Одношпиндельный: Одношпиндельные и многошпиндельные токарные автоматы
Содержание
Токарные одношпиндельные полуавтоматы
Главная / ЧПУ станок / Токарный станок / Токарные одношпиндельные полуавтоматы
Токарные одношпиндельные полуавтоматы подразделяются на центровые и патронные, в зависимости от способа крепления обрабатываемой заготовки. Для обработки длинных заготовок, например, длинных ступенчатых валиков, применяют центровые полуавтоматы, на которых обрабатываемая заготовка крепится в центрах передней и задней бабок. Короткие заготовки большого диаметра обрабатываются на патронных полуавтоматах с закреплением заготовки в патроне. Такое подразделение является условным, иногда на центровых полуавтоматах может быть установлен патрон, а на патронных — задняя бабка с центром. Наиболее распространена горизонтальная компоновка одношпиндельных токарных полуавтоматов.
Заготовки деталей сложной конфигурации могут обрабатываться несколькими резцами одновременно (рис. 1) или одним резцом, перемещающимся по копиру (рис. 2). По этому признаку различают одношпиндельные полуавтоматы многорезцовые и копировальные.
По этому признаку различают одношпиндельные полуавтоматы многорезцовые и копировальные.
Рис. 1. Многорезцовая обработка на одношпиндельном полуавтомате.
Для обработки заготовок деталей, имеющих центральное отверстие, применяют токарно револьверные полуавтоматы, имеющие продольный суппорт с многогранной револьверной головкой. Цикл работы полуавтомата может быть автоматизирован на механической или на гидроэлектрической базе.
Рис. 2. Копировальная обработка на токарном полуавтомате.
Конструкции современных полуавтоматов предусматривают возможность оснащения их устройствами для автоматической загрузки заготовок и выгрузки деталей, что превращает полуавтомат в станок с полностью автоматизированным циклом, т. е. в автомат.
Основные размеры одношпиндельного токарного полуавтомата — наибольший диаметр обработки над суппортом и наибольшая длина обрабатываемой заготовки.
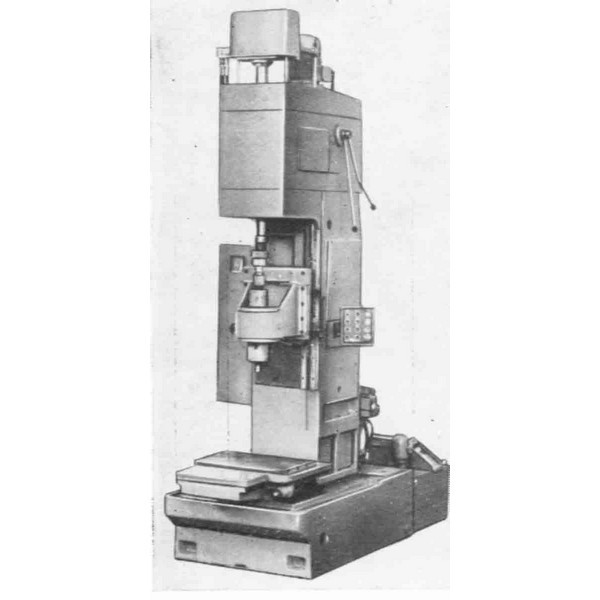
На рис. 3, показан одношпиндельный токарный полуавтомат 1730 с механической базой автоматизации. Станок предназначен для обработки заготовок в центрах инструментами из быстрорежущей стали или твердосплавными. Общая компоновка полуавтомата сходна с компоновкой обычного токарного станка. На основании 1 установлена станина 2, на которой располагаются передняя бабка 5 и задняя бабка 3. По направляющим станины перемещается продольный суппорт 4. Сзади расположен поперечный суппорт для отрезки, прорезания канавок и подобных работ. Кинематическая схема полуавтомата представлена на рис. 4.
