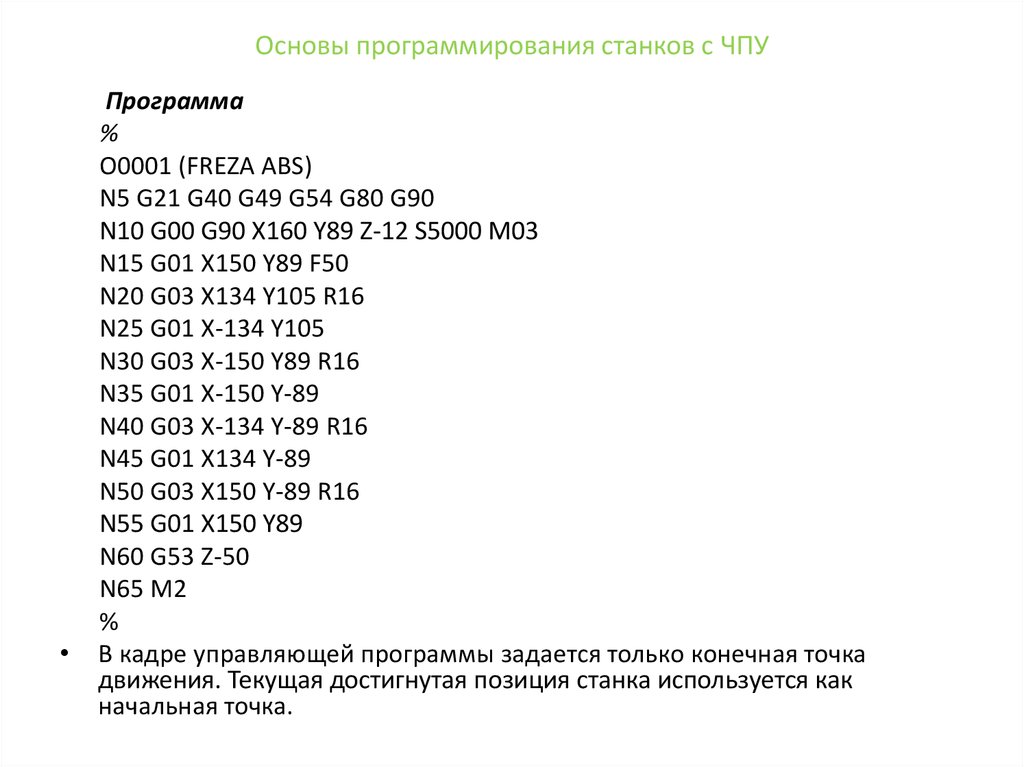 Эти станки способны изготавливать любую деталь с высокой скоростью и высокой точностью.
Эти станки способны изготавливать любую деталь с высокой скоростью и высокой точностью.
Этот курс по токарному станку предполагает, что у вас есть базовые знания о токарной обработке и GCODE.
Если вы знаете основы, такие как команды быстрого перемещения и скорости подачи, то вы готовы к этому курсу ЧПУ. Если нет, то сначала запишитесь на мой базовый курс здесь.
У вас есть только 2-осевой токарный станок с ЧПУ? Тогда этот курс по-прежнему актуален для вас и по-прежнему стоит своих денег. Я охватываю все операции, которые используются на 2-осевом токарном станке, а также на многоосевом промышленном оборудовании
 0019
0019Каждый урок четко объясняется с помощью диаграмм и раздаточных материалов. Не только практический курс, но и внутренние советы и рекомендации, используемые торговцами
Зарегистрируйтесь сейчас всего за
$156.00
Каждый раз, когда этот курс программирования станков обновляется, цена повышается, Купить
теперь для пожизненных бесплатных обновлений!
Зарегистрируйтесь!
А
Во-первых, эти впечатляющие машины кажутся сложными для обучения программированию. Разбивая каждую операцию построчно, команду за командой, они не так сложны, как кажутся.
Я объясняю каждый используемый GCode, каждую написанную часть цикла и каждое сделанное движение.
Как и все мои курсы, Пожизненные обновления бесплатны!
