Прижимы для заготовки: Прижимы для заготовок под ЧПУ 3018
Содержание
Прижимы для заготовок под ЧПУ 3018
arelav
Загрузка
17.10.2020
9131
Применение
Подпишитесь на автора
Подписаться
Не хочу
16
Эти прижимы я сделал для моего нового маленького станочка ЧПУ 3018, также они могут подойти и для других профильных столов да и не только. К примеру многие используют «жертвенный стол» поверх профильного, в котором либо созданы резьбовые отверстия, либо вставки в них с резьбой и тд. Но я представил вариант под паз… И все что нужно подобрать для совместимости других профильных столов — это Т-Гайка. У данного же станочка паз профиля аналогичен станочному профилю 40х40. Т-Гайки под этот профиль бывают под разную резьбу, я же выбрал М4. Также для удобства установки прижимов я закрепил гайки с резьбовыми шпильками при помощи эпоксидной смолы. Конечно же существуют и Т-Болты, но я не встречал в таком размере под М4, или плохо искал. ..
..
Прижимы двусторонние, как видите их можно использовать для разной высоты заготовки:
И немного слов про сам станочек 3018… Несколько недель назад я собирался построить подобный станок из имеющихся компонентов, но некоторые все же нужно было заказать, а также я посматривал именно на эту модель из расчета купить и доработать. Ведь создание с нуля как правило обходится дороже чем купить готовый (из личного опыта), но получаешь в результате то что хочешь. И как только я собрался уже заказывать запчасти, как вдруг получил письмо от Banggood с предложением о сотрудничестве, и самое интересное, что речь шла как раз про ЧПУ. В результате переговоров мне было предложено выбрать в определенном диапазоне цен станок для моего хобби и мы сошлись на данной модели, за что я им очень признателен. Также не шла речь об хвалебных трелях на тему как прекрасен станок и в таком духе. Мы обстоятельно обговорили этот вопрос понимая что в борьбе за рынок, производители пытаются сделать продукцию наиболее конкурентноспособной в ценовом диапазоне и при этом им приходится использовать максимально недорогие комплектующие. И тем не менее данная модель меня вполне устраивает для моих задач и разве что с некоторыми техническими поправками, которые я внесу немного позже и Вы сможете это увидеть. На текущий момент у меня много в планах штучек по модернизации и аксессуарам к нему… На данном этапе я пока всего-лишь собрал его и сделал первый аксессуар которым и делюсь с Вами.
И тем не менее данная модель меня вполне устраивает для моих задач и разве что с некоторыми техническими поправками, которые я внесу немного позже и Вы сможете это увидеть. На текущий момент у меня много в планах штучек по модернизации и аксессуарам к нему… На данном этапе я пока всего-лишь собрал его и сделал первый аксессуар которым и делюсь с Вами.
Модель и ссылки как всегда здесь: https://www.thingiverse.com/thing:4626219
чпу
3018
прижимы
Подпишитесь на автора
Подписаться
Не хочу
16
Комментарии к статье
Еще больше интересных статей
5
Подпишитесь на автора
Подписаться
Не хочу
Предисловие. Для чего это используется.Краткое описание роботизированной доильной установки….
Для чего это используется.Краткое описание роботизированной доильной установки….
Читать дальше
spc
Загрузка
24.10.2022
513
4
Подпишитесь на автора
Подписаться
Не хочу
В общем, у давным-давно купленного аспиратора Baby-Vac начали потихоньку рассыпаться детали. По-моем…
Читать дальше
146
Подпишитесь на автора
Подписаться
Не хочу
3D печать, как вид деятельности, дает возможность создавать не только декоративные поделки и игрушки…
Читать дальше
Прижим Leigh Surface Hold Down (крепление в отверстие)
Применение:
Прижим Leigh Bench Hold-Down предназначен для прижима заготовок на верстаках, приспособлениях и станках.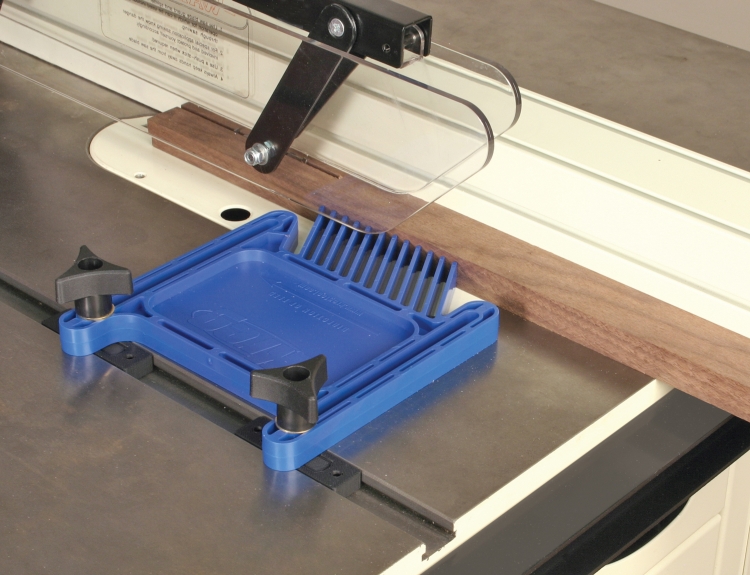
Прижимы надежно фиксируют заготовки различной толщины — прижимаемые заготовки могут быть как толстыми, так и тонкими, прижимы в любом случае работают надёжно.
Отлично подойдут при шлифовке, долблении строгании фальцев и калёвок, склейке изделий — во всех случаях, когда требуется закрепить заготовку на поверхности рабочего стола.
Отлично подойдут для фиксации шипорезных приспособления на верстаке — поворот рукоятки прижими и основание шипорезки надёжно зафиксировано.
Описание:
Коромысло прижима снабжено пластиковыми накладками, которые не повреждают и не пачкают зажимаемое изделие или заготовку.
Прижимы создают большое усилие, которое можно очень плавно и точно дозировать — рукоятка прижима располагается на резьбовой шпильке с шагом резьбы 1,5 мм, проставочная ступенчатая шайба под рукояткой позволяет этот шаг разбить ещё на 2 — таким образом можно очень точно установить необходимое усилие прижима.
Прижимы выпускаются в 2-х модификациях:
прижимы Leigh Bench Hold-Down с креплением в отверстиях верстака (Данная модель)
прижимы Leigh Bench Hold-Down с креплением к поверхности (доступно под заказ)
Прижим Leigh Bench Hold-Down с креплением в отверстиях верстака надежно устанавливаются в отверстия верстака 3/4″ (19мм)..jpg)
Они отлично подойдут при шлифовке, долблении строгании фальцев и калёвок, склейке изделий — во всех случаях, когда требуется закрепить заготовку на поверхности рабочего стола.
Также прижимы отлично подойдут для фиксации шипорезных приспособления на верстаке — поворот рукоятки прижими и основание шипорезки надёжно зафиксировано.
Для изготовления отверстий диаметром 19мм отлично подойдет как перовое сверло так и сверло форснера.
Комплект состоит из 1-го прижима и 2- специальных петель.
Дополнительно могут быть приобретены поштучно стальные петли крепления, чтоб одни и те же прижимы можно было использовать в разных местах верстака или мастерской.
Для установки петли в необходимом месте верстака необходимо сделать углубление диаметром 38 мм и глубиной 8 мм, которое можно легко выполнить сверлом форстнера.
Прижимы продаются по 1 шт.
