Мощность лазера для резки металла: Мощность лазера для резки металла
Содержание
Мощность лазера для резки металла
Мощность лазера для резки металла определяет его максимальные возможности. Одно из главных правил при покупке такого устройства — станок для резки металла лазером нужно покупать с запасом. Ведь наличие запаса силы гарантирует большую производительность и возможность дальнейшего развития организации.
- Что это за показатель — мощность лазера для резки?
- Для резки металла
Что это за показатель — мощность лазера для резки?
Мощность лазера для резки металла — золотая середина модельного ряда LaserFor BSR, которая находится в районе от 500 Вт до 3 кВт. Это оборудование — надежный инструмент, которому можно доверить большое количество работы и при этом не бояться подводных камней.
Лазерные установки включают в себя три главных параметра:
- рабочую среду;
- источник энергии;
- оптический резонатор.
По виду рабочей среды устройства для нарезания бывают следующих видов:
- Твердотельные .
 Их основной узел заключается в осветительной камере. В ней расположен источник энергии, а также рабочее тело.
Их основной узел заключается в осветительной камере. В ней расположен источник энергии, а также рабочее тело.
 Их основной узел заключается в осветительной камере. В ней расположен источник энергии, а также рабочее тело.
Их основной узел заключается в осветительной камере. В ней расположен источник энергии, а также рабочее тело.Справка. К твердотельному типу относятся также и волоконные устройства. В них излучение становится выше, а в качестве источника энергии выступает полупроводниковый лазер.
- Газовые. В них рабочим телом выступает углекислый газ, который прокачивается насосом сквозь газоразрядную трубку и заряжается электрическими разрядами. Чтобы усилить излучение, ставят прозрачное зеркало.
- Газодинамические. Они являются самыми мощными. Рабочее тело в них — углекислый газ, который нагрет до 3000 градусов. Он заряжается маломощным лучом. Газ с большой скоростью прокачивается через узкий канал, резко расширяется и охлаждается. В итоге его атомы переходят из заряженного в простое состояние, и газ становится источником излучения.
Для резки металла
Мощность нарезания материала лазером зависит от его теплопроводности: чем она выше, тем эффективнее будет процедура, в среднем это 0,15–12,5 м/с. Мощностная характеристика определяется плотностью потока и достигает 10 в 8 степени Ватт на один квадратный сантиметр. Также она определяется в зависимости от толщины заготовки и в среднем достигает 0,5–1,5 кВт.
Мощностная характеристика определяется плотностью потока и достигает 10 в 8 степени Ватт на один квадратный сантиметр. Также она определяется в зависимости от толщины заготовки и в среднем достигает 0,5–1,5 кВт.
В зависимости от типа используемых материалов
Справка. Чтобы нарезать металл с помощью специального оборудования, потребуется сила, которая в среднем составляет 450–500 Вт. Эффективным данный способ считается при толщине заготовок не выше 6 мм. При 20–40 мм подобное оборудование используется редко. Для материала большой толщины резка не осуществляется.
Резка лучом возможна, если материалом выступает:
- Сталь. Максимальная толщина листа не должна быть выше 20 мм, иначе необходимо использовать другой метод.
- Нержавеющая сталь. В этом случае ограничение составляет 16 мм. При таких показателях удастся избежать появления облоя и его можно легко удалить.
- Латунь. Для резки этого материала подойдут 12 мм листы, так как его сопротивление достаточно большое.

- Алюминиевый сплав. Можно резать металлические листы толщиной не выше 10 мм.
Каждому из этих видов материала соответствует свой вид оборудования.
Справка. Нарезание материала лучом не используется на вольфраме, титане, молибдене. Они обладают высокой прочностью, которая приведет к выходу устройства из строя.
В зависимости от толщины
Для качественной нарезки материала нужно учитывать несколько факторов. К примеру, для малоуглеродистых сталей параметры будут такими:
- При толщине в 1 мм мощность должна быть 100 Вт, а скорость резки заготовки 1,6 м в минуту.
- Для изделий плотностью в 1,2 мм — 400 Вт, а скорость резки — 4,6 м в минуту.
- Изделия в 2,2 мм и выше нуждаются в оборудовании силой 850 Вт и резке около 1,8 м в минуту.
Если обработке подвержена нержавеющая сталь, то параметры следующие:
- Для заготовки в 1 мм хватит мощности в 100 Вт.
- Если заготовка имеет толщину 1,3 мм, то сила вырастает до 400 Вт.

- Изделия толщиной в 2,5 мм обрабатывают лазером такой же силы, как и в предыдущем пункте, но в этот раз скорость падает до 1,3 м в минуту.
При резке титана параметры следующие:
- Материал толщиной 0,6 мм обрабатывают устройством, имеющим силу 250 Вт.
- Заготовки толщиной 1 мм обрабатывают с силой в 600 Вт.
В зависимости от производительности
Чем мощнее источник лазерного станка, тем толще может быть лист материала. У лампового устройства мощностью 500 Вт есть два достоинства, которых нет у оборудования меньшей силы. Им можно разрезать латунь и алюминий, что нельзя осуществить оборудованием меньшей мощности из-за большой отражательной способности этого материала.
Если потребности в производстве и производственные задачи высокие, то вы свободно достигнете их, используя силу 250 или 500 Вт. Если предполагается нарезка металла, то понадобится 500 Вт мощности, а если нужен просто станок для резки деталей, то хватит и 100 Вт.
Станки для лазерной резки металла — современное решение, которое нацелено на будущее. Их главные отличия состоят в качестве и сбалансированности всех элементов вместе с современными разработками в области ПО.
- 01 ноября 2020
- 6516
Получите консультацию специалиста
Как выбрать лазерный станок для резки листового металла с ЧПУ?
- Главная
- /
Станки
- /
Лазерные
 org/ListItem»> /
org/ListItem»> /Для резки металла
- /
Часто задаваемые вопросы и ответы о станке лазерной резки металла с ЧПУ
От мощности лазерного источника зависят такие параметры резки как:
- Качество резки
Толщина разрезаемого материала
| 1кВт/12мм | 2кВт/12мм | 3кВт/12мм | 4кВт/12мм |
Пример резки стали толщиной 12мм. Мощность источника 1 Квт.
