Корейский токарный станок по металлу бу: Токарный станок Kusong KS 480 Корея Б/У
Содержание
Токарный станок Kusong KS 480 Корея Б/У
- Доска объявлений
- Металлообработка
- Токарное оборудование
- Токарно-винторезные станки
Объявление не актуально!
Токарный станок Kusong KS 480 Корея в отличном состоянии, мало работал. Главный двигатель 5,5 кВт.
— Макс. расстояние между центрами 1500 мм
— Макс. диаметр точения над станиной 430 мм
— Диаметр отверстия шпинделя 60 мм
Масса: 2230 кг. Всё работает. Самовывоз Пермский край.
Токарный станок Kusong KS 480 Корея в отличном состоянии, мало работал. Главный двигатель 5,5 кВт.
— Макс. расстояние между центрами 1500 мм
— Макс. диаметр точения над станиной 430 мм
— Диаметр отверстия шпинделя 60 мм
Масса: 2230 кг. Всё работает. Самовывоз Пермский край.
Создано 15.02.2015 Изменено 26.02.2015
Токарный станок бу
Токарный по металлу БУ
Бу токарно-винторезные
Станки по металлу
1к62
Металлообрабатывающие станки
Похожие объявления
Токарные станки
Состояние: Новый
В наличии
Санкт-Петербург (Россия)
Интересные статьи партнеров
Великолепные картины и скульптуры из металлической проволоки корейского художника Пак Сон Мо
Запуск лазерно-гравировальной машины с ЧПУ LM 9060 PRO в Липецке
Изучите свои сопла для 3D-печати
Поставка универсального промышленного шредера для пластика, резины, дерева, бумаги, стекла ШДП-3600 в Санкт-Петербург
Вырезаем скульптуру медведя из дерева и эпоксидной смолы своими руками!
Вырезаем из фанеры 3D-пазл в виде утки с помощью лазерного CO2 станка [Чертежи прилагаются]
Как сделать модель зубчатой передачи из фанеры на лазерном станке? [Чертежи прилагаются]
Пусконаладка оптоволоконного лазерного станка LF6025C/3000 IPG в Калининграде
Так Ёшино — мастер по изготовлению мебели дзен в Японии
Вы недавно смотрели
Все просмотренные объявления →
Кусон-3 Станок токарно-винторезный.
 Паспорт, руководство, схемы, описание, характеристики
Паспорт, руководство, схемы, описание, характеристики
Сведения о производителе токарно-винторезного станка Кусон-3
Производитель токарно-винторезного станка Кусон-3 — КНДР, город Кусон в провинции Пхёнан-Пукто (Северная Корея — Корейская Народно-Демократическая Республика).
Станки, выпускаемые в Корее (КНДР)
- Кусон 3 — станок токарно-винторезный Ø 430
- Кусон S1-250 — станок токарно-винторезный Ø 500
- ФУ1-250 — станок универсальный консольно-фрезерный 250 х 1250
- ФУ2-250 — станок вертикальный консольно-фрезерный 250 х 1250
- ФУ3-250 — станок горизонтальный консольно-фрезерный 250 х 1250
Кусон-3 Станок токарно-винторезный универсальный. Назначение, область применения
Токарно-винторезный станок Кусон-3 предназначен для выполнения различных токарных работ и нарезания метрической, модульной, дюймовой и питчевой резьб. Обрабатываемые детали устанавливаются в центрах или патроне.
Наиболее целесообразно использовать станок Кусон-3 в инструментальных и ремонтных службах в условиях мелкосерийного и единичного производства на чистовых и получистовых работах.
Класс точности станка Н. При чистовой обработке деталей из конструкционных сталей шероховатость обработанной поверхности V6б.