Станок предназначен для обработки заготовок в центрах инструментами из быстрорежущей стали или твердосплавными. Общая компоновка полуавтомата сходна с компоновкой обычного токарного станка. На основании 1 установлена станина 2, на которой располагаются передняя бабка 5 и задняя бабка 3. По направляющим станины перемещается продольный суппорт 4. Сзади расположен поперечный суппорт для отрезки, прорезания канавок и подобных работ. Кинематическая схема полуавтомата представлена на рис. 4.
Рис. 3. Одношпиндельный токарный полуавтоматический станок 1730.
Шпиндель приводится от электродвигателя (N = 10 кВт, n = 1455 об/мин) через клиновые ремни и зубчатую передачу (α/б)*(18/80). Сменные шестерни α и б служат для настройки скорости главного движения.
Рис. 4. Кинематическая схема одношпиндельного токарного полуавтомата 1730.
Рабочая подача продольного суппорта (S1) осуществляется по схеме: шпиндель — зубчатая передача 76/76 * 22/68 * 68/73 * в/г — зубчатая пара 28/20 (при включенной кулачковой муфте 1) — муфта обгона 2 — зубчатая пара 20/78 — ходовой винт (t = 12 мм). Сменными шестернями в и г настраивают величину подачи.
Сменными шестернями в и г настраивают величину подачи.
Поперечный суппорт получает движение только при перемещении продольного суппорта. Закрепленная на продольном суппорте рейка (m = 4) поворачивает шестерню z = 15 и далее движение передается через зубчатую передачу 25/25 * 28/22 * д/е цилиндрическому кулачку 3, в пазу которого скользит ролик 4, закрепленный на поперечном суппорте. Сменные шестерни д и е предназначены для настройки рабочей поперечной подачи (S2).
Для быстрого перемещения обоих суппортов одношпиндельный токарный полуавтомат 1730, имеет отдельный электродвигатель (N = 1 кВт, n = 1450 об/мин). Муфта обгона 2 позволяет передавать быстрое вращение по цепи 34/64 — муфта обгона — 20/78 без выключения муфты 1.
Муфта 5 предохраняет механизмы от перегрузок. С помощью маховичков 6, 7 и 8 производятся перемещения суппортов при наладке вручную.
Автоматический цикл работы станка состоит из быстрого подвода, рабочей подачи, быстрого отвода суппортов в исходное положение и остановки шпинделя, Затем рабочий снимает готовую деталь, устанавливает новую заготовку и пускает станок.
Управление автоматическим циклом производится с помощью специального механизма электроавтоматики 6 (см. рис. 3), удобно расположенного спереди станка.
Установка длин рабочих и холостых ходов обоих суппортов сводится к установке упоров на рейке механизма электроавтоматики. В СССР был налажен выпуск двух моделей одношпиндельных многорезцовых автоматов с механической базой автоматизации, их основные технические параметры приведены ниже.
Одношпиндельный многорезцовый автомат 1A720
- Максимальный диаметр обрабатываемой поверхности над суппортом 200 мм;
- Длина обрабатываемой заготовки 320 мм;
- Диапазон скоростей станка 146-1400 об/мин;
- Мощность приводного электродвигателя 7 кВт;
- Масса 20 кН.
Одношпиндельный многорезцовый автомат 1A730
- Максимальный диаметр обрабатываемой поверхности над суппортом 320 мм;
- Длина обрабатываемой заготовки 800 мм;
- Диапазон скоростей станка 56-710 об/мин;
- Мощность приводного электродвигателя 14 кВт;
- Масса 34 кН.
Широкое распространение получили одношпиндельные токарные полуавтоматы с гидравлической базой автоматизации. Использование гидравлики в приводе подач облегчает автоматизацию цикла и упрощает наладку, снижая тем самым вспомогательное время наладки токарного станка. Отечественное станкостроение выпускает гидрофицированные токарные полуавтоматы, работающие по многорезцовому принципу и по принципу копирования.