На фотографии 1кВт/12мм видно, что на выходе из материала мощности лазерного источника недостаточно и рез происходит по полупараболе. На двухкиловатном источнике
На двухкиловатном источнике
отклонение от вертикали уменьшается, а на трех и четырехкиловатном практически отсутствует.
Таблица подбора мощности лазерного источника в зависимости от толщины материала и марки стали
Черная сталь (Q235A)Нержавейка (201)АлюминийЛатунь
|
| ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Толщина, мм | 1000 Вт | 1500 Вт | 2000 Вт | 3000 Вт | 4000 Вт | 6000 Вт | ||||
| 1 мм | 8.0-10 | 15-26 | 24-30 | 30-40 | 33-43 | 35-44 | ||||
| 2 мм | 4.0-6.5 | 4. 5-6.5 5-6.5 | 4.7-6.5 | 4.8-7.5 | 15-25 | 20-28.0 | ||||
| 3 мм | 2.4-3.0 | 2.6-4.0 | 3.0-4.8 | 3.3-5.0 | 7.0-12 | 13-17 | ||||
| 4 мм | 2.0-2.4 | 2.5-3.0 | 2.8-3.5 | 3.0-4.2 | 3.0-4.0 | 3.0-4.5 | ||||
| 5 мм | 1.5-2.0 | 2.0-2.5 | 2.2-3.0 | 2.6-3.5 | 2.7-3.6 | 3.0-4.2 | ||||
| 6 мм | 1.4-1.6 | 1.6-2.2 | 1.8-2.6 | 2. 3-3.2 3-3.2 | 2.5-3.4 | 2.5-3.5 | ||||
| 8 мм | 0.8-1.2 | 1.0-1.4 | 1.2-1.8 | 1.8-2.6 | 2.0-3.0 | 2.2-3.2 | ||||
| 10 мм | 0.6-1.0 | 0.8-1.1 | 1.1-1.3 | 1.2-2.0 | 1.5-2.4 | 1.8-2.5 | ||||
| 12 мм | 0.5-0.8 | 0.7-1.0 | 0.9-1.2 | 1.0-1.6 | 1.2-1.8 | 1.2-2.0 | ||||
| 14 мм | 0.5-0.7 | 0.7-0.8 | 0.9-1.4 | 0.9-1.2 | 1. 2-1.8 2-1.8 | |||||
| 16 мм | 0.6-0.7 | 0.7-1.0 | 0.8-1.0 | 0.8-1.3 | ||||||
| 18 мм | 0.4-0.6 | 0.6-0.8 | 0.6-0.9 | 0.6-0.9 | ||||||
| 20 мм | 0.5-0.8 | 0.5-0.8 | 0.5-0.8 | |||||||
| 22 мм | 0.4-0.8 | 0.4-0.8 | ||||||||
| 25 мм | 0. 3-0.5 3-0.5 | |||||||||
|
| ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Толщина, мм | 1000 Вт | 1500 Вт | 2000 Вт | 3000 Вт | 4000 Вт | 6000 Вт | ||||
| 1 мм | 18-25 | 20-27 | 24-30 | 30-35 | 32-45 | 42-52 | ||||
| 2 мм | 5-7.5 | 8.0-12 | 9.0-15 | 13-21 | 16-28 | 20-33 | ||||
| 3 мм | 1.8-2.5 | 3.0-5.0 | 4.0-6.5 | 6.0-10 | 7. 0-15 0-15 | 15-22 | ||||
| 4 мм | 1.2-1.3 | 1.2-2.4 | 3.0-4.5 | 4.0-6.0 | 5.0-8.0 | 10-15 | ||||
| 5 мм | 0.6-0.7 | 0.7-1.3 | 1.8-2.5 | 3.0-5.0 | 3.5-5.0 | 8.0-12 | ||||
| 6 мм | 0.7-1.0 | 1.2-2.0 | 2.0-4.0 | 2.5-4.5 | 4.8-8.0 | |||||
| 8 мм | 0.7-1.0 | 1.5-2.0 | 1.2-2.0 | 3.0-4.0 | ||||||
| 10 мм | 0. 6-0.8 6-0.8 | 0.8-1.2 | 1.6-2.5 | |||||||
| 12 мм | 0.4-0.6 | 0.5-0.8 | 0.8-1.5 | |||||||
| 14 мм | 0.4-0.6 | 0.6-0.8 | ||||||||
| 20 мм | 0.3-0.5 | |||||||||
| 25 мм | 0.2-0.4 | |||||||||
| 30 мм | ||||||||||
| 40 мм | ||||||||||
|
| ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Толщина, мм | 1000 Вт | 1500 Вт | 2000 Вт | 3000 Вт | 4000 Вт | 6000 Вт | ||||
| 1 мм | 6. 0-10 0-10 | 10-20 | 15-25 | 25-38 | 35-45 | 42-55 | ||||
| 2 мм | 2.8-3.6 | 5.0-7.0 | 7-10 | 10-18 | 13-24 | 20-40 | ||||
| 3 мм | 0.7-1.5 | 2.0-4.0 | 4.0-6.0 | 6.5-8.0 | 7.0-13 | 15-25 | ||||
| 4 мм | 1.0-1.5 | 2.0-3.0 | 3.5-5.0 | 4.0-5.5 | 9.5-12 | |||||
| 5 мм | 0.7-1.0 | 1.2-1.8 | 2. 5-3.5 5-3.5 | 3.0-4.5 | 5.0-8.0 | |||||
| 6 мм | 0.7-1.0 | 1.5-2.5 | 2.0-3.5 | 3.8-5.0 | ||||||
| 8 мм | 0.6-0.8 | 0.7-1.0 | 0.9-1.6 | 2.0-2.5 | ||||||
| 10 мм | 0.4-0.7 | 0.6-1.2 | 1.0-1.5 | |||||||
| 12 мм | 0.3-0.45 | 0.4-0.6 | 0.8-1.0 | |||||||
| 16 мм | 0. 3-0.4 3-0.4 | 0.5-0.8 | ||||||||
| 20 мм | 0.5-0.7 | |||||||||
| 25 мм | 0.3-0.5 | |||||||||
| 30 мм | ||||||||||
|
| ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Толщина, мм | 1000 Вт | 1500 Вт | 2000 Вт | 3000 Вт | 4000 Вт | 6000 Вт | ||||
| 1 мм | 6. 0-10 0-10 | 8.0-13 | 10-16 | 20-35 | 25-35 | 35-45 | ||||
| 2 мм | 2.8-3.6 | 3.0-4.5 | 4.5-7.5 | 6.0-10 | 8.0-12 | 20-30 | ||||
| 3 мм | 0.5-1.0 | 1.5-2.5 | 2.5-4.0 | 4.0-6.0 | 5.0-8.0 | 12-18 | ||||
| 4 мм | 1.0-1.6 | 1.5-2.0 | 3.0-5.0 | 3.2-5.5 | 5.0-8.0 | |||||
| 5 мм | 0.5-0.7 | 0.9-1.2 | 1. 5-2.0 5-2.0 | 2.0-3.0 | 4.5-6.0 | |||||
| 6 мм | 0.4-0.7 | 1.0-1.8 | 1.4-2.0 | 3.0-4.5 | ||||||
| 8 мм | 0.5-0.7 | 0.7-1.2 | 1.6-2.2 | |||||||
| 10 мм | 0.2-0.5 | 0.8-1.2 | ||||||||
| 12 мм | 0.2-0.4 | |||||||||
| 14 мм | ||||||||||
Скорость резки
Не все обращает внимание на такой важный параметр, как скорость резки металла.
