Отверстия в металле лазером: Чему равен минимальный диаметр отверстия лазерной резкой?
Содержание
Чему равен минимальный диаметр отверстия лазерной резкой?
Один из важных вопросов при планировании производства с использованием метода лазерной резки — минимальный диаметр отверстий. С одной стороны, вообще лазерная технология в этом плане предоставляет производственникам особые возможности — можно проделывать отверстия с меньшим диаметром, чем позволяет сделать, например, плазменная резка. С другой стороны, у любого метода есть свои ограничения — определенные ограничения есть и у лазерной резки.
Принято считать, что минимальный диаметр отверстий, которые можно проделать лазерной резкой, равен толщине металла и начинается от 1 мм. То есть, например:
- В 5-мм стали — 5 мм.
- В 2,5-мм стали — 2,5 мм.
- В 1-мм стали — 1 мм.
- В 0,5-мм стали — 1 мм.
Почему так? Почему нельзя, например, проделать в 5-мм стали отверстие диаметром 2,5 мм, если в 2,5-мм стали его проделать можно?
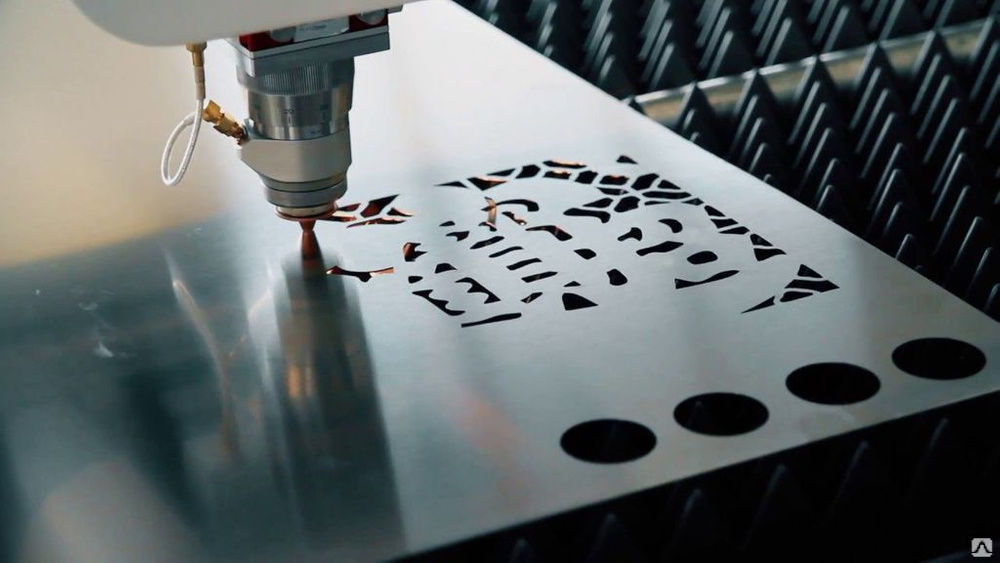
Давайте разберемся. Вспомним, как работает лазерная резка. Лазерный луч стремительно нагревает металл в нужной области до температуры плавления, струя сжатого газа выдувает расплав вниз, остается отверстие. Луч двигается, проделанное отверстие сливается в контур. В случае вырезания отверстия этот контур замыкается в форму нужного очертания, а отход — центральная часть отверстия, на месте которой должна быть пустота — вываливается вниз.
Вспомним, как работает лазерная резка. Лазерный луч стремительно нагревает металл в нужной области до температуры плавления, струя сжатого газа выдувает расплав вниз, остается отверстие. Луч двигается, проделанное отверстие сливается в контур. В случае вырезания отверстия этот контур замыкается в форму нужного очертания, а отход — центральная часть отверстия, на месте которой должна быть пустота — вываливается вниз.
Чем тоньше металл, тем быстрее происходит резка, и тем меньше тепла распределяется по металлу, окружающему отверстие. При правильно составленной программе край отверстия не подвергается температурной деформации, потому что всё лишнее тепло быстро распределяется по металлу.
Так происходит и при вырезании отверстий — с наружным краем. А вот с внутренним краем — краем того самого отхода, центрального кружка, который должен вывалиться — с ним возникают вопросы. Потому что этот небольшой кусочек металла:
Потому что этот небольшой кусочек металла:
- уже частично изолирован от остального листа из‑за линии реза;
- нагревается из всех точек окружающей его дуги, где лазер уже прошел.
В общем, он не успевает охлаждаться — и может начать плавиться. Если он плавится, то получается комедийная ситуация — лазерный луч прорезает контур, но сразу за ним контур опять заплавляется. Вместо четкого реза можно получить конусовидную воронку. Либо всё‑таки прорезать контур, но геометрия отверстия будет искажена.