Производство — Leigh (Канада)
Рекомендация «Арсенал Мастера РУ»:
Рекомендуем к покупке, доставим по всей России.
Полезная информация:
Вторым вариантом исполения прижимов Leigh Bench Hold-Down являются аналогичные прижимы, крепящиеся не в отверстиях верстака, а в специальных петлях, которые идут в комплекте. Замечательным свойством этих прижимов является то, что их можно закрепить в стандартном пазу шириной 1/4″ или 3/4″, которыми оснащены большинство пильных, фрезерных, сверлильных и других станков:
Видео:
Отзывы о Прижим Leigh Surface Hold Down (крепление в отверстие) BHDC1 М00010330
Отзывов пока не было. Вы можете оставить его первым
Зажимная техника | ЦЕРАТИЗИТ | WNT
Зажимная технология известна как фиксация заготовки или инструмента, с помощью которого заготовка затем может быть обработана. Зажимное устройство должно жестко зажимать заготовку, т. е. максимально без вибрации, не деформируя ее. Установка должна обеспечивать высокую воспроизводимость, быть быстрой и простой в использовании, универсальной, легко заменяемой и, в идеале, не слишком дорогой.
Установка должна обеспечивать высокую воспроизводимость, быть быстрой и простой в использовании, универсальной, легко заменяемой и, в идеале, не слишком дорогой.
Когда технология зажима повышает производительность?
Идеальный сценарий зажима заготовки сокращает время на переналадку и тем самым повышает производительность. Только за счет отличного обращения с заготовками во время зажима и гибкой модернизации зажимной техники можно регулярно повышать производительность не менее чем на 30 процентов, а в отдельных случаях до 90 процентов. Стандартизированные решения, которые не только точно адаптированы к конкретной заготовке, но и являются универсальными, также позволяют сократить расходы на закупку и хранение.
Каковы тенденции в технологии зажима заготовок?
- Усиление обработки композитных материалов, легких компонентов, тонкостенных и миниатюрных компонентов
- Меньшие размеры партий за счет расширения возможностей настройки заготовок
- Полностью автоматизированные производственные процессы и надежный мониторинг процессов
- Автоматическое оснащение заготовок
- Объединение в сеть и уникальная идентификация компонентов зажимной техники
- Внедрение сенсорных систем для записи и передачи данных
- Онлайн-конфигураторы для зажимных компонентов
Погрузка и разгрузка в промышленности становится все более автоматизированной; Технология зажима заготовки представляет собой решающий фактор безопасности процесса и должна быть оснащена комплексной системой датчиков. Только таким образом можно автоматически проверять и регулировать давление зажима. Если усилие зажима падает или возникают вибрации, параметры обработки могут быть автоматически отрегулированы для обеспечения надежного процесса и максимальной эффективности. Для этого необходимы различные варианты контроля и бесперебойная связь между зажимным устройством и станком.
Только таким образом можно автоматически проверять и регулировать давление зажима. Если усилие зажима падает или возникают вибрации, параметры обработки могут быть автоматически отрегулированы для обеспечения надежного процесса и максимальной эффективности. Для этого необходимы различные варианты контроля и бесперебойная связь между зажимным устройством и станком.
Какие преимущества предлагает система зажима с нулевой точкой?
Заготовки, зажимные устройства и приспособления могут быть зажаты за одну операцию с точной воспроизводимостью путем определения контрольной точки. Производительность повышается, если дополнительные заготовки вне станка устанавливаются на соответствующую систему зажима, пока станок обрабатывает заказ. Как только этот порядок выполнен, система зажима может быть удалена, а следующая заготовка помещена в систему зажима с нулевой точкой. Машина может немедленно запустить следующую программу, поэтому время простоя сокращается.
В современных пятикоординатных обрабатывающих центрах или токарно-фрезерных станках заготовка также должна быть надежно закреплена, не препятствуя свободному доступу к заготовке со всех осей. Зажимные башни и зажимные кубы очень эффективно справляются с этой задачей. Они позволяют одновременно обрабатывать несколько заготовок, требующих одинаковой настройки зажима.
Если зажимные башни снова оснащены зажимными болтами с нулевой точкой, вся башня может быть установлена вне станка, в то время как заготовки обрабатываются на другой стойке станка. Затем комплектные зажимные башни заменяются, позиционируются и фиксируются с помощью системы зажима с нулевой точкой в кратчайшие сроки. В качестве альтернативы заготовки могут быть предварительно установлены на поддоны, а затем закреплены в зажимной башне.
Заметной тенденцией является сочетание различных методов зажима. Технология зажима с нулевой точкой часто составляет основу и дополняется гидравлическими, магнитными или пневматическими системами в виде гибкой модульной системы.
Зажимная стойка с тремя системами зажима с нулевой точкой. На систему зажима с нулевой точкой устанавливаются различные тиски.
У вас есть вопросы относительно наших систем зажима заготовок?
Наш центр обслуживания клиентов работает с понедельника по пятницу с 8:00 до 17:00 (EST)
Соединенные Штаты Америки
📞+1-800-783-2280
📧 [email protected]
Канада
📞 1-904-551-1743
📧 Customerservice.canada @canadadadadadadadadadadadadadadaDaDADADADADADADADADADADADATADADADADADADADADADADADADADADADADADADADADA. .com
Как работают отдельные зажимные системы?
Зажимные элементы можно разделить на механические, гидравлические, вакуумные или магнитные зажимные элементы в зависимости от того, каким образом они прикладывают зажимное усилие:
Механические зажимные элементы
Механические зажимные элементы требуют трудоемкого и точного зажима, но также обеспечивают высокое зажимное усилие благодаря самоблокировке зажимных элементов.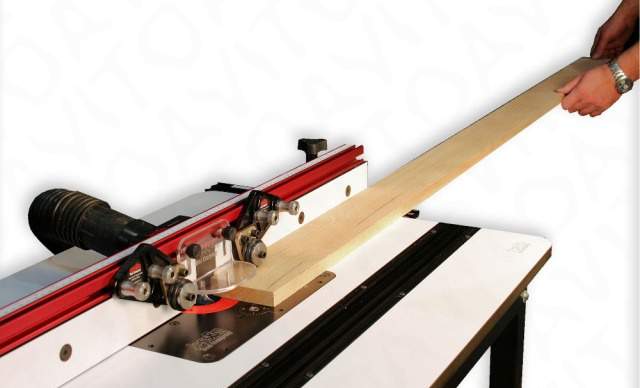 К механическим зажимным элементам относятся эксцентриковые рычаги, станочные тиски, столы для наклона или делительные поворотные столы. Тумблеры работают с тремя соединениями. Если они выровнены друг с другом, рычаг больше не может быть отброшен противодействующей силой — происходит самоблокировка. Быстроразъемные зажимы работают по тому же принципу за более короткое время и с меньшим усилием. Они подходят для использования в устройствах для сварки, сверления и контроля. У эксцентриковых зажимов центр кривой зажима смещен от центра. Поэтому они подходят для токарных устройств, но в меньшей степени для фрезерных устройств, поскольку во время фрезерования возникают более сильные вибрации, чем может выдержать зажимная установка.
К механическим зажимным элементам относятся эксцентриковые рычаги, станочные тиски, столы для наклона или делительные поворотные столы. Тумблеры работают с тремя соединениями. Если они выровнены друг с другом, рычаг больше не может быть отброшен противодействующей силой — происходит самоблокировка. Быстроразъемные зажимы работают по тому же принципу за более короткое время и с меньшим усилием. Они подходят для использования в устройствах для сварки, сверления и контроля. У эксцентриковых зажимов центр кривой зажима смещен от центра. Поэтому они подходят для токарных устройств, но в меньшей степени для фрезерных устройств, поскольку во время фрезерования возникают более сильные вибрации, чем может выдержать зажимная установка.
