Станок 525 паспорт: 525 Станок зуборезный для нарезания спиральных конических колес. Паспорт, схемы, характеристики, описание
Содержание
525 Станок зуборезный для нарезания спиральных конических колес. Паспорт, схемы, характеристики, описание
Сведения о производителе зуборезного полуавтомата 525
Производитель зуборезного станка — полуавтомата 525 Московский завод координатно-расточных станков «МЗКРС», основанный в 1942 году и ЭНИМС Экспериментальный научно-исследовательский институт металлорежущих станков, основанный 19 мая 1933 г.
Станки, выпускаемые Московским заводом координатно-расточных станков МЗКРС
- 2А450 — станок координатно-расточной 630 х 1100
- 2Д450 — станок координатно-расточной 630 х 1120
- 2Е450 станок координатно-расточной 630 х 1120
- 2Е450АФ1 станок координатно-расточной 630 х 1120
- 2Е450АФ30 станок координатно-расточной с ЧПУ630 х 1120
- 5К822В — cтанок резьбошлифовальный универсальный высокой точности Ø 150
- 525 — станок зуборезный полуавтомат для нарезания спиральных конических колес Ø 500
- 2450 — станок координатно-расточной 630 х 1100
- 5822 cтанок резьбошлифовальный универсальный Ø 150
- 5822м cтанок резьбошлифовальный универсальный Ø 150
525 Станок зуборезный для нарезания спиральных конических колес.
 Назначение и область применения
Назначение и область применения
Зуборезный станок 525 производился серийно с 1956 года.
Полуавтомат 525 предназначается для чернового и чистового нарезания всех типов конических колес с круговыми зубьями, гипоидных колес и шестерен полуобкатных передач на скоростных режимах с высокой степенью точности обработки.
Станок изготовляется в двух исполнениях: с механизмом модификации обката и без него. Устройство для модификации обката служит для небольшого изменения формы профиля зубьев, исправления угла зацепления или диагонального контакта.
На станке можно нарезать:
- Конические колеса со спиральными зубьями;
- Гипоидные колеса;
- Конические колеса с непрямым углом между осями;
- Шестерни для полуобкатных передач.
Наилучшие результаты станок 525 дает в условиях серийного производства от крупных колес диаметром до 500 мм и модулем до 10 мм — до мелких зубчатых колес диаметром до 20-25 мм мм и модулем 2,5 мм.
При этом требуется минимальный комплект резцовых головок, количество которых при при одностороннем однономерном методе нарезания составляет 6 штук.
При массовом производстве рекомендуется применять особый комплект из 4-5 штук резцовых головок для каждой нарезаемой пары, что значительно повышает производительность и улучшает качество нарезаемых колес.
Принцип работы станка 525
Станок 525 работает как по методу обкатки, так и по методу врезания.
Черновое нарезание зубьев производят методом врезания, при котором образование зубьев осуществляется путем постепенного приближения заготовки к инструменту. В этом случае величина обкатки берется очень малой, необходимой только для того, чтобы после каждого цикла инструмент попадал в соседнюю впадину. Быстрый подвод стола заменяется медленной рабочей подачей, при которой режущий инструмент (резцовая головка) постепенно врезается в заготовку. По достижении полной глубины -впадины стол быстро отводится и обкатная люлька поворачивается в обратную сторону.
Метод обкатки используется при чистовом нарезании. При этом необходимо наличие двух движений; движения резания и движения обкатки. Обкаточное движение продолжается в течение всего времени, необходимого для обработки одной впадины. После этого заготовка отводится от инструмента, а люлька, несущая резцовую головку с инструментом, быстро поворачивается в обратном направлении до исходного положения. Заготовка при этом продолжает вращаться в ту же сторону, что и во время обработки. Благодаря этому за время холостого хода люльки заготовка успевает повернуться на определенное число зубьев.
Для нарезания на заготовке всех зубьев необходимо, чтобы они при каждом цикле поворачивались на целое число зубьев, не имеющее общих множителей с числом зубьев нарезаемого колеса. При несоблюдении этого условия инструмент после каждого цикла не будет попадать в новую впадину.
По окончании обработки всех впадин станок автоматически останавливается.
Наличие механизма модификации обкатки позволяет производить нарезание шестерен для полуобкатных передач, а также шестерен с большой длиной образующей начального конуса.
Особенности конструкции станка 525
Отличительной особенностью полуавтомата 525 является отсутствие реверсирования заготовки, непрерывный процесс деления заготовки и реверсирование обкатной люльки с помощью составного колеса.
Время холостого хода не зависит от продолжительности цикла обработки.
В станке модели 525 холостой ход может осуществляться с двумя скоростями; (при нарезании шестерни с z≤115 продолжительность холостого хода составляет 5 сек/зуб, при нарезании шестерни с z≥16 — 2,5 сек/зуб.
Перемещение стола с обрабатываемой заготовкой, крепление заготовки на оправке в шпинделе бабки изделия и переключение фрикционной муфты осуществляется гидроприводом.
Список литературы для настройки станка
- Станок для нарезания спиральнозубых конических колес модели 525. Руководство к станку, ЭНИМС, МЗКРС 1956 год.
- Инструкция по расчету наладочных установок зуборезных станков модели 525 и 528 для нарезания конических колес со спиральными зубьями, ЭНИМС, МЗКРС.
- Руковдство по расчету геометрических размеров гипоидных зубчатых колес и наладок для их нарезания на станках моделей 525, 528с, 5а27с1, Саратовский завод тяжелых зуборезных станков, 1967 год.
- Руковдство по расчету наладок станков 525, 528с и 5а27с4п для нарезания конических колес методом обкатки, Саратовский завод тяжелых зуборезных станков, 1969 год.
Станки для нарезания конических колес с круговыми зубьями
Конические шестерни передают крутящий момент в механизмах, где валы соединяются между собой под углом 90 градусов. Это могут быть автомобильные дифференциалы, редукторы, дробилки и приводы.
При обработке конических колес с круговыми зубьями в качестве производящего колеса принимают плоское колесо 1, зубья которого направлены по дуге окружности радиуса r (рис. 136). Заготовка 2 в процессе обработки обкатывается с производящим колесом 1, зубья которого воспроизводятся резцовой головкой 3, вращающейся вокруг точки О1. Профиль резцов соответствует профилю зубьев производящего колеса. Проходя на участке А А 1 они имитируют один зуб производящего колеса.