Она зависит от многих параметров. От механической части станка и приводов, от используемого газа и его давления, а самое главное от мощности источника излучения.
На видеоролике ниже Вы можете увидеть эту зависимость.
2. Конструкция станины.
3. Комплектующие.
3. Скорость холостых перемещений
4. Программное обеспечение
Комментарии и вопросы:
Комментариев пока нет, но ваш может быть первым.
Разметить комментарий или вопрос
Связанные товары
Код товара: 57892
Станок лазерной резки металла со сменным столом и кабинетной защитой G-Weike LF3015GA 3000вт Raycus
Мощность лазера, Вт3000
Лазерный источникRaycus
Размер стола3000х1500
Длина стола3000 мм
Ширина стола1500 мм
Мощность 25. 00 кВт
00 кВт
Напряжение380В
Код товара: 59894
Станок для лазерной резки металла со сменным столом G-Weike LF3015GC 2000w Raycus с автофокусом
Мощность лазера, Вт2000
Лазерный источникRaycus
Размер стола3000х1500
Длина стола3000 мм
Ширина стола1500 мм
Мощность 25.00 кВт
Напряжение380В
Масса6500 кг
Код товара: 59275
Станок лазерной резки металла со сменным столом и кабинетной защитой G-Weike LF3015GA 4000вт IPG
Мощность лазера, Вт4000
Лазерный источникIPG
Размер стола3000х1500
Длина стола3000 мм
Ширина стола1500 мм
Мощность 25.00 кВт
Напряжение380В
Код товара: 48536
Лазерный станок для резки и гравировки TS 1530 (80W, W2 RECI)
Мощность лазера, Вт80
Размер стола3000×1500
Напряжение220В
Масса1400 кг
Код товара: 59905
Лазерный станок для резки труб JQLaser FLT-6020ETN
Макс. Ø трубы230 мм
Ø трубы230 мм
Макс. длина трубы2800 мм
Максимальный вес трубы, кг100 кг
Напряжение380В
Масса9000 кг
Код товара: 59425
Лазерный гравировальный станок LaserSolid 640 Lite
Мощность лазера, Вт50
Размер стола600×400
Длина стола600 мм
Ширина стола400 мм
Мощность 0.45 кВт
Напряжение220В
Масса70 кг
Код товара: 59544
В наличии 2 шт.
Акция.
Лазерный станок для гравировки и резки фанеры, акрила RAPTOR S 9060 PRO (YONGLI A4S 100W, CW5000, Ruida)
Мощность лазера, Вт100
Размер стола600х900
Напряжение220В
Масса550 кг
Код товара: 57340
Промышленный лазерный раскроечный комплекс для резки металла с ЧПУ P3015-6кВт с волоконным лазером IPG
Мощность лазера, Вт6000
Лазерный источникIPG
Размер стола3000х1500
Мощность 25.00 кВт
Напряжение380В
Масса8300 кг
Код товара: 59700
Под заказ 60 дней
Ручной переносной лазерный маркер по металлу Foton ABN-30H (Raycus 30W)
Ручной переносной лазерный маркер по металлу Foton ABN-30H (Raycus 30W)
Код товара: 41773
СО2 станок для лазерной резки фанеры GM-460L 60ВТ
Мощность лазера, Вт60
Размер стола600×400
Длина стола600 мм
Ширина стола400 мм
Фанера8 мм
Акрил10 мм
МДФ, Оргалит5 мм
Напряжение220В
Масса80 кг
Код товара: 59841
Широкоформатный СО2 маркер Raptor MAX-600 с полем 600х600мм
Мощность лазера, Вт100
Длина стола110 мм
Ширина стола110 мм
Мощность 0. 60 кВт
60 кВт
Напряжение220В
Код товара: 59936
1 575 000 p
Сварка+резка+чистка
Лазерный сварочный аппарат 3в1 Raptor WCC-2000W (сварка, резка, чистка)
Мощность лазера, Вт2000
Напряжение380В
Масса280 кг
Вверх
Мощность лазерной резки
: сколько вам нужно?
Лазерные резаки — это универсальные инструменты, которые используются для различных целей и доступны с различной выходной мощностью.
Каждый материал имеет минимальную мощность лазера, необходимую для резки или гравировки.
Но что такое мощность лазера и как она влияет на операцию лазерной резки?
Мощность лазера от 5 Вт до 50 Вт оптимальна для большинства непромышленных операций лазерной резки и гравировки. Мощность лазера 80 Вт или выше рекомендуется для промышленных применений, требующих высокой скорости резки. Использование маломощных лазеров для резки толстых материалов требует нескольких проходов.