Тиски механические одинарные
Тиски машинные используются для зажима заготовок малых и средних размеров в единичном и мелкосерийном производстве. По сравнению с другими системами, они гораздо менее сложны, требуют меньше обслуживания и просты в использовании.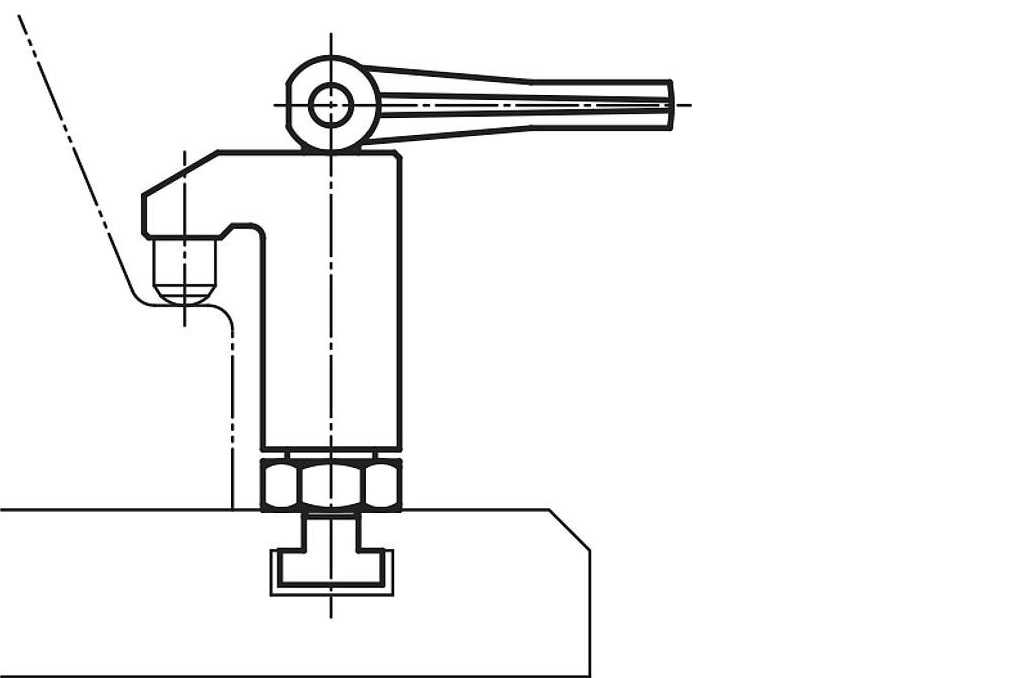 По этой причине они являются хорошим и доступным решением для многих стандартных задач.
По этой причине они являются хорошим и доступным решением для многих стандартных задач.
Пневматические зажимные элементы
Пневматические зажимные цилиндры обеспечивают быстрое закрытие и открытие зажимного устройства. Однако из-за низкого допустимого рабочего давления они не создают больших зажимных усилий, а из-за отскока воздуха они поддаются в случае перегрузки. Если этого необходимо избежать, мы рекомендуем комбинировать пневматический зажим с самоблокирующимся шарнирно-рычажным зажимом.
Гидравлические зажимные элементы
Гидравлические зажимные элементы обеспечивают высокое зажимное усилие и быстро создают зажимное усилие. Они универсальны и могут также использоваться для заготовок сложной формы. Зажимная установка чрезвычайно жесткая, но может управляться автоматически и обеспечивает одинаково высокое усилие зажима во всех точках зажима.
Магнитные зажимные устройства
Магнитные зажимные устройства фиксируют заготовку на постоянно магнитных или электромагнитных зажимных пластинах. Это означает, что заготовка сложной формы может быть закреплена более легко. Однако электромагнитные зажимные пластины во время работы могут выделять отходящее тепло, которое может деформировать заготовку. Чтобы предотвратить это, оба типа магнита можно комбинировать. После обработки детали необходимо размагнитить. Магнитные зажимные пластины и магнитные патроны используются при фрезеровании, точении, электроэрозионной и шлифовальной обработке. Преимущество магнитных зажимных элементов заключается в большом, определяемом, концентрированном усилии зажима при сравнительно низком потреблении энергии и требованиях к техническому обслуживанию.
Это означает, что заготовка сложной формы может быть закреплена более легко. Однако электромагнитные зажимные пластины во время работы могут выделять отходящее тепло, которое может деформировать заготовку. Чтобы предотвратить это, оба типа магнита можно комбинировать. После обработки детали необходимо размагнитить. Магнитные зажимные пластины и магнитные патроны используются при фрезеровании, точении, электроэрозионной и шлифовальной обработке. Преимущество магнитных зажимных элементов заключается в большом, определяемом, концентрированном усилии зажима при сравнительно низком потреблении энергии и требованиях к техническому обслуживанию.
Технология вакуумного зажима
С помощью технологии вакуумного зажима можно также зажимать тонкие и эластичные материалы. Эти зажимные устройства используются в основном при обработке дерева и пластмассы и вступают в свои права, когда аддитивное производство с использованием пластмасс сочетается с (последующей) механической обработкой. Однако мощные вакуумные зажимные системы также используются при металлообработке и особенно бережно относятся к заготовке, особенно при обработке алюминия и других цветных металлов.
Однако мощные вакуумные зажимные системы также используются при металлообработке и особенно бережно относятся к заготовке, особенно при обработке алюминия и других цветных металлов.
Зажимы – зажимы и зажим
Вернуться на главную страницу
вернуться к заготовке
Т-образные пазы
Все традиционные фрезерные станки используют Т-образные пазы по всей длине фрезерного стола для удержания заготовки или какого-либо устройства, которое используется для удержания заготовки. Одним из вариантов является использование резьбовых отверстий, в которые затем можно вставить шпильки. Это может быть полезной альтернативой самодельным удерживающим устройствам, потому что сверление отверстий и нарезание в них резьбы может быть проще, чем фрезерование Т-образных пазов.
Т-образные пазы на фрезерном столе 729
На фотографии выше видно, что область, в которой находятся Т-образные пазы, закрыта, т. е. охлаждающая жидкость на столе задерживается и может быть отведена из сборного резервуара. В этом случае максимальная длина Т-образной гайки ограничена длиной пространства, показанного выше. На небольших фрезерных столах Т-образный паз проходит от одного края стола до противоположного края.
В этом случае максимальная длина Т-образной гайки ограничена длиной пространства, показанного выше. На небольших фрезерных столах Т-образный паз проходит от одного края стола до противоположного края.
Т-образные гайки и шпильки
Если на фрезерном столе есть Т-образные пазы, то традиционный метод удержания заготовок или устройств, которые могут удерживать заготовки, — использование Т-образных гаек. Они поместятся в Т-образный паз. В них будет резьбовое отверстие, в которое можно будет вставить кусок шпильки или стержень с резьбой на обоих концах.
Т-образная гайка 217
Может использоваться для крепления зажима или болта тисков и т. д. к фрезерному столу.
Гайка должна быть достаточно большой, чтобы в полной мере использовать прочность удерживающего ее металла, но при этом она должна быть достаточно свободной, чтобы легко скользить по пазу, даже если на дне гайки осталось небольшое количество стружки. Т-образный паз. Для стола метровой длины гайка должна быть длиной около 30 мм. Для стола длиной около 1/2 метра достаточно прочной гайки длиной около 15 мм.