Обучение станкам с ЧПУ еще никогда не было таким простым и доступным
Т
его курс обучения станкам с ЧПУ охватывает все, что вам нужно, чтобы уверенно программировать свой токарный станок с ЧПУ
Включает около 30 справочных материалов, которые вы можете сохранить на своем телефоне или распечатать и хранить в своем наборе инструментов.
Замечательный курс, особенно для новичков вроде меня. лаконичный и
прямо к
точка.
Харис
Понятный формат
Павел
Очень интересно и полезно.
Джейкоб
Учебная программа по программированию токарных станков с ЧПУ
- Введение
- Добро пожаловать (1:24)
- Важная информация (1:00)
- Декартова система координат (4:38)
- Заголовок (7:01)
- Линия безопасности (4:16)
- Установка баз (10:29)
- Возвращение домой (9:20)
- Осевые операции
- Скучно (14:54)
- Сверление точка-точка (9:57)
- Циклы сверления G81 и G82 (8:02)
- Циклы сверления G73 и G83 (11:02)
- Постукивание по центральной линии (8:13)
- Отрыв (7:42)
- Шпиндели, плоскости и подпрограммы
- G96 и G97 Управление шпинделем (3:51)
- Рабочие плоскости G17, G18 и G19 (2:36)
- Подпрограммы (3:15)
- Вспомогательный шпиндель (10:55)
- Несколько повторяющихся циклов
- G71 Внешний цикл черновой обработки (12:02)
- G71 Цикл черновой обработки одной линии (7:26)
- G71 Внутренний цикл черновой обработки (8:39)
- Цикл чистовой обработки G70 (6:11)
- G72 Цикл торцевания (4:53)
- Цикл шаблона G73 (4:05)
- G75 Цикл обработки канавок/отрезки (7:27)
- Резьбовая нарезка
- G76 Резьбовая нарезка (9:39)
- G32 / G92 Нарезание резьбы (11:00)
- Внутренняя и левосторонняя нарезка (5:38)
- Приводной инструмент
- Сверление поперек оси (9:40)
- Нарезание резьбы по поперечной оси (7:20)
- Торцевое бурение по оси Z (8:02)
- Нарезание торца по оси Z (7:29)
- Фрезерование по оси Y (12:45)
- Самооценка
- Инструкции по самооценке 1 (1:32)
- Самооценка 1 ответы (14:19)
- Самооценка 2 инструкции (4:40)
- Самооценка 2 ответа (13:34)
- Справочные таблицы
- Полная коллекция загружаемых карт
В этом уроке мы программируем операцию чистового растачивания от начала до конца.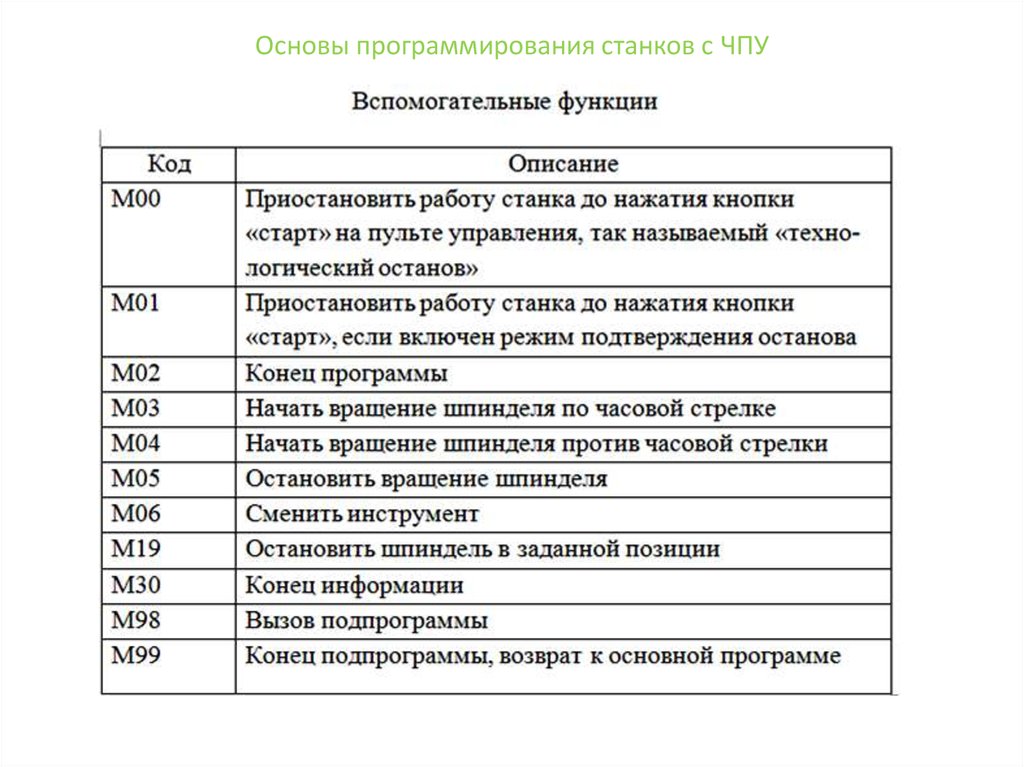
Используя G-код, наиболее распространенный язык программирования для токарных станков с ЧПУ, мы пишем полную последовательность, объясняющую каждый G-код и команду по ходу работы.
