Станок для поддонов: Станки для производства паллет и поддонов
Содержание
Станки для производства паллет и поддонов
На сайте Станкофф.RU вы можете найти оборудование для производства паллет и поддонов от ведущих производителей. В наличии и под заказ более 194 моделей станков для поддонов и паллет по лучшим ценам. Только выгодные предложения с подробными описаниями и фото. Уточняйте цены у менеджеров.
Назначение оборудования и требования к продукции
Постоянные поставки сырья и надежный сбыт продукции являются необходимыми, но не главными условиями организации бизнеса по изготовлению деревянных средств для упаковки, хранения и транспортировки грузовых единиц. Обеспечить рентабельность можно только при наличии современного оборудования для производства поддонов, предлагаемого нашей компанией, которое гарантирует полное соответствие готовых изделий государственным нормативам и позволяет выпускать качественный товар в объеме, необходимом для получения стабильной прибыли.
Основным преимуществом деятельности по изготовлению деревянной упаковки является отсутствие жестких требований к сырью, в качестве которого используется некондиционная доска или бруски низкой сортности, но состав производственной линии имеет решающее значение для востребованности продукции на отраслевом рынке. Новые модели промышленных станков для изготовления поддонов, поставляемые компанией Станкофф.RU:
Новые модели промышленных станков для изготовления поддонов, поставляемые компанией Станкофф.RU:
- обеспечивают высокое качество технологических операций;
- показывают надежность при интенсивной работе;
- отличаются простым управлением и обслуживанием;
- позволяют выполнять легкую переналадку для изготовления изделий разных стандартных размеров или нестандартной продукции.
Внешне простая конструкция поддонов и паллет предназначена для многооборотного использования и, независимо от стандартного или специализированного типа, должна выдерживать высокие нагрузки без деформации и повреждений. Основной задачей оборудования для паллет, предлагаемого на нашем сайте, является создание изделий с предельно точными габаритными размерами и параллельными поверхностями. Древесина для изготовления продукции не должна иметь пороков, посторонних включений и любых видов обзола. Конструкция исключает наличие зазоров, сколов и трещин в местах скрепления элементов, и проходит строгий контроль с проведением испытаний на соответствие техническим стандартам.
Оснащение производства по изготовлению деревянной тары
Технология изготовления паллет и поддонов не отличается сложностью. В производстве используется древесина 2-3 сорта, а конструкция изделия состоит из основы, поперечных досок и кубиков, для которых часто используют клееный материал, значительно снижающий себестоимость продукции. Скрепление деталей в европоддонах выполняется с применением специальных гвоздей, имеющих профиль с кольцевым накатом.
Производство транспортной тары осуществляется с использованием одиночных станков для поддонов или на линиях с полной или частичной автоматизацией процесса. Самым оптимальным вариантом для среднемасштабного производства считаются полуавтоматические комплексы, дающие возможность рационально организовать работу с умеренными затратами. Индивидуальное применение сборочного станка с универсальными функциями позволяет производить около 500 изделий за рабочую смену, а применение установки в полностью укомплектованной технологической цепочке увеличивает количество более чем в 2 раза.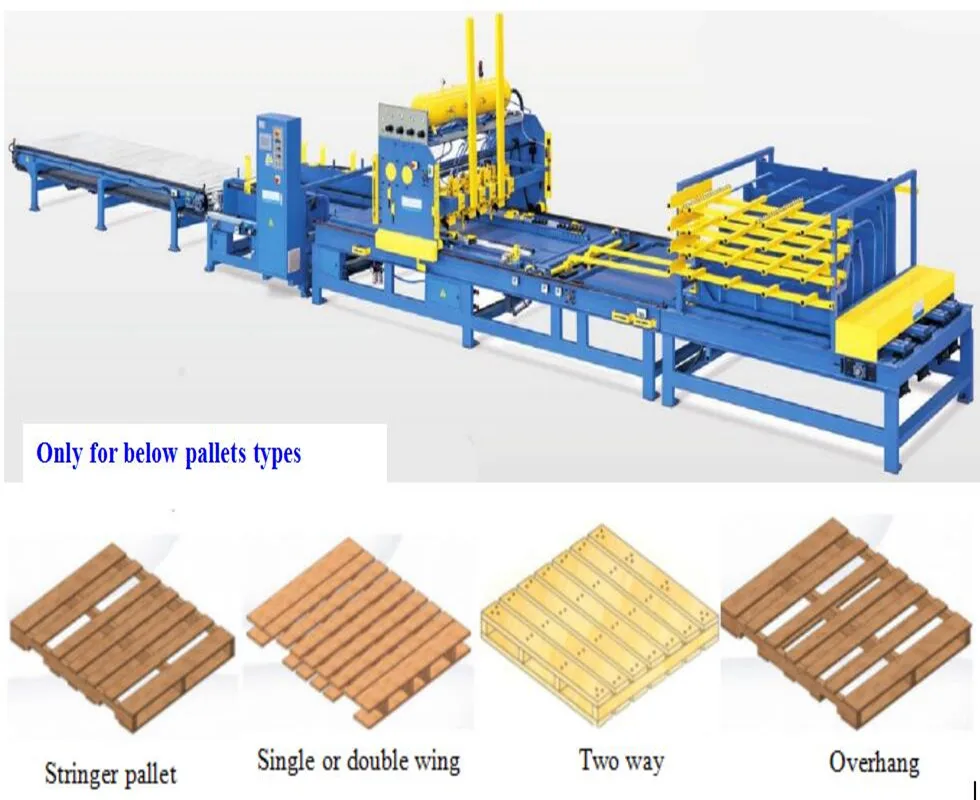
Если готовый пиломатериал не закупается у сторонних производителей, оборудование для изготовления паллетов включает агрегаты распиловочного, торцовочного и кромкообрезного типа.
