Точение по копиру на токарном станке по металлу: Точение фасонных поверхностей по копиру
Содержание
Точение фасонных поверхностей по копиру
Фасонное точениеТочение по копиру
Обработка на токарном станке фасонных поверхностей по копиру по существу не отличается от обработки конических поверхностей с помощью конусной линейки. Необходимо лишь заменить конусную линейку линейкой с криволинейным очертанием (рис. 177), называемой копиром.
Если разъединить нижнюю часть суппорта с винтом поперечной подачи и затем сообщить каретке продольное перемещение, то резец получит от копира наряду с продольным также и поперечное перемещение. При этом резец, обтачивая деталь, придает ей криволинейную поверхность, образующая которой будет соответствовать профилю копира. Такой способ работы называется работой по копиру.
Рис 177 — Обтачивание фасонной рукоятки по копиру
Рис 178. Обтачивание фасонной детали при помощи копира, установленного в пиноли
На рис. 177 показано обтачивание фасонной рукоятки 1 при помощи копира 3. Ролик 4, закрепленный в тяге 2, совершает вместе с суппортом продольное движение. При этом он перемещается в криволинейном пазу, образованном двумя пластинами копира, и перемещает в поперечном направлении резец 5. Резец следует за движением ролика и таким образом воспроизводит на детали поверхность профиль которой соответствует профилю копира.
Ролик 4, закрепленный в тяге 2, совершает вместе с суппортом продольное движение. При этом он перемещается в криволинейном пазу, образованном двумя пластинами копира, и перемещает в поперечном направлении резец 5. Резец следует за движением ролика и таким образом воспроизводит на детали поверхность профиль которой соответствует профилю копира.
Рис. 179. Обтачивание профиля дискового кулачка по копиру
Для обработки некруглых деталей типа дисковых кулачков, эксцентриков и т. п. применяют специальную оправку 1 (рис. 179), на которой устанавливаются копир 2, втулка 3, заготовка 4 и шайба 5, закрепляемые гайкой 6. Профиль копира делается всегда соответствующим профилю обрабатываемой детали.
Оправка вставляется коническим хвостовиком в отверстие шпинделя и затягивается при помощи болта. Для обтачивания детали в резцедержателе закрепляется державка с роликом 8 и резец 7. Ролик должен постоянно прижиматься к копиру 2 и удерживаться около него постоянно в прижатом состоянии. Для этого токарь должен разъединить суппорт с винтом поперечной подачи, а вместо винта установить валик с пружиной. При вращении оправки 1 ролик будет катиться по копиру, а резец — обрабатывать деталь соответственно профилю копира.
Для этого токарь должен разъединить суппорт с винтом поперечной подачи, а вместо винта установить валик с пружиной. При вращении оправки 1 ролик будет катиться по копиру, а резец — обрабатывать деталь соответственно профилю копира.
Иногда фасонные поверхности деталей обтачивают при помощи одностороннего копира. В этом случае прижим ролика к копиру происходит под действием пружины или груза, подвешиваемого на тросе за станиной и перемещаемого вместе с кареткой.
На рис. 178 показан копир 2 в виде готовой, точно обработанной детали, закрепленной в пиноли . В суппорте, кроме основного резца 7, закрепляется щуп 3, который концом должен все время касаться копира. Совмещая вручную продольную и поперечную подачи, токарь все время поддерживает щуп в соприкосновении с копиром, и благодаря этому резец 1 воспроизводит на детали поверхность, соответствующую профилю копира. Вершины щупа и резца должны лежать точно на высоте центров и иметь строго одинаковую форму в плане, иначе обработанная поверхность получится с искажениями.
Похожие материалы
по дереву или металлу, методы точения
Сферические изделия выполняют функцию рукояток на различном оборудовании, либо в мебельной фурнитуре. Обычно для изготовления подобных элементов хорошо подойдут токарные станки по дереву с ЧПУ, однако опытным токарям и столярам подобная задача не в новинку. В следующей статье поэтапно разберемся в процессе создания шарообразной детали на токарном станке.
Содержание:
- 1 Можно ли это сделать?
- 1.1 По металлу
- 1.2 По дереву
- 2 Пошаговая инструкция
- 2.1 Выбор заготовки
- 2.2 Создаем проточку
- 2.3 Провести фиксацию
- 2.4 Провести точение с помощью передней подачи
- 2.5 Сделать форму с помощью напильника
- 2.6 Провести чистку наждачной бумагой
Можно ли это сделать?
