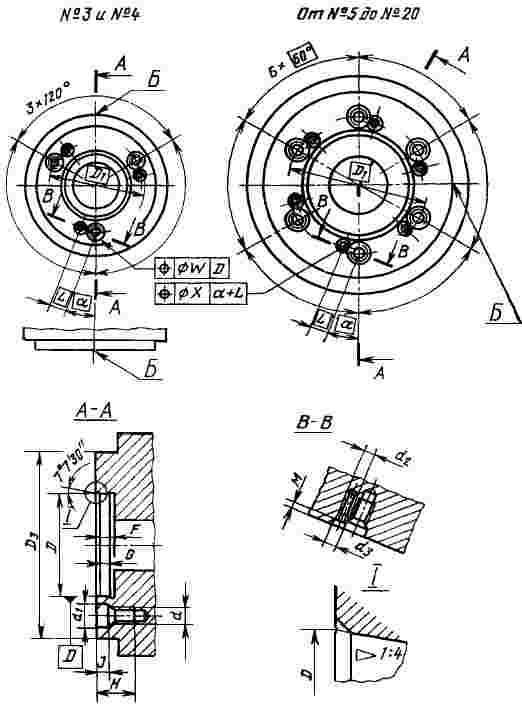
Шпиндель по госту: ГОСТ 24644-81 Концы шпинделей и хвостовики инструментов сверлильных, расточных и фрезерных станков. Размеры. Технические требования / 24644 81
Содержание
Шпиндель фрезерного станка с ЧПУ
Оглавление:
— деление по оси вращения
— по скорости вращения
— по способу смены инструмента
— по типу привода
— по дополнительному оснащению: с возможностью подачи СОЖ через инструмент или без
В данной статье будет рассмотрен вопрос применения стандартизированных решений, без расчета и конструкторского обоснования применения узлов.
Шпиндель фрезерного станка необходим для прочной фиксации оправки с режущим инструментом. Осуществляет передачу крутящего момента от электродвигателя к оправке с режущими пластинками, с заданной скоростью. Различаются между собой по основным техническим характеристикам, которые определяют режим эксплуатации, виды работ и тип материалов, с которыми сможет работать станок. Устройство шпинделя фрезерного станка обеспечивает его устойчивость к высоким осевым и радиальным нагрузкам, хороший запас прочности и долговечность работы при правильной эксплуатации.
Условное деление по исполнению (направлению оси вращения)
-
вертикального исполнения/использования; -
горизонтального исполнения/использования; -
универсального исполнения/использования.
Отличаются системой передачи вращающего момента, и применением различных вспомогательных приспособлений.
По скорости вращения:
-
низкоскоростные (до 2500 об/мин). часто применяются для передачи высокого крутящего момента от двигателя через коробку скоростей или редуктор. -
Среднескоростные с ременным приводом — до 12 000 об/мин. Шпиндель получает вращение от электродвигателя шпинделя. Редукция обычно составляет 1:1, что позволяет осуществлять жесткое нарезание резьбы.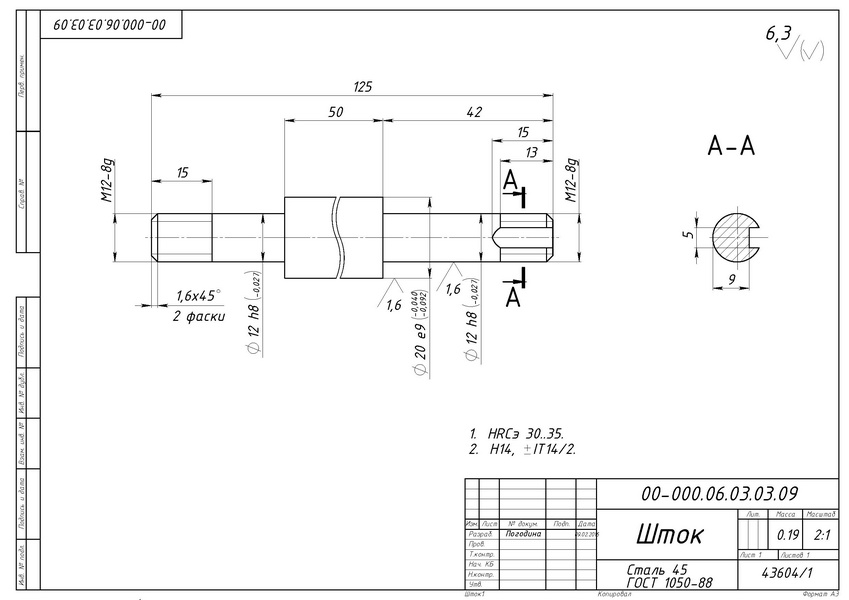 Мотор смещен от оси шпинделя и разжим/зажим осуществляется традиционным способом.