Самостоятельное изготовление деревянных деталей имеет значительные преимущества перед приобретением обрезной продукции:
- низкая себестоимость и возможность контролировать качество сырья и обработки;
- точное формирование геометрических размеров с минимальным разбросом значений;
- возможность быстро выполнить перенастройку производства на выпуск продукции разного типа.
Характеристики станков и особенности моделей
Оборудование для деревянных поддонов из нашего каталога включает профессиональные станки для подготовки материала к работе и создания прочных и долговечных деревянных средств пакетирования:
- Ленточная или дисковая мини пилорама. Распиловка заготовок на элементы заданного размера.
- Торцовочный. Обрезка в размер, торцовка деталей, устранение дефектных мест.

- Кромкообрезной. Производство тарной заготовки путем удаления горбыльной кромки с необрезной доски.
- Фрезеровочный. Изготовление заходов методом фрезерования.
- Гвоздезабивное оборудование. Сборка изделия.
- Конвейерное устройство для выгрузки готовых изделий.
Для того чтобы обрабатывать древесину с максимально полезным выходом и получать тарные заготовки с идеальными размерными параметрами, необходимы станки для производства паллетов с торцовочными и кромкообрезными функциями. Современные модели торцовок проходного типа быстро перенастраиваются на нужный размер детали и отличаются плавной регулировкой скорости подачи заготовки и движения пильного узла. Гвоздобойные машины применяются для сборки готовых элементов и используют шаблонный принцип работы. Функционирование станков обеспечивает гидравлическая система, выполняющая пневматический зажим деталей и сбивку поддона с использованием гвоздезабивного пистолета.
В основной список оборудования входит станок для обрезки углов поддонов, который используется для финишной операции при подготовке изделий к реализации. Установка применяется для удаления лишнего материала с боковых сторон модуля. После жесткой фиксации поддона в устройстве обработка сторон производится поочередно с использованием управляемых педалью пил, которые приводит в движение механический привод тросового типа, оснащенный страховочным тормозом. Пневматическая система дает возможность осуществлять нарезку автоматически.
Установка применяется для удаления лишнего материала с боковых сторон модуля. После жесткой фиксации поддона в устройстве обработка сторон производится поочередно с использованием управляемых педалью пил, которые приводит в движение механический привод тросового типа, оснащенный страховочным тормозом. Пневматическая система дает возможность осуществлять нарезку автоматически.
Дополнительное оборудование
К вспомогательному оборудованию для поддонов относится транспортерная лента с ячеистой структурой и специальное приспособление для возможности переворачивать конструкции при работе автоматической линии. Устройства позволяют оптимизировать производственный процесс за счет увеличения скорости работы. В соответствии с требованиями к продукции производство должно быть укомплектовано машиной для маркировки готовой продукции, выжигающей на изделиях клеймо с техническими данными. Деревообрабатывающее производство любого масштаба нуждается в эффективном удалении отходов в виде древесной стружки и пыли, поэтому основные виды станков оснащаются патрубками для подключения к системе аспирации.
Линия для производства деревянных поддонов
новинка
Артикул:
812
290050 USD
Купить в 1 клик
Линия для производства деревянных поддонов
Линия для производства деревянных поддонов
Описание
Линия по производству поддонов включает ручную загрузку (подачу) материала, автоматическую систему забивки гвоздей, подъемное устройство поддонов, автоматический станок для поддонов в стопки, маркировочную машину и станок для обрезки углов.
Высокий уровень автоматизации, плавный процесс обработки, процессы полного цикла: забивка гвоздей, маркировка, резка и укладка поддонов.
Линия оснащена автоматической системой управления, программируемым контролером, сенсорным дисплеем, функция точной забивки гвоздей с высокой производительностью.
Линия имеет гибкие настройки на протяжении всего производственного цикла, прессформы и башня охлаждения не требуются.
Особенности
Программное обеспечение
Линия оснащена сенсорным программируемым дисплеем, механизмом загрузки, а также рычажным механизмом с несколькими степенями подвижности, что обеспечивает эффективный процесс забивки гвоздей. Также линия имеет функцию выбора различных программ для изготовления нестандартных поддонов. Размер поддонов настраивается согласно потребности заказчика.
Также линия имеет функцию выбора различных программ для изготовления нестандартных поддонов. Размер поддонов настраивается согласно потребности заказчика.
Автоматическая укладка поддонов
После гвоздезабивочной машины поддон отправляется на станок для обрезки углов, далее на маркировочную машину и в конце на станок для укладки поддонов. Такая технологическая схема позволяет экономить время производства.