Чертеж шпинделя токарно-винторезного станка Кусон-3
Чертеж шпинделя токарно-винторезного станка Кусон-3
Общий вид токарно-винторезного станка Кусон-3
Фото токарно-винторезного станка Кусон-3
Фото токарно-винторезного станка Кусон-3. Смотреть в увеличенном масштабе
Фото токарно-винторезного станка Кусон-3
Фото токарно-винторезного станка Кусон-3. Смотреть в увеличенном масштабе
Фото токарно-винторезного станка Кусон-3
Расположение органов управления токарно-винторезным станком Кусон-3
Расположение органов управления токарно-винторезным станком Кусон-3
Расположение органов управления токарно-винторезным станком Кусон-3.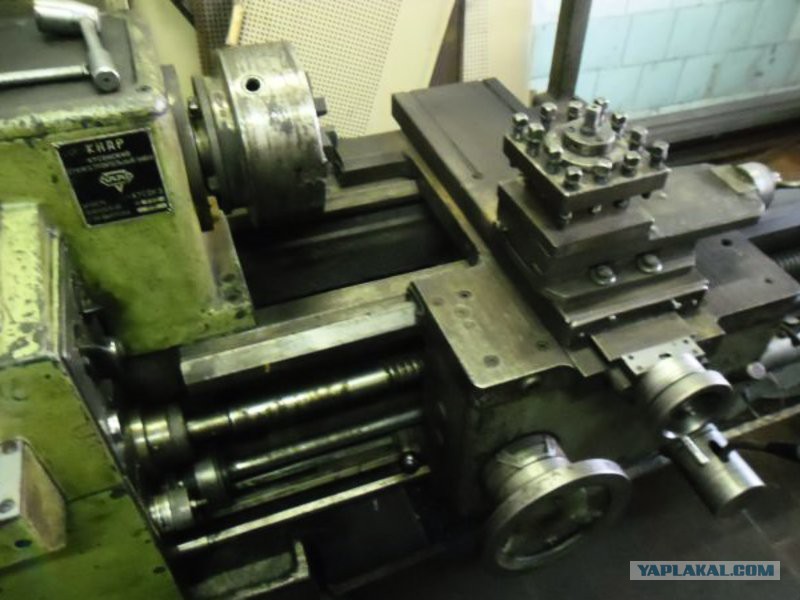 Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Перечень составных частей токарно-винторезного станка Кусон-3
- I — Станина
- II — Коробка скоростей
- III — Коробка шпинделя
- IV — Коробка подач
- V — Фартук
- VI — Суппорт
- VII — Задняя бабка
- VIII — Электрооборудование
Перечень органов управления токарно-винторезного станка Кусон-3
- Рукоятка установки величины подачи и шага резьбы на 1:1 и 8:1
- Рукоятка установки ряда подач и шагов резьб
- Рукоятка установки величины оборотов шпинделя на 1:1 и 1:8
- Рукоятка включения ходового вала или винта, 19 ниток на 1″
- Рукоятка установки метрической (модульной ) или дюймовой (питчевой) резьбы
- Рукоятка реверсирования ходового винта
- Маховичок продольного перемещения суппорта
- Рукоятка включения гайки ходового винта
- Рукоятка установки чисел оборотов шпинделя и трех ступеней двукратных подач
- Рукоятка пуска, останова и реверса шпинделя
- Рукоятка включения продольной и поперечной подачи суппорта
- Кнопка включения быстрого перемещения суппорта
- Рукоятка поворота и закрепления резцедержателя
- Рукоятка поперечного перемещения суппорта
- Рукоятка перемещения верхних салазок
- Рукоятка крепления пиноли задней бабки
- Рукоятка крепления задней бабки к станине
- Рукоятка установки величины перемещения пиноли на 1:1 и 1:5
- Маховичок перемещения пиноли задней бабки
- Кнопки кратковременного включения шпинделя на обратное вращение
- Рукоятка выключателя для установки правого и левого вращения шпинделя
- Рукоятка выключения и включения станка в электросеть и включение электродвигателя охлаждения
- Сигнальная лампа
- Кнопки кратковременного включения шпинделя на обратное вращение
Схема кинематическая токарно-винторезного станка Кусон-3
Кинематическая схема станка Кусон-3
Схема кинематическая токарно-винторезного станка Кусон-3. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Описание конструкции токарно-винторезного станка Кусон-3
Станина
Станина станка имеет П-образные поперечные ребра, которые придают ей высокую жесткость.
Станина жестко крепится к левой и правой тумбам и имеет закаленные направляюще для перемещения суппорта. Внутри на правой части станины установлен электродвигатель быстрого перемещения суппорта.
В левой тумбе станины смонтированы коробка скоростей, маслобак лопастной насос, а в правой бак для охлаждения с электродвигателем.
Коробка скоростей
Коробка скоростей, установленная на двух кронштейнах с роликами внутри левой тумбы, передает движение шпиндельной бабке через клиновые ремни.
Управление коробкой скоростей посредством вращения барабанного кулачка осуществляется рукояткой, находящейся на фартуке через цепную передачу.
Для регулировки натяжения ремней надо ослабить болты, закрепляющие ролик, ослабить четыре гайки и затем, держа за квадратные головки болтов и поворачивая гайки, опускать или поднимать коробку скоростей.