Для стола длиной около 1/2 метра достаточно прочной гайки длиной около 15 мм.
Часто резьба на нижней части Т-образной гайки портится преднамеренно, поэтому шпилька не может пройти до конца.
При покупке полного набора насадок для зажима в него входят специально изготовленные шпильки различной длины. Но любая шиповка будет работать отлично. Обычно используемые шпильки или шпильки должны быть самого большого диаметра из стандартного размера материала, который будет соответствовать пазам на фрезерном столе.
Везде, где используется Т-образная гайка и шпилька, на другом конце будет шайба и гайка.
Т-образная гайка может быть установлена только с конца Т-образного паза. Однако можно сделать Т-образную гайку в форме ромба. Дело в том, что в одну сторону; его поперечное сечение соответствует Т-образному пазу. С другой стороны, он достаточно узкий, чтобы его можно было поместить в Т-образный паз.
Фигурная ромбовидная Т-образная гайка
Ромбовидная Т-образная гайка не может быть затянута так сильно, как обычная Т-образная гайка того же размера. Он не будет работать в круглых Т-образных пазах.
Он не будет работать в круглых Т-образных пазах.
Т-образные гайки легко изготовить. Штифты, как метрические, так и имперские, можно очень дешево купить в большинстве магазинов DIY. Гайки и шайбы очень дешевые. Это ложная экономия – не иметь их в большом количестве под рукой.
Некоторые зажимные приспособления, которые обычно устанавливаются на фрезерном столе, могут иметь прорези, которые слишком малы для установки самых больших болтов, подходящих для фрезерного стола. В этом случае либо прорези на устройстве могут быть фрезерованы для болта большего размера, либо могут использоваться специальные Т-образные гайки, которые должным образом подходят к фрезерному столу, но для которых требуется меньший размер шпильки.
Например, блоки 1-2-3 могут иметь только шпильки диаметром 10 мм, но может быть полезно закрепить их на фрезерном столе с пазами 12 мм. Нужны Т-образные гайки под паз 12 мм, но с резьбой 10 мм.
Преимущество использования Т-образных гаек и шпилек
Основное преимущество использования Т-образных гаек и шпилек заключается в том, что требуется очень мало Т-образных гаек, а шпильки дешевы и могут быть легко изготовлены любой требуемой длины. Но это означает, что пользователь постоянно перерабатывает Т-образные гайки. Далее будет видно, что очень полезно иметь болты очень определенной длины для крепления некоторых устройств. Кроме того, на некоторых устройствах, таких как зажимы, можно сэкономить много времени, если оставить зажимы с последним использованным болтом. Для этого потребуется много Т-образных гаек.
Но это означает, что пользователь постоянно перерабатывает Т-образные гайки. Далее будет видно, что очень полезно иметь болты очень определенной длины для крепления некоторых устройств. Кроме того, на некоторых устройствах, таких как зажимы, можно сэкономить много времени, если оставить зажимы с последним использованным болтом. Для этого потребуется много Т-образных гаек.
Иногда полезно использовать отверстия в заготовке, чтобы прикрепить ее к зажимному устройству. В то же время может возникнуть необходимость фрезеровать отверстия в заготовке даже там, где может быть болт. Все это нужно делать, не перемещая заготовку. Одним из преимуществ использования Т-образных гаек и болтов является то, что ими можно зажать заготовку в определенном месте во время фрезерования. После этого можно снять болт, оставив гайку под ним. Можно даже заменить болт позже, используя Т-образную гайку под заготовкой.
Цилиндрические болты – альтернатива Т-образным гайкам
В качестве альтернативы можно сделать комбинированную тавровую гайку и шпильку, используя скругленный болт, головка которого выточена и отфрезерована для соответствия прорези. Их также можно купить в других размерах, чтобы при необходимости они соответствовали Т-образным пазам любого другого размера.
Их также можно купить в других размерах, чтобы при необходимости они соответствовали Т-образным пазам любого другого размера.
модифицированный продольный болт 260
Головка сначала поворачивается так, чтобы глубина соответствовала прорези. Затем болт удерживается в блоке с резьбой, который можно затянуть, чтобы удерживать болт.
Приспособление для удержания болта при обработке 237
Это приспособление необходимо затянуть на удивление туго, чтобы болт не сползал во время фрезерования.
С его помощью стороны болта могут быть отфрезерованы по ширине Т-образных пазов.
Также можно просто зачистить стороны квадратной части хвостовика, которая местами может быть немного больше номинальной ширины болта.
Подобные болты также доступны в продаже.
Зажимной болт 624
При отсутствии болтов с шестигранной головкой
Обычно нецелесообразно использовать болты с шестигранными головками, поскольку количество металла под краями паза слишком мало, и это может создать слишком большую нагрузку на эти края. Это может повредить край Т-образного паза, но может даже просто сломать часть Т-образного паза. Это предотвращает свободное скольжение чего-либо по прорези. Кроме того, в отличие от Т-образной гайки или модифицированного корешкового болта, ничто не мешает ему вращаться в пазу.
Это может повредить край Т-образного паза, но может даже просто сломать часть Т-образного паза. Это предотвращает свободное скольжение чего-либо по прорези. Кроме того, в отличие от Т-образной гайки или модифицированного корешкового болта, ничто не мешает ему вращаться в пазу.
Даже если шестигранная головка подходит для Т-образного паза, длина головки короче, чем у Т-образного паза, поэтому напряжения на Т-образном пазе будут выше.
Силы на Т-образных пазах
С Т-образной гайкой и шпилькой или с комбинированной гайкой и шпилькой, т.е. с модифицированным квадратным болтом, при его использовании могут возникнуть две возможные ситуации. Во-первых, шпилька проходит через Т-образный паз, а затем через металл, будь то заготовка или удерживающее устройство, окружающее шпильку. Затем идет шайба, за которой следует гайка.
зажим – случай 1 – 522
В этом случае очевидно, что возможное усилие зажима ограничивается не пределом прочности на растяжение материала фрезерного стола, а его пределом прочности на сжатие, который значительно превышает предел прочности на растяжение шпилька.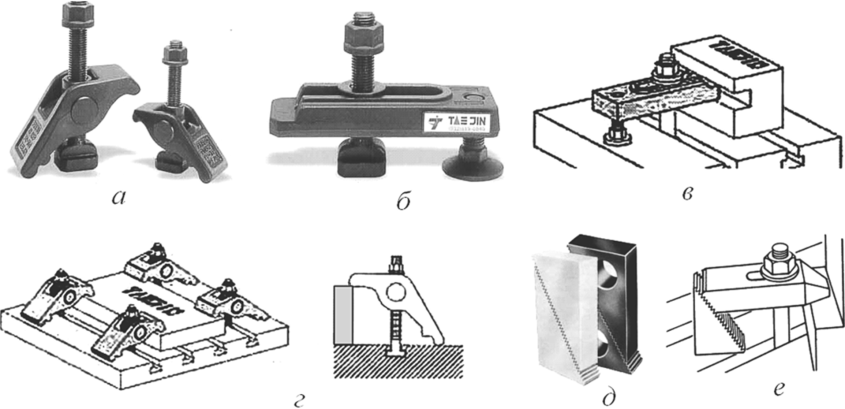 Это тот случай, когда к фрезерному столу крепятся тиски. Его можно затянуть очень туго, не опасаясь что-нибудь сломать. Две защемленные таким образом поверхности можно считать неподвижными.