Общее описание линии
Размеры производимых поддонов: 800*1200 мм, 1000*1200 мм. (размеры регулируются)
Типы паллет: EUR, FIN
Производительность линии: 80 -100 шт/ч
Время перехода с одного размеры паллета на другой размер: 30 мин
Необходимое количество персонала: 6 человек
Размеры производственного цеха: 20*10*4 м
Типы производимых поддонов
Перечень оборудования линии
Гвоздезабивочная машина – 90 700 USD
Гвоздезабивочная машина включает три станка:
- Станок для сборки нижней части поддона
- Станок для сборки верхней части поддона
- Станок для сборки первой и второй части в единую конструкцию
Нижняя часть поддона
Верхняя часть поддона
Технические характеристики
Напряжение: 380 В, 50 Гц, 3 фазы
Мощность: 2 кВт*3
Режим работы: ручная загрузка материала, автоматическая система забивки гвоздей, подъемное устройство поддонов.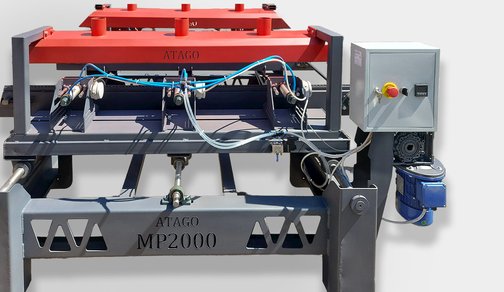
Режим управления: программируемый контроллер
Тип: пневматический
Общая мощность: 6 кВт
Тип двигателя: сервопривод
Давление воздуха: 0.8 МПа
Объем резервуара для сжатого воздуха: 0.2 м³
Скорость гвоздезабивного пистолета: 7 выстрелов/с
Производительность гвоздезабивочной машины: 400 — 500 шт/8 ч (1 оператор)
Длина гвоздей: не менее 80 мм
Вес: 1500 кг
Размеры: 2283*1899*2320 мм
Мощность воздушного компрессора: 15 кВт (1 шт)
Емкость для хранения сжатого воздуха: 0.3 м³
Станок для обрезки углов – 24 300 USD
Технические характеристики
Напряжение: 380 В, 50 Гц, 3 фазы
Количество двигателей: 4 шт
Мощность: 2.2*4 кВт
Производительность: 3 шт/мин
Размеры: 2200*2100*1200 мм
Вес: 600 кг
Маркировочная машина c поворотным механизмом – 21 800 USD
Технические характеристики
Напряжение: 380 В, 50 Гц, 3 фазы
Мощность: 1.5 кВт
Размеры: 2200*2100*1200 мм
Вес: 500 кг
Количество оттисков: 4 шт
Производительность: 3 шт/мин
Конфигурация: количество и размеры оттисков изготавливаются согласно требованиям заказчика
Поворотный механизм
Напряжение: 380 В, 50 Гц, 3 фазы
Мощность: 0. 75 кВт
75 кВт
Угол поворота поддона: 90°
Размеры: 2530*2200*1650 мм
Вес: 500 кг
Устройство для переворачивания поддонов – 19 650 USD
Технические характеристики
Мощность: 1.5 кВт
Производительность: 2-3 шт/мин
Размеры: 3330*2000*1200 мм
Вес: 450 кг
Станок для укладки поддонов – 26 200 USD
Технические характеристики
Напряжение: 380 В, 50 Гц, 3 фазы
Мощность: 1.5 кВт
Производительность: 3 шт/мин
Размеры: 3500*2000*1600 мм
Вес: 800 кг
Конвейер – 25 500 USD
Технические характеристики
Напряжение: 380 В, 50 Гц, 3 фазы
Мощность: 3 кВт
Размеры: 4500*2000*1200 мм
Вес: 600 кг
Оборудование для распила и обработки древесины
Пила для продольного распила бревен – 32 700 USD
Технические характеристики
Максимальная высота резки: 20 см
Максимальная ширина резки: 25 см
Минимальная высота резки: 8 см
Максимальная длина заготовки для распила: 4 м
Минимальная длина заготовки для распила: 80 см
Скорость подачи заготовки: 4-7 м/мин (регулируется)
Общая мощность: 50 кВт
Тип охлаждения: воздух/вода
Размеры: 4200*1600*1500 мм
Вес: 1800 кг
Пила для распила древесины – 23 800 USD
Технические характеристики
Максимальная высота пила: 16 см
Минимальная высота пила: 1. 5 см
5 см
Максимальная ширина пила: 28 см
Минимальная ширина пила: не ограничена
Общая мощность: 54 кВт
Скорость загрузки материала: 6-12 м/мин
Тип загрузки: автоматический
Регулируемая скорость загрузки
Количество отрезных дисков: 20 шт (10 нижних, 10 верхних)
Тип корпуса: полностью закрытый
Тип охлаждения: водяное охлаждение
Размеры: 1900*1500*1700 мм
Вес: 1600 кг
Станок для нарезки брусков – 15 200 USD
Технические характеристики
Напряжение: 220В/380 В
Мощность: 5.5 кВт
Размеры: 1600*1100*1200 мм
Вес: 500 кг
Диаметр пилы: 400 мм
Скорость вращения: 2800 об/мин
Рейсмусовый станок – 8 200 USD
Технические характеристики
Максимальная ширина обработки: 450 мм
Максимальная толщина обработки: 200 мм
Максимальная длина обработки: 200 мм
Минимальная толщина обработки: 5 мм
Скорость подачи: 10 м/мин
Скорость вращения фрезы: 5500 об/мин
Мощность двигателя: 5. 5 кВт
5 кВт
Размеры: 1250*760*830 мм
Вес: 400 кг
Установка холодной сушки воздуха (после компрессора) – 4 300 USD
Технические характеристики
Производительность: 2.5 м³/мин
Номинальное давление: 1 МПа
Рабочее давление: 0.6-1 МПа
Потери давления:
Номинальная температура воздуха на входе: ≤40℃
Максимальная температура воздуха на входе: ≤65℃
Максимальная рабочая температура: ≤40℃
Мощность: 2.21 кВт
Система охлаждения: воздушная
Напряжение: 220 В, 50 Гц, 3 фазы
Уровень шума: ≤60дБ
Номинальный диаметр впускного и выпускного патрубков: DN 1-1/2
Межцентровое расстояние между входящим и выходящим патрубками: 400 мм
Вес: 100 кг
Размеры: 700*420*810 мм
Схема технологического процесса производства поддонов
Схема технологического процесса распила
Список быстроизнашиваемых частей
Отрезные диски на станок для продольного распила бревен – 1420 USD/комплект (20 шт)
Отрезные диски на станок для распила древесины — 1380 USD/комплект (20 шт)
Вал для установки отрезных дисков (Пила для продольного распила бревен) – 530 USD/шт
Вал для установки отрезных дисков (Пила для распила древесины) — 500 USD/шт
Ножи для рейсмусового станка – 252 USD/комплект (4 шт)
Отрезные диски для нарезки брусков – 205 USD/шт
Фотодатчик – 62 USD/шт
Реле — 40 USD/шт
Переключатель — 40 USD/шт
Гвозди для пневмопистолета — 53 USD/шт
Воздушный цилиндр — 485 USD/шт
Нагревательныйэлемент — 40 USD/шт
Отрезные диски на станок для обрезки углов — 78 USD/шт
KЛЮЧЕВЫЕ МОМЕНТЫ
ДОСТАВКА – 25 ДНЕЙ
СРОК ИЗГОТОВЛЕНИЯ – 110 РАБОЧИХ ДНЕЙ
ОПЛАТА ОСУЩЕСТВЛЯЕТСЯ ТРЕМЯ ТРАНШАМИ:
50% — ПРЕДОПЛАТА
30% — ПЕРЕД ОТПРАВКОЙ ОБОРУДОВАНИЯ С ЗАВОДА ИЗГОТОВИТЕЛЯ
20% — ПОСЛЕ ТАМОЖЕННОЙ ОЧИСТКИ В РОССИИ (ПЕРЕД ОТПРАВКОЙ КЛИЕНТУ).
