Станок 1616: 1616 Станок токарно-винторезный универсальный. Паспорт, руководство, схемы, описание, характеристики
Содержание
1616 Станок токарно-винторезный универсальный. Паспорт, руководство, схемы, описание, характеристики
Сведения о производителе токарно-винторезного станка 1616
Производителем токарно-винторезных универсальных станков 1616 является Средневолжский станкостроительный завод СВСЗ, основанный в 1876 году.
Производство металлорежущих станков на Средневолжском станкостроительном заводе впервые началось в конце января 1926 года. Первым выпущенным станком на предприятии был токарно-винторезный станок со ступенчатым шкивом модели ТВ-155В.
В годы войны завод освоил выпуск токарно-винторезного станка 1615 и вскоре модернизировал его, доведя скорость шпинделя до 1000 оборотов в минуту.
В 1949 году запущен в серийное производство станок 1616, в шестидесятых годах модели — 1В616 и 1А616, а с начала семидесятых годов начался выпуск серии 16Б16.
С 90х годов прошлого века предприятие СВСЗ выпускает токарные станки под торговой маркой SAMAT.
Станки производства Средневолжского станкостроительного завода, СВСЗ, г. Самара
- 1А616 станок токарно-винторезный универсальный, Ø 320
- 1А616к станок токарно-винторезный с АКП, Ø 320
- 1А616П станок токарно-винторезный повышенной точности, Ø 320
- 1Б811 станок токарно-затыловочный, Ø 250
- 1Е811 станок токарно-затыловочный, Ø 250
- 1П611 станок токарно-винторезный универсальный, Ø 250
- 16Б16 станок токарно-винторезный универсальный, 320
- 16Б16А станок токарно-винторезный особо высокой точности, Ø 320
- 16Б16КА станок токарно-винторезный особо высокой точности с АКП, Ø 320
- 16Б16П станок токарно-винторезный повышенной точности, Ø 320
- 16Б16КП станок токарно-винторезный повышенной точности с АКП, Ø 320
- 16Б16Ф3 станок токарный патронно-центровой с ЧПУ, Ø 320
- 16Б16Т1 станок токарный с ЧПУ, Ø 320
- 16Д16АФ1 станок токарно-винторезный особо высокой точности с УЦИ, Ø 320
- 561 станок резьбофрезерный, Ø 400 х 700
- 1615 станок токарно-винторезный универсальный, Ø 320
- 1616 станок токарно-винторезный универсальный, Ø 320
- 1716ПФ3 станок токарный с ЧПУ, Ø 320
- 5350А станок шлицефрезерный полуавтомат, Ø 150
- Samat 400 станок токарно-винторезный повышенной точности, Ø 400
- Умелец станок токарный настольный, Ø 175
1616 станок токарно-винторезный универсальный.
 Назначение и область применения
Назначение и область применения
Универсальный токарно-винторезный станок 1616 заменил в производстве устаревшую модель 1615 и был заменен на более совершенную модель этой же серии 1А616.
С 1949 года Средневолжский станкостроительный завод начал выпускать токарно-винторезный станок 1616 в двух исполнениях: нормальной точности (модель 1616) и повышенной точности (модель 1616П).
Токарно-винторезный станок 1616 предназначен для токарной обработки сравнительно небольших деталей из различных материалов как быстрорежущими, так и твердосплавными инструментами в условиях индивидуального и серийного производства. На станке можно нарезать резцом метрические, дюймовые и модульные резьбы.
Токарный станок модели 1616 обладает достаточной быстроходностью для своего времени (наибольшее число оборотов шпинделя в минуту 1415) и электродвигатель мощностью 2,8 кВт. В дальнейшем станок 1616 был усовершенствован: мощность двигателя увеличилась до 4,5 кВт, скорость шпинделя возросла до 44. .1980 об/мин, продольные — 0,06..3,6 мм/об.
.1980 об/мин, продольные — 0,06..3,6 мм/об.
Наибольший диаметр детали типа Диск, обрабатываемой над станиной, составляет 320 мм, а максимальный диаметр детали типа Вал, закрепляемой в центрах над верхней частью суппорта — 175 мм. Расстояние между центрами 750 мм.
Наибольшая длина обтачивания детали с механической подачей суппорта равна 700 мм, т. е. на 50 мм меньше, чем максимальное расстояние между центрами.
Шпиндель станка 1616 получает 24 скорости вращения (19..1415 об/мин) в прямом и обратном направлении (142..580) от коробки скоростей через переборные шестерни. Для управления перебором служат рукоятки на передней бабке.
Две фрикционные муфты в коробке скоростей управляют пуском, остановом и реверсированием шпинделя при включенном двигателе.
Передний конец шпинделя станка 1616 имеет внешний конус, шпонку и гайку М115х4 для крепления промежуточного фланца с патроном.