Профиль резцов соответствует профилю зубьев производящего колеса. Проходя на участке А А 1 они имитируют один зуб производящего колеса.
Схема нарезания колес с круговыми зубьями
При обработке колес с круговыми зубьями необходимо осуществить следующие формообразующие движения:
- а) главное движение — вращение резцовой головки вокруг точки 01;
- б) движение обката — согласованное вращение люльки (производящего колеса) и заготовки;
- в) движение деления — поворот заготовки на обработку следующего зуба.
Согласованность вращения люльки 1 (рис. 137) и заготовки 2 достигается сменными колесами 4, рассчитываемыми в зависимости от числа зубьев нарезаемого колеса. Вершины резцов 3 должны передвигаться по образующей внутреннего конуса нарезаемого колеса, для этого колесо необходимо установить под углом φ внутреннего конуса к плоскости, в которой передвигаются вершины резцов.
Резцовая головка для нарезания колес с круговыми зубьями
Заготовка должна устанавливаться относительно центра станка в правильное положение.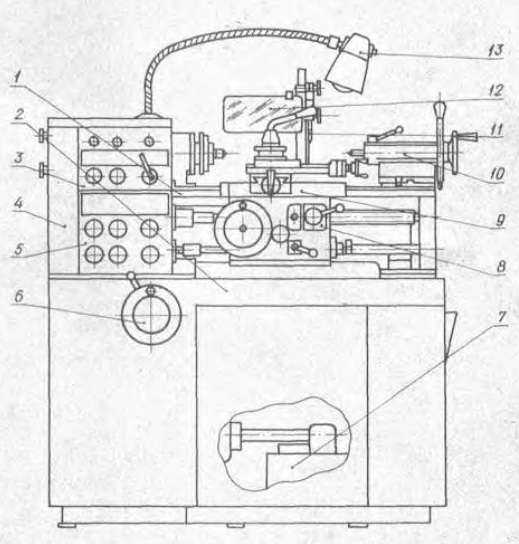 Центром станка называется точка, в которой пересекаются горизонтальная ось ОО2 люльки, ось ОО1 шпинделя бабки и вертикальная ось О поворотного стола. Через центр стола должна проходить плоскость, в которой передвигаются вершины резцов головки, и с центром стола должна совпадать вершина начального производящего конуса нарезаемого колеса.
Центром станка называется точка, в которой пересекаются горизонтальная ось ОО2 люльки, ось ОО1 шпинделя бабки и вертикальная ось О поворотного стола. Через центр стола должна проходить плоскость, в которой передвигаются вершины резцов головки, и с центром стола должна совпадать вершина начального производящего конуса нарезаемого колеса.
Резцовая головка (рис. 138, а) выполняется в виде диска с пазами, в которые вставляются и крепятся резцы перпендикулярно торцовой плоскости диска. Резцы бывают наружные (рис. 138, б) и внутренние (рис. 138, в).
Кроме того, резцы подразделяются на праворежущие и леворежущие, отличающиеся только расположением режущих кромок.
Конические колеса с круговым зубом нарезаются на станках 527, 5П23А, 525, 528С 5А27С1 и др.
Посадочные и присоединительные базы инструмента зуборезного станка 525
Конец шпинделя инструмента зуборезного станка 525
Фото зуборезного станка 525. Смотреть в увеличенном масштабе
Конец шпинделя изделия зуборезного станка 525
525 Общий вид зуборезного станка
Фото зуборезного станка 525
Фото зуборезного станка 525
Фото зуборезного станка 525. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Фото зуборезного станка 525
Фото зуборезного станка 525. Смотреть в увеличенном масштабе
Управление гидравликой зуборезного станка 525
Управление гидравликой зуборезного станка 525. Смотреть в увеличенном масштабе
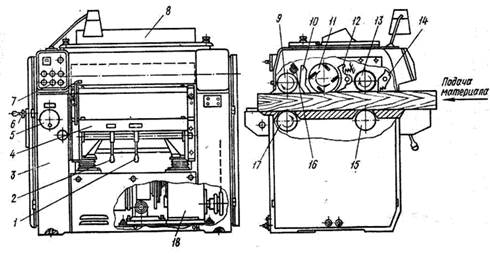
525 Расположение составных частей зуборезного полуавтомата 525
Расположение основных узлов станка 525
Расположение составных частей зуборезного полуавтомата 525. Смотреть в увеличенном масштабе
Расположение составных частей станка 525. Вид сзади
Спецификация органов управления зуборезным полуавтоматом 525
- Включение станка в сеть /главный включатель/;
- Кнопка пуска электродвигателя гидравлики;
- Маховичок ручного вращения резцовой головки;
- Рукоятка отвода и подвода стола и зажима заготовки;
- Кран охлаждения;
- Винт зажима бабки изделия;
- Лимб винта вертикального смещения бабки изделия;
- Винт для точной установки угла внутреннего конуса;
- Рукоятка включения ручного привода и переключения скоростей ускоренного хода;
- Щуп для контроля уровня масла в резервуаре гидравлики;
- Щуп для контроля уровня масла в резервуаре охлаждения;
- Пакетный выключатель для выключения электронасоса для работы без охлаждения;
- Кнопочная станция управления работой главного электродвигателя;
- 13а.
 Кнопочная станция управления работой главного электродвигателя на задней стороне станка;
Кнопочная станция управления работой главного электродвигателя на задней стороне станка;
Спецификация составных частей зуборезного полуавтомата 525
- Станина — 52511001
- Ограждение — 5251201
- Транспортер стружки — 5251401
- Приводная коробка — 52521001
- Люлька с корпусом — 52531001
- Червяк люльки — 52532001
- Бабка изделия — 52541001
- Стол — 52542001
- Гидрозажим — 52545001
- Реверсивный механизм — 52551001
- Распределительный механизм — 52552001
- Гидрообрудование — 5256101
- Счётчик циклов — 5257501
- Электрооборудование — 5258101
- Пульт управления — 5258201
Принадлежности
- Принадлежности — 5257101
- Оправка Тип 1 — 5257201
- Оправка Тип 2 — 5257301
- Оправка Тип 3 — 5257401
Схема кинематическая зуборезного станка 525
Кинематическая схема зуборезного станка 525
1. Кинематическая схема зуборезного станка 525. Смотреть в увеличенном масштабе
Кинематическая схема зуборезного станка 525. Смотреть в увеличенном масштабе
2. Кинематическая схема зуборезного станка 525. Смотреть в увеличенном масштабе
Привод главного движения — вращение шпинделя резцовой головки — осуществляется с помощью электродвигателя 70 и цепи передач: зубчатые пары 1—2, 3—4, сменные колеса гитары скоростей а4—b4, с4—d4, колеса 7—8, 9—10.