В этой статье подробно обсуждается мощность лазерной резки и приводятся сведения об оптимальных настройках мощности для различных материалов.
Что в этой статье?
- Мощность лазера. Почему это важно?
- Как мощность лазера влияет на процесс резки?
- Какая мощность лазера требуется для вашего приложения?
- Заключительные мысли
- Часто задаваемые вопросы (FAQ)
MellowPine поддерживается читателями. Когда вы покупаете по ссылкам на моем сайте, я могу получить партнерскую комиссию без каких-либо дополнительных затрат для вас.
Мощность лазерной резки: почему это важно?
В зависимости от типа материала, глубины реза и типа используемого лазера оптимальная мощность лазера варьируется от одного приложения к другому.
Лазерный резак работает, фокусируя высокоэнергетический лазерный луч в маленьком пятне, чтобы испарить материал и произвести желаемый разрез, а энергия лазера зависит от его мощности.
В результате для твердых материалов, таких как алюминий и латунь, требуется сравнительно большая мощность лазерной резки, чем для мягких материалов, таких как дерево, бумага и т. д.
Точно так же для выполнения более глубокого разреза требуется больше энергии, чем для мелкого разреза, поэтому требуется большая мощность лазера.
Кроме того, оптимальная мощность лазерной резки также зависит от длины волны лазера и способности материала поглощать энергию на этой длине волны.
Это можно понять из того факта, что лазер мощностью 100 Вт CO 2 может делать чистые разрезы в таких материалах, как бумага, дерево, кожа и т. д., но не может использоваться для резки металла.
Это потому, что CO 2 лазеры имеют большую длину волны, и металлы плохо поглощают энергию на этой длине волны. В результате большая часть лазерной энергии теряется при отражении.
Однако использование мощного CO 2 лазера (более 500 Вт) компенсирует потери энергии в отраженных лазерах и нагревает металл для получения желаемого разреза.
Таким образом, мощность лазера является важным параметром, определяющим способность лазера производить качественные разрезы в заготовке.
Как мощность лазера влияет на процесс резки?
Мощность лазера является одним из наиболее важных параметров в процессе лазерной резки, поскольку она напрямую влияет на различные другие факторы, такие как скорость резки, глубина резки, качество резки, эффективность и производительность.
Скорость резки увеличивается с увеличением мощности
Зависимость между скоростью резки и мощностью лазера
Скорость резки — это скорость, с которой лазер перемещается по заготовке.
Когда лазер попадает на поверхность заготовки, энергия лазера поглощается заготовкой и преобразуется в тепло.
Чем медленнее скорость лазера при резке, тем выше подводимая энергия и тем выше будет температура в зоне резки.
Таким образом, при использовании лазерного резака мощность лазера определяет оптимальное время выдержки для получения желаемого результата.
Например, диодный лазер мощностью 10 Вт, такой как Comgrow Z1, может выполнять сквозные пропилы в фанере толщиной 2 мм со скоростью резки около 400 мм/мин.
Напротив, диодный лазер мощностью 5 Вт, такой как Atomstack X7, будет выполнять аналогичную операцию при гораздо более низкой скорости резки, около 200 мм/мин.
Это связано с тем, что более высокая мощность резки лазера мощностью 10 Вт обеспечивает больше энергии в секунду для нагрева и испарения материала.
С другой стороны, лазер мощностью 5 Вт требует более длительного времени выдержки для подачи аналогичного количества энергии.
Это означает, что чем выше мощность лазера, тем выше может быть скорость резки.
Однако использование высокой мощности лазерной резки при чрезвычайно низкой скорости резки может привести к пережогу заготовки.
Поэтому важно определить оптимальную конфигурацию мощности лазерной резки и скорости резки, которая дает наилучшие результаты.
Глубина реза увеличивается с увеличением мощности
Другим параметром лазерной резки, который зависит от мощности лазера, является максимальная глубина реза, которую лазер может выполнить в заготовке.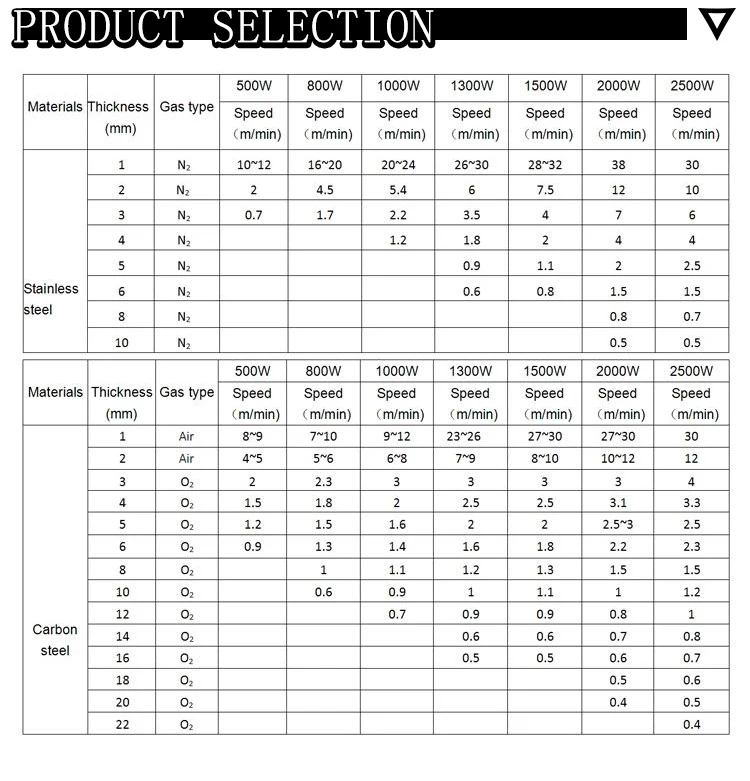
Маломощные лазеры не могут производить глубокие разрезы, поскольку количество лазерной энергии, необходимой для испарения материала, увеличивается с увеличением глубины разреза.
Хотя увеличение времени выдержки увеличит энергию лазера, подаваемую в зону резки, это также приведет к увеличению зоны термического влияния, что приведет к повреждению заготовки.