- Конец шпинделя резьбовой — М115 х 4
- Внутренний (инструментальный) конус шпинделя — Морзе 5
- Стандартный диаметр токарного патрона — Ø 165 мм
- Диаметр сквозного отверстия в шпинделе — Ø 30 мм.
 Наибольший диаметр прутка — Ø 29 мм
Наибольший диаметр прутка — Ø 29 мм - Частота прямого вращения шпинделя I диапазон — 19; 27; 40; 53; 76; 108; 31; 45; 65; 86; 124; 178 об/мин (12 ступеней)
- Частота прямого вращения шпинделя II диапазон — 152; 220; 315; 418; 602; 864; 250; 360; 517; 685; 988; 1415 об/мин, (12 ступеней)
- Торможение шпинделя: нет
Коробка подач обеспечивает, нарезание метрической, дюймовой и модульной резьбы без применения сменных шестерен. Для нарезания точной резьбы ходовой винт может быть включен напрямую, минуя коробку подач.
Механизм коробки подач дает возможность получить через ходовой винт следующие резьбы:
- Резьба метрическая с шагом от 0,5 до 9 мм
- Резьба дюймовая с числом ниток на 1 дюйм от 2 до 38
- Резьба модульная с шагом в модулях от 0,5 до 9
- Продольные подачи 0,07..1,67 мм/оборот (140 ступеней)
- Поперечные подачи 0,02..1,24 мм/оборот (140 ступеней)
От шпинделя движение передается на гитару, и от нее на входной вал коробки подач.
Обрабатываемая деталь устанавливается в центрах или патроне. Привод станка осуществляется от одного электродвигателя через два клиноременных ремня и редуктор, расположенный в левой тумбе станка.
Наличие клиноременной передачи предохраняет механизмы коробки скоростей и шпиндельной бабки от динамических ударов при пуске, реверсировании и торможении.
Коробка подач обеспечивает, нарезание метрической, дюймовой и модульной резьбы без применения сменных шестерен. Для нарезания точной резьбы ходовой винт может быть включен напрямую, минуя коробку подач.
Двигатель для привода быстрого хода не предусмотрен.
В станке предусмотрена возможность установки гидрокопировального устройства и гидропневмоцилиндров для зажима изделий в патроне или цанге.
Станина жесткой конструкции установлена на общей массивной тумбе. Привод станка разделенный. Коробка скоростей смонтирована в левой части тумбы.
Коробка подач закрытого типа имеет удобное управление. К станку прилагаются копирная линейка и механизм четырехпозиционных продольных упоров. Станок 1616 имеет централизованную циркуляционную систему смазки и систему охлаждения с отдельным приводом.
Станок 1616 имеет централизованную циркуляционную систему смазки и систему охлаждения с отдельным приводом.
Габарит рабочего пространства станка 1616. Эскиз суппорта
Габарит рабочего пространства станка 1616
Присоединительные и посадочные базы станка 1616. Эскиз шпинделя.
Шпиндель токарно-винторезного станка 1616
Станина токарно-винторезного станка 1616
Станина токарно-винторезного станка 1616. Смотреть в увеличенном масштабе
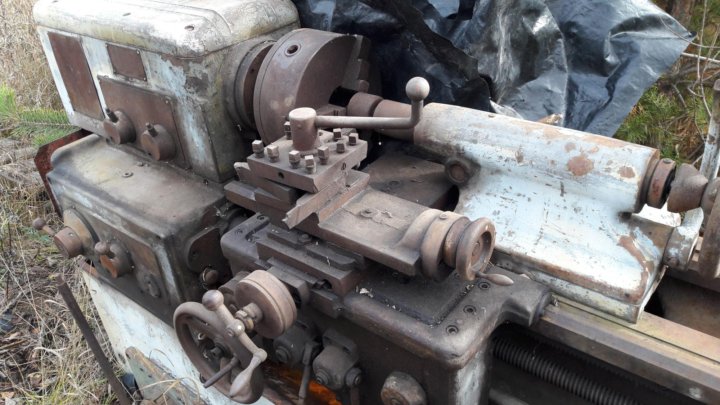
Общий вид токарно-винторезного станка 1616
Фото токарно-винторезного станка 1616
Фото токарно-винторезного станка 1616
Размещение органов управления токарно-винторезным станком 1616
Размещение органов управления токарным станком 1616
Спецификация органов управления токарным станком 1616
- рычаг управления коробкой скоростей;
- рукоятка управления коробкой подач;
- рукоятка управления трензелем;
- рукоятка управления коробкой подач;
- рукоятка управления перебором;
- рукоятка включения ходового винта;
- маховичок продольной ручной подачи;
- рукоятка включения продольного самохода;
- маховичок поперечной ручной подачи;
- рукоятка поперечного самохода;
- рукоятка поворота и зажима резцовой головки;
- масляный насос;
- маховичок подачи верхней части суппорта;
- рукоятка включения маточной гайки;
- рукоятка включения, выключения и реверсирования станка;
- масляный бак
- рычаг закрепления задней бабки
- маховичок подачи пиноли задней бабки
- основание
- бак для охлаждающей жидкости
- масляный фильтр
- рукоятка включения предохранительной муфты
Кинематическая схема токарного станка 1616
Кинематическая схема токарного станка 1616
1. Схема кинематическая токарно-винторезного станка 1616. Смотреть в увеличенном масштабе
Схема кинематическая токарно-винторезного станка 1616. Смотреть в увеличенном масштабе
2. Схема кинематическая токарно-винторезного станка 1616. Смотреть в увеличенном масштабе
Конструкция и описание основных узлов токарно-винторезного станка 1616
Коробка скоростей токарного станка 1616
Коробка скоростей (редуктор) токарного станка 1616
Коробка скоростей (редуктор) токарного станка 1616. Смотреть в увеличенном масштабе
Основанием станка 1616 является сплошная тумба. В левой части основания смонтирован на подвеске редуктор с фланцевым электродвигателем; в средине тумбы установлены масляный резервуар и маслонасос, а слева расположены бак и привод для системы охлаждения.