Поэтому и существуют ограничения на минимальный диаметр отверстий, сделанных лазерной резкой, при заданной толщине металла. Чем больше толщина, тем больше тепла выделится в процессе резки — и тем больше должна быть площадь отхода металла в центре отверстия, чтобы он не начал плавиться и не испортил весь результат.
Еще ответы на вопросы, которые могут заинтересовать вас:
- Возможно ли производство металлического корпуса компьютера на заказ?
- Каковы преимущества и недостатки запрессовочного, вытяжного и приварного крепежа?
Нужно что-то уточнить или сделать заказ? Пишите нам здесь:
Резка отверстий в металле: обзор основных способов
Вопросы, рассмотренные в материале:
- Что такое лазерная резка отверстий в металле
- Возможна ли точная резка отверстий в металле плазмой
- Как получить отверстия в металле сверлением
- Можно ли вырезать отверстие в металле болгаркой
Резка отверстий в металле бывает востребована как в быту, так и в производстве. И если в первом случае параметром точности можно если и не пренебречь, но оставить его в широких рамках, то для промышленных деталей здесь предъявляются самые строгие требования.
Соответственно, для разных задач существуют и различные способы достижения результата. В быту можно воспользоваться болгаркой, для относительно небольших отверстий применяют сверление, а если требуется высокая точность – используют лазер. Также для этих целей служат плазменные резаки. Подробнее о каждом способе расскажем далее.
В быту можно воспользоваться болгаркой, для относительно небольших отверстий применяют сверление, а если требуется высокая точность – используют лазер. Также для этих целей служат плазменные резаки. Подробнее о каждом способе расскажем далее.
Лазерная резка отверстий в металле
В данном разделе мы не собираемся рассказывать о достоинствах резки лазером, к примеру, таких, как минимум отходов материала или высокая скорость работы. Дадим только важные сведения, касающиеся резки отверстий и окон в металле.
- Работа выполняется точно по проекту.
В отличие от сверла, луч лазера при резке не может повести, он направляется только в указанную сторону, по прямой. По сравнению с плазменной дугой, луч не мечется из стороны в сторону. Процессом управляет робот (ЧПУ – числовое программное управление), который не может отвлечься или расслабиться, совершив ошибку, как человек.
Благодаря ЧПУ детали полностью соответствуют проекту, размер отверстий будет одинаковым. При правильно написанной программе все изготовленные детали соответствуют первоначальному проекту.
При правильно написанной программе все изготовленные детали соответствуют первоначальному проекту.
- Очертания практически любой сложности.
Рассмотрим пример. В настоящее время наиболее быстрым и дешевым способом является координатная пробивка, позволяющая делать окна, имеющие обычные очертания. Края могут быть не совсем ровными, части изделия иногда повреждены, но стоимость такого производства значительно ниже лазерной резки. Однако речь ведь идет об окнах со стандартными очертаниями.
Координатный станок имеет пробивной элемент, чья форма определена заранее. Как формочки для игры в песочнице. При наличии квадратной формы невозможно сделать круглый куличик. Нужно сначала заказать круглую формочку. В принципе, это возможно. Однако что делать, если необходим кулич в виде логотипа фирмы… Можно заказать форму для изготовления логотипа, правда, производство уже не будет ни дешевым, ни быстрым.
Лазерный же станок в состоянии выкроить фигуру как стандартной, так и самой сложной конфигурации. Оператор задает программу, в ходе выполнения которой луч двигается в нужном направлении. При этом не имеет значения замысловатость вычерчиваемой формы.
Оператор задает программу, в ходе выполнения которой луч двигается в нужном направлении. При этом не имеет значения замысловатость вычерчиваемой формы.
- Минимальный диаметр отверстий более 1 мм.
Еще одним важным моментом является точность выполнения резки. При работе плазменным аппаратом, делающим резку также по координатам, происходит скругление углов. Проблема заключается в толщине сечения плазменной дуги, которая больше, чем луч лазера. Плазменной дугой можно выполнять резку сложных очертаний, но по факту они могут не совсем соответствовать запланированным.
То же самое относится и к минимальному размеру отверстий. Диаметр круга, вырезанного лазерным лучом, равен толщине материала и не может быть менее 1 мм. Диаметр отверстия, вырезанного плазменной дугой, равняется толщине материала, умноженной на 1,5, но не менее 4 мм.
- Края отверстия высокого качества.
Лазерная резка отверстий в металле делает края материала, наиболее близкие к идеальным. При плазменной резке края получаются недостаточно вертикальными, а при пробивке они слегка загибаются.
При плазменной резке края получаются недостаточно вертикальными, а при пробивке они слегка загибаются.
Несмотря на приближенность к идеальным, края металла все же не совсем соответствуют ему. При лазерной резке сравнительно толстых металлических листов, отверстия также имеют небольшую конусность, то есть входной диаметр немного меньше выходного. Но только на толстых. Лазерной резке же в основном подвергаются листы материала толщиной 1, 2, 4 мм, а на них конусность различить достаточно сложно.