Это тот случай, когда к фрезерному столу крепятся тиски. Его можно затянуть очень туго, не опасаясь что-нибудь сломать. Две защемленные таким образом поверхности можно считать неподвижными.
Вторая ситуация возникает, когда заготовка или зажимное приспособление не окружают цапфу. Это тот случай, когда Т-образная гайка, болт и т. д. используются для удержания зажима. В этом случае сила стремится тянуть край Т-образного паза вверх. Стороны Т-образного паза подвергаются очень большой растягивающей силе. Учитывая, что он, вероятно, сделан из чугуна, а болт сделан из стали, это означает, что есть риск сломать часть Т-образного паза.
Зажим – корпус 2 – 523
В этом случае гайку можно затягивать с умеренным усилием. В некоторых обстоятельствах все, что удерживается таким образом, может быть вынуждено двигаться. Это может произойти, например, если фреза ударится о зажим.
Т-образные пазы под прямым углом
Некоторые устройства, например поворотный стол, могут иметь два набора Т-образных пазов, пересекающихся друг с другом под прямым углом.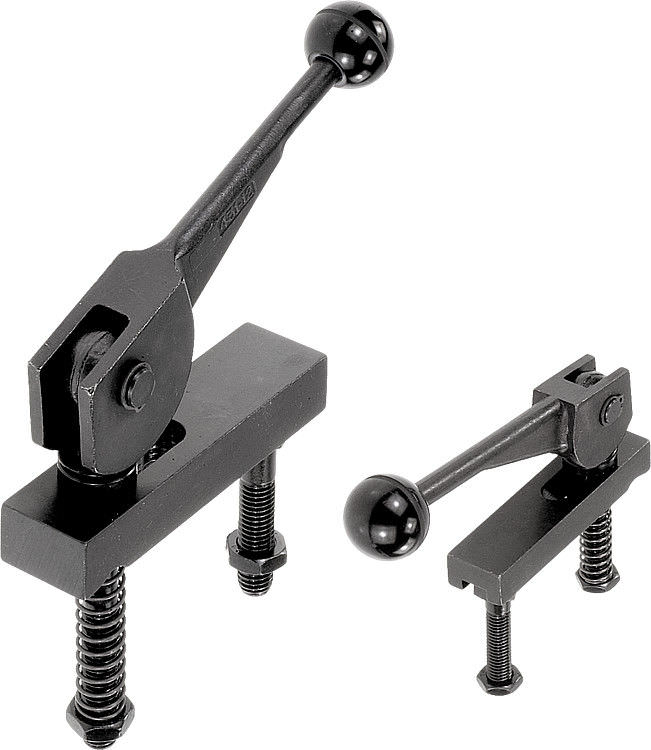 Легко видеть, что металл на углу двух таких пазов имеет гораздо меньшую прочность, чем на краю одного Т-образного паза. Это подтверждается тем, сколько раз можно увидеть эти углы обломанными.
Легко видеть, что металл на углу двух таких пазов имеет гораздо меньшую прочность, чем на краю одного Т-образного паза. Это подтверждается тем, сколько раз можно увидеть эти углы обломанными.
рис проблема с пересекающимися Т-образными пазами
По возможности постарайтесь не использовать Т-образную гайку на этом этапе.
Использование длинных болтов
Поскольку любые болты, используемые для зажима, становятся длиннее, становится возможным скручивание заготовки, чего не происходит, когда болты короткие.
Использование длинных болтов – 508
Длинные болты по-прежнему будут удерживать заготовку. Что необходимо, так это какой-то способ остановить вращение заготовки, который не зависит от этих болтов. Это может быть, например, ограждение или ограждения поверхностей заготовки на уровне поверхности фрезерного стола.
Крепление заготовки к фрезерному столу
Иногда в заготовке имеются отверстия, которые можно использовать для ее болтового крепления к фрезерному столу.
Использование существующего отверстия в заготовке для зажима 48
Если отверстие большое, можно использовать более длинный зажим. Если он очень большой, его можно зажать изнутри отверстия.
Как будет объяснено позже, почти без исключения требуется как минимум два зажима.
Поверхностные зажимы
Если в заготовке нет отверстий, чтобы ее можно было прикрутить к фрезерному столу, альтернативой является зажим.
Поверхностный зажим представляет собой форму рычага. Зажим – это рычаг. Один конец упирается в заготовку. Дальний конец опирается на точку опоры, и сила прикладывается вниз между этими двумя точками. То, как может работать рычаг, приводит к классификации, в которой описанный здесь зажим является представителем третьего класса рычагов
Рис. 212 — третий класс рычагов — 1013
В этом классе рычагов усилие на поверхности заготовки всегда меньше, чем усилие, прилагаемое, т. е. при затяжке болта.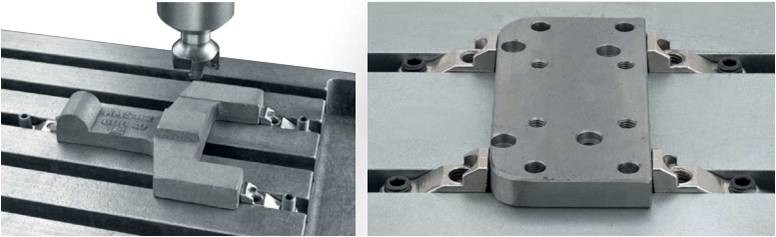 По мере того, как болт перемещается вблизи точки опоры, выходное усилие, то есть усилие зажима, резко уменьшается. Поэтому болт всегда размещают как можно ближе к точке, где зажим касается заготовки. Это означает, что зажим обычно зажимает заготовку около одного из ее краев, а болт/шпилька находится как можно ближе к точке зажима.
По мере того, как болт перемещается вблизи точки опоры, выходное усилие, то есть усилие зажима, резко уменьшается. Поэтому болт всегда размещают как можно ближе к точке, где зажим касается заготовки. Это означает, что зажим обычно зажимает заготовку около одного из ее краев, а болт/шпилька находится как можно ближе к точке зажима.
Там, где зажим касается заготовки, он никогда не должен подниматься вверх по направлению к точке зажима. Этому есть две причины. Во-первых, если он наклонен вверх, то при движении заготовки зажим зажима ослабевает, а потом, конечно, его вообще ничего не держит. Во-вторых, чем меньше угол, тем больше площадь контакта. Конечно, сила, удерживающая заготовку, одинакова на любой площади, поэтому сопротивление боковому скольжению одинаково независимо от площади. Сопротивление вращению больше, но, как будет видно, для его предотвращения используются другие методы. Снижается риск пометить или деформировать заготовку.
Поскольку зажим никогда не должен наклоняться вверх и редко бывает идеально горизонтальным, он должен слегка наклоняться вниз по направлению к заготовке.
Необходимое количество зажимов
В общем, если ничего больше не используется для удержания заготовки, то, чтобы предотвратить любое возможное вращение заготовки, минимум два зажима или их эквивалент необходимы для удержания заготовки при фрезерование. Очевидно, что если оба зажима были зажаты в одной и той же точке, высок риск вращения – как правило, чем дальше друг от друга находятся две точки зажима, тем ниже риск вращения.
Типы зажимов
Зажим может быть плоским или изогнутым. Если она плоская, по указанной выше причине высота точки опоры будет немного выше, чем точка контакта с заготовкой. В качестве альтернативы, если зажим изогнут соответствующим образом, точкой опоры может быть фрезерный стол.