В корпусе редуктора на радиальных шариковых подшипниках смонтированы три валика. На первом шлицевом валике перемещается тройной блок шестерен, а на втором — двойной блок шестерен. Управление обоими блоками осуществляется от одной рукоятки и может производиться на ходу станка 1616. Устройство для переключения скорости редуктора показано на фиг. 206. При оттягивании рычага 1 на себя в направлении стрелки а барабан 5 перемещается вправо и размыкает посредством диска 2 контакты микропереключателя 7, выключая тем самым приводной электродвигатель.
Устройство для переключения скорости редуктора показано на фиг. 206. При оттягивании рычага 1 на себя в направлении стрелки а барабан 5 перемещается вправо и размыкает посредством диска 2 контакты микропереключателя 7, выключая тем самым приводной электродвигатель.
При поворачивании рычага станка 1616 с барабаном по часовой стрелке (в) или против часовой стрелки (г) относительно оси 6 производится выбор нужного числа оборотов, которые указываются стрелкой 4, закрепленной на барабане 5. Числа оборотов нанесены на табличке, установленной на неподвижном кронштейне 3. При подаче рычага 1 от токаря по стрелке б сначала производится переключение скорости, затем — включение электродвигателя. Принципиальная схема механизма переключения скоростей показана на фиг. 207-Переключающии диск 5, связанный с барабаном 8, имеет расположенные по окружности в определенной закономерности отверстия.
Каждой скорости редуктора соответствует свое расположение отверстий. Как уже указывалось выше, при повороте диска с барабаном происходит выбор нужной скорости, при этом против круглых реек 10 и 11 на диске располагается необходимая для данной скорости комбинация отверстий При перемещении переключающего диска в направлении стрелки б вдоль вала 6 он упирается в конец рейки 10 или 11 и перемещает ее. поворачивая при этом зацепляющуюся с нею шестерню 9. Одновременно с шестерней 9 получает вращение сидящая с ней на одной оси шестерня 7, вызывая перемещение рейки 3 с переключающей вилкой 4, Вилка входит в кольцевой паз блока шестерен 2 и при своем движении перемещает блок вдоль вала 1, производя переключение скорости.
поворачивая при этом зацепляющуюся с нею шестерню 9. Одновременно с шестерней 9 получает вращение сидящая с ней на одной оси шестерня 7, вызывая перемещение рейки 3 с переключающей вилкой 4, Вилка входит в кольцевой паз блока шестерен 2 и при своем движении перемещает блок вдоль вала 1, производя переключение скорости.
Передняя бабка токарного станка 1616
Передняя бабка токарного станка 1616
Передняя бабка токарного станка 1616. Смотреть в увеличенном масштабе
Схема смазки токарного станка 1616
Схема смазки токарного станка 1616
Схема смазки токарного станка 1616. Смотреть в увеличенном масштабе
Схема электрическая принципиальная токарного станка 1616
Электрическая схема токарного станка 1616
Электрооборудование токарного станка 1616
На станке установлены два трехфазных электродвигателя;
Электродвигатель ДГ привода главного движения типа A02-41-4 мощностью 4,0 кВт, 1430 об/мин, 220/380 В.
Электронасос ДО для подачи охлаждающей жидкости к резцу — типа ПА 22 мощностью 0,12 кВт, 2800 об/мин, 220/880 в.
Станки изготавливаются с электрооборудованием, рассчитанным для работы при напряжении 380 В, как в силовых цепях, так и в цепях управления.