Однако вы можете использовать несколько проходов для достижения большей глубины резания, не повреждая заготовку, но за счет времени цикла.
Увеличение глубины реза за счет увеличения количества проходов
Таким образом, более мощные лазеры идеально подходят для промышленного применения, где необходимо выполнять глубокие пропилы с коротким временем цикла.
Качество
Разница в качестве резки при изменении параметров лазера
Мощность лазерной резки влияет на качество резки с точки зрения ее точности и внешнего вида.
Использование мощного лазера может привести к перегреву материала, расплавлению заготовки и увеличению ширины реза.
Например, при лазерной резке полипропилена (разновидность пластика) получаются чистые разрезы с гладкой поверхностью, но это термочувствительный материал, который может легко плавиться и оставлять липкое месиво на режущем столе.
Точно так же при лазерной резке легковоспламеняющихся материалов, таких как бумага и дерево, можно получить чистые разрезы с легким обугливанием по краям, но использование чрезвычайно высокой мощности лазера может привести к перегоранию материала.
Это перегорание легковоспламеняющихся заготовок может повлиять на качество резки, вызывая сильное обугливание, и даже создать опасность возгорания.
Поэтому важно регулировать мощность лазера, чтобы не допустить перегрева материала и обеспечить качественный рез с хорошей точностью.
Производительность
Производительность в зависимости от мощности лазера
Мощность лазера также влияет на производительность процесса, влияя на время его цикла.
Хотя лазер мощностью 20 Вт может выполнять чистые разрезы акрила, его нельзя использовать для операций, требующих крупномасштабной резки акрила.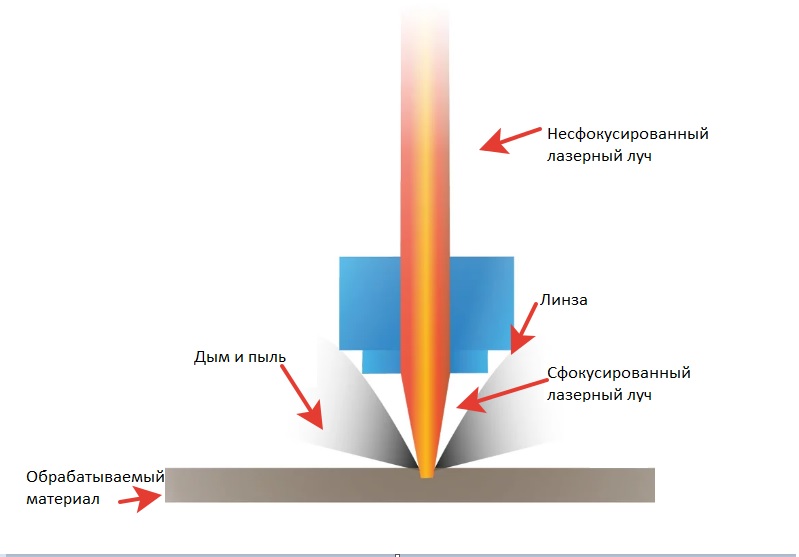
Это связано с тем, что по сравнению с 60-ваттным лазером 20-ваттный лазер будет сравнительно медленнее выполнять тот же разрез, что увеличивает время выполнения заказа.
Кроме того, более мощный лазер также обеспечивает большую гибкость материала, а регулирование мощности его лазера позволяет использовать один лазерный резак для резки и гравировки различных материалов.
Поэтому для промышленного применения рекомендуется использовать более мощный лазер для более быстрого цикла и большей гибкости материала.
Стоимость
Мощный лазерный резак требует мощного лазерного модуля, способного производить лазер высокой энергии. Но по мере увеличения номинальной мощности лазера стоимость оборудования также увеличивается.
Кроме того, мощные лазеры выделяют большое количество тепла, поэтому необходимо использовать систему охлаждения для предотвращения перегрева оборудования, такого как фокусирующие линзы.
Это еще больше увеличивает первоначальные затраты на покупку лазерного резака.
Кроме того, высокая потребляемая мощность и работа с дополнительными аксессуарами увеличивают почасовую стоимость эксплуатации лазерного станка.
Однако более высокая мощность лазера повышает производительность и позволяет производить более высокую продукцию, увеличивая общую прибыль.
Таким образом, мощный лазерный резак окупает свою стоимость, обеспечивая более высокую годовую производительность и больший доход.
Какая мощность лазера требуется вашему приложению?
Тестовые прогоны лазерной резки для определения оптимальной настройки мощности
| Материал | Мощность лазера | Количество проходов |
|---|---|---|
| Cutting Regular Paper | 100% of 20W Diode laser | 1 |
| Cutting 2mm Plastic | 100% of 20W Diode laser | 5 |
| Cutting 5mm Wood | 100% of 20W Диодный лазер | 5 |
| ГРАВИТЕЛЬНАЯ Ткань (джинсовая ткань) | 65% из диода 20 Вт | 1 |
| Engraving Glass | ||
. 0149 0149 | ||
| Гравировка металла | 100% 20Вт Диодный лазер | В зависимости от типа металла |
Оптимальная мощность лазера для различных типов материалов поэтому предпочтительнее для промышленного применения.
Но какой мощности лазера достаточно? И как определить оптимальную потребляемую мощность для вашего приложения?
Оптимальная потребляемая мощность зависит от типа материала, с которым вы хотите работать, и типа выполняемых операций.
Лазерные резаки можно использовать для выполнения таких операций, как маркировка, гравировка, травление и резка, при этом каждая операция требует различной выходной мощности лазера.
Как правило, лазерная резка требует большей мощности лазера, чем гравировка, что, в свою очередь, требует большей мощности, чем травление и маркировка.
Точно так же материалы с высокой плотностью требуют большей мощности лазера для испарения их поверхности по сравнению с более мягкими материалами, которые легко испаряются.
Несмотря на то, что существуют различные диаграммы мощности и скорости лазерной резки, оптимальные настройки варьируются от одной настройки к другой, и значения в диаграммах следует рассматривать как справочные, чтобы начать пробные прогоны.
