Сверла корончатые по металлу: Корончатые сверла по металлу | Купить кольцевые фрезы в Москве, цена
Содержание
Корончатые сверла (кольцевые фрезы) — Karnasch Professional Tools GmbH в России
Серия HARD-LINE
Оптимальный выбор — корончатые сверла с твердосплавными напайками
Только эти кольцевые фрезы имеют лучшее сочетание цена/производительность по всем материалам. Этот инструмент гарантирует отличное сверление в сталях всех сортов:
- сталь закаленная до 40 HRC;
- все сорта нержавеющей стали;
- все труднообрабатываемые сплавы Хардокс / Инконель / Титан;
- прекрасно сверлит во всех видах цветных металлов и неметаллах.
Хвостовик Weldon 19 / Weldon 32
| Артикул | Длина режущей части | Диаметр | |
| 20.1315 | 40 мм | 12-120 мм | |
20. 1316 1316
| 55 мм | 12-200 мм | |
| 20.1650 | 80 мм | 14-120 мм | |
| 20.1660 | 110 мм | 14-120 мм | |
| 20.1665 | 150 мм | 18-60 мм |
Хвостовик универсальный, Weldon 19 + Nitto
| Артикул | Длина режущей части | Диаметр | |
| 20.1315N | 40 мм | 12-65 мм | |
20. 1316N 1316N
| 55 мм | 12-60 мм | |
| 20.1650N | 80 мм | 18-50 мм | |
| 20.1660N | 110 мм | 18-50 мм |
Показать сверла с хвостовиком Fein и сверла с дюймовыми диаметрами
Серия GOLD-LINE
Корончатые сверла серии GOLD-LINE — широко используемые фрезы, изготовленные из специальной высококачественной быстрорежущей стали HSS-XE.
Благодаря специальной технологии поверхностной закалки + полностью отшлифованной рабочей поверхности + специальной стали HSS-XE прекрасно подходят для сверления сталей с пределом прочности до 900 N и даже для нержавеющих сталей.
Полностью отшлифованная рабочая поверхность. Улучшенные режущие свойства при сниженном сопротивлении резанию. Отсутствие вибрации и шума.
Хвостовик Weldon 19
| Артикул | Длина режущей части | Диаметр | |
| 20.1260U | 30 мм | 12-60 мм | |
| 20.1270U | 55 мм | 12-60 мм | |
| 20.1285U | 80 мм | 18-50 мм | |
| 20.1280U | 110 мм | 18-50 мм |
Хвостовик универсальный, Weldon 19 + Nitto
| Артикул | Длина режущей части | Диаметр | |
20. 1260N 1260N
| 30 мм | 12-60 мм | |
| 20.1270N | 55 мм | 12-60 мм | |
| 20.1285N | 80 мм | 18-50 мм | |
| 20.1280N | 110 мм | 18-50 мм | |
| 20.1242 | 55 мм | 14-32 мм |
Показать сверла с хвостовиком Fein и сверла с дюймовыми диаметрами
Рельсосверлильные фрезы
RAIL-LINE
Твердосплавные кольцевые фрезы. Хвостовик Weldon 19.
Хвостовик Weldon 19.
| Артикул | Длина режущей части | Диаметр | |
| 20.1306 | 30 мм | 18-38 мм | |
| 20.1309 | 55 мм | 18-36 мм |
BLUE-LINE PRO
Корончатые свёрла, изготовленные из порошковой стали с покрытием DURABLUE. Хвостовик Weldon 19.
| Артикул | Длина режущей части | Диаметр | |
| 20.1284 | 30 мм | 12-36 мм | |
20. 1317 1317
| 55 мм | 12-36 мм |
Показать сверла серий DRILL-LINE RAIL, DRILL-LINE RAIL PRO и SILVER-LINE RAIL
Серия HARDOX-LINE
Лучшие корончатые сверла по стали Hardox и закаленной стали твердостью от 30 HRC до 50 HRC.
Серия представлена с хвостовиком Weldon 19 мм, который является самым используемым в станках на магнитном основании.
Хвостовик Weldon 19
| Артикул | Длина режущей части | Диаметр | |
| 20.1680 | 25 мм | 14-40 мм | |
| 20.1690 | 50 мм | 14-60 мм |
Серия BLUE-LINE
По соотношению цена/производительность идут следом за серией HARD-LINE.
Особенно хороши при работе в тяжелых условиях, при невозможности применять охлаждение. Благодаря специальному покрытию DURABLUE “прощают” оператору ошибки при подборе частоты вращения.