Лампа местного освещения питается напряжением 36 в от понижающего трансформатора Т
Согласно условиям заказа станки могут быть изготовлены с рабочим напряжением 220 или 500 В.
Читайте также: Производители токарных станков в России
Токарно-винторезный универсальный станок 1616. Видеоролик.
Технические характеристики станка 1616
| Наименование параметра | 1616 | 1А616 | 16Б16 |
|---|---|---|---|
| Основные параметры | |||
| Класс точности по ГОСТ 8-82 | Н | Н | Н |
| Наибольший диаметр заготовки, обрабатываемой над станиной, мм | 320 | 320 | 320 |
| Наибольший диаметр заготовки, обрабатываемой над суппортом, мм | 175 | 180 | 180 |
| Наибольшая длина заготовки, обрабатываемой в центрах (РМЦ), мм | 750 | 710 | 500,750,1000 |
| Наибольшая длина обтачивания, мм | 700 | 660 | 960 |
| Высота от опорной поверхности резца до линии центров, мм | 20 | 25 | |
| Наибольшее расстояние от оси центров до кромки резцедержателя, мм | 185 | 170 | |
| Высота оси центров над плоскими направляющими станины (высота центров), мм | 160 | 165 | |
| Наибольшая масса заготовки, обрабатываемой в патроне, кг | |||
| Наибольшая масса заготовки, обрабатываемой в центрах, кг | |||
| Шпиндель | |||
| Диаметр сквозного отверстия в шпинделе, мм | 30 | 35 | 45 |
| Наибольший диаметр прутка, проходящий через отверстие в шпинделе, мм | 29 | 34 | 44 |
| Частота прямого вращения шпинделя, об/мин | 19. .1415 .1415 | 9..1800 | 25..2500 |
| Число ступеней частот прямого вращения шпинделя | 24 | 21 | 21 |
| Частота обратного вращения шпинделя, об/мин | 19..1415 | 9…1800 | 25…1250 |
| Число ступеней частот обратного вращения шпинделя | 24 | 21 | 18 |
| Размер внутреннего конуса в шпинделе, М | Морзе 5 | Морзе 5 | Морзе 6 |
| Конец шпинделя | М115х4 | 6К ГОСТ 12593-72 | 6К ГОСТ 12593-72 |
| Торможение шпинделя | нет | есть | есть |
| Блокировка рукояток | нет | есть | есть |
| Суппорт. Подачи | |||
| Наибольшее перемещение продольной каретки суппорта от руки, по валику, по винту, мм | 850/ 750/ 750 | 670 | 500,750, |
| Наибольшее перемещение поперечной каретки суппорта от руки, по винту, мм | 210/ 90/ нет | 195 | 220 |
| Цена деления лимба продольного перемещения суппорта, мм | 1 | 1 | |
| Цена деления лимба поперечного перемещения суппорта, мм | 0,02 | 0,05 | |
| Число ступеней продольных подач | 140 | ||
| Пределы продольных рабочих подач, мм/об | 0,07.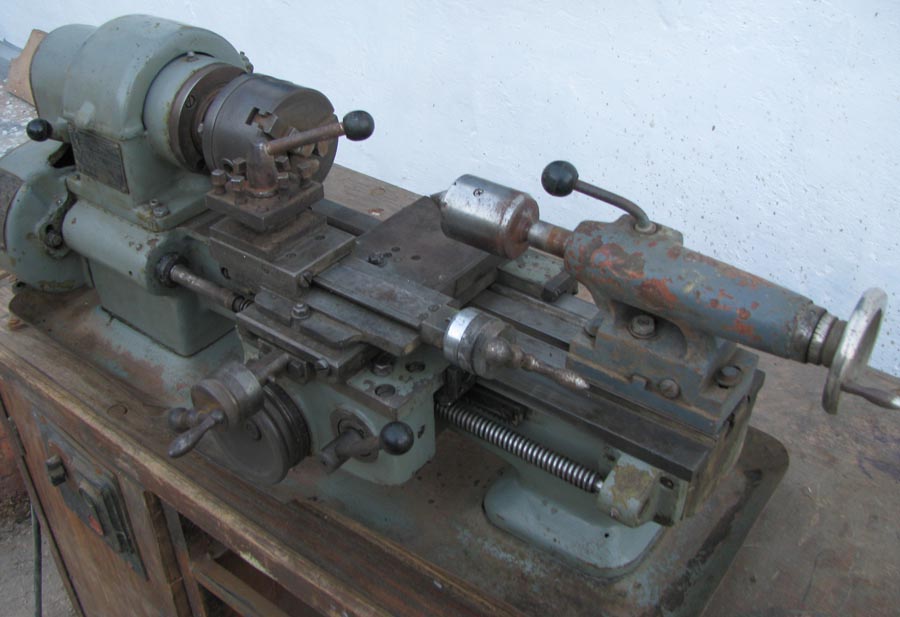 .1,67 .1,67 | 0,065..0,91 | 0,05..2,8 |
| Пределы поперечных рабочих подач, мм/об | 0,02..1,24 | 0,065..0,91 | 0,025..1,4 |
| Скорость быстрых перемещений суппорта, продольных, м/мин | нет | нет | 4 |
| Скорость быстрых перемещений суппорта, поперечных, м/мин | нет | нет | 2 |
| Количество нарезаемых резьб метрических | |||
| Пределы шагов нарезаемых резьб метрических, мм | 0,5..9 | 0,5…24 | 0,25…56 |
| Количество нарезаемых резьб дюймовых | |||
| Пределы шагов нарезаемых резьб дюймовых | 38..2 | 56..1 | 112..0,5 |
| Количество нарезаемых резьб модульных | |||
| Пределы шагов нарезаемых резьб модульных | 0,5..9 | 0,25..22 | 0,25. .56 .56 |
| Количество нарезаемых резьб питчевых | |||
| Пределы шагов нарезаемых резьб питчевых | нет | 128…2 | 112…0,5 |
| Резцовые салазки | |||
| Наибольшее перемещение резцовых салазок, мм | 105 | 120 | |