Поэтому необходимо выполнить пробные прогоны и найти наилучшую конфигурацию для вашей установки.
Мощность лазера, необходимая для резки бумаги
Бумажная доска, вырезанная на Atomstack X7
Бумага — легковоспламеняющийся материал, обычно мягкий, поэтому для резки или гравировки не требуется высокая мощность лазера.
Использование чрезвычайно высокой мощности лазера может привести к обугливанию кромок реза и даже к возгоранию.
Как правило, для лазерной резки бумаги требуется лазерный резак для домашнего применения с мощностью лазера около 10–15 Вт для выполнения чистых разрезов с высокой скоростью резки.
Мощность лазера, необходимая для резки пластика
Лазерная резка акрила
Пластмассы представляют собой синтетические материалы различных типов, и каждый тип ведет себя по-разному под действием лазера.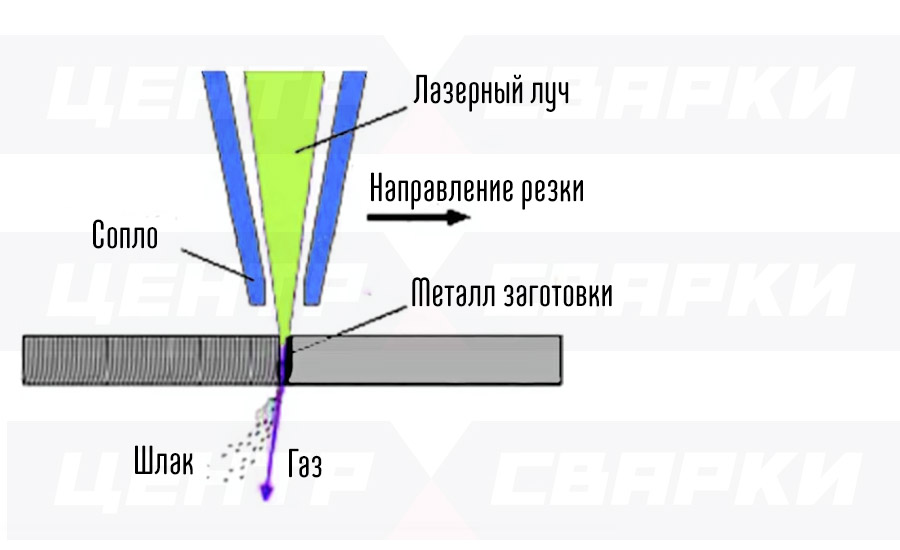
Акрил — один из наиболее подходящих пластиков для лазерной резки и гравировки, так как он дает чистые срезы с полировкой пламенем.
Кроме того, такие пластмассы, как полипропилен, делрин, майлар и т. д., также подходят для лазерной резки.
Однако эти синтетические материалы чувствительны к теплу и склонны плавиться при обработке лазером.
Поэтому важно иметь высокую скорость резания, чтобы свести к минимуму время выдержки и обеспечить контролируемую зону термического влияния.
Как правило, лазер мощностью 40–80 Вт рекомендуется для небольших применений, связанных с лазерной резкой пластика, и 80–100 Вт для промышленного применения.
Использование мощных лазеров дает возможность получить желаемый результат с минимальным временем выдержки.
Мощность лазера, необходимая для резки дерева
xTool D1 Pro для резки фанеры
Древесина — это натуральный материал, который не плавится, но легко воспламеняется при воздействии на него очень высокой мощности лазера.
Хотя мощный лазер может делать чистые пропилы практически в любом типе дерева, мягкая древесина, такая как ольха, бальза, липа, тополь, кедр и сосна, является лучшим вариантом для лазерной резки.
Лазерная резка древесины требует подачи воздуха под высоким давлением, чтобы облегчить процесс резки и достичь желаемой глубины с минимальной зоной термического воздействия.
Как правило, для промышленных применений, связанных с лазерной резкой древесины, требуется мощность лазера выше 150 Вт, но вы также можете использовать диодный лазер мощностью 20 Вт, такой как xTool D1 pro, для создания проектов своими руками из хвойной древесины с использованием многопроходной техники.
Мощность лазера, необходимая для резки ткани
Доступны ткани разных типов, и оптимальная мощность лазера для лазерной резки ткани зависит от типа и толщины используемой ткани.
Натуральные ткани, такие как хлопок и джинсовая ткань, при резке лазером дают потрепанные края, в то время как синтетические ткани, такие как нейлон, войлок, флис, бархат, микрофибра и т. д., дают запаянные края.
д., дают запаянные края.
Для лазерной резки синтетических тканей требуется сравнительно меньшая мощность лазера, чем для натуральных тканей. Использование более высокой мощности лазера, чем оптимальные настройки, может привести к плавлению и затвердеванию этих тканей.
Как правило, маломощный лазер, такой как лазерный резак k40, рекомендуется для небольших проектов, а мощность лазера около 80 Вт рекомендуется для промышленного применения.
Мощность лазера, необходимая для резки кожи
Лазерная резка кожи (Источник: Etsy)
Лазерная резка кожи — одно из самых популярных применений в мелкосерийном и крупномасштабном производстве для изготовления аксессуаров, таких как кошельки, сумки, браслеты и т. д.
При обработке лазером кожа срезается с коричневатым краем, что добавляет контраста заготовке, а оптимальная мощность лазера зависит от типа используемой кожи.
Как правило, синтетическую кожу легче резать, и для мелкосерийного производства требуется мощность лазера около 40 Вт, тогда как для промышленного применения, включающего лазерную резку натуральной кожи, требуется мощность лазера около 80 Вт для выполнения чистых разрезов с минимальным ожогом краев.
Мощность лазера, необходимая для резки стекла
Лазерная гравировка стекла
Лазерная резка стекла может быть сложной задачей из-за его высокой отражательной способности и прочности.
Недорогие лазерные резаки, такие как диодные лазеры, как правило, подходят для лазерной гравировки стекла и не могут использоваться для операций резки.
Это связано с тем, что диодные лазеры неэффективны при обработке прозрачных поверхностей. Однако можно нанести черную краску, чтобы сделать поверхность непрозрачной и выполнить гравировку.