Полный курс охватывает все операции, необходимые для программирования вашего токарного станка для изготовления любой вообразимой детали.
Зарегистрируйтесь сейчас, чтобы изучить программирование токарных станков с ЧПУ всего за
$156,00
30-дневная гарантия возврата денег. Бесплатные обновления на всю жизнь!
Зарегистрируйтесь!
Запишитесь на отдельные курсы CNC или получите значительную экономию, записавшись на полный пакет обучения G-Code.
- Более 14 часов предварительно записанных уроков
- ПОЖИЗНЕННЫЙ ДОСТУП ко всем 4 курсам G-Code
- Завершить обучение G-коду
- Легко понять
- Напишите программы ЧПУ, чтобы сделать любую деталь возможной с помощью G-кода
447 долл.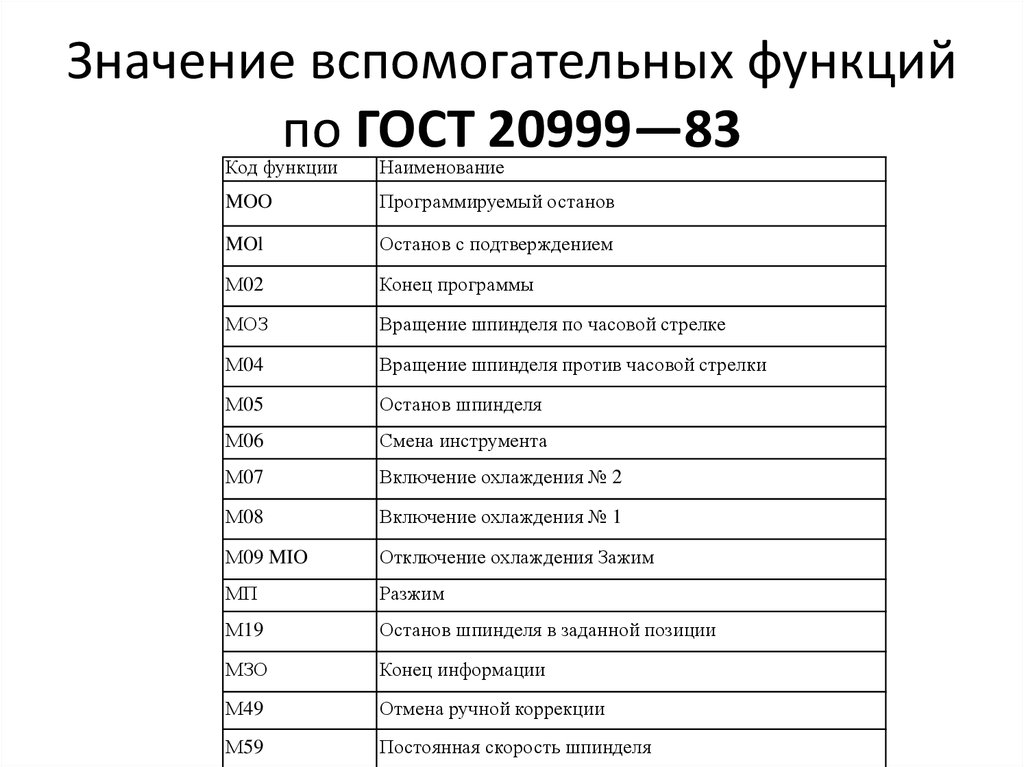 США
США
-
(578 долл. США на пользователя)447 долл. США на пользователя - Базовый курс G-Code
- Программирование фрезерных станков с ЧПУ с помощью курса G-кода
- Курс программирования токарных станков с ЧПУ с G-кодом
- Расширенный курс программирования макросов ЧПУ
- Сертификация GCodeTutor
- Загружаемые раздаточные материалы
- Бесплатные обновления на всю жизнь
- Пожизненный доступ
- Безрисковая 30-дневная гарантия возврата денег
- Более 42 часов обучения работе с ЧПУ
- Все 4 курса G-Code Professional
- 2 курса Fusion 360 CAD/CAM
- 2 хобби-курса (маршрутизатор + 3D-принтер) БЕСПЛАТНО
- 1 Курс математики в механических цехах БЕСПЛАТНО
- 1 курс GD&T БЕСПЛАТНО
749 долларов
-
(1200 долларов за пользователя)749 долларов за пользователя - Базовый курс G-Code
- Программирование фрезерных станков с ЧПУ с помощью курса G-кода
- Курс программирования токарных станков с ЧПУ с G-кодом
- Расширенный курс программирования макросов ЧПУ
- Fusion 360 CAD/CAM для фрезерных станков
- Fusion 360 CAD/CAM для токарных станков
- Измерительное оборудование — (GD&T)
- Курс фрезерного станка с ЧПУ (БЕСПЛАТНО)
- 3D-печать G-кода (БЕСПЛАТНО)
- Математика в механических мастерских (БЕСПЛАТНО)
- Сертификация GCodeTutor
- Загружаемые раздаточные материалы
- Бесплатные обновления на всю жизнь
- Пожизненный доступ
- Безрисковая 30-дневная гарантия возврата денег
- На базе 10 мест