| Перемещение резцовых салазок на одно деление лимба, мм | 0,02 | 0,05 | 0,05 |
| Наибольший угол поворота резцовых салазок, град | ±45° | ±90° | ±90° |
| Цена деления шкалы поворота резцовых салазок, град | 1° | 1° | 1° |
| Наибольшее сечение державки резца, мм | 20 х 30 | 20 х 25 | |
| Высота от опорной поверхности резца до оси центров (высота резца), мм | 20 | 25 | 25 |
| Число резцов в резцовой головке | 4 | 4 | 4 |
| Задняя бабка | |||
| Диаметр пиноли задней бабки, мм | |||
| Конус отверстия в пиноли задней бабки по ГОСТ 2847-67 | Морзе 4 | Морзе 4 | |
| Наибольшее перемещение пиноли, мм | 95 | 120 | |
| Перемещение пиноли на одно деление лимба, мм | 1 | 1 | |
| Величина поперечного смещения корпуса бабки, мм | ±10 | ±10 | ±10 |
| Электрооборудование | |||
| Количество электродвигателей на станке | 3 | 2 | 4 |
| Мощность электродвигателя главного привода, кВт | 2,8/ 1420 | 4 | 4,2; 7,1 |
| Тип электродвигателя главного привода | АОЛ42-4 | А02-41-4 | 4А132М8/4У3 |
| Мощность электродвигателя маслонасоса, кВт | 0,1 | ||
| Мощность электродвигателя насоса охлаждения, кВт | 0,1 | 0,125 | 0,125 |
| Насос охлаждения (помпа) | ПА-22 | ПА-22 | ПА-22 |
| Габариты и масса станка | |||
| Габариты станка (длина ширина высота), мм | 2355 х 852 х 1275 | 2135 х 1225 х 1220 | 2025 х 1110 х 2270 |
| Масса станка, кг | 1850 | 1500 | 1900 |
- Токарно-винторезный станок 1616.
 Руководство, 1954
Руководство, 1954 - Токарно-винторезный станок повышенной точности 1616П. Руководство, 1957
- Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
- Батов В.П. Токарные станки., 1978
- Белецкий Д.Г. Справочник токаря-универсала, 1987
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
- Модзелевский А. А., Мущинкин А.А., Кедров С. С., Соболь А. М., Завгородний Ю. П., Токарные станки, 1973
- Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
- Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
- Тепинкичиев В.К. Металлорежущие станки, 1973
- Чернов Н.Н. Металлорежущие станки, 1988
Список литературы
Связанные ссылки. Дополнительная информация
Дополнительная информация
технические характеристики, область применения, отзывы, паспорт
Обработка металлов резанием применяется не только на промышленных предприятиях, но и в частных цехах. Для резки используются металлообрабатывающие токарные станки. Один из них – универсальный токарно-винторезный станок 1616 стал выпускаться в серийном варианте начиная с 1949 года на заводе СВСЗ (Средне-волжский станкостроительный завод).
Содержание:
- 1 История создания
- 2 Детальное описание корпуса
- 2.1 Габариты рабочего пространства
- 2.2 Расположение органов управления
- 3 Передняя бабка
- 4 Схема смазки
- 5 Технические характеристики
- 5.1 Электрическая схема
- 5.2 Кинематическая схема
- 6 Сферы применения
- 7 Документация
- 7.1 Паспорт
- 8 Видео обзор токарного станка 1616
- 9 Отзывы пользователей
История создания
Это – образец удачного и надежного оборудования для спецобработки металла, который востребован не только в нашей стране, но и за рубежом. Этот универсальный станок, сменил в производстве модель 1615. Выпускался в двух вариантах:
Этот универсальный станок, сменил в производстве модель 1615. Выпускался в двух вариантах:
- Нормальной точности (непосредственно1616).