Цепь обката обеспечивает согласованное вращение люльки и заготовки. Движение от вала IX передается через коническую пару 41—42 зубчатому колесу 43, сцепленному с составным зубчатым колесом (см. также справа). Последнее состоит из участков наружного 65 и внутреннего 66 зацеплений, соединенных между собой полушестернями 63 и 64. Во время контакта колеса 43 с участком внутреннего зацепления происходит рабочий ход станка, а при сцеплении с остальной частью колеса — холостой ход, в обратном направлении.
При зацеплении колеса 43 с переходными полушестернями оно перемещается вместе с конической парой 41—42. Диск 44 имеет зубчатый венец, сцепляющийся с колесом 45. Последнее сидит на ведущем валу гитары обката a3/b3 · c3/d3, через которую движение передается конической паре 49—50, и всей цепи колес, от которой получает вращение червяк 62 люльки.
Диск 44 имеет зубчатый венец, сцепляющийся с колесом 45. Последнее сидит на ведущем валу гитары обката a3/b3 · c3/d3, через которую движение передается конической паре 49—50, и всей цепи колес, от которой получает вращение червяк 62 люльки.
Колесо 45 зацеплено с валом гитары обката через зубчатую муфту колеса 47. Если последнюю передвинуть до сцепления с колесом 48, то движение будет передаваться через перебор 45—46, 48—47, при этом редукция будет 1 : 5.
В станке предусмотрена цепь модификации обката. Она служит для сообщения червяку люльки 67 осевого перемещения, вызывающего добавочный небольшой поворот люльки с переменной скоростью, необходимый для нарезания конических колес некоторых разновидностей. Механизм модификации обката получает движение от колеса 57, сидящего на валу червяка люльки и сцепляющегося с колесом 58. Далее движение передается через гитару модификации обката и червячную пару 59—60 втулке, на которой эксцентрично установлен ролик, к которому посредством гидравлики прижимается стакан, связанный с червяком люльки. При работе станка эксцентриковый ролик, совершая планетарное движение, заставляет червяк люльки перемещаться в осевом направлении с переменной скоростью.
При работе станка эксцентриковый ролик, совершая планетарное движение, заставляет червяк люльки перемещаться в осевом направлении с переменной скоростью.
Расчет настройки станка 525
Рассмотрим расчет настройки станка 525. Исходными данными для расчета настройки станка являются геометрические параметры конического нарезаемого колеса, а также материал, из которого оно изготовлено.
Настройка цепи главного движения
Эта цепь связывает частоты вращения вала электродвигателя и шпинделя резцовой головки:
Расчетная формула настройки:
где nр.г — частота вращения шпинделя резцовой головки в об/мин;
Сτ = 180 — постоянная цепи.
Настройка цепи подачи
Гитара подачи связывает вращение электродвигателя с барабаном 69. За время рабочего хода (tp) барабан 69 поворачивается на 4/9 оборота.
Уравнение кинематического баланса:
Расчетная формула настройки:
где Cs — 4,7 — постоянная цепи подачи.
Настройка цепи деления
Шпиндель изделия во время работы станка непрерывно вращается в одном и том же направлении. Это движение берет начало от барабана 69 и передается на червячное колесо 62. За время пока планшайба, по окончании обработки очередной впадины зуба, вернется в исходное положение, заготовка успеет повернуться на zi зубьев. Следовательно к резцовой головке будет подведена не соседняя впадина, a zi. За один оборот барабана заготовка повернется на — оборота и уравнение кинематического баланса примет вид:
Расчетная формула настройки:
где Сд = 2 — постоянная цепи деления.
От числа пропускаемых зубьев zi зависит угол качания люльки. Может, однако, оказаться, что угол качания люльки будет недостаточным или, наоборот, слишком большим. В первом случае отвод стола будет происходить раньше, чем окончится снятие стружки и, таким образом, зубья не получат правильной формы. Изменить угол качания люльки можно путем пересчета сменных колес гитар обкатки и деления, взяв другое число zi. Если угол качания люльки недостаточен, то zi надо увеличить, если же он слишком велик, то уменьшить.
Если угол качания люльки недостаточен, то zi надо увеличить, если же он слишком велик, то уменьшить.
Цепь деления при нарезании способом врезания (редукция 1 : 5). За один оборот барабана 69 заготовка повернется на один зуб:
Расчетная формула настройки:
где Сд = 10 — постоянная цепи.
Настройка гитары обката
Цепь обката связывает вращение люльки и заготовки:
Заменяя
получим формулу настройки:
где zπ — число зубьев производящего колеса;
Соб = 3,5 — постоянная цепи.
При нарезании зубьев способом врезания гитару обкатки настраивают аналогично, только вместо передачи 33—32 включают пару колес 31—30. При этом расчетная формула будет
где Соб = 17,5 — постоянная цепи.
Нарезание конических колес с круговыми зубьями по способу обката характеризуется длительным циклом обработки. Чтобы избежать гранности зубьев и получить высокий класс чистоты поверхности, приходится увеличивать время огибания. Много времени затрачивается на холостые ходы станка, отвод инструмента, делительный процесс и др.
Много времени затрачивается на холостые ходы станка, отвод инструмента, делительный процесс и др.
На Горьковском автозаводе в массовом производстве спирально-конические и гипоидные передачи нарезаются высокопроизводительным полуобкатным методом. В полуобкатной паре обкаткой нарезается только шестерня, имеющая небольшое число зубьев, а колесо нарезается торцовой резцовой головкой или круговой протяжкой по методу копирования. Зубья колеса полуобкатной пары имеют поэтому не винтовые, а конические рабочие поверхности, представляющие собой точные копии производящих поверхностей, описываемых режущими кромками резцов торцовой головки или протяжки.