Хвостовик Weldon 19
| Артикул | Длина режущей части | Диаметр | |
| 20.1312 | 30 мм | 12-60 мм | |
| 20.1313 | 55 мм | 12-60 мм | |
| 20.1285 | 80 мм | 18-55 мм | |
| 20.1280 | 110 мм | 18-50 мм |
Хвостовик универсальный, Weldon 19 + Nitto
| Артикул | Длина режущей части | Диаметр | |
20. 1312N 1312N
| 30 мм | 12-60 мм | |
| 20.1313N | 55 мм | 12-60 мм | |
| 20.1185N | 80 мм | 18-50 мм | |
| 20.1180N | 110 мм | 18-50 мм |
Показать сверла с хвостовиком Fein и сверла с дюймовыми диаметрами
Серия MINI-LINE
Корончатые свёрла, изготовленные из специальной стали HSS-XE.
Хвостовик Weldon
| Артикул | Длина режущей части | Диаметр | |
20. 1230 1230
| 8 мм | 8-25 мм |
Серия SILVER-LINE
Корончатые свёрла, изготовленные из специальной стали HSS-XE.
Хвостовик Weldon 19
| Артикул | Длина режущей части | Диаметр | |
| 20.1255 | 25 мм | 12-60 мм | |
| 20.1265 | 50 мм | 12-60 мм |
Наборы корончатых сверл
Комплекты корончатых сверл (от 6 до 39 шт.) всех серий в прочном пластиковом кейсе с пенопластовой прокладкой для инструмента.
Доступны как с готовым содержимым, так и для индивидуального подбора.
Аксессуары
Зенковки
Сверлильные патроны
Емкость с СОЖ под давлением
Магнитный стружкосборник
Одним из наиболее важных этапов в обработке металлических изделий является, несомненно, сверление. В данном процессе свою эффективность доказали корончатые сверла, которые изготавливаются из твердых сплавов металлов и благодаря этому имеют зубья повышенной твердости и прочности, стойкие к износу и стиранию, а также обладающие повышенной термостойкостью.
Принцип работы корончатых сверл очень прост. В начале сверления корончатым сверлом высверливается лишь контур поверхности, а не весь диаметр, как в случае со спиральными сверлами. Благодаря такой особенности сверления, корончатые сверла способствуют значительной экономии времени в процессе работы, а соответственно и экономии денежных средств.
Предназначение и модификации корончатых сверл
Корончатые сверла (кольцевые фрезы) в процессе сверления позволяют увеличивать скорость выполнения работ. Данные сверла применяются для сверления отверстий диаметром от 1,2 до 15 сантиметров, и вглубь до 110 миллиметров. Особенность применения таких сверл заключается в быстроте и бесшумности работы, а также отсутствии необходимости центровать просверленное отверстие.
Данные сверла применяются для сверления отверстий диаметром от 1,2 до 15 сантиметров, и вглубь до 110 миллиметров. Особенность применения таких сверл заключается в быстроте и бесшумности работы, а также отсутствии необходимости центровать просверленное отверстие.
На сегодняшний день корончатые сверла, или как они еще называются кольцевые фрезы, изготавливают в следующих модификациях:
- Первая группа имеет специальное покрытие, предотвращающее износ и идеально подходящее для обработки металлических элементов. Как правило, их изготавливают из быстрорежущей стали.
- Ко второй группе относятся корончатые сверла повышенной прочности (такие сверла используют в основном для сверления рельс).
- Третья группа корончатых сверл схожа со второй, но их строение усиливают напаянные боковые пластины, предающие сверлу дополнительную твердость и прочность.
Одной из особенностей корончатых сверл является то, что размер их хвостовика зависит от его диаметра. Эта особенность позволяет использовать данный вид инструмента, как на обычной дрели, так и на сложных профессиональных (токарных) станках.
Эта особенность позволяет использовать данный вид инструмента, как на обычной дрели, так и на сложных профессиональных (токарных) станках.
Основные преимущества корончатых сверл (кольцевых фрез):
- наличие большого количества режущих зубьев (как правило, от 4 до 16 зубцов) обеспечивает быстрое и эффективное сверление;
- благодаря меньшему сопротивлению при процессе сверления, они способствуют экономии энергии;
- нет необходимости в предварительной рассверловке и центрированию просверленных отверстий;
- отсутствие неровностей в результате сверления;
- благодаря своим свойствам и строению сверла не перегреваются и не проскальзывают.
Корончатые сверла обладают возможностью многократной заточки, что позволяет значительно сэкономить на приобретении сверл. Заточка корончатых сверл производится на специализированном оборудовании и может осуществляться около пяти раз.