Создание сферической детали на токарном оборудовании более простой процесс, чем это кажется на первый взгляд. При этом можно воспользоваться, как вспомогательным оборудованием, если предусматривается производство небольшой партии, так и стандартной оснасткой станка в случае штучного изготовления. Самым доступным способом является точение по ранее заготовленному шаблону.
Самым доступным способом является точение по ранее заготовленному шаблону.
По металлу
Работа с металлом на порядок сложнее в сравнении с другими материалами ввиду более высокой твердости, однако более знакома и не имеет непривычных особенностей. Точение шара же займет не менее двух проходов и потребует работы на высоких оборотах для получения удовлетворительного результата. В целом процесс мало отличим от прочих токарных операций и не имеет определенной специфики.
По дереву
По сравнению с металлической, деревянная заготовка более податлива обработке, ввиду чего имеется возможность проводить обработку не только резцом токарного станка, но и ручными стамесками и коронками, предназначенными для этой операции.
При точении вместо привычной стружки остается древесная пыль, поэтому работать нужно строго в респираторе, включив вытяжку. Нелишним будет заранее убрать подтеки масла на станке и установить пылесос на резцедержатель, что упростит уборку после работы.
Нелишним будет заранее убрать подтеки масла на станке и установить пылесос на резцедержатель, что упростит уборку после работы.
Пошаговая инструкция
Данный способ изготовления подходит как при работе с металлом, так и с деревом. Дополнительное станочное оборудование и нестандартные конструкции не требуются. Понадобиться лишь образец. В качестве такового можно применить выточенный на станке шар со стержнем либо шарик от подшипника требуемого диаметра.
Для возможности установки последнего, к нему нужно жестко присоединить стержень-хвостовик нужного диаметра ровно по центру. Сделать это можно при помощи сварки либо резьбового соединения.
Выбор заготовки
В обоих случаях заготовка детали должна иметь цилиндрическую форму с запасом (примерно 1/10) длины для крепления в патроне и небольшим припуском на обработку по ширине. Если стальной пруток — это стандартизированный материал в металлургии, то для столярных работ чаще всего сырье поставляется в виде бруса. Прежде чем приступить к работе нужно придать материалу форму цилиндра, закрепив в поводковом патроне и обточить.
Прежде чем приступить к работе нужно придать материалу форму цилиндра, закрепив в поводковом патроне и обточить.
Важно!
Прежде чем приступить к работе, визуально проверьте заготовку на предмет кривизны, прокрутив в кулачковом патроне.
Создаем проточку
Диаметр шара равняется диаметру проточек и расстоянию между ними. Зажав заготовку в трех-кулачковом патроне, проточите будущую деталь на заданном расстоянии от торца. Созданная проточка послужит своеобразной меткой при обработке с использованием поперечной подачи. Также необходимо зенковать отверстие для последующей фиксации в жестком центре при обработке заготовки абразивом.
Провести фиксацию
Теперь, при помощи жесткого центра, установленного в заднюю бабку и патрона, проводим фиксацию. Расслабив патрон ключом, помещаем в него заготовку. Теперь нужно сделать отступ от проточки и надежно закрепить деталь в патроне. В задней бабке необходимо закрепить шаблон. Выверив необходимое расстояние и положение заготовки относительно образца можно приступать к следующему шагу.
В задней бабке необходимо закрепить шаблон. Выверив необходимое расстояние и положение заготовки относительно образца можно приступать к следующему шагу.
Провести точение с помощью передней подачи
Для придания формы шара заготовке, необходимо использовать два одинаковых отрезных резца, как правило с округлой режущей кромкой. Закрепите резцы в держателе суппорта на одной стороне с одинаковым вылетом.
Суть способа заключается в ведении резца-копира касаясь окружности шарообразного образца, в то время как зеркально закрепленный проходной резец производит обтачивание заготовки повторяя вектор движения второго.
Точение производится прямой и поперечной подачей, в результате которой образуется поверхность в виде лесенки. После придания формы шара материалу, производится чистовой проход с малой толщиной снимаемого слоя и подачей. Снятие слоев материала производится в пределах проточки. После чего ее нужно убрать, совместив поперечную и переднюю подачу.