На рис. 140 жирными линиями очерчены профили зубьев полуобкатной пары. Для сравнения тонкими линиями показаны профили зубьев обычной пары, которые нарезаются с обката. Такие зубья нарезаются на обычных зуборезных станках способом обкатки с коническим или плоским производящим колесом. В последнем случае применяется модификация обката. Поскольку методом обката нарезается только шестерня, а колесо нарезается методом копирования, эти передачи получили название «полуобкатных», а способ нарезания — полуобкатного.
Поскольку методом обката нарезается только шестерня, а колесо нарезается методом копирования, эти передачи получили название «полуобкатных», а способ нарезания — полуобкатного.
Гидравлическая схема зуборезного полуавтомата 525
Гидравлическая схема зуборезного полуавтомата 525
Гидравлическая схема зуборезного полуавтомата 525. Смотреть в увеличенном масштабе
Станки для нарезания конических зубчатых колес среднего и крупного модуля
В зависимости от типа зубьев обрабатываемых конических колес различают станки для нарезания колес с круговыми зубьями и станки для нарезания прямозубых колес. Технические данные станков, выпускаемых в России, приведены в табл. 4.1, 4.2. По своему основному назначению эти станки делят на универсальные и специализированные.
Универсальные обеспечивают черновое и чистовое нарезание зубчатых колес методами обкатки и копирования (врезания). Из них можно выделить две основные группы:
- Станки, предназначенные для нарезания зубчатых колес средних размеров (m ≤ 8 мм, ≤ 500 мм):
5С26В, 5С270П, 5C276П, 5С267П. На конечных звеньях кинематических цепей обкатки (люльке и шпинделе изделия) этих станков установлены высокоредукционные гипоидные передачи. Базовой моделью является станок 5С26В.
На конечных звеньях кинематических цепей обкатки (люльке и шпинделе изделия) этих станков установлены высокоредукционные гипоидные передачи. Базовой моделью является станок 5С26В. - Станки, обеспечивающие обработку крупномодульных зубчатых колес (m ≤ 12 мм, d ≤ 800 мм):
527В, 5С280П, 5С286П, 5С277П. На конечных звеньях кинематических цепей обкатки этих станков установлены червячные передачи и предусмотрено встраивание, при необходимости, механизма модификации обкатки (модификатора). Базовой моделью является станок 527В.
Станки обеих групп имеют идентичную кинематическую структуру и являются полуавтоматическими. Циклограмма работы станков при нарезании зубчатого колеса показана на рис. 2.7.
Последовательность работы механизмов полуавтоматов при обработке одного зуба зубчатого колеса методом обкатки показана на рис. 4.1. Цикл нарезания зуба tц складывается из времени на рабочий ход tр, при котором осуществляется обработка, и времени на вспомогательный ход tв, при котором механизмы возвращаются в исходное положение и происходит делительное движение. На рабочем ходу осуществляется движение обкатки с рабочей скоростью (согласованные вращения люльки и шпинделя изделия), а также возврат механизма деления в исходное положение. При этом стол с нарезаемой заготовкой неподвижен и находится в позиции резания. Во время вспомогательного хода стол отводится в позицию деления, движение обкатки реверсируется, и люлька со шпинделем изделия на ускоренном ходу возвращаются в исходное положение, шпиндель изделия получает от механизма деления делительный поворот, а затем происходят реверсирование движения обкатки на рабочий ход и подвод стола с заготовкой в позицию резания. Далее цикл повторяется. Движение инструмента (движение резания) осуществляется в течение всего цикла обработки.
На рабочем ходу осуществляется движение обкатки с рабочей скоростью (согласованные вращения люльки и шпинделя изделия), а также возврат механизма деления в исходное положение. При этом стол с нарезаемой заготовкой неподвижен и находится в позиции резания. Во время вспомогательного хода стол отводится в позицию деления, движение обкатки реверсируется, и люлька со шпинделем изделия на ускоренном ходу возвращаются в исходное положение, шпиндель изделия получает от механизма деления делительный поворот, а затем происходят реверсирование движения обкатки на рабочий ход и подвод стола с заготовкой в позицию резания. Далее цикл повторяется. Движение инструмента (движение резания) осуществляется в течение всего цикла обработки.
Читайте также: Ремонт гидравлических систем металлорежущих станков
525 Станок зуборезный полуавтомат. Видеоролик.
Технические характеристики зуборезного станка 525
| Наименование параметра | 525 | 528с | |
|---|---|---|---|
| Основные параметры станка | |||
| Класс точности станка по ГОСТ 8-82 и ГОСТ 659-78 | Н | Н | |
| Наибольший окружной модуль нарезаемого колеса, мм | 10 | 16 | |
| Наибольшая длина образующей начального конуса при угле спирали 0° / 30°, мм | 180 /260 | 285 / 420 | |
| Наименьшая длина образующей, мм | 0 | 0 | |
| Наибольший диаметр делительной окружности нарезаемых колес при передаточном отношении нарезаемой пары 10:1 при угле спирали 0° / 30°, мм | 500 / 360 | 575 / 800 | |
| Наибольший диаметр делительной окружности нарезаемых колес при передаточном отношении нарезаемой пары 2:1 при угле спирали 0° / 30°, мм | 450 / 320 | 520 / 750 | |