- Какой металл подходит для резки отверстий.
Вид металла влияет на максимально возможную толщину листа, в которой можно произвести резку отверстия:
- Черная сталь – < 16 мм.
- Алюминий – < 10 мм.
- Нержавеющая сталь – < 10 мм.
- Латунь – < 5 мм.
- Титан – < 5 мм.
- Оцинкованная сталь – < 3 мм.
- Возможно ли сделать лазером резку перфорации.

При производстве дверей, панелей или корпусов иногда требуется сделать перфорацию металла. Перфорация – это разбросанные на плоскости отверстия, иногда выполненные в виде рисунка, которые необходимы для вентиляции. В состоянии ли лазерный станок сделать ее?
В принципе, да! Но это экономически не очень целесообразно. Причина кроется в том, что дешевле и проще сделать дырки пробивным станком, ведь ему будет достаточно одного удара. Луч лазера же должен выполнять резку каждого отверстия. Близкое их расположение, длинный рез может привести к перегреву материала и заготовку поведет. В большинстве случаев лазерная резка не приводит к перегреву и ведению металла, но при выполнении перфорации это может произойти. Кроме того, резка лазером излишне дорога.
Рекомендуем статьи по металлообработке
- Марки сталей: классификация и расшифровка
- Марки алюминия и области их применения
- Дефекты металлический изделий: причины и методика поиска
При необходимости снабдить изделие перфорацией можно поступить следующим образом: взять уже готовый перфолист и вырезать из него кусок нужного размера. На основной детали вырезается кусок такого же размера. Затем перфолист нужно вставить в данное окно. Закрепление проходит контактной сваркой.
На основной детали вырезается кусок такого же размера. Затем перфолист нужно вставить в данное окно. Закрепление проходит контактной сваркой.
Возможна ли точная резка отверстий в металле плазмой
Плазмой можно делать длинные резы, это подтверждается профессионалами и не является новинкой. Сложности появляются при изготовлении отверстий методом плазменной резки в проводящих электричество металлах для соединения частей болтами. При этом качество вызывает большие вопросы. Рассмотрим рекомендации, способные улучшить качество работы и облегчить ее.
- Контроль высоты плазмы.
В процессе резки очень важно выдерживать определенное расстояние между поверхностью металла и резаком. Оно влияет на качество изделия и на срок службы расходных материалов.
Необходимо тщательно подбирать высоту плазмы. При резке расстояние между резаком и обрабатываемым материалом необходимо делать чуть большим. Общий совет: высота пробивки при использовании плазмы должна быть выше рекомендуемой на 50–100 %. Рассмотрим пример: рекомендуемая высота для проведения резки – 2–2,5 мм, профессионал при этом будет работать на расстоянии 4-5 мм. Необходимо помнить, что излишне малое расстояние приводит к ускоренному износу аппаратуры.
Рассмотрим пример: рекомендуемая высота для проведения резки – 2–2,5 мм, профессионал при этом будет работать на расстоянии 4-5 мм. Необходимо помнить, что излишне малое расстояние приводит к ускоренному износу аппаратуры.
- Найти место для прожига.
Точно локализованное место первоначальной пробивки поможет предотвратить колебания дуги и растяжений, а также иные проблемы. Во-первых, произойдет стабилизация дуги еще до достижения ею края отверстия. Как энергия, так и сила давления должны увеличиваться постепенно. Во-вторых, колебания плазменной дуги, возникающие из-за наличия на металле окалины, можно практически полностью убрать, определив место для пробивки непосредственно около центра. Для комбинированных методов резки прямых линий применяются те же правила.
- Контроль высоты и напряжения дуги.