Хотелось бы отметить и некоторые недостатки данной группы инструментов. Конечно, их в разы меньше преимуществ, но они все же имеются. Например, корончатые сверла (кольцевые фрезы) не применяются для сверления глухих отверстий. Также они не распространены в автомобилестроении. Однако, приобретение и использование корончатых сверл позволит вам достигнуть превосходных результатов, значительно сэкономив ваше время.
Конечно, их в разы меньше преимуществ, но они все же имеются. Например, корончатые сверла (кольцевые фрезы) не применяются для сверления глухих отверстий. Также они не распространены в автомобилестроении. Однако, приобретение и использование корончатых сверл позволит вам достигнуть превосходных результатов, значительно сэкономив ваше время.
Корончатые сверла по металлу для магнитного станка. Что это? Устройство, виды, использование и частые ошибки
Корончатые сверла по металлу для магнитного станка. Что это? Устройство, виды, использование и частые ошибки
Корончатыми сверлами называют режущие инструменты корончатого типа, применяемые для качественного сверления отверстий больших диаметров. Конструктивно они представляют собой полый цилиндр, по нижнему краю которого расположены острые зубья из твердого и прочного материала.
Из данной статьи мы узнаем:
— Конструкцию сверл
— Где они применяются
— Переходники для сверлильных станков
— Центрирующий штифт
— Ассортимент корончатых сверл ТМ ПрофОснастка
— Преимущества и недостатки сверл корончатого типа
- Конструкция
Коронка для сверления металла имеет довольно сложную конструкцию по сравнению с обычными спиральными сверлами и состоит из следующих элементов:
По внешней стенке инструмента нанесены винтовые канавки, предназначенные для отвода металлической стружки из зоны сверления.
Благодаря подобной конструкции сверла площадь обрабатываемой поверхности значительно уменьшена, и сопротивление силы трения становится минимальным.
Иногда корончатое сверло путают с биметаллической коронкой, которая выглядит вот так:
Действительно, их конструкции очень схожи. Но корончатое сверло предназначено исключительно для сверления металла, и металла большой толщины. С такой задачей биметаллической коронке удастся справиться с трудом.
Главное отличие «коронки» от спирального сверла
Корончатое сверло высверливает металл только по контуру отверстия, а спиральное сверло высверливает весь объем.
Рабочая часть сверла
Она представляет собой полый цилиндр гладкий внутри, с канавками для отвода стружки снаружи. Во время сверления, получаемая «шайба» постепенно углубляется внутрь рабочей части. Это означает что чем больше глубина рабочей части корончатого сверла, тем большую толщину металла оно может просверлить.
Основные размеры рабочей части сверла – 25 (30) и 50 (55) мм. То есть они могут сверлить металл толщиной до 25 (30) и 50 (55) мм. Но при необходимости можно заказать специальные сверла с большей глубиной. СверлаПрофоснастка имеют рабочую длину 55 мм.
Режущая часть
Это самая главная часть сверла, так как от нее зависит, как быстро и как много вы сможете просверлить отверстий.
Она состоит из зубьев, которые могут быть выполнены из основной части сверла (HSS или HSSE — быстрорежущая сталь) или же иметь твердосплавные напайки (ВК8, ВК10).
Корончатые сверла из быстрорежущей стали HSS обычно используют для выполнения отверстий в конструкционных и низколегированных сталях. Такие сверла можно перетачивать несколько раз, в зависимости от степени износа. Для работы с нержавеющей сталью применяются коронки с содержанием кобальта.
Сверла с твердосплавными напайками чаще всего используются для более сложной работы с более твердыми сталями, легированными сталями и другими «специфичными» металлами. Как правило, эти сверла не подвергают переточке, так как напайки довольно маленькие для этого. Но при правильном применении сверло с напайками имеет больший ресурс, чем сверло из быстрорежущей стали.
Как правило, эти сверла не подвергают переточке, так как напайки довольно маленькие для этого. Но при правильном применении сверло с напайками имеет больший ресурс, чем сверло из быстрорежущей стали.
В ТМ ПрофОснастка есть 2 серии корончатых сверл: из быстрорежущей стали М2, а также с ТСТ напайками ВК10.
Хвостовики
Существует три вида хвостовиков корончатого сверла.
Самым популярным и распространенным является Weldon. Такой хвостовик представляет собой цилиндр с двумя опорными площадками для фиксации его винтами. Он предназначен для сверлильных машин с основанием на магните. Выпускается в двух размерах: Weldon 19 (подойдет для фрез диаметром до 61 мм) и Weldon 32 (применяется для сверла диаметром больше 61 мм). Сверла Профоснастка представлены с хвостовиком Weldon 19.