| Наибольший диаметр делительной окружности нарезаемых колес при передаточном отношении нарезаемой пары 1:1 при угле спирали 0° / 30°, мм | 350 / 250 | 395 / 600 | |
| Угол внутреннего конуса (начального конуса), град | 4°. .90° .90° | 5°30`..84° | |
| Наибольшее передаточное отношение нарезаемой пары при угле между осями 90° | 10:1 | 10:1 | |
| Наибольшая длина зуба нарезаемого колеса (Наибольшая ширина зубчатого венца), мм | 65 | 100 | |
| Наибольшая высота нарезаемого зуба, мм | 20 | ||
| Наибольшее число нарезаемых зубьев | 5..100 | 4..100 | |
| Угол спирали, град | 0°..50° | ||
| Угол наклона зуба, град | 0°..45° | ||
| Инструментальная бабка. Размеры инструмента | |||
| Диаметры резцовых головок, мм | 6″, 9″, 12″ | 250, 315, 500 | |
| Люлька | |||
| Поворот люльки при наладке, град | 0..360° | 0. .360° .360° | |
| Установка угла эксцентрикового барабана, град | 0..240 | 0..180 | |
| Соответствующее радиальное смещение шпинделя резцовой головки, мм | 0..126 | 340 | |
| Наибольший угол качания люльки от центрального положения вверх и вниз, град | 0..60° | 0..60° | |
| Точность отсчета по шкале поворота люльки, мин | 1 | ||
| Одно деление шкалы поворота эксцентрикового барабана, мин | 20 | ||
| Расстояние от центра станка до торца шпинделя (опорный торец для установки резцовой головки), мм | 67,3 | ||
| Бабка изделия (Делительная бабка) | |||
| Расстояние от торца шпинделя бабки изделия до центра станка, мм | 60..360 | 135..600 | |
| Вертикальное смещение шпинделя вниз от центрального расположения при установленном расстоянии от торца шпинделя бабки изделия до центра станка до 115 / свыше 115, мм | 10 / 75 | ||
Вертикальное смещение шпинделя вниз от центрального расположения при установленном расстоянии от торца шпинделя бабки изделия до центра станка 135.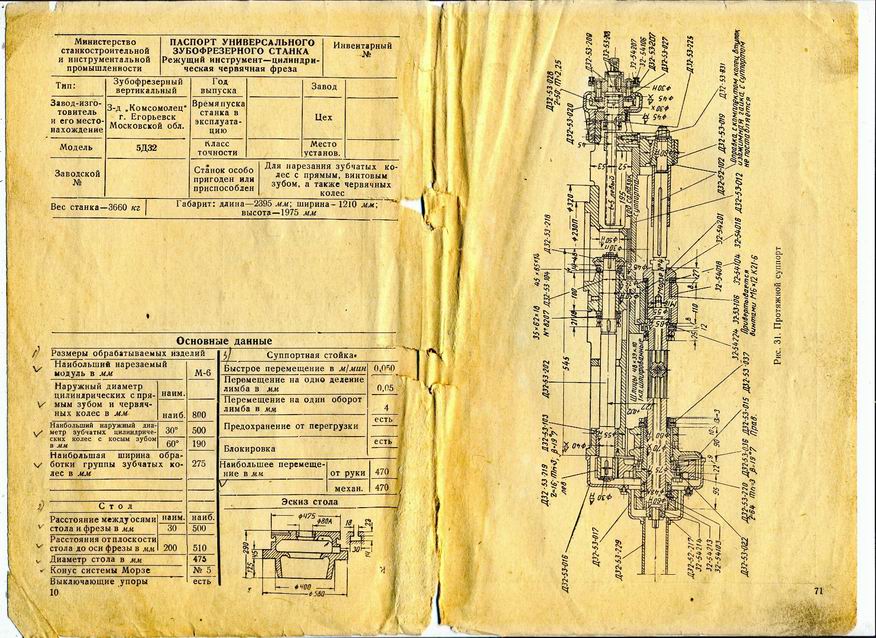 .325, мм .325, мм | 20 | ||
| Вертикальное смещение шпинделя вниз от центрального расположения при установленном расстоянии от торца шпинделя бабки изделия до центра станка 326..600, мм | 100 | ||
| Вертикальное смещение шпинделя вверх от центрального положения, мм | 75 | 110 | |
| Размеры конического / сквозного отверстия в шпинделе, мм | 100 / 78 | 153 / 125 | |
| Точность отсчета по шкале осевой установки бабки, мм | 0,01 | ||
| Точность отсчета по шкале установки бабки на угол внутреннего конуса, мин | 1 | ||
| Одно деление шкалы отсчета установки бабки на угол внутреннего конуса, мин | 10 | ||
| Установка бабки на угол внутреннего конуса, град | 5°30`..84° | ||
| Одно деление шкалы гипоидного смещения бабки, мм | 1 | ||
| Стол | |||
| Наибольшее смещение от центрального положения,мм | ±25 | ±25 | |
| Привод и электрооборудование станка | |||
| Количество электродвигателей, установленных на станке | |||
| Электродвигатель главного привода, кВт (об/мин) | 4,5 (2870) | 10 (2920) | |
| Электродвигатель гидропривода, кВт (об/мин) | 1,7 (930) | 2,2 (1430) | |
| Электродвигатель привода гидронасоса охлаждения, кВт (об/мин) | |||
| Суммарная мощность электродвигателей, кВт | |||
| Габаритные размеры и масса станка | |||
| Габаритные размеры станка (длина х ширина х высота), мм | 2200 х 1600 х 1600 | ||
| Масса станка с электрооборудованием и охлаждением, кг | 7000 |
Использованная литература:
- Гальперин Е.
 И. Наладка зуборезных станков. 1960.
И. Наладка зуборезных станков. 1960. - Ачеркан Н.С. Металлорежущие станки. Том 1. 1965.
- Кучер А.М. Киватицкий М.М. Покровский А.А. Металлорежущие станки. (Альбом общих видов, кинематических схем и узлов) 1972.
- Руководящий материал для конструкторов, проектирующих технологическую оснастку. Основные данные и посадочные места металлорежущих станков. НИИМАШ, 1968.
- Малахов Я.А. Зубообрабатывающие и резьбофрезерные станки и их наладка. 1972.
- Мильштейн М.З. Нарезание зубчатых колес. Москва, 1972.
- Лоскутов В.В. Ничков А.Г. Зубообрабатывающие станки. Москва, М. 1978.
- Птицин Г.А. Кокичев В.Н. Зуборезные станки. 1957.
Связанные ссылки. Дополнительная информация
Зуборезный полуавтомат 525
Зуборезный полуавтомат 525
Для нарезания конических колес с круговым
зубом, гипоидных колес и колес с
модифицированным зубом.
Компоновка станка:
Слева на станине В расположена стойка
А с приводами, люлькой Б и шпинделем
резцовой головки, справа на горизонтальных
направляющих установлен стол Г, в
круговых направляющих которого
располагаются салазки Е с бабкой изделия
Д.
Движения в станке:
Главное движение – вращение резцовой
головкиДв-е подачи – перемещение заготовки
из исходного положения к рабочемуДв-е обката – согласованное вращение
люльки и обрабатываемого колесаДв-е деления – поворот изделия в
направлении движения обката за время
возврата люльки в исходное положениеДв-е модификации обката – дополнительное
вращение люльки с переменной скоростьюДв-е отвода – отвод заготовки из рабочего
положения в исходное после фрезерования
каждой впадиныБыстрый подвод – быстрое перемещение
гидросистемой заготовки из загрузочного
положения в исходноеБыстрый отвод — отвод обработанной
детали из исходного положения в
загрузочное
Принцип и циклы работы станка
Метод обката (при чистовой обработке
з. к.)