Сделать форму с помощью напильника
После обработки резцом образуется ступенчатая поверхность, которую необходимо обработать напильником. Для металла следует выбрать напильник с насечкой номер 0 или 1. Для дерева с простой одинарной насечкой. Инструмент с полукруглой формой рабочей части значительно упростит процесс, однако не является обязательным условием. В качестве упора желательно использовать суппорт без резца, он послужит надежной опорой и уменьшит вероятность травмирования.
Для металла следует выбрать напильник с насечкой номер 0 или 1. Для дерева с простой одинарной насечкой. Инструмент с полукруглой формой рабочей части значительно упростит процесс, однако не является обязательным условием. В качестве упора желательно использовать суппорт без резца, он послужит надежной опорой и уменьшит вероятность травмирования.
Устанавливаем площадку суппорта на уровне детали перед операцией. Убрав образец, подводим жесткий центр к ранее созданному зенкером отверстию, переместив бабку вперед и фиксируем. Запускаем станок на минимальной скорости дожидаясь момента когда шпиндель наберет обороты. Упираем хвостовик или рукоять напильника в суппорт и плавным движением сверху вниз опускаем рабочую часть напильника к заготовке.
При этом нужно крепко держать его двумя руками по оба конца инструмента, чтобы исключить удар инструмента. В случае использования напильника плоского сечения необходимо плавно водить им от края до края для равномерной обработки.
Важно!
Ведите напильник противоположно движению шпинделя, чтобы не допустить отскок инструмента.
Провести чистку наждачной бумагой
При чистовой обработке воспользуйтесь наждачной бумагой. Для каждого материала понадобится различное зерно абразива. Для металла в районе Р800-Р1000, для дерева Р400-Р600. Существует два способа полировки поверхности с помощью абразивной ленты. В первом случае полотно растягивается двумя руками и натягивается на обрабатываемую поверхность, во втором наждачная бумага крепится в специальном бруске.
Необработанные концы, использованные для крепления, удаляются вручную. Как вы можете заметить изготовление детали в виде шара является вполне легкой и выполнимой задачей, не требуя при этом сверхсложных надстроек на текущем оборудовании.
Токарный станок по дереву или металлу Копировальное приспособление
Перейти к содержимому
Трассировщик токарного станка – Вторичная подача с регулирующим клапаном точного резания choyau2022-05-05T11:43:49+08:00
Вторичная подача с регулирующим клапаном точного резания
8
Смотрите больше наших видео
Характеристики
- Высокая точность
- Низкая стоимость
- Экономия места
- Высокая эффективность производства
Экономия затрат
0002 Повышение эффективности
Компактная конструкция
Регулирующий клапан тонкой резки
- В регулирующем клапане тонкой резки используется высокоточный сервоклапан управления.
 Он обеспечивает сверхточную производительность резки и создает эффект чистовой обработки на поверхности заготовки.
Он обеспечивает сверхточную производительность резки и создает эффект чистовой обработки на поверхности заготовки. - Величина тонкой резки регулируется от 0 до 2 мм.
Схема цикла грубой и чистовой обработки
Гидравлическая насадка для токарного станка серии CY-X оснащена регулирующим клапаном. Он позволяет выполнять грубую и точную резку одновременно, что экономит время на загрузку и выгрузку заготовок, а также значительно повышает эффективность обработки.
Настройка угла резки при копировании
Поскольку профили обрабатываемых деталей всегда различны, оператор должен правильно установить угол, чтобы гидравлическое копировальное приспособление могло развивать оптимальную производительность.