Невысокая скорость резки, присущая автоматическим системам, влияет на изменения в высоте дуги в процессе изготовления отверстий диаметром меньше 25 мм.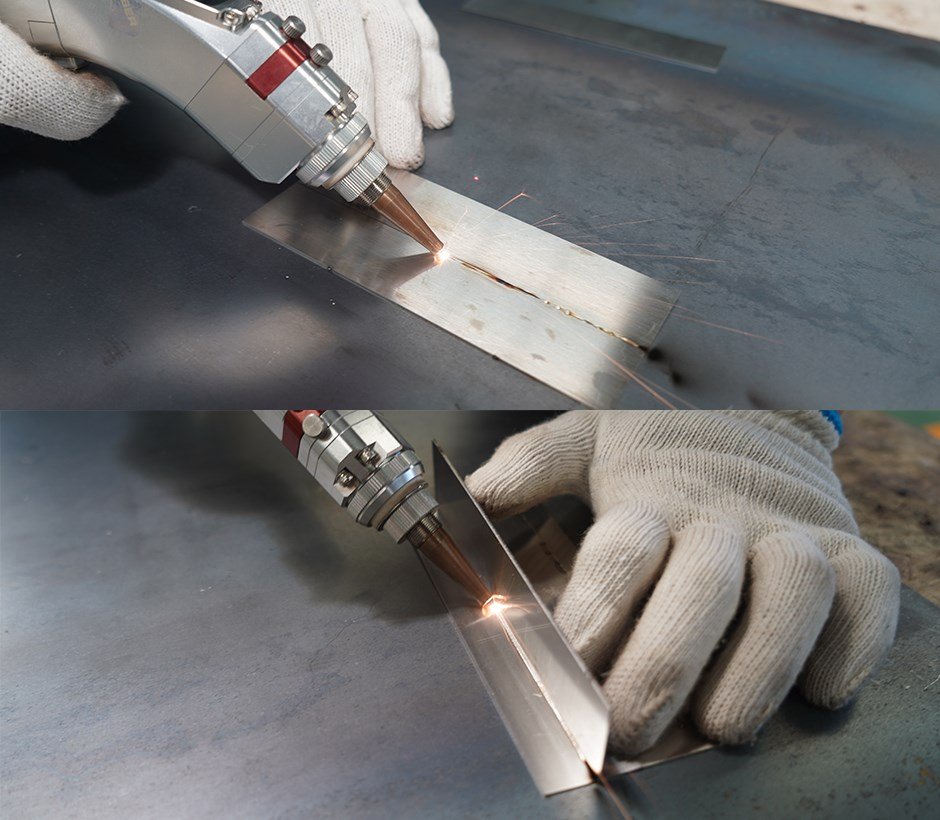 Для предотвращения этого перед началом резки происходит отключение контролера напряжения плазменной дуги.
Для предотвращения этого перед началом резки происходит отключение контролера напряжения плазменной дуги.
- Скорость.
Скорость перемещения резака для изготовления высококачественных отверстий должна быть достаточно медленной. Она не может превышать 60 % скорости резки внешнего контура изделия. Такое замедление не дает образоваться конусовидным отверстиям. Однако появления окалины не избежать.
- Завершение работ.
Плазменная резка отверстий имеет свои особенности, более всего это касается их изготовления в трубах. И главной особенностью является высокая точность работ. Большинство видов плазменного оборудования не могут после прекращения резки сберегать дугу, даже незначительное время. И она гаснет непосредственно в рамках контура изготавливаемого отверстия.
Получение отверстий в металле сверлением
Просверлить отверстия высокого качества в металле поможет правильный выбор оборудования и грамотно проведенная подготовительная работа.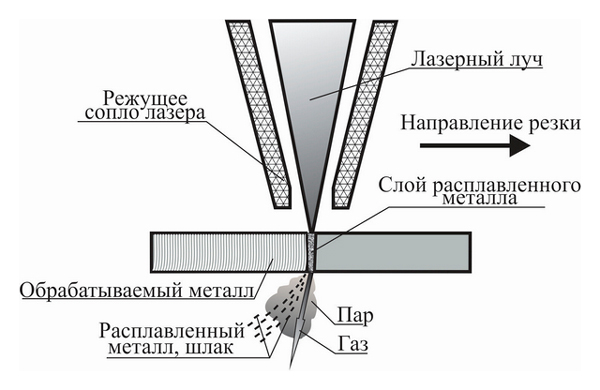 Помимо этого, большое значение для эффективности резки имеет надежность аппаратуры и используемых сверл.
Помимо этого, большое значение для эффективности резки имеет надежность аппаратуры и используемых сверл.
Ниже представлены основные виды отверстий, а также методы их получения:
- Сквозные. Данный вид изготавливается путем полного прохода (насквозь) заготовки. Основной особенностью данного метода резки является значительное уменьшение сопротивления материала после выхода сверла с изнаночной стороны изделия. При недостаточном контроле аппарат может резко опуститься и сверло упрется в верстак, что иногда приводит к поломке оборудования или заклиниванию. Для предотвращения этого используют защитные покрытия столешницы (верстака): деревянную (металлическую) многослойную подкладку или простой брусок со сделанным насквозь отверстием.
Если резка происходит на станке, то профессионалы советуют перед окончанием работы переходить на подачу вручную. При разрезании тонкостенных изделий применяют перьевые сверла, так как обычные спиральные могут повреждать их края.
- Глухие. Особенности применения данного метода резки – в контроле глубины проникновения сверла. На современном оборудовании стоит специальная система, которая контролирует его подачу. Таким образом происходит резка отверстий в металле с заданной глубиной и без дополнительных инструментов.
Если же система контролируемой подачи сверла отсутствует, то применяют регулируемый или втулочный упор. Помимо этого, можно использовать глубиномер или простую линейку. Однако это неудобно и сильно замедляет работу, поскольку требуется удалить сверло из отверстия, вычистить стружку, а затем измерить глубину. - Сложная форма. Примером осложненной формы может служить отверстие, расположенное у края изделия. Для его резки используют одновременно две заготовки одинакового размера, их складывают и помещают в тиски. Материал второй заготовки должен быть аналогичным первой, причина скрывается в особенностях резки отверстий на краях металла – сверло будет сдвигаться в сторону более мягкого материала.