к.)
Заготовка совершает быстрое дв-е подачи
из исходного положения в рабочее. В это
же время совершается дв-е обката,
формируется боковая поверхность зуба.
После обката заготовка отводится в
исходное положение, а люлька реверсирует
свое дв-е и возвращается в исходное
положение. За это время заготовка
продолжая вращаться в направлении дв-я
обката повернется на число зубьев z,
т.е. совершит движение деления
Метод врезания (черновое нарезание
зубьев по целому металлу)
Подача значительно медленнее и дв-е
обката мало, поэтому за время возврата
люльки в исходное положение после
обработки впадины, заготовка успеет
повернуться на 1 зуб. Z=1
Вращение резцовой головки:
Движение подач:
Подача – перемещение заготовки из
исходного положения к рабочему на
резцовую головку. Для этого в станке
Для этого в станке
имеется барабан подач. Он имеет
2 рабочие канавки. При работе станка по
методу обката канавка с крутым подъемом
(быстрая подача), при работе по методу
врезания – канавка с пологим подъемом
(медленная подача). В зависимости от
метода работы при повороте реечного
колеса вводится ролик или для быстрой
подачи (обкат) или для медленной
(врезание).
Ось реечного колеса закреплена на
корпусе гидроцилиндра Ц2. Масло под
давлением подается в штоковую полость
этого ГЦ. Шток связан со столом станка,
поэтому перемещение корпуса ГЦ Ц2 влево
барабаном подач вызовет перемещение
поршня штока и стола. За время цикла
подачи tp барабан подач
совершает 4/9 оборота.
Цепь деления:
Для реверсирования вращения люльки в
станке установлено составное колесо.
Когда z14 находится во
внутреннем зацеплении с z224,
то составное колесо вращается медленно,
происходит зубонарезание. По его
По его
окончании z14 попадает на
переходный участок z56,
при этом составное колесо сначала
останавливается, а затем при переходе
z14 на наружное зацепление
z112 составное колесо
вращается в другую сторону и в 2 раза
быстрее, люлька возвращается в исходное
положение.
А) цепь деления при работе станка по
методу обката:
Б) Цепь деления при работе станка по
методу врезания:
Цепь обката при работе станка по
методу обката:
Цепь обката при работе станка по
методу врезания:
Цепь модификации обката:
При нарезании некоторых модифицированных
зубьев люльке сообщают некоторый
дополнительный поворот с переменной
скоростью. Цепь настраивается из условия:
Цепь настраивается из условия:
за время поворота производящего колеса
на 1/Zn, что соответствует
повороту нарезаемого колеса на 1/Z,
втулка с роликом совершает 1 об.
Отвод нарезаемого колеса после
обработки каждой впадины:
Поскольку это х.х. то он выполняется
быстро, поэтому включается муфта М1
вверх.
Отвод производится за 5/9 об. БН. При z
больше или равно 16 включается передача
76/64 и отвод производится за 2,5сек на зуб.
Быстрый отвод из исходного
положения в загрузочное.
Для этого распределитель ставится в
положение 2 и масло под давлением попадает
в левую полость ГЦ2.
Магазин UPS | Отправляйте и печатайте здесь > 525 E Michigan Ave
Поможем вам быть неудержимым в этот праздник
С нашей гарантией упаковки и доставки
Товары и услуги
Независимо от того, отправляете ли вы родным и друзьям или выполняете заказы, мы обеспечим вас покрытый.
Печать
Печать
Печать
Вы можете рассчитывать на профессионалов печати в магазине UPS Store Saline, которые помогут вам произвести неизгладимое впечатление. Мы предлагаем широкий спектр услуг печати и копирования, чтобы помочь вам продвигать свой малый бизнес или подготовиться к вашему личному мероприятию или презентации. Разместите заказ онлайн или зайдите в наш магазин, чтобы начать.
Начать онлайн-заказ на печать
Доставка и упаковка
Доставка и упаковка
Доставка и упаковка
Магазин UPS — ваш профессиональный ресурс по упаковке и доставке в Saline. Мы предлагаем широкий спектр услуг по внутренним, международным и грузовым перевозкам, а также индивидуальные транспортные коробки, коробки для переезда и упаковочные материалы. Сертифицированные эксперты по упаковке UPS Store по адресу 525 E Michigan Ave всегда готовы помочь вам доставить груз с уверенностью.
Расчетная стоимость доставки
Почтовые ящики
Почтовые ящики
Почтовые ящики
Когда вы открываете почтовый ящик в магазине UPS, вы получаете гораздо больше, чем просто ящик с ключом. Вы получите подтверждение посылки от всех перевозчиков, уведомления о получении почты и реальный почтовый адрес 48176, а не только номер абонентского ящика. Подать заявку сегодня.
Услуги почтового ящика
Дополнительные услуги
Нотариальные услуги
Ищете нотариуса в 48176? Магазин UPS по адресу 525 E Michigan Ave предлагает удобные нотариальные услуги рядом с вами. Зайдите сегодня, чтобы заверить ваши документы у нотариуса и отметить еще один пункт в вашем списке дел.