После регулировки надо закрепить коробку скоростей гайками натянуть цепь роликом.
Коробку скоростей можно легко вынуть на роликах из левой тумбы, сняв клиновые ремни и цепь, трубку для подачи масла и потом опустив коробку на пол тумбы, и отвинтив болты из пола тумбы.
Шпиндельная бабка
Шпиндельная бабка уложена на призматической направляющей станины и крепится к ней болтами. Движение от коробки скоростей передается клиноремнями разгруженному шкиву на шпиндельной бабке и далее через шестерни шпинделю и коробке подач. На шпиндельной бабке смонтированы шпиндель станка и механизмы изменения оборотов шага резьбы на 1:1 и 8:1.
Шпиндель установлен на трех подшипниках. В передней опоре поставлен двухрядный роликовый подшипник с регулируемым диаметральным зазором, а в задней опоре два радиально-упорных шарикоподшипников.
Осевую нагрузку воспринимает подшипник, а радиальную — подшипник.
Для устранения зазора в подшипниках, который возникает после продолжительной эксплуатации станка, производят их регулировку.
Сняв крышку шпиндельной бабки надо ослабить стопорные болты гаек, потом путем вращения их выбрать излишний диаметральный зазор и обязательно затянуть стопорные болты.
Диаграмма для определения числа оборотов шпинделя показана на рис. 3.
Коробка подач
Коробка подач закрытого типа крепится на левой передней поверхности станины и обеспечивает широкий диапазон подач и нарезаемых резьб, соответственно таблице на шпиндельной бабке и на рис. 3.
Нарезание резьбы производится путем реверса ходового винта при помощи рукоятки 6 (рис. I) или главного двигателя рукояткой 10.
Нарезание резьбы малых шагов до 10 мм рекомендуется производить путем реверса ходового винта при установке рукоятки I в положение 1:1.
Путем реверса главного двигателя можно нарезать все шаги резьбы рукояткой 10, но рекомендуется этот метод только для больших шагов, установив рукоятку I в положение 8:1.
При нарезании резьбы 19 ниток на 1″(дюйм) рукоятка 4 (рис. I) должна находиться в положении 19 ниток на 1″(дюйм). В этом случае вращается только ходовой БИНТ, а в других случаях ходовой винт вращается с ходовым валом.
В этом случае вращается только ходовой БИНТ, а в других случаях ходовой винт вращается с ходовым валом.
Рукоятка 5 находится во вдвинутом положении при нарезании метрической и модульной резьбы и в вытянутом положении при дюймовой и питчевой резьбы.
Величина продольной подачи суппорта равна 0,1 t мм, а величина поперечной подачи половине продольной, где — t — шаг резьбы или числа в таблице. (рис. 3)
Фартук
На фартуке сконцентрированы часто используемые рукоятки, что дают возможность переключать некоторые скорости шпинделя и подач суппорта, прямо на фартуке не подходя к шпиндельной бабке.
Ручное перемещение фартука производится маховиком 3, один оборот которого равен 30 мм.
Величина перемещения отсчитывается с помощью двух лимбов до 90 мм. Один из них имеет цену деления 0,1 мм, а другой 10 мм.
Управление механическим перемещением суппорта в продольном и поперечном направлении производится одной рукояткой II (рис. I), направление которого совпадает с направлением движения суппорта.
Дополнительным нажатием кнопки 12 (рис. I) включают на мгновение быстрое перемещение суппорта в направлении соответствующем положению рукоятки II (рис. I).
В фартуке смонтировано пружинно-рычажное устройство, отключающее подачу при перегрузке. Это устройство состоит из гитар колес 6, гитар роликов 7, пружин 8 и регулирующих болтов 9.
Для защиты от перегрузки при нарезании резьбы предусмотрен предохранительный штифт в месте соединения ходового винта с коробкой подач.
Для переключения скорости шпинделя нужно притянуть к себе рукоятку 9 (рис. I) и повернуть ее влево или вправо, а для двухкратных подач повернуть ее влево или вправо в оттолкнутом положении.
Суппорт
На суппорте находятся нижние и верхние салазки и резцедержатель. На нижней салазке имеется Т-образный паз для установки принадлежностей.
Для обработки конуса путем поворота верхней салазки надо ослабить гайки 4, после закрепить ее на необходимом угле.
Поворотный резцедержатель обеспечивает быструю смену позиции резцов при сохранении необходимой точности фиксации.