Изготовление отверстий на цилиндрических поверхностях металла также относится к сложным видам резки. Перед началом подобной работы необходимо положить подкладку из древесины или пробки. - С уступами. Особенностью данного метода резки является использование сразу двух техник: уменьшения диаметра и рассверливания. И если в последнем случае применяют разные сверла, постепенно увеличивая их диаметр от меньшего к большему, то при уменьшении диаметра применяют сначала большее сверло, а затем, по мере прохождения вглубь металла, сокращают его размер.
- Большего диаметра. Такая технология считается самой трудоемкой. При резке отверстий в заготовке толщиной не более 0,8–1,0 см применяют так называемые конусно-ступенчатые сверла. Диаметр прохода таких приспособлений – 0,4-0,5 см. В условиях промышленного производства часто применяют биметаллические коронки, позволяющие сделать отверстия размером, не превышающим 10 см.
 Менее трудоемкой считается технология кольцевого сверления. Ее делают на низких оборотах.
Менее трудоемкой считается технология кольцевого сверления. Ее делают на низких оборотах.
Можно ли вырезать отверстие в металле болгаркой
Описанные выше методы относились к промышленным способам резки металла. Для использования на производственных предприятиях болгарка не подходит. Данный инструмент более всего применим в условиях мелкого производства, дома, когда необходим мелкий ремонт или строительство. Точность, с которой выполняется резка, невелика. Однако она и не требуется.
Рассмотрим пример. Для этого используем швеллер 12 и лист металла в 2 мм.
Для начала наносим керны и отмечаем две окружности с помощью штангенциркуля, но не измерительного, а специального, или обычного циркуля по металлу, поскольку простым по металлической поверхности чертить нежелательно. Впрочем, при неимении иного можно и им провести разметку – не сотрется. Основная задача заключается в резке круглой заготовки из листа металла, в основании же швеллера толщиной 0,5 см необходимо сделать круглое отверстие.
Процессу резки предшествуют подготовительные мероприятия: подбор и установка на болгарку стертого диска наименьшего диаметра.
Проводим разметку листа металла и швеллера. После чего производим еле заметный неглубокий запил установленным диском. Болгарку необходимо вести равномерно, не меняя скорости, и постоянно поворачивать ее по окружности.
Следом полностью отрезаем кусок металла с обозначенной окружностью. После чего несколькими надрезами осуществляем полный прорез от внешней границы куска и до окружности. В швеллере делаем все в обратном порядке. Производим резку окна в центре круга, после чего идем полными запилами к окружности. Таким образом получаются сегменты. При работе с толстым металлом запилов для сегментов нужно делать побольше для более удобного их удаления.
После окончания резки происходит удаление сегментов с двухмиллиметрового листа металла плоскогубцами. Это достаточно просто и быстро, отогнул каждый пару раз в стороны и все.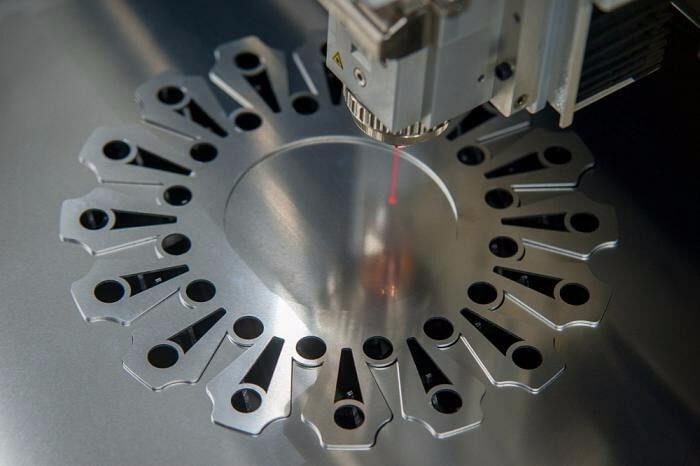 Так быстро с толстым металлом швеллеру не справиться. Плоскогубцев будет уже недостаточно, необходим молоток или «крокодил» (специальное приспособление). Поэтому специалисты советуют резать металл более мелкими сегментами, а затем использовать два молотка: один ставят на сегмент, а другим бьют по первому.
Так быстро с толстым металлом швеллеру не справиться. Плоскогубцев будет уже недостаточно, необходим молоток или «крокодил» (специальное приспособление). Поэтому специалисты советуют резать металл более мелкими сегментами, а затем использовать два молотка: один ставят на сегмент, а другим бьют по первому.
Таким образом и происходит резка двух окружностей: из листов металла толщиной 2 мм и 0,5 см.
Однако существует и иной способ резки. При его использовании нет необходимости нарезки небольших сегментов.