- Более 14 часов предварительно записанных уроков
- ПОЖИЗНЕННЫЙ ДОСТУП ко всем 4 курсам G-Code
- Завершить обучение G-коду
- Индивидуальная комплектация
- С легкостью тренируйте свою команду
2235 долл. США
США
- Доступ ко ВСЕМ 4 курсам G-Code для 10 пользователей
(578 долл. США на пользователя)223 долл. США на пользователя - Базовый курс G-Code
- Программирование фрезерных станков с ЧПУ с помощью курса G-кода
- Курс программирования токарных станков с ЧПУ с G-кодом
- Расширенный курс программирования макросов ЧПУ
- Сертификация GCodeTutor
- Загружаемые раздаточные материалы
- Бесплатные обновления на всю жизнь
- Пожизненный доступ
- Безрисковая 30-дневная гарантия возврата денег
Если на ваш вопрос нет ответа в этом разделе часто задаваемых вопросов, напишите мне на моей странице контактов.
Кто такой GCodeTutor?
GCodeTutor — инженер по программированию станков с ЧПУ по имени Марк, который более 28 лет программирует станки с ЧПУ для аэрокосмической промышленности.
Сколько длится этот курс?
Этот курс длится около 4 часов 30 минут и разбит на небольшие видео продолжительностью от 4 до 12 минут каждое.
Трудно понять?
Программирование токарных станков с ЧПУ не так сложно, как большинство языков программирования. Этот курс предназначен для студентов, которые имеют базовое представление о G-коде, и ему легко следовать.
Безопасен ли платеж?
Мои курсы размещены на Teachable, всемирно известном провайдере курсов.
Они позаботятся о вашей транзакции с помощью своих безопасных платежных систем, которые поддерживают несколько различных способов оплаты.
Я хочу вернуть свои деньги!
Это не проблема. Я предлагаю 30-дневную гарантию возврата денег на все мои курсы, и я верну вам деньги без вопросов.
Каждый раз, когда в курс добавляется новый контент, цена увеличивается
Зарегистрироваться
G-коды G98 и G99
При программировании фрезерного станка с ЧПУ с использованием постоянных циклов станок считывает G-код без учета каких-либо объектов, которые мы могли добавить к компоненту. Например хомуты. Ниже мы рассмотрим метод с использованием G98 и G99, чтобы поднять фрезу над такими препятствиями.