- Повышенной точности – 1616 П.
В дальнейшем модель была усовершенствована до серии 16Б16. С 90-х годов завод выпускает токарное оборудование «SAMAT» на основе модели 1616. Сейчас токарный станок 1616 снят с производства, выпускаются более современные модели. Но модификация 1616 до сих пор используется на многих предприятиях и в частном бизнесе.
Детальное описание корпуса
Основные узлы токарного станка 1616:
- Чугунная станина с диагональными ребрами жесткости и двумя направляющими. Передняя, усиленная направляющая предназначена для перемещения суппорта, задняя – для перемещения задней бабки. Станина болтовыми соединениями укреплена на чугунных тумбах.
- Коробка скоростей (передняя шпиндельная бабка с блоком повышения шага и переборным устройством).
- Задняя бабка с перемещаемой пинолю и рукояткой закрепления положения.
- Коробка подач, обеспечивающая перемещение резца на суппорте относительно вращающейся заготовки.
- Фартук закрытого типа с блоком шестерен передачи момента.
- Подвижной суппорт для перемещения резца вдоль, поперек и под углом к оси шпинделя.
- Люнеты – специальные приспособления для облегчения работы токаря с длинными заготовками и повышения точности обработки детали.
- Электрический шкаф,.
- Два трехфазных электродвигателя на 380 Вольт.
- Электронасос для обеспечения подачи охлаждающей жидкостью (мощность 4,0 кВт, 1430 об/мин, 220/380 В).
- Лампа освещения 36 В.
- Две опорные тумбы (задняя и передняя).
- Система охлаждения, повышающая прочностные характеристики режущего инструмента и качества обрабатываемой поверхности.
- Коробка переключения скоростей, заключенная в чугунный корпус с герметично закрывающейся крышкой. Устанавливается на станине слева и крепится болтами.
В комплектацию входит поддон, находящийся между станиной и тумбами (для сбора стружки и жидкости, идущей из контура охлаждения).
Габариты рабочего пространства
Расположение органов управления
К органам управления токарного станка 1616 относятся:
- Рукоятки.
- Маховики.
- Суппорт
- Гайка крепления задней бабки, винт для ее поперечного перемещения.
- Трехфазный асинхронный электродвигатель.
Функции рукояток и маховиков как органов управления:
- Включение и выключение фрикционных муфт.
- Регулирование скорости движения шпинделя, установка его оборотов, кратных множителей для каждого режима.
- Изменение направления рабочей подачи.
- Регулирование характеристик резьбы (скорость, величина подачи и шаг).
- Изменение направления подач.
- Включение и выключение перебора.
- Включение ходового винта.
- Запуск поперечной и продольной подачи суппорта.
- Закрепление пиноли задней бабки.
- Пуск станка с реверсирования шпинделя.
Передняя бабка
Схема смазки
Технические характеристики
Электрическая схема
Кинематическая схема
Сферы применения
Токарный станок 1616 и его модификации разработаны для обработки небольших деталей.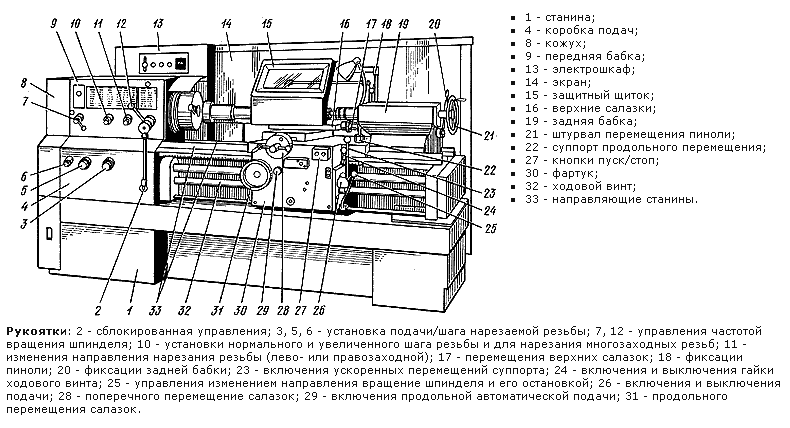 Возможности данного оборудования расширены за счет имеющихся дополнительных функций. Например, нарезка метрической, дюймовой, а также модульной резьбы.
Возможности данного оборудования расширены за счет имеющихся дополнительных функций. Например, нарезка метрической, дюймовой, а также модульной резьбы.