Мотор смещен от оси шпинделя и разжим/зажим осуществляется традиционным способом. -
высокоскоростные (12000~18000) об/мин, прямая передача момента от электродвигателя или применение электрошпинделя. Повышенные требования к качеству оправок и инструмента. Шпиндель получает вращение от электродвигателя шпинделя. Мотор устанавливается на оси шпинделя. Отличается большей динамичностью и меньшим уровнем шума.< -
ультравысокоскоростные 18000~70 000 об/мин. обычно выполнены в виде моторшпинделей, т.е. со встроенными обмотками и датчиками
По способу смены инструмента:
-
механизированные (штревель и устройство зажима-разжима) -
ручные (штревель, болт, цанга) — только для универсальных станков
Особенности конструкции
Шпиндель фрезерного станка — это высокотехнологичное устройство, собранное в термоконстантном помещении, с применением высокоточных и высокоскоростных подшипников. Торец шпинделя расточен и отшлифован под конус (ISO, BT, SK, HSK, Морзе и т.д.). Это необходимо для плотной посадки фрезерной оправки и точной установки фрезы. Фиксация оправки с режущим инструментом осуществляется с помощью внешнего усилия, чаще всего набором тарельчатых пружин.
Торец шпинделя расточен и отшлифован под конус (ISO, BT, SK, HSK, Морзе и т.д.). Это необходимо для плотной посадки фрезерной оправки и точной установки фрезы. Фиксация оправки с режущим инструментом осуществляется с помощью внешнего усилия, чаще всего набором тарельчатых пружин.
Шпиндель состоит из нескольких узлов — неподвижного корпуса, вращающейся части, подшипников, системы полива СОЖ, шкивов, балансировочных колец и т.д. Роль неподвижного корпуса на низкоскоростных шпинделях может выполнять шпиндельная бабка.
Также в техническом языке существует подмена понятий: шпиндель как устройство в сборе и шпиндель как вращающаяся часть шпиндельного узла.
Шпиндель вращается в опорах. Роль опор выполняют — высокоточные подшипники, диаметр и тип которых зависит от размерного ряда шпинделя. На фрезерных станках не применяются шпинделя на гидростатических подшипниках, т.к. не обеспечивается усилие резания и минимальная величина отклонения от оси вращения
Основные требования к деталям
Шпиндели для станков с ЧПУ обладать следующими качествами:
-
точностью вращения. Нормы осевого, радиального и торцового биения переднего конца регламентирует ГОСТ 9726-89 п. 3.4.12, 3.4.15 или аналогичные импортные;
Нормы осевого, радиального и торцового биения переднего конца регламентирует ГОСТ 9726-89 п. 3.4.12, 3.4.15 или аналогичные импортные; -
статической жесткостью. Параметр определяется упругими деформациями шпинделя под воздействием сил, возникающих при обработке; -
износостойкостью. Для изготовления деталей используются сплавы с низкой склонностью к истиранию и образованию задиров; -
виброустойчивостью. Максимальные требования предъявляются к высокоскоростным устройствам с ЧПУ, которые используются для чистовой обработки.