ГАРАНТИЯ – 1 ГОД
ЦЕНА УКАЗАНА БЕЗ УЧЕТА УСТАНОВКИ, НАСТРОЙКИ И ПУСКО-НАЛАДОЧНЫХ РАБОТ
ЦЕНА ВКЛЮЧАЕТ ДОСТАВКУ ИЗ КИТАЯ В НОВОСИБИРСК И ПОЛНУЮ ТАМОЖЕННУЮ ОЧИСТКУ
ДОСТАВКА ИЗ НОВОСИБИРСКА В ДРУГИЕ ГОРОДА — ЗА СЧЁТ ПОКУПАТЕЛЯ
Линия подготовки поддонов.
На производство поступают поддоны размерами 800*1200 и 1000*1200 (Фото 1), поддоны доставляются на фурах. Далее погрузчиком пачки поддонов перевозятся к линии подготовки поддонов.
Фото №1
Особенность в том, что для перевозки большего количества поддонов, поддоны складываются друг в друга Фото №2. Что требует, разобрать пачки, и собрать в пачки как на фото №3. для подачи на производственные линии.
Фото№2
Для работы производственных линий завода, требуется, чтобы поддоны были собраны в пачки с правильно стоящими поддонами. Фото№3.
Фото№3.
Фото№3.
В данном ТЗ будут использованы не стандартное описание некоторых моментов в работе линии
—Правильно стоящий поддон – поддон, который установлен на основание своей нижней частью как на Рис. №1. Рабочей поверхностью сверху.
Рис. №1.
—Не правильно стоящий поддон — поддон, который установлен рабочей поверхностью в низ к основанию. Рис. №2.
Рис. №2.
В связи с этим необходимо построить автоматическую линию.
В данной блок схеме требуется изготовить блоки под номерами 1-2-3-4-5-6. Для точного размещения линии в цеху и позиционирования с существующей линией прошу дать размеры линии ширина, длина, высота.
Блок схема №1
Для построения данной линии требуется следующее оборудование:
- Конвейер загрузки пачек поддонов.
На данный конвейер погрузчиком будут устанавливаться пачки поддонов как на фото №2 для дальнейшей подачи в автоматическом режиме на станок для разбора пачки.
- Станок для разборки пачки поддонов.
На данном этапе требуется отделять по одному поддону снизу от пачки и подавать в автоматическом режиме на конвейер для переворачивания поддонов.
- Конвейер с механизмом переворачивания поддона на 180 градусов.
Данный конвейер работает в автоматическом режиме и должен распознавать, какой поддон нужно пропустить на следующий этап (правильно стоящий поддон как на Рис. №1) или перевернуть поддон, если он не в правильном положении как на Рис. №2.
Далее поддон в автоматическом режиме подается на следующий этап.
- Станок для сборки поддонов в пачку.
На данном станке поддоны собираются в пачки Фото №3 и далее подаются на комбинированный конвейер вывода пачки.
- Комбинированный конвейер.
Данный конвейер состоит из двух частей, цепного конвейера и роликового конвейера.
Часть цепного конвейера встроена в роликовый конвейер и перемещается верх и вниз,
(Например, при помощи пневматической системы)
Принцип работы:
В нормальном положении цепной конвейер всегда должен быть опущен ниже уровня
верхней точки роликового конвейера для того, чтобы, если загрузка поддонов
будет осуществлятся погрузчиком на конвейер №6, то цепной конвейер не мешал бы
перемещению поддонов от конвейера №6 по конвейеру №5 к конвейеру №7.
Перед тем как пачка поддонов из станка сборки поддонов №4 поступает на цепной
комбинированный конвейер №5, он поднимается.
Пачка поддонов перемещается по цепному конвейеру над роликовым до совмещения
центра поддонов и центра роликового конвейера. По сигналу встроенного оптического
датчика положения пачки поддонов, цепной конвейер останавливается и опускается,
далее с задержкой 5-10 секунд включается привод роликового конвейера №5 и пачка
перемещается на конвейер №7.
- Роликовый конвейер размерами для установки одной пачки поддонов по ширине, то есть,
сторонами, которые имеют размеры 800мм и 1000мм по направлению работы линии.
По всей проектируемой линии поддоны перемещаются по длине, то есть, стороной 1200мм по направлению работы линии. При таком прохождении поддона не потребуется конвейер с поворотной частью на 90 градусов и не потребуется перенастраивать станок №4 под разные типы поддонов из-за разной ширины, евро стандарт — ширина 800мм, паллет FIN – имеет ширину 1000мм. Фото № 1.
Фото № 1.
Согласно Блок – схемы №1 видно, что комбинированный конвейер №5 установлен к существующей линии перемещения поддонов. При проектировании необходимо учитывать
высоту уже установленных конвейеров линии подачи поддонов.