Например хомуты. Ниже мы рассмотрим метод с использованием G98 и G99, чтобы поднять фрезу над такими препятствиями.
G-коды G98 и G99 используются для подъема фрезы на разную высоту во время постоянного цикла на фрезерном станке с ЧПУ.
На токарных станках эти G-коды используются для установки режима скорости подачи, поэтому этот урок посвящен программированию фрезерного станка с ЧПУ.
Когда мы используем G98, станок быстро возвращается в положение Z, установленное в программе, когда мы используем G99, инструмент возвращается в положение, которое мы определяем как R в цикле. Давайте посмотрим, как это достигается на примере цикла зенковки G82.
Давайте посмотрим на цикл G82 из этой программы обработки детали
.
З15.0 М08;
G82 G99 Z-4.0 R1.0 P500 F50.0;
Х20,0;
Г98 Х40.0;
Г99 Х20.0;
Г80;
Этот цикл растачивает четыре отверстия, показанные на схеме.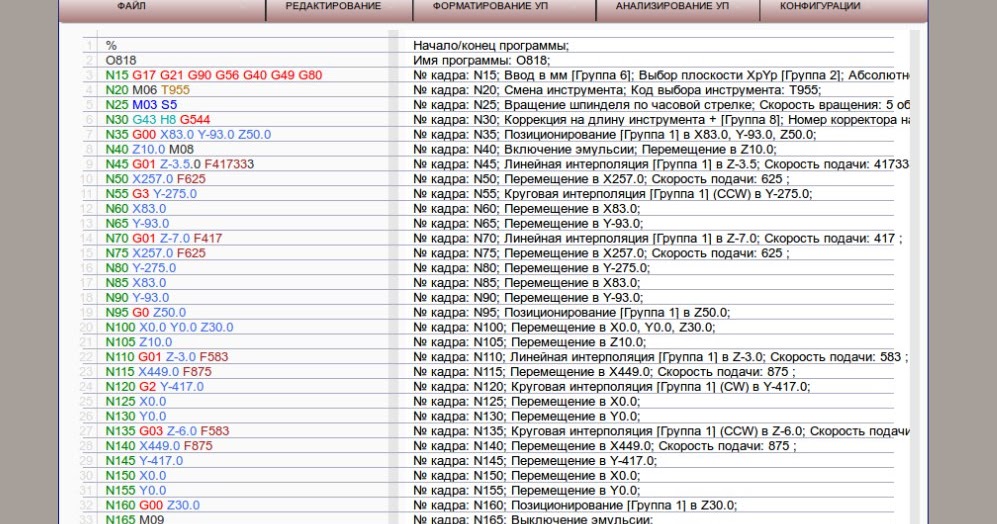 Мы могли бы установить значение отвода выше зажима, и отверстия были бы идеально обработаны, но для ускорения времени цикла нам нужно минимизировать расстояние, на которое сверло отводится между каждым отверстием.
Мы могли бы установить значение отвода выше зажима, и отверстия были бы идеально обработаны, но для ускорения времени цикла нам нужно минимизировать расстояние, на которое сверло отводится между каждым отверстием.
Как вы, наверное, догадались, мы делаем это с помощью G9.G-коды 8 и G99
Если мы удалим G98, G99 и значение R (значение отвода) из программы, станок по умолчанию будет отводиться в положение Z15.0, которое мы определили в первой строке.
Я беру нашу исходную позицию Z за верхнюю часть компонента, чтобы она возвращалась на 15 мм над поверхностью после изготовления каждой цековки.
Это перемещение на 14 мм для каждого отверстия, что приводит к потере времени обработки только потому, что зажим находится между вторым и третьим отверстиями. Это может показаться немного, когда мы обрабатываем всего четыре отверстия, но представьте, сколько времени теряется при сверлении более 100 отверстий!