Нотариальные услуги
Нотариальные услуги
Ищете нотариуса в 48176? Магазин UPS по адресу 525 E Michigan Ave предлагает удобные нотариальные услуги рядом с вами.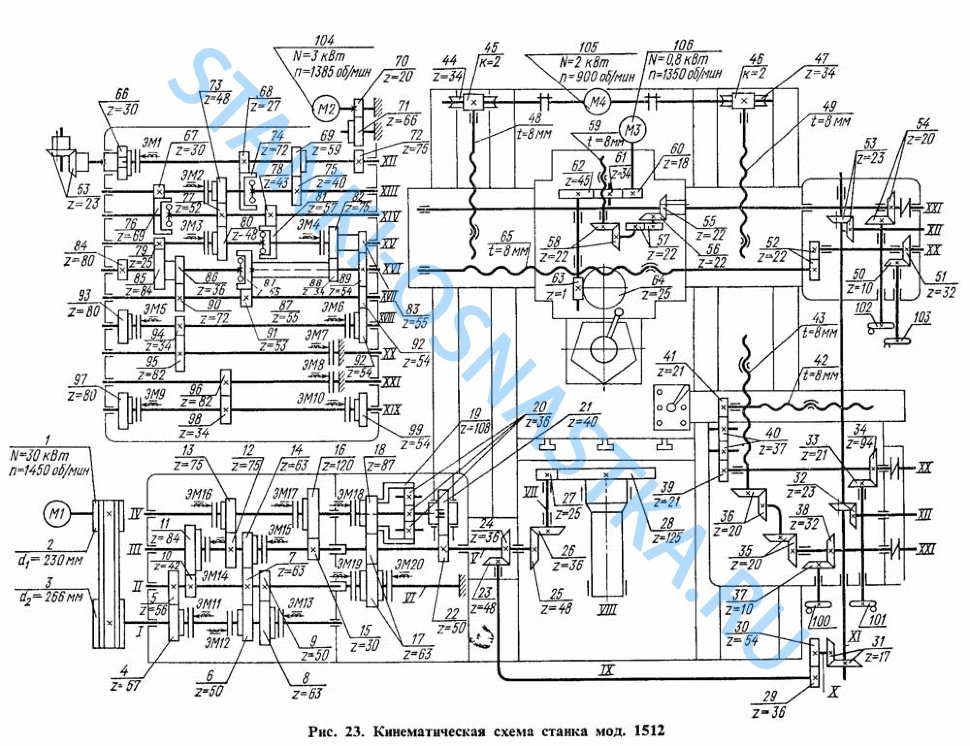 Зайдите сегодня, чтобы заверить ваши документы у нотариуса и отметить еще один пункт в вашем списке дел.
Зайдите сегодня, чтобы заверить ваши документы у нотариуса и отметить еще один пункт в вашем списке дел.
Нотариальные услуги
Услуги по уничтожению документов
Магазин UPS Store предлагает удобные и доступные услуги по уничтожению документов в Салин, штат Мичиган, предоставляемые компанией Iron Mountain®. Измельчайте свои предметы, чтобы защитить себя и свой бизнес от кражи личных данных.
Услуги по уничтожению документов
Услуги по уничтожению документов
Магазин UPS Store предлагает удобные и доступные услуги по уничтожению документов в Салин, штат Мичиган, предоставляемые компанией Iron Mountain®. Измельчайте свои предметы, чтобы защитить себя и свой бизнес от кражи личных данных.
Услуги по измельчению
Фото на паспорт
Путешествуете за границу? Нужно обновить паспорт? Зайдите сегодня, чтобы сфотографироваться на паспорт в магазине UPS по адресу 525 E Michigan Ave.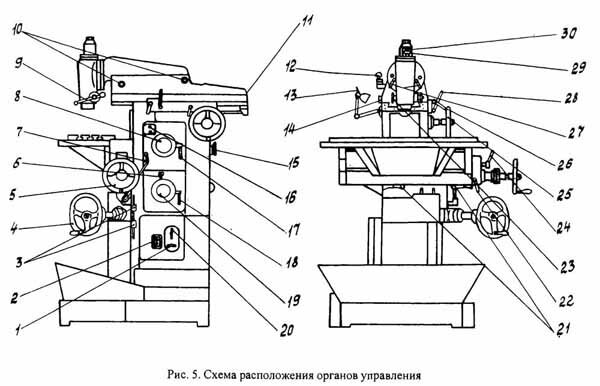
Фотографии на паспорт
Фотографии на паспорт
Путешествуете за границу? Нужно обновить паспорт? Зайдите сегодня, чтобы сфотографироваться на паспорт в магазине UPS по адресу 525 E Michigan Ave.
Фотографии на паспорт
Домашние счета
Упростите оформление заказа и гибкую систему выставления счетов для своего малого бизнеса. Узнайте об открытии собственного счета в магазине UPS по адресу 525 E Michigan Ave. 9.0003
Домашняя бухгалтерия
Домашняя бухгалтерия
Упрощенная оплата и гибкое выставление счетов для вашего малого бизнеса. Узнайте об открытии собственного счета в магазине UPS по адресу 525 E Michigan Ave.
Домашние счета
Факс и сканирование
Вам нужно отправить по факсу или отсканировать важные документы? Мы делаем этот процесс простым и удобным в магазине UPS Store Saline.
Факс и сканирование
Факс и сканирование
Нужно отправить по факсу или отсканировать важные документы? Мы делаем этот процесс простым и удобным в магазине UPS Store Saline.
Отправка факсов и сканирование
Дополнительные услуги
Магазин UPS готов помочь вам в решении ваших задач. Узнайте больше обо всех наших продуктах и услугах магазина, включая почтовые и канцелярские принадлежности, отправку факсов, сканирование и многое другое.
Дополнительные услуги
Дополнительные услуги
Магазин UPS поможет вам добиться цели. Узнайте больше обо всех наших продуктах и услугах магазина, включая почтовые и канцелярские принадлежности, отправку факсов, сканирование и многое другое.
Дополнительные услуги
О магазине UPS Магазин UPS Store Saline
Магазин UPS Saline
Магазин UPS в городе Saline, штат Мичиган, призван помочь частным лицам и малым предприятиям, предлагая широкий спектр продуктов и услуг. Мы находимся в местном владении и управлении и удобно расположены по адресу 525 E Michigan Ave.
Мы находимся в местном владении и управлении и удобно расположены по адресу 525 E Michigan Ave.
Хотя мы являемся вашими местными экспертами по упаковке и доставке, мы делаем гораздо больше. UPS Store — это местная типография по адресу 48176, предоставляющая услуги профессиональной печати для продвижения вашего малого бизнеса или помощи в завершении вашего личного проекта или презентации. Мы предлагаем безопасные почтовые ящики и услуги по приему посылок, уничтожение документов, офисные и почтовые принадлежности, отправку факсов, сканирование и многое другое. Все для вашего малого бизнеса, даже доставка.
Области обслуживались
Солевой раствор, MI
Платежи
- American Express
- Google Paytm
- Apple Pay®
- CASH
- Check
- Discover
- CASH
- Check
- Discover
- CASH
- Check
- Discover
- .