Основные виды работ на токарном станке 1616:
- Вытачивание наружных и внутренних цилиндрических и конических поверхностей различной сложности и конфигурации.
- Точение торцов заготовок.
- Обточка конических фасонных поверхностей.
- Нарезание метрической, модульной, дюймовой резьбы резцом.
- Нарезание метрической, дюймовой резьбы метчиком и плашкой.
- Рифление поверхностей.
- Прорезание канавок.
- Сверление, зенкерования и развертывание отверстий.
Также можно выполнять обработку деталей посредством вращения заготовки относительно режущего инструмента. На токарном станке 1616 можно обрабатывать не только металлические, но и заготовки из других материалов.
Операции выполняются твердосплавными насадками и приспособлениями из быстрорежущих инструментальных металлов.
Принцип работы токарного станка 1616 можно представить в виде следующего алгоритма:
- Фиксация заготовки в патроне станка или между его центрами.
- Закрепление резцов в резцедержателе на суппорте.
- Закрепление соответствующего инструмента (для сверления, расточки, нарезания внутренней резьбы) в пиноли задней бабки.
- Обработка заготовки за счет комбинирования двух движений – поступательного перемещения режущего инструмента и вращения детали. За счет этих движений можно обрабатывать детали цилиндрической, конической и фасонной конфигурации, винтовых поверхностей и торцов.
Документация
В документацию на токарный станок 1616 входят:
- Паспорт.

- Назначение и область применения.
- Распаковка и транспортировка.
- Фундамент станка, монтаж и установка.
- Подготовка к первоначальному пуску.
- Описание основных узлов.
- Смазка.
- Первоначальный пуск.
- Указания по технике безопасности.
- Настройка.
- Регулирование.
- Ведомость комплектации.
К работе на токарном станке 1616не допускается персонал без соответствующей квалификации. Правила эксплуатации необходимо соблюдать как во время пусконаладочных работ, так и во время постоянно проводимых операций:
- Проверяется уровень масла, при необходимости производится его долив.
- Во время проведения постоянных работ с охлаждением, в систему заливается соответствующий состав и проверяется наличие накопительного поддона.
- Производится контрольный осмотр силовых ка кабелей, соединение с источником питания.
- Выполняется визуальный осмотр узлов, нужного оснащения.
Во время работы соблюдаются правила техники безопасности:
- Нельзя во время работы токарного станка 1616 касаться рукоятей, находящихся на КП и задней бабке.

- Во время обработки деталей следует обязательно использовать защитную экранную сетку.
- При обработке центрированных деталей с хомутами надо использовать специальный патрон с защитным ободом.
- Дверцы станка во время обработки заготовки должны быть плотно прикрыты.
Паспорт
Паспорт универсального токарно-винторезного станка 1616 или Руководство по уходу и обслуживанию можно бесплатно скачать
Формат файла DjVu
Видео обзор токарного станка 1616
Отзывы пользователей
Роман, Москва: Работаю на токарном станке 1616 более 10 лет. Отмечаю высокую точность обработки, больших проблем с ним не возникало.
Василий, Екатеринбург: Справляется вполне с большими объемами. На токарном станке 1616 работаем вдвоем. Оба прошли обучение, нареканий к станку нет. Можно выполнять сложные задания по обточке, не только гайки и болты.
Александр, Волгоград: Токарный станок 1616 заслуживает уважения как ветеран металлообрабатывающего оборудования. Я его купил далеко не новым, пришлось восстанавливать. Сейчас работает как часы, служит отлично, нареканий нет.
Поделиться в социальных сетях
CNC Wood Router |Wattsan A1 1616
Technical
characteristics
Dimensions
Machine size
2260x2130x1550 mm
Mechanics
Tool Lift Height (Z Axis)
200 mm
Table Type
profile/vacuum
Вакуумные зоны
4
Рабочая температура
5 — 40 С°
Скорость холостого хода
15000 мм/мин
Механизм перемещения
Спиральная рейка
Positioning accuracy
0,05 mm
Positioning Resolution
0,00625 mm
Linear displacement system (type of guides)
profile
Dimensions of guides
20 mm
Engine power
4A 5N . M
M
Редакторы
ремня HTD 5M-550, 1: 5
Spindle RPM
24 000 об / мин
3 кВт
Collet Chuck
ER-20
Vacuum Povers
.0008
5,5 кВт
Аспирационная мощность
1200 м3/ч
Общие
Тип рамы
Сварная, стальная
Материал изготовления
Сталь, чугун, алюминий
Материал Портал
сталь
Номер. осей перемещения
3
Стойка оператора
—
Автоматический переключатель инструмента
—
Система смазки
ручная
Система управления
8
7
NC0008
Форматы файлов
G-Code
Electrics
Двигатели
Headshine DMA860H
Датчики
Емконизм
Потребление мощности (NO PUMP)
3900 KW
. Power Power
2208 8807 V
2208808 V
VIELS
220808 VIST электрика
Chint
Типы подключения машины
D-SUB DA-15
Вращения
Программное обеспечение и руководство
Система выравнивания портала
Да
Программное обеспечение
NCStudio
Transfer
Wi -Fi, LAN, USB
Motor
Headshine
Rails
Hiwin
Coreldraw, Photoshop, Autocad
Bmp, Gifg, TIFF, PLT, CDR, DXF, AI, AI, AI, AI, AI, AI, AI, AI, AI, AI, AI, AI, AI, AI
.