Шаг винта нижней салазки суппорта 5 мм, а верхней салазки 4 мм.
Рукоятка поперечного перемещения суппорта имеет два лимба. Кольцевой лимб 7 имеет шкалу с ценой деления 0,1 мм, а другой лимб 6 имеет только цифры от 0 до 19.
За один оборот рукоятки 14 суппорт перемещается на 5 мм, т. е. происходит изменение диаметра на 10 мм. При этом лимб в поворачивается на одну цифру. Значит с помощью этих лимбов можно точно и удобно сделать отсчет изменения диаметра изделия до 200 мм с точностью 0,1 мм.
Зазор между направляющими станины и суппорта регулируется болтами 1 и гайками 2.
Зазоры в направляющих нижней и верхней салазки регулируются клиньями, перемещаемыми винтами.
Зазор пары винта-гайки поперечной подачи регулируется болтами 3 после отвинчивания шпилек.
На суппорте установлен защитный прозрачный экран, предохраняющий рабочего от летящей стружки и от брызг охлаждающей жидкости.
Задняя бабка
Задняя бабка крепится к. станине одной рукояткой I7 через эксцентриковый зажим.
Корпус задней бабки может смещаться в поперечном направлении, что можно использовать при точении конусов.
Пиноль имеет миллиметровую шкалу. При смене центра пиноль вдвигают в корпус бабки до отказа.
Схема электрическая принципиальная токарно-винторезного станка Кусон-3
Электрическая схема станка Кусон-3
Схема электрическая токарно-винторезного станка Кусон-3. Смотреть в увеличенном масштабе
Электрошкаф установлен на задней стороне шпиндельной бабки, а щиток управления на ее правой боковой стороне.
Силовая цепь использует напряжение 380 В 50 Гц трехфазного переменного тока, цепь управления на 110 В., а цепь освещения на 24 В.
Станок включается в электросеть переключением выключателя 1ПВ рукояткой 22 (рис. I), установленной на щитке управления в положение I. При этом зажигается сигнальная лампа 24 (рис. I).
Пуск, остановка или реверс шпинделя осуществляется переключением выключателя ЗПВ рукояткой 10 (рис. I), находящейся на фартуке.
Если рукоятка 10 (рис. I) находится на первой нижней ступени, то главный электродвигатель вращается с соединением в звезду, а на второй ступени в треугольник.
При легком режиме работы, т. е. менее 30-40 процентов нормальной нагрузки рекомендуется производить работу при соединении в звезду главного двигателя.
При работе на обратном вращении шпинделя необходимо переключить выключатель 2ПВ рукояткой 21 (рис. I), повернув ее вправо.
При переключении скорости шпинделя и для торможения его нужно применить кнопку 2П, находящуюся на щитке управления 23 (рис. I) или кнопку 1П на суппорте 20 (рис. I).
Для пуска двигателя охлаждающей жидкости нужно переключить на удобном для наблюдения щитке управления расположен амперметр, по показанию которого можно узнать загруженность главного электродвигателя.
Выключатель лампы местного освещения находится на его верхней части.
Для защиты от короткого замыкания силовой цепи предусмотрены предохранители 1ПР (35А), 2ПР (4А), 3ПР (2А), а для защиты цепей операции и освещения — предохранители 4ПР (4А) и 5ПР (2А).
Для защиты от перегрузки главного двигателя предусмотрено тепловое реле РТ (I3A).
Смазка и охлаждение токарного станка Кусон-3
Смазка станка
Система смазки станка разделяется на автоматическую и ручную. Автоматически смазываются коробка скоростей, шпиндельная бабка, коробка подач и фартук, а 15 места, показанные на рис, 6 смазываются вручную перед и после работы.
Суппорт смазывается ручным плунжерным насосом, установленным на суппорте, 1-2 раза в смену.
Коробка скоростей смазывается разбрызгиванием масла шестерней, и на ней имеются маслоуказатель и сливное отверстие.
Шпиндельная бабка, коробка подач и сменные шестерни смазываются лопастным насосом, установленным на наружной стенке коробки скоростей. При этом контроль подачи масла производят через прозрачное окно, которое находится на верху шпиндельной бабки.
Для вливания масла в маслобак и в коробку скоростей надо снять боковой кожух левой тумбы.
Фартук смазывается плунжерным насосом, установленным внутри фартука. На левой стороне фартука имеются два маслоуказателя, один для контроля подачи масла, а другой для контроля уровня масла. Внизу фартука имеется сливное отверстие.