Плоский зажим – 525
Если конец плоского зажима имеет форму, показанную на рисунке, то угол, под которым зажим может воздействовать на заготовку и обеспечивать хороший контакт, значительно увеличивается.
Модифицированный зажим 333
Изогнутые зажимы
Рис.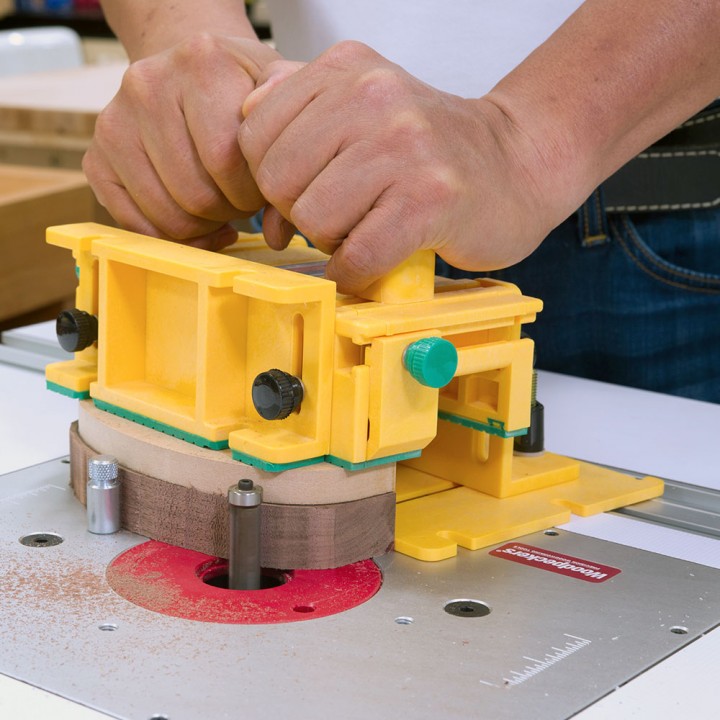 215 — изогнутый зажим
215 — изогнутый зажим
Если зажимы типа «лебединая шея», то одиночный зажим подойдет для значительной разницы в толщине заготовки. У таких зажимов один конец оказывает давление непосредственно на фрезерный стол. Очень важно, чтобы он имел какие-то средства распределения давления по небольшой площади, чтобы не повредить стол.
768 однокомпонентный хомут 2
Рис. 216 – хомут со средствами распределения давления
Наиболее гибким и экономичным типом зажима является плоский зажим, предназначенный для использования со ступенчатым блоком.
215 зажим со ступенчатым блоком
Ступенчатые блоки можно использовать только с зажимом, имеющим такой же ступенчатый конец.
Если эти хомуты покупаются, они обычно закалены. Если необходимо их обработать, например, для расширения паза, то их можно обработать твердосплавными пластинами.
Альтернативой использованию ступенчатых блоков для регулировки высоты зажима является установка зажима с помощью болта с резьбой, который устанавливает высоту. Болт может быть ввернут или вывинчен из зажима по мере необходимости.
Болт может быть ввернут или вывинчен из зажима по мере необходимости.
Альтернативный зажим 2 – 560
Обратите внимание, что зажим можно регулировать только с помощью ручки. Достаточную затяжку можно произвести только с помощью гаечного ключа, затягивающего гайку.
Одним из преимуществ этого метода является то, что стержень представляет собой одно целое с зажимом, и его проще установить. Если хомут имеет такой шарнир и, насколько это возможно, удерживается собственным болтом, шайбой и гайкой, то хомут — это всего лишь один компонент, всегда готовый к использованию, не требующий дополнительных усилий.
Обратите внимание, что при использовании встроенного болта важно, чтобы усилие, прилагаемое для зажима, прикладывалось к гайке, а не к шарниру. Это связано с тем, что если поворотный элемент повернется, он может оставить след на столе. Один из способов предотвратить это — сделать нижнюю часть опоры из латуни или бронзы.
Размер зажима
Размер используемого зажима обычно определяется следующим образом. Болт должен быть наибольшего размера, который подходит к Т-образному пазу. Тогда зажим должен быть с самым узким пазом, подходящим для болта. Выбрав это, вторым параметром является длина. Короткие зажимы дают меньший рычаг, но очень часто пространство для более длинных зажимов ограничено. Возможно, компромисс состоит в том, чтобы использовать максимально возможный размер, при условии, что он не станет неудобным.
Болт должен быть наибольшего размера, который подходит к Т-образному пазу. Тогда зажим должен быть с самым узким пазом, подходящим для болта. Выбрав это, вторым параметром является длина. Короткие зажимы дают меньший рычаг, но очень часто пространство для более длинных зажимов ограничено. Возможно, компромисс состоит в том, чтобы использовать максимально возможный размер, при условии, что он не станет неудобным.
В домашней мастерской часто требуются Т-образные болты самого большого диаметра, соответствующие Т-образным пазам на столе фрезерного станка. Они вполне подходят для удерживающих устройств, которые крепятся к фрезерному столу. Но если в этих устройствах также есть Т-образные пазы, они будут пропорционально меньше. Это означает, что вряд ли будет достаточно Т-образных гаек и шпилек одного размера, хомутов и т. д. болты и т. д. в отдельных коробках.
Сборка хомута
Везде, где болт проходит через хомут и удерживается гайкой, под гайкой должна быть шайба. Это должна быть не какая-то старая шайба, а шайба, которая просто надевается на резьбу, но достаточно большая, чтобы, по крайней мере, покрыть нижнюю часть гайки, но, предпочтительно, ширину хомута. Если прорезь в хомуте значительно больше диаметра болта, то гайка, которая подходит к этому болту, не закроет хомут должным образом. В этом случае следует изготовить и использовать более крупную и толстую шайбу.
Это должна быть не какая-то старая шайба, а шайба, которая просто надевается на резьбу, но достаточно большая, чтобы, по крайней мере, покрыть нижнюю часть гайки, но, предпочтительно, ширину хомута. Если прорезь в хомуте значительно больше диаметра болта, то гайка, которая подходит к этому болту, не закроет хомут должным образом. В этом случае следует изготовить и использовать более крупную и толстую шайбу.
Аналогичная ситуация возникает, когда устройство, такое как тиски, прижато к чему-либо, например к фрезерному столу, где болт намного меньше, чем паз для удержания устройства. В этом случае шайба может скользить в одну сторону паза. Решение этой проблемы состоит в том, чтобы сделать шайбу, которая может находиться только в середине паза, как показано на рисунке.
Специальная шайба – 315
Следует отметить, что скос на верхней стороне толстой шайбы значительно улучшает внешний вид работы.
Часто бывает так, что болты определенного размера часто используются на хомуте определенного размера.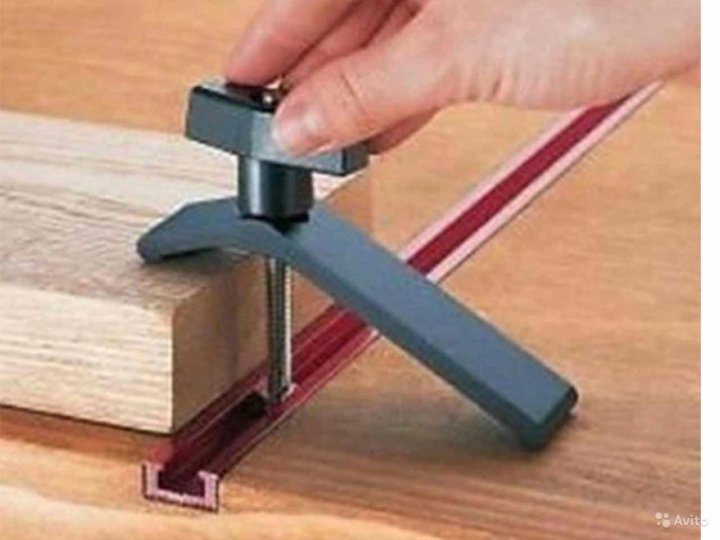 Стоит иметь достаточно Т-образных болтов, чтобы болт можно было держать прикрепленным к зажиму, даже когда вы закончили использовать этот зажим.