Полиграфическая продукция
Printing Services
Службы почтового ящика
Услуги для малого бизнеса
Служба почтовой почты
9000
Службы доставки
- UPS 2nd Day Air®
- UPS 3 Day Select®
- UPS Ground
 org/Service»> UPS International
org/Service»> UPS International- UPS My Choice(SM)
 org/Offer»>
org/Offer»>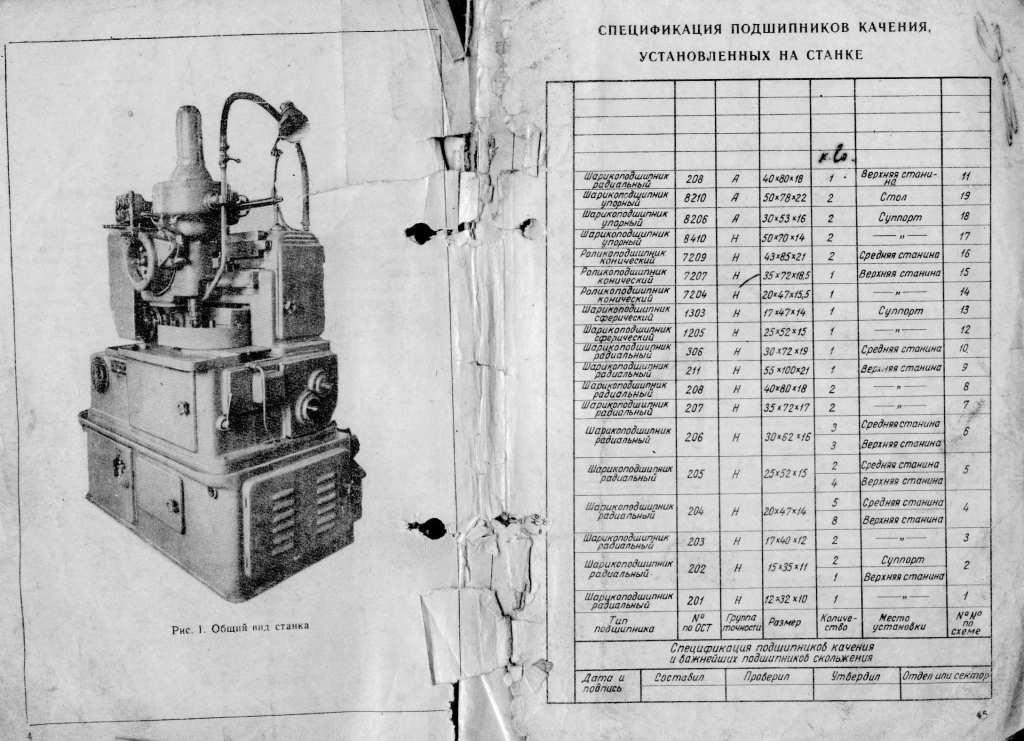 org/Service»> Menus
org/Service»> Menus org/Service»> Подборка
org/Service»> Подборка org/Service»> КЕЛЕКТЫ УВЕДЕНИЯ
org/Service»> КЕЛЕКТЫ УВЕДЕНИЯ org/Service»> Программа учетной записи дома
org/Service»> Программа учетной записи дома org/Service»> Signature Confirmation®
org/Service»> Signature Confirmation®0166 Custom Packaging
Freight
 org/Offer»>
org/Offer»>Дополнительные продукты и услуги
 org/Service»> Rubber Stamps
org/Service»> Rubber StampsNearby The UPS Store Locations
The UPS Store Ann Arbor
8:30 AM — 19:00 8:30 — 19:00 8:30 — 19:00 8:30 — 19:00 8:30 — 19:00 10:00 — 17:00 11 :00–16:00
The UPS Store Arbor Square Plaza
8:00–19:00 8:00–19:00 8:00–19:00 20:00 AM — 19:00 8:00 — 19:00 10:00 — 14:00Сегодня закрыто
The UPS Store Ann Arbor
8:30 — 19:00 8:30 — 19:00 8:30 — 19:00 8:30 — 19:00 20:30 AM — 19:00 10:00 — 16:00 10:00 — 15:00
Магазин UPS Ann Arbor
8:30 — 19:00 8:30 — 19:00 8:30 — 19:00 8:30 — 19:00 8:30 — 19:00 10:00 — 17:00 11:00 — 16:00
Магазин UPS Arbor Square Plaza
8:00 — 19:00 8:00 — 19:00 8:00 — 19:00 8:00 — 19:00 8: 00:00–19:00 10:00–14:00Сегодня закрыто
The UPS Store Ann Arbor
8:30 — 19:00 8:30 — 19:00 8:30 — 19:00 8:30 — 19:00 20:30 AM — 19:00 10:00 — 16:00 10:00 — 15:00
DNP IDW500 Фотопринтер для паспортов и удостоверений личности
Артикул:
IDW500-ID-ПРИНТЕР
Обзор этого продукта
| Наша цена: | СНЯТО С ПРОИЗВОДСТВА см. |
 IDW525
IDW525| Кол-во: * |
- Продукт, снятый с производстваИспользуйте меню категорий, чтобы найти похожие продукты.
Информация о продукте:
Фотопринтер для удостоверений личности IDW500 (с помощью консоли и программного обеспечения) специально разработан для печати фотографий на паспорт и удостоверение личности, соответствующих федеральным требованиям; таким образом устраняя отказы и делая ваших клиентов счастливыми.
ХАРАКТЕРИСТИКИ:
- Захват и печать фотографий на документы/паспорта
- Фотопринтер для удостоверений личности
- Доступно несколько предустановленных конфигураций
- Биометрическая функция для автоматической настройки
- Трехлетняя гарантия AE
Устранение отказов в выдаче паспортов и виз
- Специальное оборудование для получения качественных фотографий, которые удовлетворить требования правительства
- Надежный рабочий процесс для более быстрого производства со стабильными результатами
- 8 биометрические проверка всех изображений перед печатью
- Разрешение печати 300 x 300 точек на дюйм
- Поддерживает одновременно 6 изображений, которые можно выбрать и распечатать или отредактировать в любое время
- Может выводить изображения на USB-накопитель и/или распечатывать их
- Поддерживает 4 языка изначально: английский, бразильский португальский, латиноамериканский испанский и канадский французский
- Поддерживает идентификаторы для 17 стран
- Содержит справочных видеороликов для оптимальной фотосъемки и смены носителя на принтере
G): Включает 3-летнюю гарантию AE без дополнительных затрат
3-летний контракт на обслуживание DNP с предварительным обменом (AE) помогает максимизировать время безотказной работы клиента в периоды пикового использования, защищая его потоки доходов.
Всего комментариев: 0