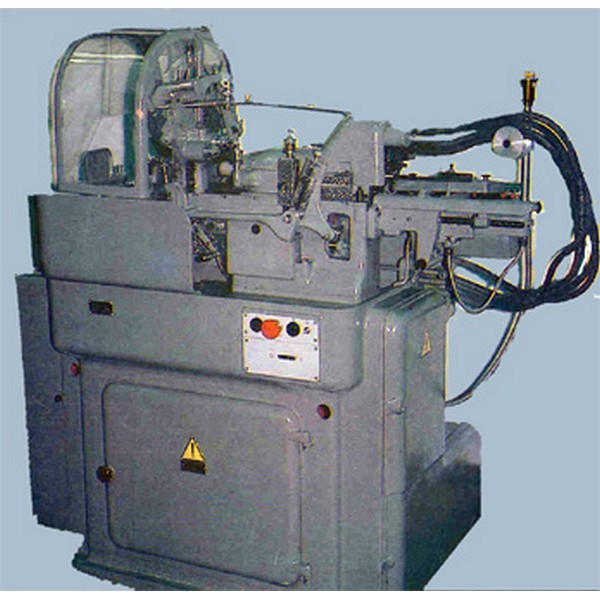
На рис. 5 показан общий вид гидрофицированного многорезцового центрового полуавтомата. На тумбах 1 и 3 установлена станина 7, на которой располагаются основные узлы станка. На левой части станины смонтирована шпиндельная бабка 8 с коробкой скоростей, сообщающей шпинделю 14 ступеней скорости. Переключение скоростей у одношпиндельного автомата производится с помощью двух двухвенцовых блоков и сменных шестерен.
На правой части станины на отдельных направляющих установлена задняя бабка 5 с вращающимся центром. Пиноль задней бабки перемещается посредством гидроцилиндра. Для управления перемещениями пиноли служит рычаг с рукояткой 4.
Для управления перемещениями пиноли служит рычаг с рукояткой 4.
По наклонным направляющим станины (угол наклона 15° к вертикали) перемещаются с помощью гидроцилиндров, расположенных в левой части станины, верхний 6 и нижний 2 суппорты. Каждый суппорт имеет продольное рабочее (S1) и быстрое холостое перемещение, поперечное перемещение (S2), коcое и прямое врезание. В конце рабочего хода может быть произведен быстрый отвод резцов от детали, называемый «отскок».
Рис. 5. Гидрофицированный многорезцовый центровой одношпиндельный полуавтомат.
Статьи по станкам ЧПУ
Более 1000 статей о станках и инструментах, методах обработки металлов на станках с ЧПУ.
Предыдущая статья
Следующая статья
Остались вопросы?
Заполните форму и наши менеджеры свяжутся с вами
Как к вам обращаться:
Ваш номер телефона:
Нажимая кнопку «Отправить», Вы принимаете Условия и даёте своё согласие на обработку Ваших персональных данных, в соответствии с Политикой конфиденциальности
Одношпиндельный токарный автомат с ЧПУ и револьверной головой HCP-42 по цене производителя с доставкой – «TopStanok»
- Описание
-
Характеристики
Хар-ки
- Комплектация
Описание
Greenway HCP-42 представляет собой токарный автомат, произведенный в Тайване, который оснащен револьверной головой, что позволяет осуществлять не только токарные, но и фрезерные и сверлильные операции без переустановки заготовок.
Максимальный диаметр обработки составляет 250 мм (прутка — 42 мм), при мощности главного шпинделя 3,75 кВт и частоте вращения 6000 об/мин. Доступно опциональное увеличение мощности двигателя до 5,5 кВт.
Ось C как дополнительная опция служит для произвольного позиционирования угла шпинделя и контроля контура. Cтанина станка Greenway HCP-42 цельнолитая и минимизирует вибрации во время работы, что обеспечивает высокую надежность и точность при длительной обработке деталей. Более того, широкий диапазон и большой ход по осям X и Z гарантируют стабильную обработку и упрощают установку инструмента. Эргономичные габариты токарного автомата Greenway HCP-42 позволяют организовать рабочее пространство, и расположить оборудование не только на крупном предприятии, но и в небольшом цеху или мастерской.