Quick IN (FEIN) – второй вид хвостовика, выпускаемый для магнитно-сверлильных станков FEIN. Диаметр данного типа хвостовика меньше, чем у Weldon 19, поэтому он не подойдет для эксплуатации на иных сверлильных машинах. Такой хвостовик так же представляет собой цилиндр, но вместо площадок в нем используются 4 круглых углубления, за которые происходит фиксация сверла.
Диаметр данного типа хвостовика меньше, чем у Weldon 19, поэтому он не подойдет для эксплуатации на иных сверлильных машинах. Такой хвостовик так же представляет собой цилиндр, но вместо площадок в нем используются 4 круглых углубления, за которые происходит фиксация сверла.
ONE-TOUCH или UNIVERSAL – третий вид хвостовика. Является универсальным хвостовиком, разработан для применения в практически любых станках, он подходит для сверления с патроном под стандартный WELDON 19/32 мм, а также совместим со многими быстрозажимными патронами. Совмещает в себе в том числе хвостовик weldon и nitto. Отличительной особенностью данного хвостовика является три круглых паза выемки, имеет также одну плоскость для крепления винтов. Все это делает его очень удобным для регулярного использования, не случайно именно такой хвостовик выбирают наши заказчики. Данный хвостовик не подходит в станкам FEIN c посадочными гнездами Quick IN.
- Где применяются?
Свёрла данного типа можно применять на оборудовании с небольшой мощностью, преимущественно на магнитных станках.
Корончатые сверла широко используются для получения сквозных отверстий в стали и цветных металлах. Идеальны при сверлении труб или криволинейных поверхностей. Кроме того компактность и простота работы со сверлильными станками на магнитной подошве позволяют устанавливать станок на трубу в месте, где необходимо отверстие, а не транспортировать трубу к станку.
Кольцевые фрезы также можно применять на сверлильных станках при использовании специальных переходников.
В работе с такими свёрлами не требуется больших физических усилий и особой подготовки, а точность и качество обработанных поверхностей будет намного выше, так как снижается шероховатость отверстия. Есть возможность проделывать отверстия внахлёст. Во время работы получаются только сквозные отверстия.
Во время работы сверла издают минимум шума. С их помощью в комплексе с другими инструментами можно:
— исполнять многоинструментальную обработку;
— получать отверстия в бетонных и каменных конструкциях, в керамической плитке и природном камне;
— выполнять горизонтальное бурение для прокладки инженерных коммуникаций.
Корончатое сверло позволяет получать в металлических изделиях сквозные отверстия, диаметр которых находится в интервале 12 – 200 мм (и более под заказ).
- Переходники для сверлильных станков
Для применения кольцевых фрез на сверлильных станках необходимы переходники на конус Морзе. Наиболее распространены два варианта:
WELDON 19 – KM2
WELDON 19 – KM3
Данные хвостовики есть в ассортименте ТМ ПрофОснастка.
Также есть переходники на магнитные станки под сверлильные патроны. Наиболее распространенные варианты:
WELDON 19 – B10/12/16. Данный переходник позволяет на магнитных станках использовать патроны с посадкой B10/12/16 и уже далее вставлять сверла меньшего диаметра (обычные цилиндрические).
WELDON 19 – 1/2UNF. Данный переходник позволяет на магнитных станках использовать патроны с посадкой ½ — UNF и уже далее вставлять сверла меньшего диаметра (обычные цилиндрические).
- Центрующий штифт
Корончатые сверла полые изнутри, поэтому для определения его центра необходима особая направляющая – центрирующий штифт. В основном все кольцевые фрезы укомплектованы этим дополнительным инструментом.
Центрирующий штифт выглядит как круглый металлический стержень нужной длины и диаметра в зависимости от используемого сверла. С боковой стороны штифта выполнен скос, по которому будет поступать смазывающе-охлаждающая жидкость.
Штифты также бывают разных размеров. В ассортименте ТМ ПрофОснастка есть штифты 6,34х102 и 7,89х105.
Как это работает:
- — Выставляем сверло по центру с помощью штифта.
- — Включаем двигатель и начинаем подачу. В это время штифт начинает погружаться в патрон и открывает подачу СОЖ.
- — Сверление отверстия с беспрерывной подачей СОЖ.
- — Завершение сверления. Штифт выталкивает высверленную «шайбу» и закрывает подачу охлаждающей жидкости.

Таким образом, мы можем отметить три функции центрирующего штифта:
- — Центровка сверла.
- — Подача СОЖ в зону сверления.
- — Выталкивание остатков материала.
- Ассортимент корончатых сверл ТМ ПрофОснастка
Ассортимент ТМ ПрофОснастка включает:
Корончатые сверла (кольцевые фрезы) из быстрорежущей стали HSS M2 с рабочей частью 55 мм. Подходит для обработки углеродистой и легированной стали (до 900 Н/мм), жароупорной и не теплостойкой стали, а также для стали типа тавровых балок, литой стали, цветных и легких металлов.