На листе металла толщиной 0,5 см намечается окружность с помощью штангенциркуля. Затем, как и в предыдущем случае, делаем небольшой рез маленьким диском. После чего болгаркой по уже намеченному кругу продолжаем делать неглубокие резы, проходя круг за кругом. Скорость резки должна быть стабильной, а инструмент надо поворачивать в сторону окружности. Резка происходит до окончательного отделения круга.
Мы рассказали о способах работы болгаркой при резке круглых отверстий.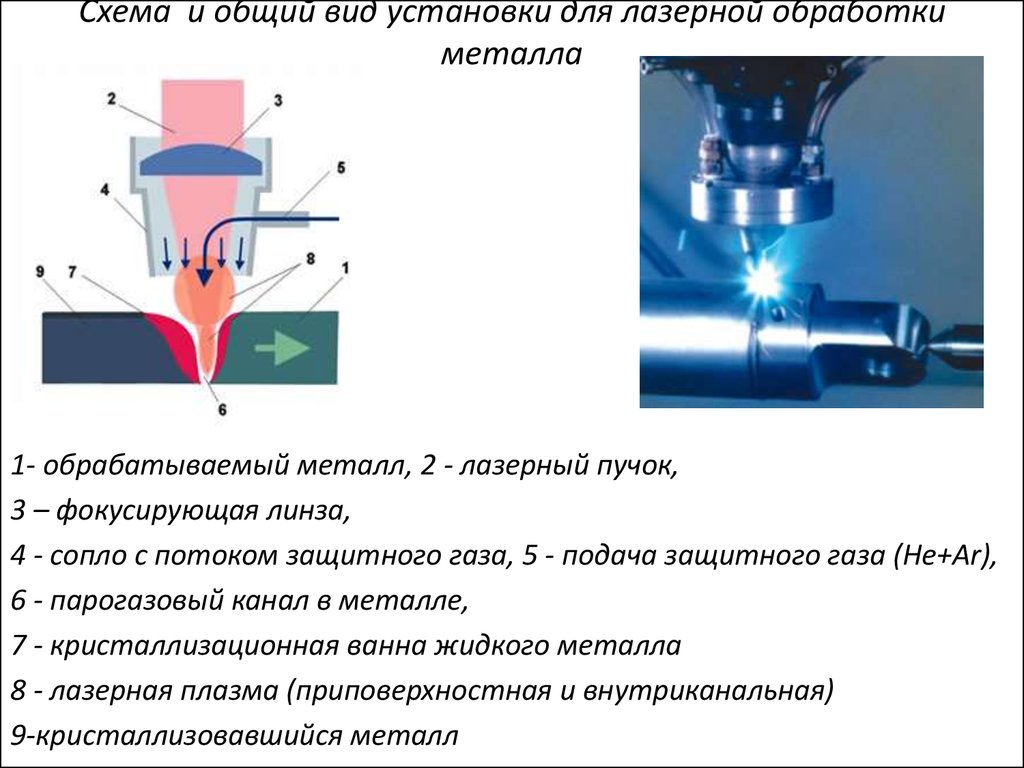 Рассмотрим теперь отклонения от заранее заданных размеров, которые возможны при резке этим инструментом.
Рассмотрим теперь отклонения от заранее заданных размеров, которые возможны при резке этим инструментом.
В процессе вырезания круга отклонения будут минимальными, в пределах 2 мм. Если же выполнять рез иначе, то запил будет забирать много материала. Если необходимо сохранить точные размеры окна, то при первоначальной разметке требуется увеличение диаметра на 0,6–0,8 см.
Если выполняется резка толстого металла для размещения потом в нем, например, трубы или втулки, то диаметр при разметке должен быть увеличен на 0,4–0,6 см.