Большое количество дополнительных опций, таких как Ось Y, дают возможность установить на токарном автомате Greenway HCP-42 приводные инструментальные блоки, расширив функционал обработки заготовок.
Наличие системы ЧПУ сводит к минимуму участие человека в процессе обработки и производства деталей, тем самым налаживает автоматизацию рабочего процесса и повышает производственную мощность.
Видео
Общие характеристики
| Характеристика | HCP-42 |
|---|---|
|
Диапазон обработки | |
| Максимальный диаметр обрабатываемого прутка | 42 мм |
| Максимальная длина точения | 150 мм |
|
Главный шпиндель/ противошпиндель | |
| Частота вращения главного шпинделя | 50 — 6 000 об/мин |
| Мощность главного шпинделя | 3,75 кВт (5,5 опция) |
Макс. диаметр сквозного отверстия главного шпинделя /противошпинделя диаметр сквозного отверстия главного шпинделя /противошпинделя | 45 мм |
| Наличие контршпинделя | Нет |
|
Общие | |
| Длина | 2450 мм |
| Ширина | 1600 мм |
| Высота | 2100 мм |
| Масса | 2300 кг |
| Система ЧПУ/ Контроллера | SYNTEC 11TA |
| Наличие ЧПУ | с ЧПУ |
| Размер инструмента для обработки внутреннего диаметра | Ø20 |
| Размер инструмента для обработки наружного диаметра | 口20 |
| Цанговый патрон | 173E |
|
Вращающийся инструмент с фасонным профилем для противошпинделя | |
| Мощность насоса подачи СОЖ | 0,74 кВт |
Стандартная комплектация
Развернуть все
Свернуть все
-
Многорезцовая инструментальная плита
-
Держатель инструмента для обработки внутреннего диаметра (IDØ20)
-
Втулка переходная для фрез
(I.
 D.Ø6,8,10,12,16 / O.D.Ø20)
D.Ø6,8,10,12,16 / O.D.Ø20) -
Лампа освещения рабочей зоны
-
Набор инструмента для обслуживания станка
-
Блок выравнивания основания
-
Система автоматической смазки
-
Сигнальная лампа
-
СОЖ и поддон для стружки
-
Контроллер SYNTEC 11TA
-
Насос СОЖ высокого давления
-
Верхний/Нижний/Двухсторонний держатель инструмента 20口
-
Шпиндель A2-5
-
Гидравлический 3-кулачковый патрон или цанговый патрон
-
Кулачковый патрон из мягкого металла или цанговый патрон 173E
Дополнительные опции
-
Стабилизатор напряжения
-
Электрический конвейерный транспортер стружки
-
Сертификация СЕ
-
Приемник обработанных деталей
-
Инструментальная база для обработки внутреннего диаметра (IDØ20)
-
Трансформатор
-
Трансформатор постоянного напряжения
-
Фильтр масляного тумана
-
Закрытый воздухоохладитель
-
Бар-съемник
-
Приемник обработанных деталей и конвейерная лента
-
Радиальный приводной инструмент на 4 позиции (ER-16) Ось Y
-
Трехвальное сверлильно-нарезное устройство (Ось B)
-
Ось C с тормозным диском для контурной обработки
-
Радиальный приводной инструмент, Верх (ER-25)
-
Приводной инструмент вертикального типа (ER-20)
-
8-ми позиционная револьверная головка
-
Распорка для инструмента
-
Радиальный приводной инструмент, Низ (ER-20)
-
Маслоотделитель
-
Контроллер Fanuc Oi Mate TC
Особенности
ЧПУ Syntec
Контроллер Syntec является полноценным административным центром, позволяющим осуществлять управление станком без подключения к персональному компьютеру. ЧПУ полностью готово к использованию, не требуется дополнительное управляющее оборудование. Сенсорное управление экрана с возможностью импульсного и последовательного контроля многоосевого движения. Доступная стоимость по сравнению с популярными аналогами.