Корончатые сверла (кольцевые фрезы) с твердосплавными напайками ВК10 с рабочей частью 55 мм. Идеально подходит для сверления легированных сталей, в том числе конструкционных, износостойких и морозостойких сталей, нержавеющих и жаропрочных сталей.
Штифты для кольцевых фрез ШХ15:
6,34х102 мм. Подходит для корончатых сверл HSS диаметром от 12 до 60 мм с рабочей длинной 55 мм и TCT корончатых сверл диаметром от 12 до 17 мм с рабочей длинной 55 мм.
7,89х105 мм. Предназначены для TCT кольцевых фрез от 18 до 70 мм с рабочей длинной 55 мм.
Переходники
Адаптеры для установки корончатых сверл в сверлильный станок (Weldon 10 – КМ2, Weldon 10 – КМ3).
Адаптеры для установки патронов в магнитный станок (1/2-20 UNF, B10, B12, B16)
Сверла с хвостовиком Weldon из быстрорежущей стали HSS M2
- Преимущества и недостатки сверл корончатого типа
Корончатые сверла получили широкое распространение в металлообработке благодаря сочетанию ряда положительных свойств, среди которых можно выделить следующие:
- Экономия энергии.При помощи данного инструмента можно получить на простом оборудовании отверстия диаметром до 200 миллиметров. В то время как обычные спиральные сверла вырезают металл по всему сечению отверстия, корончатые обрабатывают его только по периметру. Соответственно, количество вырезаемого металла значительно меньше.
 Поэтому происходит значительная экономия затрачиваемой на работу энергии.
Поэтому происходит значительная экономия затрачиваемой на работу энергии. - Экономия времени.При сверлении крупных отверстий обычными сверлами нужно предварительно выполнять пилотные пазы небольших диаметров. Затем происходит переработка в стружку всего объема материала, находящегося внутри будущего отверстия. Корончатое сверло выполняет отверстие за одну операцию и значительно быстрее. Таким образом, их применение приводит к экономии времени на работу и повышает производительность процесса.
- Чистота поверхности.Конфигурация режущего профиля сверла коронки благоприятствует получению высоких показателей шероховатости внутренней поверхности отверстия. Добиться такой чистоты поверхности обычными сверлами очень трудно. Для этого будет необходимо дополнительно обрабатывать металл при помощи других технологических операций механической обработки.
- Заточка.Кольцевые сверла по металлу из быстрорежущей стали прослужат в работе очень долго, поскольку они могут поддаваться многократной заточке.
 Причем режущие кромки можно восстанавливать до тех пор, пока это позволяет постепенно уменьшающаяся длина инструмента. Конечно, режущий профиль зубьев имеет довольно сложную конфигурацию, а поэтому правильная заточка требует определенной квалификации мастера или наличия чертежа, на который можно ориентироваться.
Причем режущие кромки можно восстанавливать до тех пор, пока это позволяет постепенно уменьшающаяся длина инструмента. Конечно, режущий профиль зубьев имеет довольно сложную конфигурацию, а поэтому правильная заточка требует определенной квалификации мастера или наличия чертежа, на который можно ориентироваться. - Простота использования.При помощи кольцевых сверл можно сверлить отверстия не только на плоских поверхностях, но и в деталях со сложной криволинейной поверхностью. Работа со спиральными сверлами в таких случаях предполагает множество подготовительных операций и применение различных хитростей. Коронками же можно с легкостью сверлить трубы. Обработку труб больших диаметров, которые невозможно поместить в станок, можно легко осуществить с помощью магнитных сверлильных станков с установкой в патрон корончатого сверла. Для этого хорошо подходят сверла из быстрорежущей стали.
- Низкий вес.Благодаря своей конструкции сверлильные коронки имеют значительно меньший вес по сравнению с традиционным инструментом.
 Особенно эта разница велика на больших диаметрах. Маленькая масса позволяет работать корончатыми сверлами на маленьких сверлильных станках и даже на ручном электроинструменте.
Особенно эта разница велика на больших диаметрах. Маленькая масса позволяет работать корончатыми сверлами на маленьких сверлильных станках и даже на ручном электроинструменте. - Эффективное охлаждение.При установке на металлообрабатывающие станки специальных сборных корончатых сверл легко добиться хорошего охлаждения и смазки инструмента. Смазывающе-охлаждающая жидкость подается к зоне обработки через внутреннее отверстие в инструменте, а поэтому попадает на режущую кромку в достаточном количестве.