Лазерное сверление отверстий | Микроотверстия в керамике, полимере и металле
Лазерное сверление отверстий | Микроотверстия в керамике, полимере и металле
- Применение →
- Микрообработка →
- Сверление микроотверстий
Инженеры-технологи IPG Photonics разработали
как эксимерные, так и твердотельные лазеры
для обработки высококачественного сверления микроотверстий.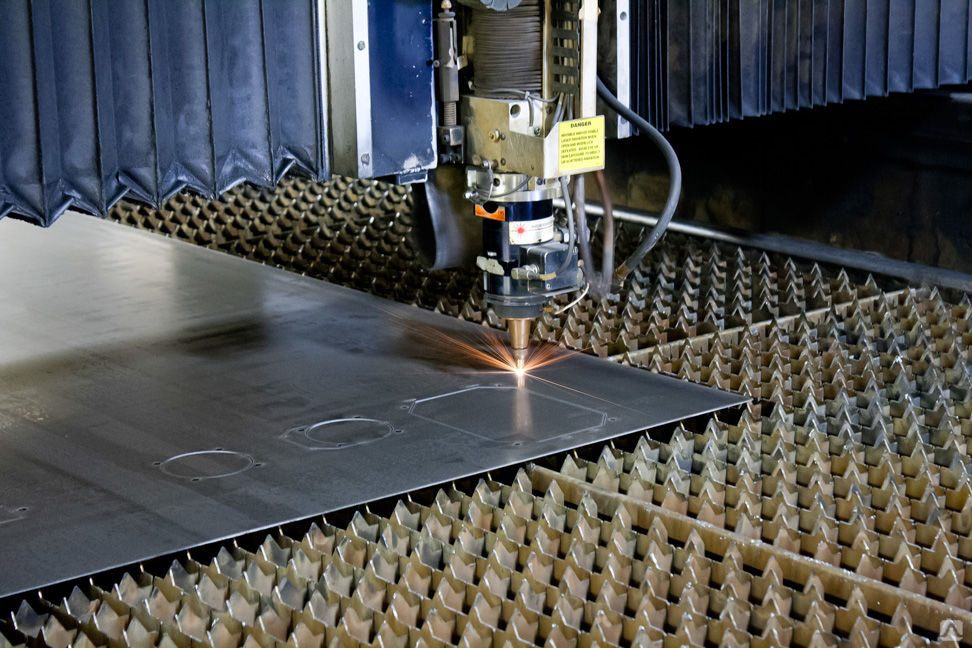
Эксимер использует проекцию маски
, а в полупроводниковом приборе используется гальвонометр
, который обеспечивает высокую производительность и высокое качество лазерного бурения
. Здесь мы показываем
примеры методов микросверления
в металлах, полимерах, стекле,
керамике и глиноземе.
- Микрорезка
- Скрайбирование
- Трехмерное микрофрезерование
- Сверление микроотверстий
- Обработка глухих отверстий
- Выборочное удаление материала
- Лазерный отрыв
- Отжиг
- Ультратонкая маркировка
- Сверление микроотверстий
- Инспекция микросверления
Микросверление включает в себя как сквозные, так и глухие отверстия, и может потребовать вертикальных боковых стенок или конических боковых стенок, в зависимости от применения. Каждый материал сталкивается с уникальными проблемами, от термического воздействия до лазерной обработки. Ассортимент типов лазеров и технологий доставки луча IPG позволяет оптимизировать их для каждого приложения и может быть реализован в виде высокоскоростных полностью автоматизированных производственных решений. | Существует повышенный интерес к лазерному изготовлению элементов переменной формы и малого размера (<100 микрон), с контролируемой или нулевой конусностью, из большого разнообразия материалов и с широким диапазоном толщин до нескольких миллиметров. Требования к качеству и пропускной способности продолжают расти, с более жесткими допусками в отношении размеров и позиционных спецификаций. Следовательно, необходимо разработать усовершенствованные технологии производства с усовершенствованным управлением технологическим процессом и лазерными источниками, чтобы соответствовать постоянно растущим требованиям отрасли. |
 Диаметр отверстий может быть до 2 микрон с субмикронной точностью размещения. Доступна скорость бурения до 1000 отверстий в секунду.
Диаметр отверстий может быть до 2 микрон с субмикронной точностью размещения. Доступна скорость бурения до 1000 отверстий в секунду.
Керамическое сверло Системы высокоскоростного сверления керамики IPG оптимизированы для сверления микроотверстий (как правило, диаметром <100 мм) в оксиде алюминия и нитриде алюминия и аналогичных керамических материалах для изготовления корпусов электронных устройств и вставок. Благодаря возможностям минимального размера отверстий до <10 микрон и максимальной скорости сверления > 1000 отверстий в секунду, керамический сверлильный станок подходит для тех областей применения, где менее 100 мкм трудно решить с помощью традиционного CO 2 лазеры На рисунке показаны 20 000 отверстий, просверленных в оксиде алюминия размером 380 мкм. Система: Сверло для керамики Лазеры: одномодовые лазеры QCW , многомодовые лазеры QCW , пикосекундные лазеры , импульсные УФ-нс лазеры |
Сверление металла Глухие и сквозные отверстия из нержавеющей стали, латуни, молибдена и сплавов. Круглые и неправильные формы. Выходные отверстия диаметром до 5 микрон. Здесь показаны семь отверстий диаметром 100 мм в молибдене толщиной 100 мм. Система : Многоосевое сверление Лазеры: одномодовые лазеры QCW , многомодовые лазеры QCW , пикосекундные лазеры , импульсные УФ-нс лазеры |

Сверление полимерного термореактивного материала Минимальные размеры элемента до 2 микрон. Справа: струйное сопло с квадратным отверстием. Система: Сверло/резак для полимерной пленки Лазеры: зеленых нс импульсных лазера, пикосекундных лазеров, УФ нс импульсных лазеров |
Сверление полимерного термопластика Сквозные и глухие отверстия в термопластах. Справа: массив отверстий диаметром 30 мкм через 1 мм АБС-пластик Система : Система микрофлюидного сверления Лазеры: зеленых нс импульсных лазера , пикосекундные лазеры, УФ нс импульсные лазеры |
 Диаметр отверстий до 2 микрон. Обычно используется УФ-обработка с большим полем зрения с несколькими отверстиями для высокой пропускной способности.