Стоит иметь достаточно Т-образных болтов, чтобы болт можно было держать прикрепленным к зажиму, даже когда вы закончили использовать этот зажим.
Смешанные размеры
Если самые большие болты, которые подходят к фрезерному столу, имеют размер, скажем, 12 мм, иногда может оказаться, что зажимное устройство может использовать болты только 10 мм. А вот гайки на 10 мм не подходят. Решение состоит в том, чтобы сделать Т-образные гайки, которые подходят к Т-образному пазу, в который входят 12-миллиметровые болты, но с резьбой для 10-миллиметровых шпилек.
струбцины специального назначения
Струбцины необходимы не только для крепления заготовки к столу, но также бывают случаи, когда необходимо закрепить заготовку на поворотном столе или на столе инструментального микроскопа. Бывают случаи, когда такое приспособление, как слесарные тиски, нужно за что-то зажать.
Специальный зажим для слесарных тисков – 207
Вертикальные зажимы
Часто полезно иметь возможность удерживать заготовку так, чтобы ее более широкая сторона была вертикальной. Один из способов — зажать его в тиски. Это будет рассмотрено позже.
Один из способов — зажать его в тиски. Это будет рассмотрено позже.
Также можно использовать уголки. Они также рассматриваются позже.
Вертикальные зажимы можно сделать своими руками, используя зажимы инструментальных мастеров.
Вертикальный зажим – 669
На рисунке показаны некоторые имеющиеся в продаже зажимы. Ключевой особенностью является отсутствие высоты.
Вертикальные зажимы 2 – 626
Многие из наиболее необычных удерживающих устройств могут быть полезны, но не очень часто. Поэтому всегда стоит повторно использовать любые биты, которые уже могут быть вокруг. У большинства читателей уже есть множество зажимов для горизонтального зажима. Несложно изготовить деталь, позволяющую использовать «горизонтальные» зажимы в вертикальном положении.
Вертикальный зажим 3 – 670
Зажим – практические советы
Поиск болтов, гаек и шайб и установка их на зажим или упор требует времени. Будет обнаружено, что в большинстве случаев хомут используется для необходимой длины болта, обычно в очень ограниченном диапазоне длин.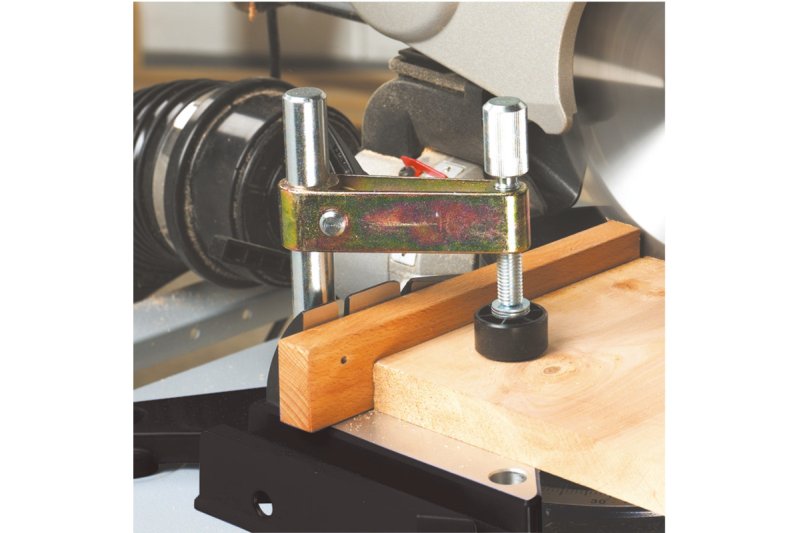 Можно сэкономить много времени, если зажимы достаточно прочно установлены с помощью собственных болтов и т. д.
Можно сэкономить много времени, если зажимы достаточно прочно установлены с помощью собственных болтов и т. д.
То же самое относится ко многим приспособлениям, которые будут рассмотрены позже; зажимные болты в большинстве случаев имеют достаточно фиксированный размер.
Иногда для устройства, например, поворотного стола, могут потребоваться болты особой длины. Стоит иметь небольшую коробку со специальными деталями, включая эти болты, которые должны храниться отдельно для использования с этим поворотным столом.
Крепежные болты метрических размеров и различной длины можно купить очень дешево в компании Screwfix. Покупайте самый длинный размер — они стоят немного дороже. Распилите их до нужной длины. Но сделайте их кратными единице длины, скажем, кратными 15 мм. Это облегчает определение их размера.
Обработка с зажимами
Обычно, если два зажима удерживают заготовку, ее можно обрабатывать таким образом. Если один из зажимов теперь находится на пути дальнейшей обработки, то один зажим можно снять и переместить, а затем использовать для зажима заготовки в какой-либо другой точке. При этом важно, чтобы первый зажим был затянут очень туго. Это может показаться очевидным, но удивительно, как часто при этом заготовка достаточно свободно перемещается, хотя бы незначительно. Движение не боковое в каком-либо направлении, а вращательное.
При этом важно, чтобы первый зажим был затянут очень туго. Это может показаться очевидным, но удивительно, как часто при этом заготовка достаточно свободно перемещается, хотя бы незначительно. Движение не боковое в каком-либо направлении, а вращательное.
Если необходимо переместить зажим, решение состоит в том, чтобы зажать заготовку более чем двумя зажимами. С тремя и более зажимами заготовка вообще не будет двигаться, даже если перемещается один зажим.
Фрезерование детали, которая будет фрезероваться на две и более детали
Даже если мы начнем фрезерование с одной детали, удерживаемой двумя зажимами, вполне возможно, что к концу работы у нас будет две или более детали. Где должны быть хомуты? Это происходит, когда фрезерный станок используется для резки листового металла или когда из листа вырезается круглая форма.
Самый безопасный метод – зажать обе возможные детали двумя зажимами каждую. Когда они расстанутся, они останутся там же, где и были.
Если одна часть относительно мала, можно позволить ей упасть.
Вероятно, наихудшей ситуацией будет зажатие одной детали двумя зажимами и одним зажимом другой детали. В этом случае, когда деталь, зажатая одним зажимом, отделяется, она не может отойти, а может вращаться и может быть повреждена фрезой.
Использование лапок
Если заготовку нужно разрезать на две важные части, и невозможно правильно зажать обе эти части, одним из решений является использование лапок.
Это включает в себя выполнение большей части резки, но две части остаются соединенными небольшими выступами. Этих выступов достаточно, чтобы надежно скрепить две части вместе. Например, может быть два выступа толщиной около 1 мм и шириной 10 мм каждый.
По окончании фрезеровки заготовка снимается, выступы распиливаются, а остатки выступов спиливаются.
Предпочтительное направление удержания/фрезерования заготовок
Как правило, заготовка, которая длиннее в одну сторону, чем в другую, будет удерживаться в длинном направлении вдоль фрезерного стола. Это экономит время, поскольку вы не пытаетесь установить его по-другому, а затем обнаруживаете, что для него недостаточно места.