Шпиндели классифицируются по типу привода
-
ременной. Вращение передается на вал от рядом расположенного электродвигателя. Преимущества: высокая скорость вращения, простота установки, низкая вибрация. Недостатки — ограничение вращающего момента местом под установку двигателя, ценой двигателя и устройства управления. Устройства работают практически бесшумно и применяются обычно на вертикальных обрабатывающих центрах с ЧПУ. Иногда при вращении на скоростях выше 5 000 об/мин может появляться свист от выходящего между зубьев воздуха;
Иногда при вращении на скоростях выше 5 000 об/мин может появляться свист от выходящего между зубьев воздуха; -
зубчатый. Передача крутящего момента происходит через коробку скоростей, расположенной внутри шпиндельной бабки. Преимущества возможность увеличения крутящего момента от электродвигателя. Несколько диапазонов вращения. Недостатки — относительно низкая скорость вращения, вызванная ограничениями кинематики (валов и шестерен). Регулировка вращения может осуществляться автоматически через ЧПУ. Шпиндели такого типа чаще всего устанавливают на универсальные фрезерные станки или обрабатывающие центра с вращающим моментом на шпинделе больше 200 Нм; -
с редуктором. Для увеличения крутящего момента на среднеразмерные фрезерные центра возможна установка ZF редуктора. Осуществляет передачу момента до 400 Нм с переключением скоростей в соотношении 1:1 или 1:4. -
прямой. Электродвигатель располагается непосредственно над шпинделем, может вращаться с высокой скоростью. Такое устройство узла позволяет качественно и быстро выполнять чистовую обработку, когда не требуется снятия толстых слоев материала и не прилагаются большие боковые нагрузки. Скорость вращения ограничивается скоростью вращения электродвигателя;
Такое устройство узла позволяет качественно и быстро выполнять чистовую обработку, когда не требуется снятия толстых слоев материала и не прилагаются большие боковые нагрузки. Скорость вращения ограничивается скоростью вращения электродвигателя; -
электрошпинделя — совмещение в одном корпусе шпинделя и двигателя. Отличаются высокой скоростью вращения и диапазоном изменения скорости вращения.
Система охлаждения:
— без охлаждения. рекомендуемые режимы работ — до 4 000 об/мин или кратковременно (15-30 минут) выше 4000 об/мин
— с системой охлаждения протоком масла. Масло из «холодильника шпинделя» — специального устройства, обеспечивающего контроль за прокачкой и охлаждением масла, циркулирует через рубашку шпинделя и производит отвод тепла, выделяемого при вращении шпинделя.
Система подачи СОЖ:
— полив вокруг шпинделя
— подача СОЖ под давлением — через инструмент до 30 бар
Получить консультацию
по инструменту, методам обработки, режимам или подобрать необходимое оборудование можно связавшись с нашими менеджерами или отделом САПР
Также Вы можете подобрать и приобрести режущий инструмент и оснастку к станку, производства Тайваня, Израиля
Отправляя заявку, вы соглашаетесь с политикой конфиденциальности
Проработать технологию, подобрать станок и инструмент
Задвижки стальные клиновые литые с выдвижным шпинделем 30с15нж; 30с915нж; 30с515нж
Задвижки стальные литые клиновые типа 30с15нж, 30с515нж, 30с915нж — предназначена для установки на трубопроводах в качестве запорного устройства.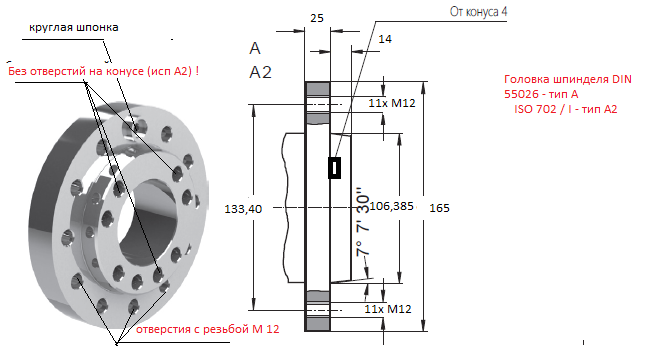 Корпусные детали задвижек изготавливаются из стали марок: 35Л, 20ГЛ, 12Х18Н9ТЛ, с фланцевым присоединением, с ручным управлением (с маховиком, механическим редуктором) или исполнением под электропривод. Класс герметичности «А» по ГОСТ 9544-2005. Срок службы не менее 10 лет. Гарантия 24 месяца.