На левой стороне фартука имеются два маслоуказателя, один для контроля подачи масла, а другой для контроля уровня масла. Внизу фартука имеется сливное отверстие.
Рекомендуется применять масло «индустриальное 20» (веретенное 3) с вязкостью 2,6 — 3,3° Е50. Заменитель этого масла «индустриальное 30» с вязкостью 3,8 — 4,6° Е50.
Первая смена всего масла станка производится через три месяца с пуска станка в работу, а в дальнейшем раз в полгода.
Система охлаждения
Охлаждающая жидкость подается электронасосом из бака, установленного в правой тумбе станка.
Гибкий стальной трубопровод, расположенный над суппортом, позволяет рационально направлять струю жидкости к режущему инструменту, а краном регулировать количество жидкости.
Читайте также: Регулирование токарно-винторезного станка 16К20
Технические характеристики токарного станка Кусон-3
| Наименование параметра | 16К20 | Кусон-3 | Кусон S1-250 |
|---|---|---|---|
| Основные параметры станка | |||
| Класс точности по ГОСТ 8-82 | Н | Н | |
| Наибольший диаметр заготовки устанавливаемой над станиной, мм | 400 | 430 | 500 |
| Высота оси центров над плоскими направляющими станины, мм | 215 | ||
| Наибольший диаметр заготовки обрабатываемой над суппортом, мм | 220 | 220 | 250 |
| Наибольшая длина заготовки, устанавливаемой в центрах (РМЦ), мм | 710, 1000 1400, 2000 | 1000, 1500 | 1000, 1500 2000 |
| Наибольшее расстояние от оси центров до кромки резцедержателя, мм | 225 | ||
| Наибольший диаметр сверла при сверлении стальных деталей, мм | 25 | ||
| Наибольшая масса заготовки, обрабатываемой в центрах, кг | 460. .1300 .1300 | 1120 | |
| Наибольшая масса заготовки, обрабатываемой в патроне, кг | 200 | ||
| Шпиндель | |||
| Диаметр отверстия в шпинделе, мм | 52 | 41 | 56 |
| Наибольший диаметр прутка, проходящий через отверстие в шпинделе, мм | 50 | ||
| Внутренний диаметр переднего подшипника шпинделя, мм | 105 | ||
| Частота вращения шпинделя в прямом направлении, об/мин | 12,5..1600 | 16..3200 | 11,2..1400 |
| Частота вращения шпинделя в обратном направлении, об/мин | 19..1900 | 16..3200 | |
| Количество прямых скоростей шпинделя | 22 | 21 | 22 |
| Количество обратных скоростей шпинделя | 11 | 21 | |
| Конец шпинделя по ГОСТ 12593-72 | 6К | ||
| Коническое отверстие шпинделя по ГОСТ 2847-67 | Морзе 6 | Метр 50 | Морзе 6 |
| Диаметр фланца шпинделя, мм | 170 | ||
| Наибольший крутящий момент на шпинделе, Нм | 1000 | 3100 | |
| Диаметр 4-х кулачкового патрона, мм | 490 | ||
Суппорт. Подачи Подачи | |||
| Наибольшая длина продольного перемещения, мм | 645, 935, 1335, 1935 | ||
| Наибольшая длина поперечного перемещения, мм | 300 | ||
| Скорость быстрых продольных перемещений, мм/мин | 3800 | 2800 | |
| Скорость быстрых поперечных перемещений, мм/мин | 1900 | ||
| Максимально допустимая скорость перемещений при работе по упорам, мм/мин | 250 | ||
| Минимально допустимая скорость перемещения каретки (суппорта), мм/мин | 10 | ||
| Цена деления лимба продольного перемещения, мм | 1 | ||
| Цена деления лимба поперечного перемещения, мм | 0,05 | ||
| Диапазон продольных подач, мм/об | 0,05..2,8 | 0,08..8 | 0,027..3,887 |
| Диапазон поперечных подач, мм/об | 0,025. .1,4 .1,4 | 0,004..4 | 0,013..1,93 |
| Диаметр и шаг ходового винта, мм | 50 х 12 | ||
| Количество подач продольных | 42 | 54 | 87 |
| Количество подач поперечных | 42 | 54 | |
| Количество нарезаемых резьб — метрических | 54 | ||
| Количество нарезаемых резьб — модульных | 54 | ||
| Количество нарезаемых резьб — дюймовых | 54 | ||
| Количество нарезаемых резьб — питчевых | 54 | ||
| Пределы шагов метрических резьб, мм | 0,5..112 | 0,125..80 | 0,5..36 |