ЧПУ полностью готово к использованию, не требуется дополнительное управляющее оборудование. Сенсорное управление экрана с возможностью импульсного и последовательного контроля многоосевого движения. Доступная стоимость по сравнению с популярными аналогами.
Уловитель деталей
Автоматический рабочий режим с уловителем деталей позволяет экономить производственные расходы.
Цельнолитая высокопрочная станина
Цельнолитая станина из чугуна спроектирована таким образом, что позволяет свести к минимуму вибрации, достигая при этом высокой точности и жесткости. Компактная компановка, позволяет установить станок в ограниченном пространстве.
Применение
Медицина
Автомобильная промышленность
Авиакосмическая промышленность
Приборостроение
Оборонная промышленность
Нефтегазовая отрасль
шпиндель | SW Schwäbische Werkzeugmaschinen
Перейти к содержимому
Одношпиндельные станки SW2023-03-03T09:06:17+01:00
Одношпиндельные обрабатывающие центры с ЧПУ SW:
Высочайшая точность и гибкость
С одношпиндельными обрабатывающими центрами с ЧПУ от SW вы можете достичь высоты точность обработки и чрезвычайная гибкость в вашем производстве. Машины поставляются со всем необходимым для реализации этого. Запатентованный моноблок и 3-х осевой блок box-in-box обеспечивают оптимальную передачу усилия и идеальное качество поверхности . С помощью 4- и 5-осевой обработки вы часто можете выполнить сложных геометрических форм всего за одного установа . Это экономит время, позволяя быстро и точно работать с малыми и средними сериями.
Машины поставляются со всем необходимым для реализации этого. Запатентованный моноблок и 3-х осевой блок box-in-box обеспечивают оптимальную передачу усилия и идеальное качество поверхности . С помощью 4- и 5-осевой обработки вы часто можете выполнить сложных геометрических форм всего за одного установа . Это экономит время, позволяя быстро и точно работать с малыми и средними сериями.
Все материалы и большие рабочие пространства
На наших одношпиндельных обрабатывающих центрах с ЧПУ можно обрабатывать необработанные детали из 9стали 0010 и чугуна , а также алюминия , титана и сплавов . Эти станки также имеют очень больших рабочих мест , что позволяет обрабатывать большие заготовки с высокой точностью. Это особенно интересно для обработки крупных структурных компонентов, таких как аккумуляторные отсеки для электромобилей.
Одношпиндельные обрабатывающие центры с ЧПУ являются идеальным дополнением к производственным линиям
Наши одношпиндельные станки идеально подходят для дополнения уже установленных производственных линий и многошпиндельных станков. Они могут, например, взять на себя специальные процессы или вариант производства . Одношпиндельные станки SW следуют той же философии управления, что и многошпиндельные станки, что снижает объем необходимого обучения и различия в техническом обслуживании. Кроме того, их использование уменьшает количество вариантов запасных частей.
Использование одношпиндельных станков SW означает быстрый процесс ввода в эксплуатацию и согласованное решение . Мы подключаем новый станок к существующей автоматизации и переносим любые существующие программы ЧПУ с других станков с программным обеспечением. А сетевое подключение простое, потому что одношпиндельные станки SW имеют те же интерфейсы и параметры обслуживания на основе данных , что и у многошпиндельных станков.
поиск станков
Узнайте больше о наших обрабатывающих центрах и широком ассортименте продукции или свяжитесь напрямую с нашим техническим специалистом по любым вопросам.
Свяжитесь с нами
Продукция
Ссылка для загрузки страницы
Настройки конфиденциальности
Если вам еще не исполнилось 16 лет, и вы хотите дать согласие на дополнительные услуги, вы должны спросить разрешения у своих законных опекунов. Мы используем файлы cookie и другие технологии на нашем веб-сайте. Некоторые из них необходимы, в то время как другие помогают нам улучшить этот веб-сайт и ваш опыт. Персональные данные (например, IP-адреса) могут обрабатываться, например, для персонализированной рекламы и контента или измерения рекламы и контента. Более подробную информацию об использовании ваших данных вы можете найти в нашей политике конфиденциальности. Здесь вы можете найти обзор всех используемых файлов cookie. Вы можете дать свое согласие на целые категории или просмотреть дополнительную информацию и, таким образом, выбрать только определенные файлы cookie.