Это экономит время, поскольку вы не пытаетесь установить его по-другому, а затем обнаруживаете, что для него недостаточно места.
Использование направления x часто имеет другие преимущества по сравнению с направлением y. Часто на него подается питание, и у него могут быть остановки.
Перемещение по оси x всегда больше, чем перемещение по оси y, но всегда существенно меньше длины стола. Полезно разместить на столе два маркера, показывающих пределы, до которых может доходить центр шпинделя. Это избавляет от необходимости подгонять заготовку, а затем обнаружить, что режущий инструмент не может ее достать.
Фрезерование на всю глубину заготовки
Часто необходимо фрезеровать отверстие или кромку на всю толщину заготовки, закрепленной на столе. Ясно, что мы не хотим помечать таблицу. Самый простой способ обойти это — поднять заготовку, поставив ее на что-нибудь.
Используется для фрезерования краев листового материала, особенно если он длинный и узкий.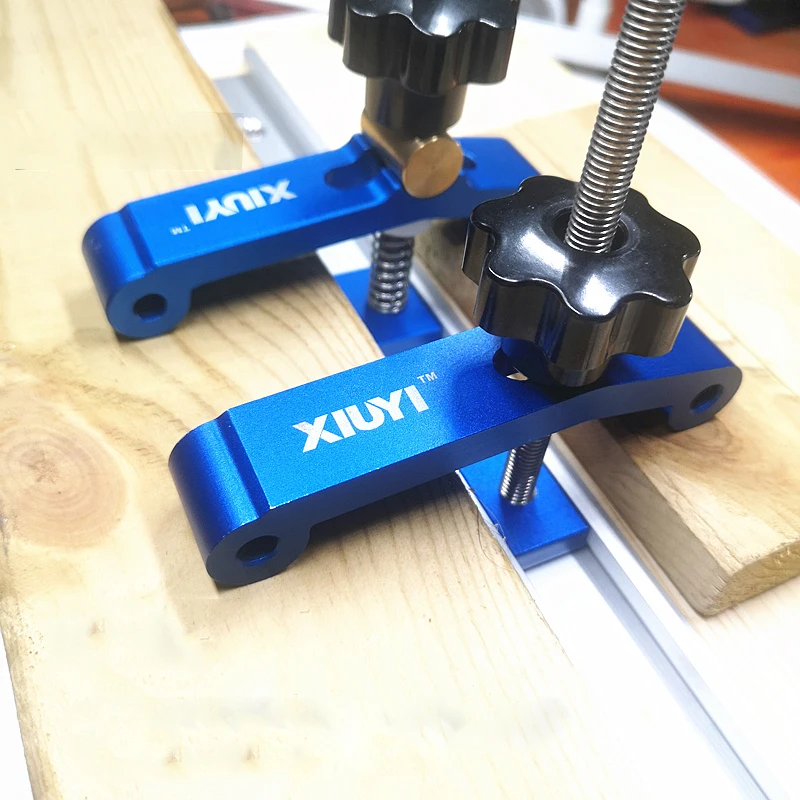
Заготовку можно поднимать двумя различными способами:
Параллели
Параллели представляют собой металлические детали, обычно изготавливаемые из закаленной стали. Они квадратные или прямоугольные в сечении. Стороны перпендикулярны друг другу, а противоположные стороны параллельны. Часто они имеют длину около 150 мм, но могут быть как длиннее, так и короче. Они очень точно сделаны парами, поэтому можно предположить, что пара будет идентичной по ширине и глубине, но не обязательно по длине.
Более крупные могут иметь I-образное поперечное сечение или отверстия.
Иногда концы шлифуются под прямым углом, а иногда нет.
Их можно купить в наборах, состоящих из пар параллелей разной высоты. Они также могут быть домашними. Они все еще полезны, даже если они не закалены. Но если они не закалены, они склонны к образованию вмятин по краям, которые, если их не удалить, ставят под угрозу их точность.
Куски быстрорежущей стали часто имеют очень точные размеры и могут также использоваться в качестве параллелей.
Поскольку параллели обычно закалены, если режущий инструмент случайно наткнется на них, режущие кромки, соприкасающиеся с ними, будут испорчены.
Использование дерева под
Дерево очень хорошо подходит для подкладки под обрабатываемую деталь. Он может быть достаточно прочным, чтобы поддерживать заготовку. Он дешев и, следовательно, необязателен, поэтому не имеет значения, будет ли он подвергаться механической обработке. Его легко вырезать до нужной формы. Толщина древесины может быть очень точной. Большинство фанеры и МДФ вполне достаточно хороши и дешевы.
При использовании дерева под куском тонкого металлического листа, который необходимо фрезеровать, необходимо использовать что-то поверх металлического листа для распределения давления зажимов. В противном случае, если зажимы применяются непосредственно, они могут деформировать лист.
Не оставляйте куски дерева или древесные материалы, такие как МДФ, на столе фрезерного станка при использовании смазочно-охлаждающей жидкости – это может привести к появлению пятен на столе. Если МДФ намокнет и будет оставаться влажным какое-то время, он набухнет.
Если МДФ намокнет и будет оставаться влажным какое-то время, он набухнет.
Заготовка, установленная на параллелях и закрепленная на столе
Если заготовка представляет собой кусок листового материала примерно квадратной формы, становится трудно зажать край обрабатываемого листа. В этом случае край может поддерживаться параллели внизу и другой параллели или куском уголка сверху, а затем зажиматься с обоих концов. Крайне важно, чтобы в месте зажима струбцина воздействовала на параллельную или уголковую деталь, затем на заготовку, а затем на параллельную.
Также можно использовать тонкий кусок дерева между уголком и заготовкой. Это действует как упругое вещество, которое оказывает давление по всему краю. Это полезно для тонкого листа, который может вибрировать при резке.
Если резать тонкий лист продольной пилой, и он поддерживается только снизу, то лучше резать продольной пилой вниз.
Зажимы с шарнирно-рычажным механизмом
Зажим с шарнирно-рычажным механизмом предназначен для очень быстрого и легкого зажима заготовки вручную без использования какого-либо другого инструмента.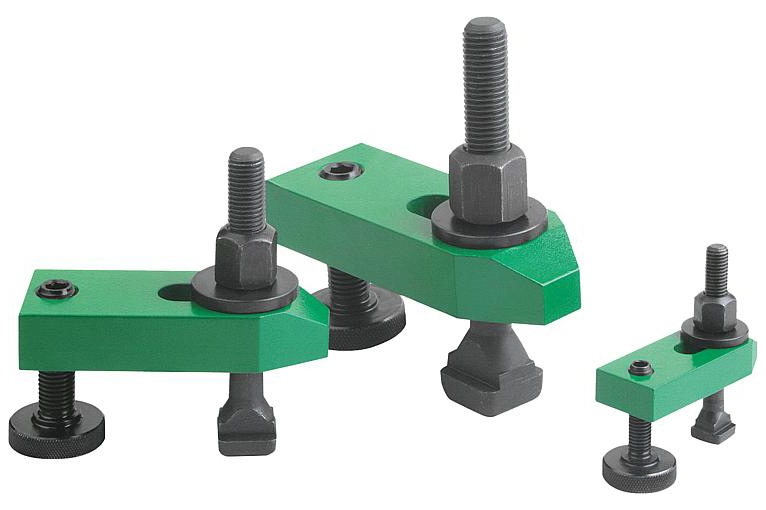
Всего комментариев: 0