Подробнее Наш технический блог
Спецификация
| Тип или размер имитатора | Давление | Емкость масляного бака (литр) | 50064 Horse Power | Effective Storke at 45°(mm) | Hydraulic Stroke (mm) | Range of Tool Adjustment(mm) | Chip Section(mm²) | |
|---|---|---|---|---|---|---|---|---|
| CY-80X | 12-15 | 30 | 45 dia | 1/2 HP | 57 | 80 | 30 | 3 |
| CY-120X | 12-15 | 30 | 50 dia | 1/2 HP | 85 | 120 | 30 | 4 |
| CY-180X | 15-18 | 40 | 55 dia | 1 HP | 128 | 180 | 30 | 5 |
| CY-240X | 16 -20 | 45 | 63 dia | 1 HP | 170 | 240 | 30 | 6 |
| CY-300X | 16-20 | 45 | 65 dia | 1 HP | 213 | 300 | 30 | 8 |
| CY-360X | 16-20 | 50 | 65 dia | 2 HP | 260 | 360 | 30 | 8 |
Стандартные аксессуары
Широкий спектр применения
- Токарные станки по дереву или металлу
- Станки
- Комплексные обрабатывающие станки
- Специальные станки
Ссылка для загрузки страницы Наверх
Эксперт по решениям для обработки труб
Копир — Эксперт по решениям для обработки труб
поиск
приложений
Снятие фаски с труб
Обработка конца трубы
Нарезание резьбы на трубах
Сварка труб
Накатка канавок на трубах
Почему выбрали нас
Copier Machinery является ведущим мировым поставщиком продукции для обработки труб в различных отраслях промышленности.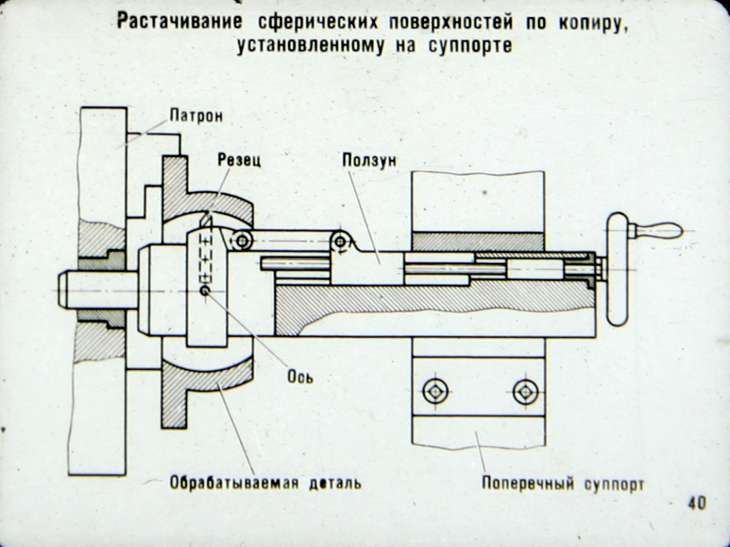 Мы проектируем, проектируем и производим все оборудование на нашем собственном заводе в Гиссене, Нидерланды. Это делает нас очень адаптивными к новым технологиям и разработкам и поддерживает наш клиентоориентированный подход в предоставлении наилучших решений для наших клиентов.
Мы проектируем, проектируем и производим все оборудование на нашем собственном заводе в Гиссене, Нидерланды. Это делает нас очень адаптивными к новым технологиям и разработкам и поддерживает наш клиентоориентированный подход в предоставлении наилучших решений для наших клиентов.
Наша опытная команда готова удовлетворить любые требования клиентов и стремится обеспечить первоклассное обслуживание клиентов в соответствии с самыми высокими стандартами безопасности и охраны окружающей среды.
arrow_forward
Подробнее о нас
Факты о компании
- 40
Страны эксплуатации - 475
Завершенные проекты - 450
Довольные клиенты - 7000000
Механически обработанные трубы
Откройте для себя наши продукты по отраслям
Изготовление трубной катушки
Трубопрокатный завод
Сваи для труб
Морской и морской
Пожарные спринклеры
Производство гидравлических цилиндров
Автомобилестроение
Промышленные котлы
Посмотреть все
Тематические исследования
Профиль компании и ассортимент продукции Heinz Gothe:
Heinz Gothe GmbH специализируется на обработке нержавеющей стали, жаропрочных сталей и сплавов с высокой коррозионной стойкостью, таких как монель, In. ..
..
Прочитайте больше
Просмотреть все тематические исследования
Тематические исследования
Профиль компании и сфера деятельности Viking SupplyNet and Fabrication Services:
Viking SupplyNet and Fabrication Services является поставщиком компонентов для всего, что связано с противопожарной защитой…
Прочитайте больше
Просмотреть все тематические исследования
Тематические исследования
Профиль компании и сфера деятельности Feliuga:
Feliuga — литовская компания, основанная в 2001 году. Производственный цех компании расположен в Клайпеде, Литва, с т…
Прочитайте больше
Просмотреть все тематические исследования
Предстоящее событие
Посмотреть все события
9декабрь 2022 г. — 12 января 2023 г.
Всего комментариев: 0