С другой стороны, лазерная резка предполагает создание более глубоких разрезов, что делает технику маскировки неэффективной.
Как правило, лазер CO 2 с номинальной мощностью более 80 Вт рекомендуется для лазерной резки стекла, но требует специальных методов, таких как использование влажного бумажного полотенца для покрытия поверхности и достижения чистого реза.
Мощность лазера, необходимая для резки металла
Лазерная резка углеродистой стали
Металлы являются одним из самых сложных материалов для лазерной резки.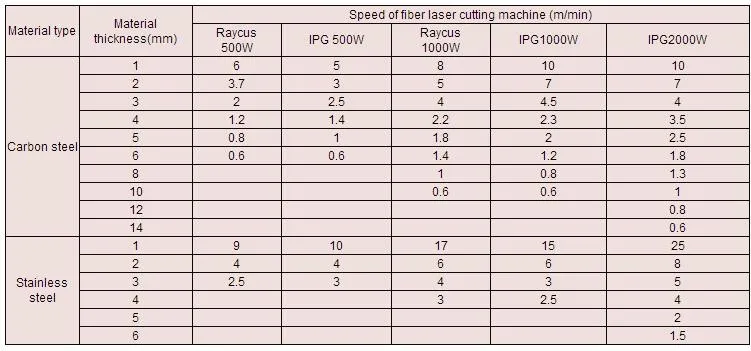 Их сильно отражающая поверхность отражает лазерный луч и приводит к потере лазерной энергии.
Их сильно отражающая поверхность отражает лазерный луч и приводит к потере лазерной энергии.
В связи с этим для лазерной резки металла требуются мощные лазерные станки.
Как правило, для лазерной резки металлов рекомендуется использовать волоконный лазер с номинальной мощностью более 500 Вт.
Хотя лазеры CO 2 нельзя использовать для гравировки металлов, более мощные CO 2 лазеры (мощностью более 1 кВт) подходят для лазерной резки.
Это связано с тем, что по мере увеличения глубины реза отражение лазерного луча внутри пропила усиливает процесс и обеспечивает чистый рез.
Поэтому волоконные лазеры рекомендуются для лазерной резки листового металла, тогда как мощные импульсные CO 2 лазеры используются для резки более толстых металлических заготовок.
Кроме того, последние разработки позволили создать прямые диодные лазеры с номинальной мощностью более 5 кВт, которые можно использовать для выполнения чистых резов в металлических заготовках различной толщины.
Заключительные мысли
Мощность лазерной резки играет важную роль в определении способности лазерного резака выполнять качественную резку различных материалов.
Однако определение оптимальной мощности лазера для вашего приложения может быть сложной задачей и требует выполнения тестовых прогонов с различными конфигурациями мощности и скорости.
Максимальная выходная мощность лазерного резака напрямую влияет на его стоимость. Поэтому рекомендуется определить ваши требования и выбрать лучший лазерный резак, который обеспечивает требуемую выходную мощность.
Кроме того, лазеры могут быть опасны при неосторожном обращении, особенно мощные лазеры. Поэтому настоятельно рекомендуется следовать протоколам лазерной безопасности и носить защитные очки.
Часто задаваемые вопросы (FAQ)
Рекомендуется ли использовать лазерный резак на полную мощность?
Нет, не рекомендуется использовать лазерный резак на полную мощность, поскольку регулярное использование максимального потенциала лазера может изнашивать оборудование и сокращать срок его службы.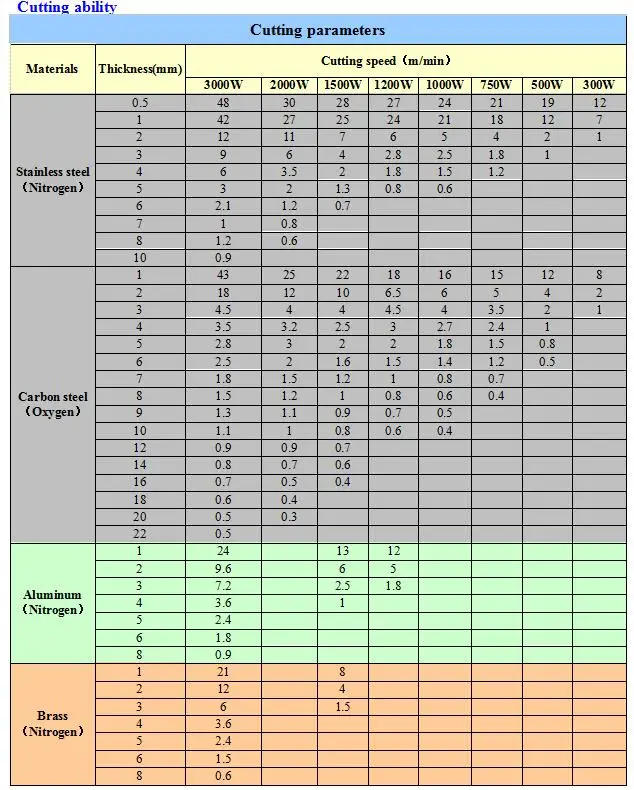 Поэтому всегда рекомендуется использовать только 90% от общей мощности лазерной резки для увеличения срока службы.
Поэтому всегда рекомендуется использовать только 90% от общей мощности лазерной резки для увеличения срока службы.
Влияет ли фокус лазера на мощность лазера?
Да, фокус лазера напрямую влияет на мощность лазера. Наличие чрезвычайно сфокусированного лазерного луча приводит к высокой плотности энергии, что делает лазер способным быстрее испарять материал, тогда как расфокусированный лазер приводит к рассеиванию мощности лазера по более широкой области, что делает его сравнительно менее способным к испарению материала.
Лазерная резка требует больших затрат на электроэнергию?
Да, промышленные лазерные резаки, обеспечивающие высокую выходную мощность лазера, требуют больших затрат электроэнергии, чем большинство традиционных станков. Однако способность лазеров производить более быструю и эффективную резку позволяет им производить больше продукции за час работы, тем самым покрывая высокие эксплуатационные расходы, предоставляя возможность выпускать больше продукции за то же время.