Высота установленных роликовых конвейеров линии подачи поддонов составляет 630мм.
В случае если высота конвейеров проектируемой линии будет выше, чем 630мм, то необходимо перемещением (вверх, вниз) цепной части комбинированного конвейера № 5, скомпенсировать разность высоты конвейеров проектируемой линии и роликовой частью комбинированного конвейера №5.
По алгоритму работы проектируемой линии требуется предусмотреть такие случаи как:
В случае, когда на конвейере № 7 блок – схемы №1, уже есть пачка поддонов, то выгрузив
пачку поддонов с проектируемой линии на роликовую часть комбинированного
конвейера № 5, она (пачка поддонов) не перемещалась на конвейер №7.
Так же и в случае, когда пачка поддонов стоит на роликовой части комбинированного
Конвейера № 5 то цепная его часть не срабатывает до момента, когда пачка поддонов не
переместится далее и не освободится роликовая часть конвейера.![]()
Соответственно, чтобы не допустить сбоев работы каждый узел линии должен (понимать) что следующий узел занят или свободен.
Комплектация.
В стандартную комплектацию робота входят:
1. Рука робота-манипулятора.
2. Контроллер управления.
3. Пульт программирования.
4. Комплект соединительных кабелей.
Технические
характеристики
Количество осей: 6
Грузоподъемность: 165 кг
Повторяемость позиции: ±0.04 мм
Досягаемость: 2900 мм
Потребляемая мощность: 10 кВА
Масса робота: 1800 кг
Класс защиты: IP67
Стоимость оборудования.
1 Робот в комплекте.
2 Универсальный захват.
3 Дополнительное оборудование (оборудование места
для установки новой пачки, светосигнальное
оборудование и т.п.)
4 Системы безопасности (как дополнительная опция).
5 ПНР и интеграция с периферией.
Итого 173 400 USD С НДС
Описание техпроцесса
Согласно полученному ТЗ, роботизированная ячейка должна разбирать стопки поддонов из их транспортировочного состояния и складывать поддоны на конвейер в определенном положении.
Основные компоненты роботизированной ячейки:
- Робот
- Универсальный захват.
- Вспомогательные устройства.
- Системы безопасности.
Робот– описание приведено выше.
Универсальный захват. Позволяет определить высоту, на которой находится верхний поддон в стопке и положение, в котором находится поддон («нормальное» или «перевернутое»). Так же он оснащен двумя группами клэмпов, которые позволяют взять поддон из любого положения.
Определение высоты и положения поддона определяется двумя группами датчиков,
расположенных в определенных частях захвата. Захват позиционируется роботом на
определенной высоте над стопкой поддонов и далее опускается вертикально вниз до касания
верхнего поддона.
Если поддон сориентирован в «нормальном» положении, то срабатывает условно первая группа датчиков касания. Если поддон сориентирован в «перевернутом» положении, то срабатывает условно вторая группа датчиков касания. В зависимости от того, какие датчики сработали автоматически применяется алгоритм для захвата поддона.
В зависимости от того, какие датчики сработали автоматически применяется алгоритм для захвата поддона.
К вспомогательным устройствам относятся металлоконструкции, позволяющие устанавливать новую пачку поддонов в определенное место, тумба для установки робота, а также прочие конструктивные элементы комплекса.
Система безопасности строится на световых барьерах. Обеспечивает остановку робота в том
случае, когда в опасной зоне оказывается человек.
Алгоритм работы комплекса кратко можно описать следующим образом.
Оператор погрузчика устанавливает пачку поддонов в зону работы роботизированной ячейки. При этом, высота этой пачки может быть не всегда одинаковая, верхний поддон может находиться в любом положении в «нормальном» или в «перевернутом», в самой пачке могут быть «ошибки» в последовательности укладки поддонов. Это не повлияет на работу, так как применяемый алгоритм адаптивный.
Далее оператор комплекса запускает робота (условно, нажимает зеленую кнопку на выносном пульте оператора). Робот определяет высоту и положение поддона, захватывает поддон, переворачивает (в случае необходимости) и ставит на конвейер. Процесс повторяется до последнего поддона в пачке. После чего робот останавливается в парковочном положении и информирует оператора (по средствам светосигнальной колонны) о готовности к установке следующей пачки.
Робот определяет высоту и положение поддона, захватывает поддон, переворачивает (в случае необходимости) и ставит на конвейер. Процесс повторяется до последнего поддона в пачке. После чего робот останавливается в парковочном положении и информирует оператора (по средствам светосигнальной колонны) о готовности к установке следующей пачки.
В данном предварительном предложении содержится описание самого простейшего уровня
автоматизации, так как исходное ТЗ не содержит конкретный требований. Более глубокая
автоматизация возможна, если таковые требования будут формализованы в более детальном ТЗ.
Машина хороша проста. Но тут пара вопросов. Это машина но она опять же берет по одному подданный собирает в пачку. Понятно что основная часть смещается на разные расстояния за программирование для того чтобы он собирался один влево вправо где то 150 200 миллиметров разница. Передвижение рамы по рельсам понятно но вот производители могут гарантировать нормальный запас каждого подданного из пачки уже. Мы же будем разбирать вот эту пачку а соответственно средние каблуки всегда рядом и когда за цепь вот этого красного цвета закрывается для захвата подданных не будет ли он цеплять у нас соседний каблук посередине как раз то что я отметил кубики. То есть нужно например взять нам правый подданный а на зажим попадет еще и каблук левого. И он будет у нас брать два поддона например один из за того что плохо взялся отважится. Но такие моменты нужно как то. Уточнить плюс нужно обязательно чтобы программирование панель именно по смещению мы чтобы могли перемещение основной работы по этим рельсам задавать сами панели управления. То есть например это стандартный подан он ездит на такую длину а на европу до него уже перемещение будет намного меньше. То есть например нам нужно будет забить метров 200 300 меньше. Ну короче полное управление позиционирование должно быть с панели управления перемещением по высоте по рельсам всей конструкции которые приезжают. И самое главное могут ли они что то сказать по этому поводу чтобы мы дали по одному подданным спячки.