Корпусные детали задвижек изготавливаются из стали марок: 35Л, 20ГЛ, 12Х18Н9ТЛ, с фланцевым присоединением, с ручным управлением (с маховиком, механическим редуктором) или исполнением под электропривод. Класс герметичности «А» по ГОСТ 9544-2005. Срок службы не менее 10 лет. Гарантия 24 месяца.
Показатели назначения 30с15нж
- Рабочая среда:
Вода, пар, масло, нефть, природный газ, жидкие неагрессивные нефтепродукты, неагрессивные жидкие и газообразные среды, по отношению к которым, материалы применяемые в задвижке коррозионностойкие - Температура рабочей среды: от -40°С до +450°С
- Условия эксплуатации: У1
- Минимальная температура окружающего воздуха: -40°С
Материальное исполнение 30с15нж
- 1. Корпус: сталь 25Л, 35Л
- 2. Крышка: сталь 25Л, 35Л
- 3. Клин (диски): сталь25Л,35Л с наплавкой, 20Х13
- 4. Шпиндель: 20Х13
- 5. Гайка шпинделя: сталь 35, 40Х
- 6.
 Гайка: углеродистая сталь ГОСТ 1050-88 класс прочности не ниже 5 по ГОСТ 1759.5-87
Гайка: углеродистая сталь ГОСТ 1050-88 класс прочности не ниже 5 по ГОСТ 1759.5-87 - 7. Шпилька, болт: углеродистая сталь ГОСТ 1050-88 класс прочности не ниже 5.6 по ГОСТ 1759.5-87
- 8. Болт откидной или анкерный: сталь 35
- 9. Уплотнение между корпусом и крышкой (прокладка, кольцо): паронит, ТРГ
- 10. Набивка сальника : ТРГ
- 11. Маховик: сталь25Л
- 14. Наплавка на кольце в корпусе: 07Х25Н13
- 15. Наплавка на клине: 13Х25Т
Габаритные размеры 30с15нж
Диаметр, мм | L, мм | D, мм | D1, мм | n | d, мм | H, мм | H1, мм | D0, мм | Масса, кг |
50 | 250 | 160 | 125 | 4 | 18 | 355 | 410 | 160 | 23 |
80 | 310 | 195 | 160 | 8 | 18 | 430 | 515 | 160 | 42 |
100 | 350 | 215 | 190 | 8 | 22 | 460 | 565 | 210 | 61 |
150 | 450 | 280 | 250 | 8 | 26 | 640 | 810 | 320 | 120 |
200 | 419 | 375 | 320 | 12 | 30 | 825 | 1020 | 320 | 194 |
250 | 457 | 445 | 385 | 12 | 33 | 980 | 1250 | 320 | 270 |
300 | 500 | 485 | 430 | 16 | 33 | 1360 | 1700 | 480 | 383 |
400 | 600 | 665 | 585 | 16 | 39 | 1580 | 2020 | 560 | 750 |
Показатели назначения 30с515нж
- Рабочая среда:
Вода, пар, масло, нефть, природный газ, жидкие неагрессивные нефтепродукты, неагрессивные жидкие и газообразные среды, по отношению к которым, материалы применяемые в задвижке коррозионностойкие - Температура рабочей среды: от ?40°С до +450°С
- Условия эксплуатации: У1
- Минимальная температура окружающего воздуха: -40°С
Материальное исполнение 30с515нж
- 1.