Лазерная резка: сталь и алюминий
Лазерная резка: сталь и алюминий
Одним из самых обсуждаемых и интересных способов резки материалов является лазерная резка.
Лазерная резка часто привлекает внимание общественности из-за футуристической репутации лазеров. Но так ли это изображают в научно-фантастических фильмах?
Как работает лазерная резка?
Станок для лазерной резки направляет концентрированный поток фотонов в точное место на материале, прокалывает его и отслеживает желаемую форму и дизайн заготовки для создания конечного продукта.
Какие типы лазеров существуют?
Существует множество различных видов лазеров, используемых для резки материалов.
CO2-лазер
Эти лазеры используют углекислый газ в качестве газовой среды для фокусировки света, чтобы делать мощные разрезы на толстом материале. Мощный непрерывный луч обеспечивает чрезвычайно высокую силу резки. Разряд лазера содержит углекислый газ, смешанный с небольшими количествами азота, гелия и водорода. Лазеры CO2 в основном используются для промышленной резки.
Разряд лазера содержит углекислый газ, смешанный с небольшими количествами азота, гелия и водорода. Лазеры CO2 в основном используются для промышленной резки.
Неодимовый лазер (Nd)
В Nd-лазерах используется твердый кристалл для фокусировки света на заготовке. Этот непрерывный или ритмичный инфракрасный луч можно усилить с помощью вторичного оборудования, такого как лампы накачки или диоды.
Лазер на иттрий-алюминиевом гранате (Nd:YAG)
Nd:YAG-лазер похож по стилю на Nd-лазер, но отличается по применению и использованию. Nd-лазер используется для сверления и в случаях с высокой энергией, но с малым повторением, тогда как Nd:YAG используется в случаях с низким энергопотреблением, таких как резка листового металла и керамики.
Волоконный лазер
Это твердотельные лазеры, а не газовые или жидкостные. Базовый лазер создается, а затем усиливается в стеклянном волокне. Волоконные лазеры идеально подходят для резки отражающих металлов из-за небольшого размера пятна.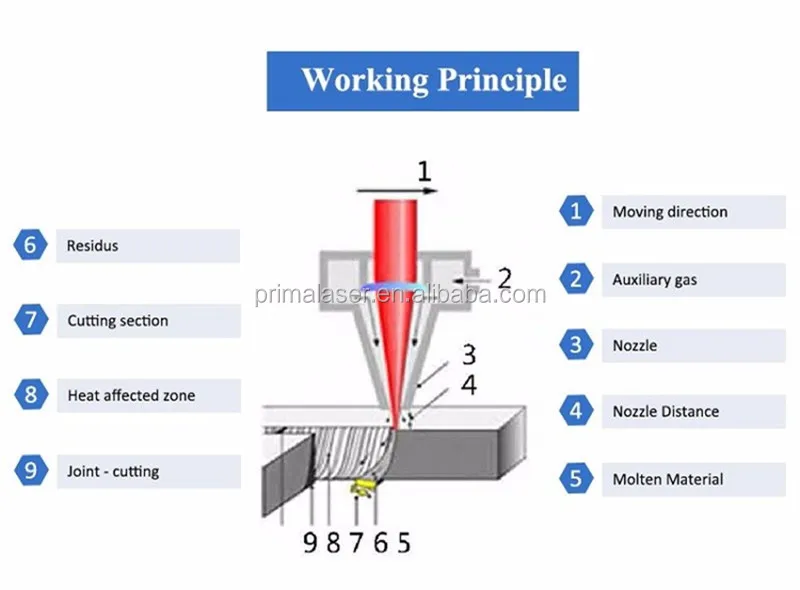
Каковы преимущества лазерной резки?
Лазерная резка очень уникальна и заметно отличается от других методов резки.
Вот несколько вещей, которые могут сделать лазерную резку правильным выбором для вашего проекта:
- Процесс бесконтактной резки
- Минимальное повреждение продукта
- Низкое энергопотребление
- Безопасный и замкнутый процесс резки
- Допуск плотной резки
- Автоматизация для максимальной точности
- Может резать различные материалы
Что делать со сталью?
Стальные материалы часто бывают очень толстыми и требуют методов резки с высокой мощностью. Это означает, что их обычно режут с помощью CO2-лазеров, поскольку они способны генерировать более высокую мощность, чем другие лазеры.
Как правило, чем толще стальной лист, тем больше мощности вам потребуется.
Лазерная резка превосходит другие процессы механической резки, потому что она позволяет создавать отверстия очень маленького размера, иногда всего в одну пятую толщины стали. Размеры отверстий могут быть еще меньше при резке волоконным лазером.
Размеры отверстий могут быть еще меньше при резке волоконным лазером.
Лазеры Nd:YAG, как правило, не способны резать сталь любой толщины около 20 миллиметров и выше, но их можно сочетать с оптическим волокном и механизмом вспомогательного газа, что позволяет им резать более толстый стальной материал.
Как насчет алюминия?
Лазерные резаки с трудом работают со светоотражающими и теплопроводными металлами, такими как алюминий и нержавеющая сталь.
Эти ограничения можно обойти, объединив мощные лазерные лучи с технологией сжатого газа.
Станки для лазерной резки с азотом и кислородом могут формовать алюминий и нержавеющую сталь с относительно высокой производительностью и отличными результатами.
К сожалению, более высокое потребление электроэнергии и мощности, а также стоимость вспомогательного оборудования, используемого для достижения этих результатов, могут увеличить затраты настолько, что они перевесят ценность метода резки.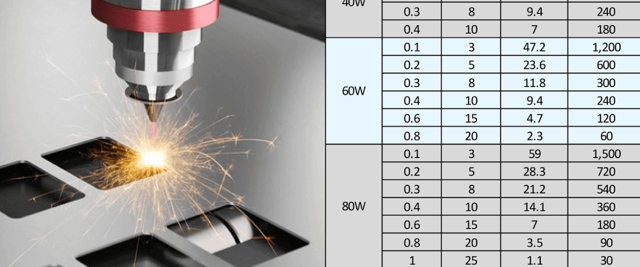
Всего комментариев: 0