Здесь вы можете найти обзор всех используемых файлов cookie. Вы можете дать свое согласие на целые категории или просмотреть дополнительную информацию и, таким образом, выбрать только определенные файлы cookie.
Принять все
Сохранять
Принимать только необходимые файлы cookie
Возвращаться
Настройки конфиденциальности
Основные (2)
Основные файлы cookie обеспечивают выполнение основных функций и необходимы для правильного функционирования веб-сайта.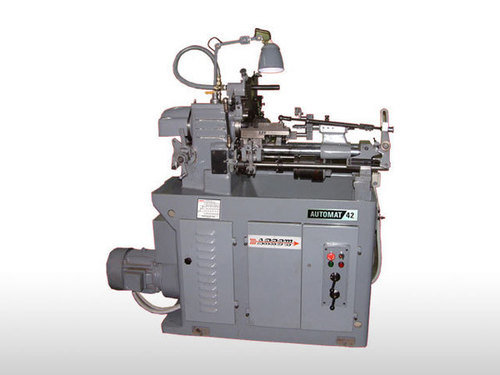
Показать информацию о файлах cookie
Скрыть информацию о файлах cookie
| Имя | Печенье Борлабс |
|---|---|
| Провайдер | Владелец этого сайта, Выходные данные |
| Назначение | Сохраняет настройки посетителей, выбранных в окне cookie Borlabs Cookie. |
| Имя файла cookie | borlabs-cookie |
| Срок действия файла cookie | 1 Яр |
| Имя | Google Шрифты |
|---|---|
| Провайдер | Гугл |
| Назначение | Используется для разблокировки шрифтов Google. |
| Политика конфиденциальности | https://policies.google.com/privacy |
Статистика (1)
Статистика
Статистические файлы cookie собирают информацию анонимно. Эта информация помогает нам понять, как наши посетители используют наш веб-сайт.
Показать информацию о файлах cookie
Скрыть информацию о файлах cookie
| Принять | Гугл Аналитика |
|---|---|
| Имя | Гугл Аналитика |
| Провайдер | Google Ireland Limited, Gordon House, Barrow Street, Dublin 4, Ирландия |
| Назначение | Cookie от Google для аналитики веб-сайта. Генерирует статистические данные о том, как посетитель использует веб-сайт. Генерирует статистические данные о том, как посетитель использует веб-сайт. |
| Политика конфиденциальности | https://policies.google.com/privacy?hl=de |
| Имя файла cookie | _ga,_gat,_gid |
| Срок действия файла cookie | 2 года |
Внешние носители (1)
Внешние носители
Контент с видеоплатформ и социальных сетей по умолчанию заблокирован. Если файлы cookie с внешних носителей принимаются, доступ к этому контенту больше не требует ручного согласия.
Если файлы cookie с внешних носителей принимаются, доступ к этому контенту больше не требует ручного согласия.
Показать информацию о файлах cookie
Скрыть информацию о файлах cookie
| Принять | YouTube |
|---|---|
| Имя | YouTube |
| Провайдер | Google Ireland Limited, Gordon House, Barrow Street, Dublin 4, Ирландия |
| Назначение | Используется для разблокировки контента YouTube. |
| Политика конфиденциальности | https://policies.google.com/privacy |
| Хост(ы) | google.com |
| Имя файла cookie | НИД |
| Срок действия файла cookie | 6 Монат |
Политика конфиденциальности
Выходные данные
Перейти к началу
Одношпиндельные автоматы | Ролл быстро
- Дом
- Возможности
- Одношпиндельные автоматы
У нас есть собственный 35 одношпиндельный автомат / станок Traub.