 Корпус: сталь 25Л, 35Л
Корпус: сталь 25Л, 35Л - 2. Крышка: сталь 25Л, 35Л
- 3. Клин (диски): сталь25Л,35Л с наплавкой, 20Х13
- 4. Шпиндель: 20Х13
- 5. Гайка шпинделя: сталь 35, 40Х
- 6. Гайка: углеродистая сталь ГОСТ 1050-88 класс прочности не ниже 5 по ГОСТ 1759.5-87
- 7. Шпилька, болт: углеродистая сталь ГОСТ 1050-88 класс прочности не ниже 5.6 по ГОСТ 1759.5-87
- 8. Болт откидной: сталь 35
- 9. Уплотнение между корпусом и крышкой (прокладка, кольцо): паронит, ТРГ
- 10. Набивка сальника: ТРГ
- 12. Редуктор: редуктор конический или цилиндрический
- 13. Подшипник: шариковый упорный
- 14. Наплавка на кольце в корпусе: 07Х25Н13
- 15 Наплавка на клине: 13Х25Т
Габаритные размеры 30с515нж
Диаметр, мм | L, мм | D, мм | D1, мм | n | d, мм | H2, мм | D0, мм | Масса, кг |
300 | 500 | 510 | 450 | 16 | 33 | 1720 | 480 | 383 |
400 | 600 | 655 | 585 | 16 | 39 | 2040 | 560 | 750 |
Показатели назначения 30с915нж
- Рабочая среда:
Вода, пар, масло, нефть, природный газ, жидкие неагрессивные нефтепродукты, неагрессивные жидкие и газообразные среды, по отношению к которым, материалы применяемые в задвижке коррозионностойкие - Температура рабочей среды: от -40°С до +450°С
- Условия эксплуатации: У1
- Минимальная температура окружающего воздуха: -40°С
Материальное исполнение 30с915нж
- Корпус: сталь 25Л, 35Л
- Крышка: сталь 25Л, 35Л
- Клин (диски): сталь25Л, 35Л с наплавкой, 20Х13
- Шпиндель: 20Х13
- Гайка шпинделя: сталь 35, 40Х
- Гайка: углеродистая сталь ГОСТ 1050-88 класс прочности не ниже 5 по ГОСТ 1759.
 5-87
5-87 - Шпилька, болт: углеродистая сталь ГОСТ 1050-88 класс прочности не ниже 5.6 по ГОСТ 1759.5-87
- Болт откидной или анкерный: сталь 35
- Уплотнение между корпусом и крышкой (прокладка, кольцо): ТРГ
- Набивка сальника: ТРГ
- Маховик: сталь25Л
- Наплавка на кольце в корпусе: 07Х25Н13, 04Х19Н9С2
- Наплавка на клине: 13Х25Т
* — АВК Интернэшнл
- Главная /
- Поиск продукта
ГОСТ, Ду80-200
Техническая спецификация
Чертежи/Модели
Видео продукта
Добавить в запрос
Использовать с
Задвижка фланцевая по ГОСТ. Для питьевой воды и нейтральных жидкостей до макс. 70°С
Для питьевой воды и нейтральных жидкостей до макс. 70°С
Задвижки AVK имеют встроенную безопасность в каждой детали. Клин полностью вулканизирован резиновой смесью EPDM собственной разработки AVK, одобренной для использования с питьевой водой. Он отличается выдающейся долговечностью благодаря способности резины восстанавливать свою первоначальную форму, процессу вулканизации с двойным связыванием и прочной конструкции клина. Тройная система безопасного уплотнения штока, высокопрочный шток и тщательная защита от коррозии гарантируют непревзойденную надежность.