Мы же будем разбирать вот эту пачку а соответственно средние каблуки всегда рядом и когда за цепь вот этого красного цвета закрывается для захвата подданных не будет ли он цеплять у нас соседний каблук посередине как раз то что я отметил кубики. То есть нужно например взять нам правый подданный а на зажим попадет еще и каблук левого. И он будет у нас брать два поддона например один из за того что плохо взялся отважится. Но такие моменты нужно как то. Уточнить плюс нужно обязательно чтобы программирование панель именно по смещению мы чтобы могли перемещение основной работы по этим рельсам задавать сами панели управления. То есть например это стандартный подан он ездит на такую длину а на европу до него уже перемещение будет намного меньше. То есть например нам нужно будет забить метров 200 300 меньше. Ну короче полное управление позиционирование должно быть с панели управления перемещением по высоте по рельсам всей конструкции которые приезжают. И самое главное могут ли они что то сказать по этому поводу чтобы мы дали по одному подданным спячки. Соответственно придется запускать в станок почти всегда одинаково сложные. То есть например чтобы он понимал что как на картинке и отметил что первым нужно будет например убрать потом с каблуком справа а потом уже пойдет каблук камень слева.
Соответственно придется запускать в станок почти всегда одинаково сложные. То есть например чтобы он понимал что как на картинке и отметил что первым нужно будет например убрать потом с каблуком справа а потом уже пойдет каблук камень слева.
Ну и хотелось бы посмотреть на коммерческое предложение стоимости этой машины. Ну и также хотелось бы в обязательном порядке ознакомиться с программным обеспечением будет ли там русский хотя он нужен обязательно русский язык на панели управления. Также хотелось бы знать какие используются. Элементы для работы то есть цепи звезды какие моторы докторе стоят какие частоты преобразовать не стоят. Ну то есть такого плана. То есть сразу же чтобы например собрать денег для того чтобы были запасные части. Ну и принцип работы. И еще самое главное хотел спросить по панели управления можем ли мы в панели управления задать две программы например скажем и например как я вижу оператор подходит нажимает в центр для механического кнопку например стандартный полет машина полностью сразу переходит в режим работы для стандартных подданных то есть там уже забито смещение основной рамы высота подъема то есть сколько полет в пачке у нас здесь на видео показаны раз в 2 3 4 5.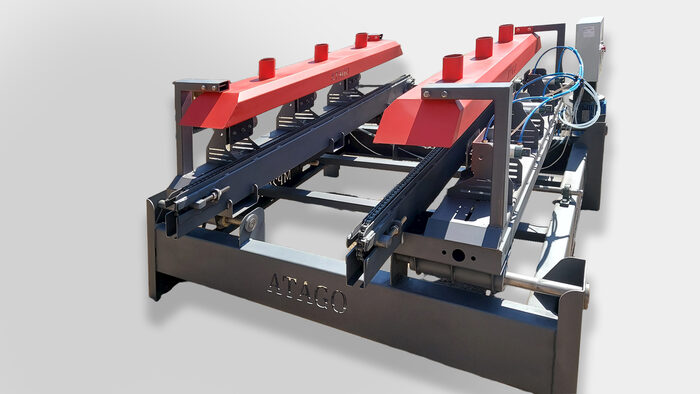 Но у нас пачки будут минимум лет 10 это минимум 10 12 а то и 15. То есть соответственно и количество подданных в пачке должно тоже программирование. И другой случай когда после евро подданный оператор подходит нажимает кнопочку опять же с механической евро подданные. Лучше бы это механическая была кнопка если такое есть вообще и все машины опять же переходят на программу евро под дом где опять же уже все забито и расстояний смещение смещение прироста при передвижении рамы опять же высота подонков ну то есть количество пачек поданных в пачки ну и так далее. Хорошо было если бы программа была на русском языке обязательно и соответственно максимум. Сегодня например инженерный режим для настройки этой машины и так же для простого управления оператором просто такие как будто мы две программы создали а он подошел и просто включал евро и стандарт и машину ему уже автоматом перестраиваться.
Но у нас пачки будут минимум лет 10 это минимум 10 12 а то и 15. То есть соответственно и количество подданных в пачке должно тоже программирование. И другой случай когда после евро подданный оператор подходит нажимает кнопочку опять же с механической евро подданные. Лучше бы это механическая была кнопка если такое есть вообще и все машины опять же переходят на программу евро под дом где опять же уже все забито и расстояний смещение смещение прироста при передвижении рамы опять же высота подонков ну то есть количество пачек поданных в пачки ну и так далее. Хорошо было если бы программа была на русском языке обязательно и соответственно максимум. Сегодня например инженерный режим для настройки этой машины и так же для простого управления оператором просто такие как будто мы две программы создали а он подошел и просто включал евро и стандарт и машину ему уже автоматом перестраиваться.
То есть я понимаю это все возможно но позиционирование на рельсах вот этой основной рамы при перемещении должно быть настолько четко позиционирования и перемещаться должно безошибочно. То есть у нас каблук например состоит сейчас смотрю так у стандартного подана ширина каблук 100 миллиметров. Соответственно мы можем ему перемещение рамы задавать. Ну к примеру например 2100 миллиметров и перевернуть и потом будем брать например 2 тысячи то есть плюс минус 100 миллиметров он будет ездить каждый раз. Вот тогда если четкое позиционирование перемещение при перемещении рамы основной по рельсам настолько четко позиционируется что там шаговой двигатель стоит. Если синхронные то думаю это сложно сделать. Скорее всего наверное стоит пошагово двигателем с частотой преобразовать или датчиками которые подсчитывают скорее всего нужное расстояние для перемещения. А с евро подданным например у него у евро подданного средний каблук 145 миллиметров. Соответственно расстояние позиционирования при захвате евро подданным будет уже совершенно разные 145 минус 5.