| Пределы шагов дюймовых резьб, ниток/дюйм | 0,5..56 | 0,5..32 | 72..13/16 |
| Пределы шагов модульных резьб, модуль | 0,5..112 | 0,05..40 | 0,8. .18 .18 |
| Пределы шагов питчевых резьб, питч диаметральный | 0,5..56 | 0,05..40 | 1 5/8..72 |
| Наибольшее усилие, допускаемое механизмом подач на резце — продольное, Н | 5884 | ||
| Наибольшее усилие, допускаемое механизмом подач на резце — поперечное, Н | 3530 | ||
| Резцовые салазки | |||
| Наибольшее перемещение резцовых салазок, мм | 150 | ||
| Перемещение резцовых салазок на одно деление лимба, мм | 0,05 | ||
| Наибольший угол поворота резцовых салазок, град | ±90° | ±90° | |
| Цена деления шкалы поворота резцовых салазок, град | 1° | 1° | |
| Наибольшее сечение державки резца, мм | 25 х 25 | 32 х 32 | |
| Высота от опорной поверхности резца до оси центров (высота резца), мм | 25 | ||
| Число резцов в резцовой головке | 4 | 4 | |
| Задняя бабка | |||
| Диаметр пиноли задней бабки, мм | 85 | ||
| Конус отверстия в пиноли задней бабки по ГОСТ 2847-67 | Морзе 4 | Морзе 5 | |
| Наибольшее перемещение пиноли, мм | 150 | 160 | 220 |
| Перемещение пиноли на одно деление лимба, мм | 0,1 | ||
| Величина поперечного смещения корпуса бабки, мм | ±15 | ||
| Электрооборудование | |||
| Электродвигатель главного привода, кВт (об/мин) | 11 | 7,5 | 2 х 5,5 = 11 (1500) |
| Электродвигатель привода быстрых перемещений, кВт | 0,12 | 0,55 | 0,55 (1600) |
| Электродвигатель насоса СОЖ, кВт | 0,125 | 0,125 | 0,185 (3000) |
| Габариты и масса станка | |||
| Габариты станка (длина ширина высота) РМЦ=1000, мм | 2795 х 1190 х 1500 | 2620 х 990 х 1260 | 3360 х 1250 х 1405 |
| Масса станка, кг | 3010 | 2100 | 3400 |
- Руководство по эксплуатации токарнго станка Кусон-3, 1987
- Ачеркан Н.
 С. Металлорежущие станки, Том 1, 1965
С. Металлорежущие станки, Том 1, 1965 - Батов В.П. Токарные станки., 1978
- Белецкий Д.Г. Справочник токаря-универсала, 1987
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
- Модзелевский А. А., Мущинкин А.А., Кедров С. С., Соболь А. М., Завгородний Ю. П., Токарные станки, 1973
- Оглоблин А.Н. Основы токарного дела, 1967
- Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
- Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
- Тепинкичиев В.К. Металлорежущие станки, 1973
- Чернов Н.Н. Металлорежущие станки, 1988
Список литературы:
Полезные ссылки по теме. Дополнительная информация
О HWACHEON — Южнокорейские станки
Машиностроение ХВАЧХОН Европа
Непреходящие ценности.

Качество сделано в Южной Корее. Сочетание лучших традиций и технологий.
HWA означает счастье и процветание. А CHEON представляет реку. Вместе это делает
ХВАЧХОН
Мы хотим, чтобы наши клиенты были в восторге от наших машин, нашего качества и нашего обслуживания. Технология из Южной Кореи пользуется хорошей международной репутацией. И южнокорейские компании традиционно посвящают себя максимальному удовлетворению потребностей клиентов.
Хвачхон не исключение. Наше имя — это наше обязательство: Ваш устойчивый успех — наша цель.
Ваш браузер не поддерживает видео тег.
Все, чтобы дать вам конкурентное преимущество.
Качество Хвачхон.
Высокая продолжительность безотказной работы станка и максимальная производительность являются результатом нашего многолетнего опыта в разработке и производстве станков с ЧПУ. Ассортимент нашей продукции простирается от тяжелой резки и механической обработки крупных деталей до прецизионной обработки при изготовлении штампов и пресс-форм. Наши клиенты по всему миру ценят нас как поставщика полного спектра токарных станков и обрабатывающих центров.