Автоматы с одним шпинделем: они обрабатывают отдельные детали за один раз, включая обычные станки, такие как автоматические отрезные станки, автоматические винтовые станки швейцарского типа и т. д. . Многошпиндельные автоматы: имеют от 2 до 8 шпинделей.
Шпиндели расположены в держателе, который периодически индексируется из положения в положение.
Что такое одношпиндельный токарный станок?
Одношпиндельный токарный автомат является модифицированной формой револьверного станка . Эти машины имеют в дополнение к 6-позиционной башне максимум 4 поперечных суппорта. Эти поперечные салазки приводятся в действие дисковыми кулачками.
Имеет скользящую переднюю бабку, перемещаемую кулачком колоколообразного или пластинчатого типа. Кронштейн инструмента, поддерживающий пять инструментальных салазок , каждый салазок приводится в действие отдельным кулачком, установлен в центре.
Какие детали мы можем изготовить?
Мы обычно производим вес Tliger, заклепки, цилиндр, плоский, шестигранный, XXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXX.
Наименование машины | Категория | Вместимость | Сделать | Год основания | Общее количество машин |
Машины Трауба А-25 | Машины Трауба А-25 | шпиндель ø 25 | Машины PMT, Пуна | 2003, 2021 | 48 |
Настольный шлифовальный станок | 2-я операция | 6 дюймов | Пиначо | 1989 | 6 |
Сверлильные станки | 2-я операция | ø 65 | Кирлоскар | 2003 | 4 |
Шлифовальный станок | 2-я операция | 6 дюймов | Хардаял Энгг | 2003 | 2 |
Ленточная шлифовальная машина | 2-я операция | 4 дюйма | Хардаял Энгг | 2003 | 1 |
Плоскошлифовальный станок | 2-я операция | 800×1200 | Инструменты Praga, HMT | 2003 | 1 |
Вертикально-фрезерные станки | 2-я операция | 600×1000 | Машины LMW, Коимбатур | 2003 | 6 |
Бесцентрово-шлифовальный станок | 2-я операция | ø 100 | Инструменты Praga, HMT | 2003 | 1 |
Горизонтальные резьбонарезные станки | 2-я операция | ø 32 | Кирлоскар | 2003 | 6 |
Конструкция станка
Основание: Основание (основание станка) представляет собой жесткую сборную конструкцию с надлежащим образом снятым напряжением для обеспечения точности и отсутствия вибрации при обработке компонентов с превосходной отделкой.
Шпиндель: Шпиндель изготовлен из легированной стали, тщательно обработан, тщательно закален и прецизионно отшлифован, включая резьбу. Шпиндель установлен в прецизионных импортных подшипниках в передней части и прецизионной глубокой канавке.
шаровая опора сзади.
Стандартное оборудование: • Передний и задний поперечные салазки • Задняя бабка • Упор прутка • Барабан-кулачок • Электрические приводные двигатели • Передние и задние брызговики из листового металла • Электрический насос охлаждающей жидкости • Приспособление для подачи прутка • Ручная рукоятка • Набор
Замена передач • Набор инструментов.
Преимущество токарного станка с одним шпинделем
- Используется для прецизионной токарной обработки мелких деталей.
- Имеет много направляющих для инструментов.
- Доступен широкий диапазон скоростей.
- Жесткая конструкция.

- Достаточно простой конструкции банки.
- Доступно много рабочих станций.
- Возможна настройка микрометрического инструмента.
Классификация токарных автоматов
В зависимости от типа обрабатываемой работы эти станки классифицируются как:
1. Магазинная автоматика:
- Станки для изготовления деталей из отдельных заготовок.
- Также называются автоматическими проверочными машинами.
2. Автоматические прутковые станки:
- предназначены для обработки деталей из пруткового/трубного проката.
- используются для изготовления высококачественных крепежных изделий (винты, гайки), втулок, валов, колец, роликов, ручек, которые обычно изготавливаются из пруткового/трубного проката.
М/с
Всего комментариев: 0