То есть у нас каблук например состоит сейчас смотрю так у стандартного подана ширина каблук 100 миллиметров. Соответственно мы можем ему перемещение рамы задавать. Ну к примеру например 2100 миллиметров и перевернуть и потом будем брать например 2 тысячи то есть плюс минус 100 миллиметров он будет ездить каждый раз. Вот тогда если четкое позиционирование перемещение при перемещении рамы основной по рельсам настолько четко позиционируется что там шаговой двигатель стоит. Если синхронные то думаю это сложно сделать. Скорее всего наверное стоит пошагово двигателем с частотой преобразовать или датчиками которые подсчитывают скорее всего нужное расстояние для перемещения. А с евро подданным например у него у евро подданного средний каблук 145 миллиметров. Соответственно расстояние позиционирования при захвате евро подданным будет уже совершенно разные 145 минус 5.
Паллетное оборудование — Оборудование
Автоматическое паллетное оборудование Viking разработано с использованием инновационных электрических, механических, гидравлических компонентов и компонентов управления ПЛК, представляющих собой самые современные технологии. Известные своей надежностью и производительностью, гвоздезабивные станки Viking уже более 45 лет используются в производстве поддонов.
Известные своей надежностью и производительностью, гвоздезабивные станки Viking уже более 45 лет используются в производстве поддонов.
Все гвоздезабивные машины Viking отличаются универсальностью благодаря производству множества различных типов поддонов с некоторым оборудованием Viking для забивания поддонов, способным использовать переработанную древесину.
Проверенное качество, постоянные инновации и непревзойденный сервис и поддержка — вы можете доверять компании Viking в вопросах производства деревянных поддонов.
«Вояджер»
Самый передовой станок для забивания поддонов Voyager Viking оснащен функцией S3 Board Positioning, двойными бункерами для досок, улучшенным пакетом FMS, обновленной системой доставки гвоздей и многим другим. Voyager рассчитан на производство более 2400 поддонов в смену.
Создавайте быстрые, воспроизводимые и высококачественные поддоны с помощью сложной технологии S3 Board Positioning. Эта технология позволяет распознавать каждую доску и точно позиционировать ее с помощью сервопривода. Он может даже обнаруживать и предотвращать заклинивание системы плохим деревом.
Эта технология позволяет распознавать каждую доску и точно позиционировать ее с помощью сервопривода. Он может даже обнаруживать и предотвращать заклинивание системы плохим деревом.
Просмотреть все Вояджер
Турбо 606
В гвоздезабивном станке Turbo 606 используется новейшая технология удаленного мониторинга, которая позволяет получать доступ к производственным данным машины в режиме реального времени через множество устройств. В сочетании с новейшими технологиями и самой быстрой перенастройкой модель 606 способна собирать более 2000 поддонов в смену тремя операторами. Разработанный для надежной работы и долговечности, 606 предлагает наилучшее сочетание скорости и инноваций, чтобы вывести ваш бизнес на новый уровень.
Просмотреть все Турбо 606
Турбо 505 SE
Turbo 505 Silver Edition обеспечивает сокращение времени цикла до 15 %, расширенные настройки экрана оператора и расширенный рабочий мостик M2 по сравнению со стандартным Turbo 505. Разработан для обеспечения высокой производительности, низких эксплуатационных расходов и быстрой переналадки с быстрой механической наладкой ( FMS), при этом требуется всего три оператора. Благодаря программному обеспечению Turbo Pro Plus Data операторы машин могут отслеживать информацию в режиме реального времени, чтобы принимать более взвешенные решения, повышая качество производства и эффективность.
Разработан для обеспечения высокой производительности, низких эксплуатационных расходов и быстрой переналадки с быстрой механической наладкой ( FMS), при этом требуется всего три оператора. Благодаря программному обеспечению Turbo Pro Plus Data операторы машин могут отслеживать информацию в режиме реального времени, чтобы принимать более взвешенные решения, повышая качество производства и эффективность.
Просмотреть все Турбо 505 SE
Турбо 505
Имея производственные возможности свыше 1800 поддонов в смену, Turbo 505 является лучшим тандемным гвоздезабивателем для поддонов в отрасли производства поддонов. Машина для поддонов Turbo 505 спроектирована так, чтобы обеспечивать высокую производительность, низкие эксплуатационные расходы и быструю переналадку с быстрой механической настройкой (FMS), при этом требуется всего три оператора. Благодаря программному обеспечению Turbo Pro Plus Data операторы машин могут отслеживать информацию в режиме реального времени, чтобы принимать более взвешенные решения, повышая качество производства и эффективность.
Благодаря программному обеспечению Turbo Pro Plus Data операторы машин могут отслеживать информацию в режиме реального времени, чтобы принимать более взвешенные решения, повышая качество производства и эффективность.
Просмотреть все Турбо 505
Экспресс 403
Имея производственные возможности свыше 1300 поддонов в смену с 2 операторами, гвоздезабиватель поддонов Express 403 является новейшим дополнением к линейке Viking. Модель 403, обеспечивающая постоянную производительность и низкие эксплуатационные расходы, является наиболее экономичным тандемным вариантом в отрасли. Используя программное обеспечение Turbo Pro, операторы станков могут интегрироваться со сторонним программным обеспечением для проектирования и создавать свои собственные спецификации поддонов для повышения качества производства.
Просмотреть все Экспресс 403
Чемпион QC306
Имея возможность использовать переработанные и низкосортные пиломатериалы, гвоздезабиватель для поддонов Champion QC306 представляет собой систему с одним оператором, которая производит до 500-600 поддонов в смену. Гибкость машины для поддонов QC306 позволяет использовать дополнительные возможности производства матов и блоков, увеличенные размеры поддонов и быструю переналадку. Обладая самыми универсальными возможностями и функциями, QC306 позволяет вашему бизнесу процветать во времена нестабильности рынка.