Несмотря на огромное количество вышеперечисленных достоинств, кольцевое сверло по металлу имеет и несколько весомых недостатков, среди которых можно выделить следующие два:
- При помощи этого инструмента можно получить в металле только лишь сквозные отверстия. Для выполнения глухих отверстий придется применять другой режущий инструмент.
- Если вы используете стационарный сверлильный станок, то необходимо использовать переходники.
Колонковые сверла и микросверла с алмазным покрытием Диаметр металлической связки от 0,010 до 2,0 дюймов
Колонковые сверла высверливают только часть полученного отверстия, поэтому они сверлят намного быстрее, чем сверла со сплошным наконечником.
Колонковые сверла также могут используется для сверления больших отверстий и может использоваться для большинства цветных твердых материалов
, таких как стекло, цветное стекло, керамика, фарфор и стекловолокно, керамогранит, известняк, сланец, мрамор,
гранит и другие каменные материалы.
NCD-C | |||
Стандартная длина: 2 « | 9. Глубина бурения, Толщина более тонкой стенки, слоты | ||
Каталог | Снаружи | Снаружи | .0003 | WALL | OVERALL | DIAMOND |
NCD-C4 NCD-C14A | . .220 | 2 2 | 1/8 1/4 4 |
 062 «
062 «МИКРОКОРОННЫЕ СВЕРЛА
CATALOG | OUTSIDE | INSIDE | OVERALL | |
NMC — 01 | .024 — .028 | .010 — .011 | 2-1/2 | |
NMC — 02 | .028 — .030 | .028 — .030 | ||
NMC — 03 | .031 — .035 | .015 — .016 | 2-1/2 | |
NMC — 04 | .036 — .040 | .017 — .019 | 2-1/2 | |
NMC — 05 | . 020 — .026 | 2-1/2 |
 001
001 РЕКОМЕНДУЕМЫЕ ОБОРОТЫ | |||
Для твердых плотных материалов число оборотов в минуту должно уменьшаться. Число оборотов зависит от внешнего диаметра. размер сверла. Чтобы увеличить срок службы сверла и уменьшить количество поломок, важно запускать сверла с правильными оборотами и держать алмазы открытыми при частой правке. | |||

ИСКЛЮЧИТЕЛЬНО ПРЕДНАЗНАЧЕН ДЛЯ БЕЗЗАБОТНОЙ ПРОИЗВОДИТЕЛЬНОСТИ. ОБЛАДАЕТ ЛЕГКИМ АЛЮМИНИЕВЫМ КОРПУСОМ, ГЕРМЕТИЧЕСКОЙ КОНСТРУКЦИЕЙ НА ШАРИКОВЫХ ПОДШИПНИКАХ С ВЫСОКОКАЧЕСТВЕННЫМИ НЕПРОТЕЧАЮЩИМИ МАСЛЯНЫМИ УПЛОТНЕНИЯМИ ДЛЯ ДОЛГОВЕЧНОЙ СРОК СЛУЖБЫ И ВЫСОКОЙ ПРОИЗВОДИТЕЛЬНОСТИ В САМЫХ ТЯЖЕЛЫХ УСЛОВИЯХ РАБОТЫ.
| |||||||||||||||||||||||
|
Постоянно растущее разнообразие
продвинутый, нового поколения, сверхтвердый, композитный, микро,
и экзотические материалы меняют наш взгляд на
алмазное бурение. И установить много вековых алмазных сверл
И установить много вековых алмазных сверл
и методы бурения устарели. Требуются новые материалы
различные технологии и методы.
Материалы, которые вы планируете сверлить, окажут большое влияние на
типы алмазных сверл, оборудования и аксессуаров, которые вы будете
в состоянии использовать. Если вы сверлите сверхтвердые материалы, такие как
сапфир, глинозем, другие виды современной керамики, высокая
материалы с металлическим содержанием, драгоценный и природный камень. это
обычно рекомендуется использовать спеченный (с металлической связкой)
алмазная дрель. Однако, если вы сверлите мягче и меньше
дорогие материалы, такие как стекло, композиты, мягкий камень и
плитки, гальваническое (никелированное) алмазное сверло может быть
лучшее и более экономичное решение. Как правило большого пальца
более твердые материалы требуют более мягкой связки, чтобы сверлить быстрее и свободнее.
В то время как более мягкие и абразивные материалы требуют более жесткой связки,
длиться дольше.