Наши клиенты по всему миру ценят нас как поставщика полного спектра токарных станков и обрабатывающих центров.
Основание: 1952 г.
Количество сотрудников: ок. 1500
Ассортимент продукции: Горизонтальные и вертикальные токарные станки и обрабатывающие центры
Филиалы и представительства по всему миру
Hwacheon — старейший южнокорейский производитель станков. На сегодняшний день наша компания является одним из ведущих производителей с точки зрения технологии и качества. Более 60 лет опыта и новаторских знаний воплощены в каждом из наших станков.
Высокие технологии с мастерством.
Станки в Хвачхоне.
Мы являемся старейшим производителем станков в Южной Корее. Основываясь на этом обширном опыте, мы постоянно расширяли наши знания, исследования и разработки, и теперь у нас есть одно из самых современных производственных мощностей по производству станков.
Совершенные и точные компоненты имеют важное значение. для общего качества наших станков. Для этого у нас есть большая специализированная производственная база — от собственного литейного производства до обработки крупных деталей и собственной конструкции шпинделя.
для общего качества наших станков. Для этого у нас есть большая специализированная производственная база — от собственного литейного производства до обработки крупных деталей и собственной конструкции шпинделя.
Собственный литейный цех, собственное производство деталей машин, коробчатые направляющие ручной отделки – сегодня лишь немногие компании обладают такой глубиной производства и опытом мастерства.
Производство станин и компонентов станков, а также шпинделей осуществляется на современных производственных предприятиях с ЧПУ с использованием сертифицированных процессов. У нас есть опытный, квалифицированный персонал специально обученных сотрудников. Вы получаете вознаграждение за количество усилий, которые мы приложили.
Например, плоские направляющие обрабатываются вручную в рамках сложного ручного процесса. Результат: высокоточные и практически неизнашиваемые и не требующие технического обслуживания коробчатые направляющие.
Убедительная добавленная стоимость от нашего собственного производства
Ваши преимущества с Hwacheon.
Наши обрабатывающие центры и токарные станки обязаны своей долговечностью, надежностью и точностью уникальному сочетанию самых современных технологий, высококачественных компонентов и интеллектуальной конструкции, созданных и спроектированных для надежного использования.
Все решения, один партнер
Хвачхон — ваш универсальный партнер
Сверление, точение, фрезерование — мы предлагаем вам полный спектр станков для всех этапов. Выбирая нас, вы получаете долговечные и чрезвычайно надежные токарные и фрезерные станки с особо высокой мощностью привода. Широкий выбор опций и аксессуаров позволяет экономично и технически конфигурировать наши машины в соответствии с вашими потребностями.
Наша глубина производства, постоянное развитие и использование высококачественных компонентов от известных производителей обеспечивают высочайшее качество продукции и полное удовлетворение наших клиентов.
ВСЕ ДЛЯ КОНКУРЕНТНОГО ПРЕИМУЩЕСТВА.
СТАНКИ В ХВАЧХОНЕ.
Горизонтальные токарные центры
Горизонтальные токарные центры Hwacheon предлагают лучшую производительность в своем классе и являются идеальным решением для широкого спектра применений — от небольших… Подробнее
Вертикальные токарные центры
Вертикальные токарные центры Hwacheon доступны в множество различных линеек вертикальных токарных станков с ЧПУ, идеально подходящих для средних и крупных предприятий.
Еще
Горизонтальные обрабатывающие центры
Высокопроизводительные шпиндели и точные системы подачи — причины, по которым горизонтальные обрабатывающие центры Hwacheon являются лучшим выбором для самых требовательных… Подробнее
Вертикальные обрабатывающие центры
Hwacheon предлагает широкий спектр вертикальной обработки центры, предназначенные для изготовления сложных штампов и пресс-форм, а также прецизионных деталей. В результате . .. Подробнее
.. Подробнее
Преемственность, уверенность и инновации
Мы являемся семейной компанией среднего размера. Это означает, что как производитель станков мы не имеем обязательств перед акционерами, а вместо этого преданы нашим клиентам и сотрудникам.
Все наши сотрудники разделяют энтузиазм и увлечение станкостроением. Мы живем и дышим лучшим качеством и высочайшей точностью.
Развивайтесь вместе с Хвачхон
Ваш естественный выбор
Выбирая нас, вы выбираете прочный и надежный станок с впечатляющим временем безотказной работы. Все это обеспечивается нашими преданными своему делу сервисными командами, предлагающими короткие и быстрые решения проблем и быстрый поиск запчастей.