Гибкость машины для поддонов QC306 позволяет использовать дополнительные возможности производства матов и блоков, увеличенные размеры поддонов и быструю переналадку. Обладая самыми универсальными возможностями и функциями, QC306 позволяет вашему бизнесу процветать во времена нестабильности рынка.
Просмотреть все Champion QC306
Champion 304A Classic
Champion 304A Classic — это система забивания поддонов с одним оператором, способная производить до 500 поддонов в смену. Модель 304A Classic, получившая наибольшую оценку среди чемпионов, по-прежнему предлагает возможности использования переработанных и низкосортных пиломатериалов, долговечность и размеры поддонов до 72 x 60 дюймов (стандартно 60 x 60 дюймов). Благодаря дополнительным комплектам матов и блоков машина для поддонов 304A Classic поможет вам опережать меняющиеся требования рынка.
Просмотреть все Champion 304A Classic
Списки подержанного оборудования
Viking помогает клиентам в продаже бывших в употреблении паллетных машин. Мы можем использовать нашу базу данных производителей поддонов, чтобы помочь вам купить или продать подержанное оборудование для поддонов.
Списки бывшего в употреблении оборудования — это рекламная услуга
Списки бывшего в употреблении оборудования — это услуга онлайн-рекламы для клиентов Viking Engineering. Viking не продает указанное подержанное оборудование напрямую и никогда не участвует в каких-либо сделках между покупателями и продавцами. Viking не гарантирует и не обеспечивает (a) какое-либо оборудование или сделку между покупателем и продавцом, (b) не предъявляет никаких претензий в отношении текущего состояния или состояния использованного оборудования, (c) не взимает и не обрабатывает платежи от имени покупателей или продавцов, или (d) складировать, хранить, отправлять или доставлять перечисленное бывшее в употреблении оборудование (если не оговорено иное).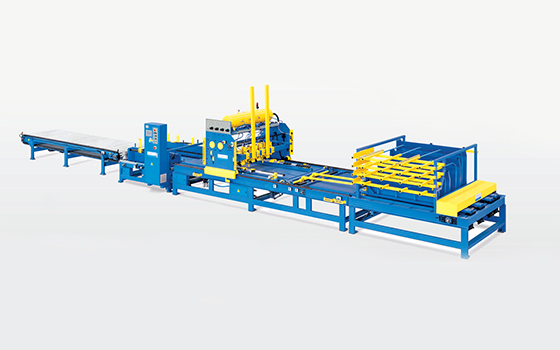
Просмотреть все списки подержанного оборудования
Группа оборудования для поддонов
Спираль
С гордостью обслуживаем поддоны
и деревообрабатывающую промышленность
более 25 лет.
Новое и подержанное оборудование для производства поддонов
Группа оборудования для производства поддонов действительно является универсальным ресурсом для удовлетворения всех ваших потребностей в оборудовании. Независимо от того, ищете ли вы свою первую машину для поддонов или являетесь хорошо зарекомендовавшим себя предприятием, желающим максимизировать производительность и эффективность. У нас есть знания, опыт и оборудование, чтобы найти правильное решение для вас.
Отзывы
«Мы основали нашу компанию в 1981 году, группа машин для поддонов была основой нашего роста. С момента партнерства с PMG мы достигли ежедневного производства. Сотрудники могут понять элементы управления и работу системы. Время простоя стало меньше, но когда это происходит, служба поддержки быстро реагирует, а технический специалист обладает исключительными знаниями оборудования. Мы очень довольны товаром и отличным обслуживанием клиентов!»
Сотрудники могут понять элементы управления и работу системы. Время простоя стало меньше, но когда это происходит, служба поддержки быстро реагирует, а технический специалист обладает исключительными знаниями оборудования. Мы очень довольны товаром и отличным обслуживанием клиентов!»
— Чарльз Хенсли, Quint-C Pallet, президент
«Модернизация оборудования для поддонов была инвестицией, которая окупилась. Мы модернизировали дуоматик в январе 2017 года и с тех пор добились производительности на уровне турбо. Совсем недавно мы привезли подержанный duo max и без всяких раздумий поставили апгрейд на эту машину. Эта машина заработала в мгновение ока. Система работает. Элементы управления интуитивно понятны, и наши операторы быстро уловили логику. Мы также очень довольны обслуживанием клиентов, которое мы получили от наших контактов в Pallet Machinery. Когда возникают проблемы (которые в нашем случае были минимальными), мы получаем очень быстрые ответы от Pallet Machinery. Они знают машины, компьютер и могут устранять неполадки. Простоев практически не было. Мы доверяем Pallet Machinery Group. Я настоятельно рекомендую обновление. Деньги потрачены не зря».
Они знают машины, компьютер и могут устранять неполадки. Простоев практически не было. Мы доверяем Pallet Machinery Group. Я настоятельно рекомендую обновление. Деньги потрачены не зря».
— Mike Leitzel A&L Wood Inc.
«Pallet Machinery Group продолжает разрабатывать улучшенные продукты для рынка, которые позволяют нам совершенствовать наши производственные операции. Этот аспект компании, а также их поддержка и обслуживание после продажи — вот почему мы продолжаем развивать наш бизнес с PMG».
— Дана Ректор, Universal Forest Products Inc.
Читать все отзывы
Присоединяйтесь к нашей команде
Помогая нашим клиентам с 1995 года, компания Pallet Machinery Group специализируется на продаже нового и подержанного оборудования для предприятий деревообрабатывающей промышленности. Наша миссия состоит в том, чтобы предоставить решения до того, как клиенты сообщат о проблемах.
Всего комментариев: 0