Диаметр отверстий до 2 микрон. Обычно используется УФ-обработка с большим полем зрения с несколькими отверстиями для высокой пропускной способности.Отверстие для карты зонда SiN Лазерное изготовление отверстий различной формы и малого размера (<100 микрон) с контролируемой или нулевой конусностью на самых разнообразных материалах. В лазерных системах микрообработки IPG используется запатентованная технология подачи луча для высокоскоростного сверления, позволяющая создавать микроотверстия менее чем за 1 секунду при толщине менее 250 мкм и менее чем за 2 секунды при толщине нитрида кремния 380 мкм. На рисунке показаны отверстия 65×65 мкм с боковыми стенками толщиной 10 мкм через SiN толщиной 200 мкм. Система : Система сверления зондовых плат Лазеры: пикосекундные лазеры, УФ нс импульсные лазеры |

Сверление стекла Лазеры с высокой частотой следования импульсов и короткой длиной волны идеально подходят для микросверления стекла. Эти лазеры в сочетании с прецизионной рабочей станцией микрообработки IPG обеспечивают качественную округлость отверстий, резку с острыми углами, минимальную конусность, отсутствие трещин и минимальное количество сколов. На рисунке показано сверление отверстий диаметром 1 мкм в стекле. Системы : Система микрожидкостного бурения , Двойная лазерная научно-исследовательская система Лазеры: одномодовые лазеры QCW , многомодовые лазеры QCW , пикосекундные лазеры , импульсные УФ-нс лазеры |
Лаборатория метрологии – Нашуа, Нью-Гэмпшир
Технологии и возможности лазерного сверления
Лазерное сверление — это бесконтактный процесс, в котором используется сфокусированный свет с высокой плотностью энергии для абляции материала и сверления отверстий в самых разных материалах.
По сравнению с другими методами бурения лазеры обеспечивают превосходную скорость и точность при снижении эксплуатационных расходов. В результате они находят применение в самых разных отраслях, от автомобилестроения до производства медицинского оборудования.
Они также играют важную роль в фармацевтической промышленности — сверление таблеток осмотическим насосом на высоких скоростях с соблюдением очень жестких допусков.
Преимущества лазерного сверления
Лазерное сверление — это бесконтактный процесс, в котором используется сфокусированный свет с высокой плотностью энергии для абляции материала и сверления отверстий в самых разных материалах.
По сравнению с другими методами бурения лазеры обеспечивают превосходную скорость и точность при снижении эксплуатационных расходов. В результате они находят применение в самых разных отраслях, от автомобилестроения до производства медицинского оборудования.
Они также играют важную роль в фармацевтической промышленности — сверление таблеток осмотическим насосом на высоких скоростях с соблюдением очень жестких допусков.
Возможности лазерного сверления
Самый простой метод лазерного сверления — это одноимпульсное сверление — простой, чистый и быстрый процесс, который привел к нескольким вариациям, в том числе:
- Одноимпульсное сверление: для сверления отверстия используется один импульс лазера. Это простой, чистый и быстрый процесс, когда это возможно.
- Ударное бурение: этот метод похож на одноимпульсное бурение, но вместо одного большого выброса энергии используется несколько коротких импульсов с меньшей энергией. Ударное сверление позволяет создавать более глубокие и точные отверстия. Поскольку с каждым импульсом испаряется меньше материала, вы также можете сверлить отверстия меньшего диаметра.
- Трепанация: сначала в материале просверливается пилотное отверстие с помощью ударного бурения. Затем фокальная точка лазера сканируется по спиралевидной схеме, начиная с этого направляющего отверстия и увеличивая его диаметр до тех пор, пока не будет достигнут желаемый диаметр отверстия.
 Большая часть расплавленного материала выбрасывается вниз через пилотное отверстие.
Большая часть расплавленного материала выбрасывается вниз через пилотное отверстие. - Спиральное сверление: в отличие от трепанации предварительно не просверливается пилотное отверстие. Лазер сканирует по спирали несколько раз, удаляя небольшое количество материала с каждым проходом, пока не будет выполнено желаемое отверстие. Фокусное пятно также можно отрегулировать вниз, пока лазер сверлит этот спиральный рисунок, чтобы обеспечить наиболее эффективное удаление материала на каждой глубине через материал. При винтовом бурении большая часть расплавленного материала выбрасывается вверх из отверстия. Этот метод обычно используется для создания глубоких отверстий большого диаметра.
Откройте для себя наши лазерные станки для сверления
Абсолютно лучшее обслуживание клиентов Около
Работать над нашим проектом со всей командой Control Micro Systems было очень приятно. CMS смогла достичь и превзойти наши цели.

Всего комментариев: 0