Мы предлагаем вам большую реальную добавленную стоимость, но без дополнительных затрат. Ваши инвестиции будут защищены в долгосрочной перспективе, и вы быстро получите окупаемость инвестиций (ROI).
Нацельтесь на уверенный рост. С качеством Хвачхон.
С качеством Хвачхон.
токарный станок,токарные изделия,корейский токарный станок,корейский токарный станок производители,корейский токарный станок поставщики,токарные продавцы
Введение продукта
Вооружившись высококачественной и экологически чистой продукцией, мы стремимся стать пионерами в открытии для вас внутреннего рынка. Это даст вашей компании прекрасную возможность расширить рынок, повысить конкурентоспособность и максимально удовлетворить ваших клиентов.
С опытом, накопленным годами, вместеЗапрос сейчас |
Введение продукта
Вооружившись высококачественной и экологически чистой продукцией, мы стремимся стать пионерами в открытии для вас внутреннего рынка. Это даст вашей компании прекрасную возможность расширить рынок, повысить конкурентоспособность и максимально удовлетворить ваших клиентов.
Это даст вашей компании прекрасную возможность расширить рынок, повысить конкурентоспособность и максимально удовлетворить ваших клиентов.
С опытом, накопленным годами, вместеЗапрос сейчас |
Введение продукта
Вооружившись высококачественной и экологически чистой продукцией, мы стремимся стать пионерами в открытии для вас внутреннего рынка. Это даст вашей компании прекрасную возможность расширить рынок, повысить конкурентоспособность и максимально удовлетворить ваших клиентов.
С опытом, накопленным годами, вместеЗапрос сейчас |
Введение продукта
Вооружившись высококачественной и экологически чистой продукцией, мы стремимся стать пионерами в открытии для вас внутреннего рынка. Это даст вашей компании прекрасную возможность расширить рынок, повысить конкурентоспособность и максимально удовлетворить ваших клиентов.
С опытом, накопленным годами, вместеЗапрос сейчас |
Введение продукта
Вооружившись высококачественной и экологически чистой продукцией, мы стремимся стать пионерами в открытии для вас внутреннего рынка. Это даст вашей компании прекрасную возможность расширить рынок, повысить конкурентоспособность и максимально удовлетворить ваших клиентов.
Это даст вашей компании прекрасную возможность расширить рынок, повысить конкурентоспособность и максимально удовлетворить ваших клиентов.
С опытом, накопленным годами, вместеЗапрос сейчас |
Hengshui Shengyong Heavy-duty Machine Tool Manufacturing Co., Ltd специализируется на производстве и продаже металлообрабатывающих станков: вертикальный револьверный станок, токарный станок с ЧПУ, одноколонный вертикальный токарный станок, двухколонный вертикальный токарный станок, горизонтальный токарный станок для тяжелых условий эксплуатации, портальный фрезерный станок станок (Plano Miller), портальный фрезерный станок,
Запрос сейчас |
Hengshui Shengyong Heavy-duty Machine Tool Manufacturing Co.
 , Ltd специализируется на производстве и продаже металлообрабатывающих станков: вертикальный револьверный станок, токарный станок с ЧПУ, одноколонный вертикальный токарный станок, двухколонный вертикальный токарный станок, горизонтальный токарный станок для тяжелых условий эксплуатации, портальный фрезерный станок станок (Plano Miller), Портальный строгальный фрезерный станок,
, Ltd специализируется на производстве и продаже металлообрабатывающих станков: вертикальный револьверный станок, токарный станок с ЧПУ, одноколонный вертикальный токарный станок, двухколонный вертикальный токарный станок, горизонтальный токарный станок для тяжелых условий эксплуатации, портальный фрезерный станок станок (Plano Miller), Портальный строгальный фрезерный станок,Запрос сейчас |
Hengshui Shengyong Heavy-duty Machine Tool Manufacturing Co., Ltd специализируется на производстве и продаже металлообрабатывающих станков: вертикальный револьверный станок, токарный станок с ЧПУ, одноколонный вертикальный токарный станок, двухколонный вертикальный токарный станок, горизонтальный токарный станок для тяжелых условий эксплуатации, портальный фрезерный станок станок (Plano Miller), портальный фрезерный станок,
Запрос сейчас |
Hengshui Shengyong Heavy-duty Machine Tool Manufacturing Co.

Всего комментариев: 0