Толщина материала также играет решающую роль при алмазном бурении.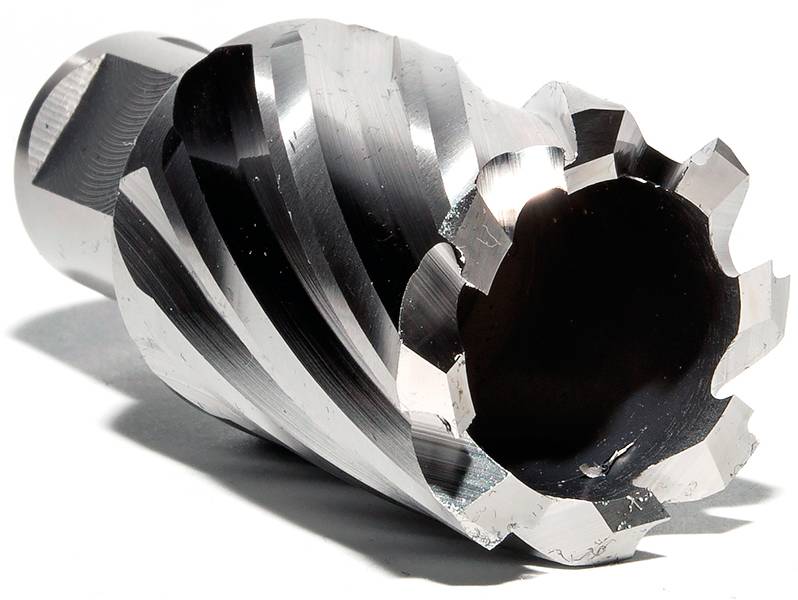
операция. Обычно более толстые материалы требуют большего количества охлаждающей жидкости.
и давление воды. Глубина сверления для большинства применений требует
глубина бурения не более 1”. Приложения, требующие сверления
более 1” следует прокладывать по-другому. Мы рекомендуем запустить
охлаждающие жидкости с разных направлений. Через центр сверла, со стороны
дрель, а также сверление с погружением в СОЖ. Это застрахует
максимальное количество охлаждающей жидкости и смазки, достигающих места сверления
зона. Применяйте большее давление и уменьшайте скорость, чем глубже вы
проникнуть в ваш материал. Поднимите сверло вверх после каждого дюйма сверления.
ваш материал, позволяя сверлу остыть, а охлаждающая жидкость проникнет глубже в ваш
дыра. Тщательно проверьте состояние алмазного наконечника, убедившись, что он
круглый и не перегретый.
В зависимости от материала, который вы собираетесь сверлить, вам
необходимо отрегулировать скорость (об/мин) при запуске алмазных сверл.
Сверлильный станок обычно позволяет вам запускать алмазные сверла.
от 500 об/мин (оборотов в минуту) до 3500 об/мин.
Некоторые сверлильные станки обеспечивают только определенные настройки скорости, такие как
500, 1000, 1500, 200, 2500 и 3000 об/мин. Это может быть
приемлемо для вас, опять же в зависимости от диаметра
алмазное сверло и материал, на котором вы планируете его использовать.
Используемая охлаждающая жидкость
Ваша способность использовать охлаждающую жидкость во время сверления серьезно повлияет на вашу
выбор алмазного сверла. Большинство алмазных корончатых сверл следует использовать с
охлаждающая жидкость. При сверлении алмазными сверлами правильное использование охлаждающей жидкости
важно по двум причинам.
Сведите к минимуму перегрев сверла и материала
Теплота трения, возникающая на рабочей поверхности алмазного наконечника, должна быть
утилизировать сразу. В противном случае алмаз быстро станет
повреждены окислением и графитизацией. Чрезмерное выделение тепла
во время сверления также повредится металлическая матрица, удерживающая алмазы.
место.
Обеспечение постоянства сверления
Мусор, образующийся во время бурения, следует удалять, как только он появляется.
произведено. Когда этот буровой мусор не удаляется быстро, алмаз
износ увеличивается за счет истирания, вызванного наличием чрезмерного
грубые каменные обломки.
Вода является наиболее распространенным хладагентом, используемым для большинства операций бурения. Это
всегда хорошая идея прокачать достаточное количество воды через
центр сверла. Чтобы поддерживался непрерывный поток промывки
по рабочей поверхности алмазного сечения сверла. В этом случае
алмазы и металлическая матрица хранятся достаточно прохладными. И рок
мусор удаляется по мере его образования. это самый оптимальный
состояние вашей дрели.
Уменьшить трение между материалом и сверлом
Вода также проникает в микротрещины, образующиеся при
воздействие материала и алмазного сверла. В идеальных условиях,
материал будет поглощать воду, поэтому становится полностью насыщенным
воды. В этом состоянии материал слабее и легче поддается сверлению.
Поверхностное натяжение охлаждающей жидкости также играет важную роль в процессе бурения.