Вот описание этой программы построчно
Z15.0 М08;
Сначала опускаем сверло на 15мм над поверхностью материала и включаем СОЖ с М08
G82 G99 Z-4.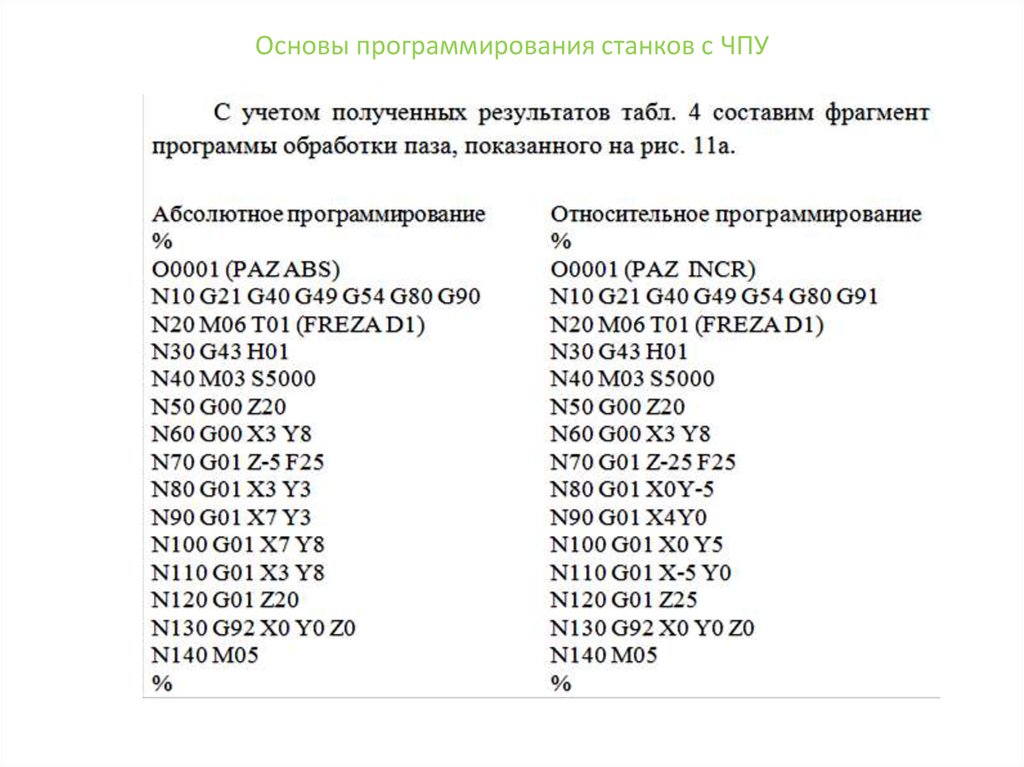 0 R1.0 P500 F50.0;
0 R1.0 P500 F50.0;
Эта строка устанавливает наш постоянный цикл зенковки с помощью G82 и задает движение к нашему отверстию с помощью G99, это сообщает станку, что после того, как первое отверстие будет просверлено, необходимо отвести его до значения R1.0, а не до Z15.0, заданного строкой выше. .
Z-4.0 — это глубина зенковки.
Значение P500 — это время задержки, установленное на 500 миллисекунд, которое происходит, когда сверло достигает дна отверстия.
F — наша скорость подачи в мм/мин.
Х20,0;
Это расстояние от первого отверстия до второго по оси X, оно принимается как пошаговое перемещение и может включать в себя перемещение по оси Y и необязательную глубину по оси Z, если глубина отверстия отличается от первой. Код G99 по-прежнему активен, начиная с строки выше, поэтому сверло будет втягиваться на 1,0 мм над поверхностью, как определено значением R.
G98 X40.0;
Эта линия просверливает наше третье отверстие на 40 мм в положительном направлении по оси X.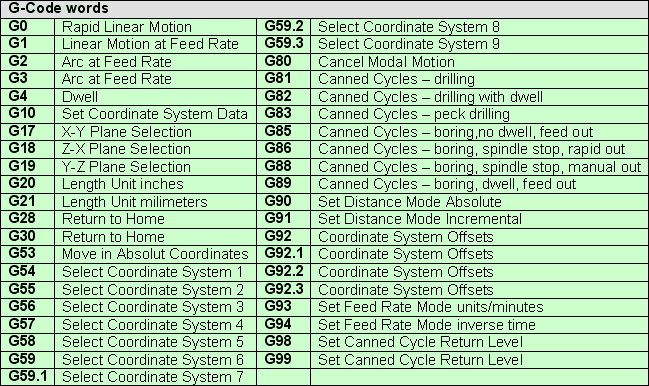
Всего комментариев: 0