| Вариант 50/60-003 | |
|---|---|
| Соединение: | Фланцевый |
| Материал: | Ковкий чугун |
| Ду: | Ду80 — Ду200 |
| Артикул: | РН16 |
| Направление закрытия: | По часовой стрелке, чтобы закрыть |
Особенности
- Фиксированная встроенная клиновая гайка предотвращает вибрацию и обеспечивает долговечность
- Клин, полностью вулканизированный резиной EPDM, одобренной для использования с питьевой водой, и оснащенный клиновыми башмаками для обеспечения плавной работы
- Большое коническое отверстие штока в клине предотвращает застой воды
- Клин и направляющие корпуса обеспечивают стабильную работу
- Шток из нержавеющей стали с клиновым упором и накатанной резьбой для высокой прочности
- Полноповоротное упорное кольцо обеспечивает фиксацию штока и низкие моменты свободного хода
- Тройное предохранительное уплотнение штока с грязесъемным кольцом NBR, полиамидным подшипником с четырьмя уплотнительными кольцами NBR и манжетой из каучука EPDM
- Круглая прокладка крышки из EPDM, закрепленная в углублении
- Потайные и герметичные болты крышки из нержавеющей стали, окруженные прокладкой крышки
- Полнопроходной
- Низкий рабочий крутящий момент
- Эпоксидное покрытие, связанное методом наплавления, в соответствии с DIN 3476 часть 1 и EN 14901, одобрено GSK
Загрузки
Спецификации
Приложение
Установка
Анимация
AVK_Задвижки_анимация_2022. |
 mp4
mp4| АВК исх. нет. | Ду мм | Фланец сверление | Д мм | В мм | h4 мм | В мм | F1 мм | F2 мм | Теоретическая вес/кг |
|---|---|---|---|---|---|---|---|---|---|
| 50-080-60-014649 | 80 | PN10/16 | 210 | 282 | 382 | 17 | 20 | 34 | 15 |
| 50-200-60-004649 | 200 | РН10 | 330 | 490 | 660 | 24 | 28 | 42 | 51 |
| 50-200-60-014649 | 200 | РН16 | 330 | 490 | 660 | 24 | 28 | 42 | 51 |
Компоненты
1. | Стержень | Нержавеющая сталь 1.4104 (430F) |
| 2. | Грязесъемное кольцо | Резина NBR |
| 3. | Кольцо круглого сечения | Резина NBR |
| 4. | Подшипник | Полиамид |
| 5. | Капот | Ковкий чугун ГЖС-500-7 (ГГГ-50) |
| 6. | Упорное кольцо | Латунь, DZR CW602N |
7. | Маншетт | Резина EPDM |
| 8. | Болт крышки | Нержавеющая сталь A2, герметизированная клеем-расплавом |
| 9. | Прокладка крышки | Резина EPDM |
| 10. | Клиновая гайка | Латунь, DZR CW626N |
| 11. | Клин | Ковкий чугун, герметизированный EPDM |
12. | Корпус | Ковкий чугун ГЖС-500-7 (ГГГ-50) |
| 13. | Башмак на танкетке | Полиамид |
Испытания/разрешения
- Гидравлические испытания по ГОСТ.
- Седло: 1,1 x PN (в барах), Корпус: 1,5 x PN (в барах). Проверка рабочего крутящего момента
- Утверждено в соответствии с правилами ГОСТ
Стандарты
- Разработано в соответствии с EN 1074 части 1 и 2, Разработано в соответствии с EN 1171
- Строительный размер по ГОСТ
- Стандартное сверление фланцев по EN1092-2 (ISO 7005-2), PN16
Фланец ГОСТ — Производители, Поставщики, Фабрика из Китая
Наша корпорация специализируется на стратегии бренда.
Всего комментариев: 0