операция. Обычно чем ниже поверхностное натяжение, тем легче
попадание охлаждающей жидкости в микротрещины. Охлаждающая жидкость с более низким поверхностным натяжением
также легче смачивает алмазы. Большинство пользователей обнаруживают, что, понизив
поверхностное натяжение их охлаждающей жидкости, что привело к лучшему охлаждению (смачиванию)
их алмаза и более эффективное общее охлаждение.
Высокопроизводительные приложения, требующие сотни отверстий,
подразумевают использование спеченных (металлическая связка) алмазных сверл. Как генерал
эмпирическое правило, алмазные сверла Metal Bond (спекшиеся) служат дольше, чем
доступны другие алмазные сверла. Хотя срок службы бурения зависит от
производитель и твердость просверливаемого материала. С большинством
обычные спеченные алмазные сверла (с металлической связкой), вы должны
в состоянии получить от 450 до 1200 отверстий. Алмазные корончатые сверла на металлической связке
имеют спеченные алмазы и несколько слоев алмазов
внутри пропитана металлическая матрица. Они изнашиваются равномерно и
Они изнашиваются равномерно и
известны своей последовательностью. Спеченный (с металлической связкой) алмаз
корончатые сверла — это новейшая технология, доступная в алмазных сверлах. И
представляют наилучшее соотношение цены и качества на лунку
Что такое колонковое бурение? | Kadco Ceramics
Автор: Kadco Ceramics| Оставить комментарий
При колонковом бурении используется полый перфоратор или сверло для извлечения чистого керна материала для исследования. Он обычно используется в горнодобывающей промышленности, бетонных работах и других приложениях для определения качества, плотности, прочности и различных других свойств материала. В этом посте мы рассмотрим различные типы колонкового бурения, когда его следует использовать и используемые материалы долота.
Различные типы колонкового бурения
Существует два различных типа колонкового бурения: мягкое и твердое.
Мягкое бурение
Мягкое бурение использует пару вложенных друг в друга стволов. Он используется для рыхлого материала на глубине до 500 футов, хотя оборудование может работать и дальше при правильных условиях. Внутренний ствол выдвигается для захвата образца. Внешний ствол расширяется, чтобы действовать как корпус, предотвращая разрушение отверстия. Использование этого метода защищает образец керна от любой жидкости или воздуха, используемых при перемещении внешнего цилиндра, чтобы избежать загрязнения.
Он используется для рыхлого материала на глубине до 500 футов, хотя оборудование может работать и дальше при правильных условиях. Внутренний ствол выдвигается для захвата образца. Внешний ствол расширяется, чтобы действовать как корпус, предотвращая разрушение отверстия. Использование этого метода защищает образец керна от любой жидкости или воздуха, используемых при перемещении внешнего цилиндра, чтобы избежать загрязнения.
Жесткий керн
При твердом керне, обычно используемом для отбора проб горных пород, также используются вложенные стволы, хотя в этом методе наружный ствол выдвигается первым. Это позволяет промывать материал воздухом или буровым раствором, не повреждая, не нарушая и не загрязняя его. Этот процесс иногда называют алмазным бурением из-за сверла с алмазным покрытием, необходимого для резки камня и горных пород. Он используется в большинстве субстратов, более твердых, чем песчаник, и может легко достигать глубины 5000 футов.
Когда следует использовать колонковое бурение?
Если у вас есть проект, требующий четкого определения геологических формаций, отбор керна станет отличным вариантом. В то время как вращательное бурение с буровым раствором и другие методы могут предоставить некоторые данные о недрах, они могут пропустить до трех дюймов слоя важного материала. Для проектов, в которых мало права на ошибку и значительная цена, наличие этих данных обеспечивает разницу между успехом и провалом. Хотя бурение с помощью колонкового долота может добавить больше шагов к вашему общему процессу, получение четкого представления о геологических формациях сэкономит время, ресурсы и усилия.
В то время как вращательное бурение с буровым раствором и другие методы могут предоставить некоторые данные о недрах, они могут пропустить до трех дюймов слоя важного материала. Для проектов, в которых мало права на ошибку и значительная цена, наличие этих данных обеспечивает разницу между успехом и провалом. Хотя бурение с помощью колонкового долота может добавить больше шагов к вашему общему процессу, получение четкого представления о геологических формациях сэкономит время, ресурсы и усилия.
Материалы для колонкового бурения
Для более мягких материалов обычно используются коронки с твердосплавными наконечниками, что позволяет сверлу сохранять остроту кромки без ущерба для керна. При работе с более твердыми материалами переход на долото с алмазным наконечником позволяет сохранить целостность образца за счет более чистых срезов. Хотя алмазные коронки с гальваническим покрытием на никелевой связке подходят для плитки, более мягкого камня, стекла и композитных материалов, для более твердых материалов требуется больше.
Всего комментариев: 0