Дополнительная информация
В каталог
В наличии
Все характеристики
Универсальность для всех видов производства! Модернизация станков внедряется на основе отзывов клиентов с различными задачами, от обработки алюминия до обработки камня. Обширная клиентская база по всему миру позволяет это сделать.
Все машины имеют ряд конструктивных особенностей, протестированных отделом развития Wattsan и заказчиками.
Жесткая рама станка и чугунные боковые стойки позволяют увеличить просвет портала до 450 мм, а планетарные редукторы Shimpo обрабатывают даже твердые металлы с высокой постоянной точностью.
Завод Wattsan проектирует и производит машины различных модификаций с разным числом степеней свободы от трех до пяти осевых.
Долговечность машины обусловлена конфигурацией рамы, толщиной металлической стенки и термической обработкой, поэтому мы гарантируем надежность и долгий срок службы машины.
Продлевает срок службы двигателей, компенсирует неточности, очень прост в замене и обслуживании, бесшумный. Оптимальное решение для обработки мягкой древесины и пластмасс
В наших станках используются шаговые двигатели, проверенные нашим отделом разработок и испытанные нашими клиентами по всему миру в течение многих лет. Мы стремимся, чтобы наши машины работали не только с надежными элементами, но и с элементами, доступными каждому.
Усиленный шариковый винт оси Z позволяет оснастить фрезерные станки усиленными шпинделями, что делает станки Wattsan более универсальными для всех отраслей промышленности.
Мы используем рельсы и винтовые стойки от всемирно известных производителей, монтаж производится в предварительно выфрезерованные углубления, а все процессы сборки роботизированы.
Шаговый двигатель
Во фрезерных станках Wattsan используются проверенные шаговые двигатели; при необходимости станок оснащается шаговыми двигателями с обратной связью или серводвигателями.
Шарико-винтовой узел
Станки Wattsan оснащены шарико-винтовыми узлами большего диаметра для облегчения перехода на более тяжелые инструменты.
Рельсы HIWIN
Рельсы крепятся к фрезерованной платформе, все процессы полностью роботизированы.
Система охлаждения
Надлежащее охлаждение шпинделя гарантирует долгую работу!
Шпиндель
Шпиндель ГДЗ рассчитан на непрерывную работу во времени; по желанию станок может быть оснащен шпинделем другого производителя.
Автоматическая смена инструмента
Для экономии времени на смену инструмента рекомендуем рассмотреть вариант автоматической смены инструмента, которым оснащены станки с автоматической сменой инструмента.
Конструкция рамы делает машины Wattsan уникальными
Рама для обжига в печи
Толщина металла
Термическая обработка каркаса снимает напряжение с металла. Это обеспечивает длительную эксплуатацию при сохранении точности и жесткости конструкции.
Все станки Wattsan изготовлены из толстостенного металла, вместе с правильной конструкцией это улучшает виброустойчивость станка и сохраняет его точность
Высокоскоростное фрезерование на высоких скоростях в течение десятилетий
Рельсы и винтовые рейки
Зубчатые ремни
Углубления для винтовых реек и рельсов фрезеруются и шлифуются перед их креплением к раме или станочному порталу с последующей роботизированной сборкой. Каждый элемент проверяется на точность и прямолинейность лазерными приборами.
Ленточный редуктор — оптимальное решение для работы с мягкими металлами, деревом, пластмассами. Оптимальное соотношение точности и доступности!
Станки WATTSAN работают по всему миру
Это обязывает нас вносить усовершенствования в конструкцию фрезерных станков, не только повышая их надежность и долговечность, но и модернизируя, направленные на различные области применения.
Станок серии М4 экономит до 45% времени за счет функции автоматической смены инструмента и позволяет высвободить сотрудников для другой работы.
Станок серии Wattsan M3 может заменить производственную линию в дверной промышленности, а также обеспечить уникальный дизайн.
Станок с рабочей площадью 600 на 900 мм является основным в цехе заказчика, относительно него строятся производственные процессы. Это возможно благодаря бесперебойной работе 24/7.
Изготовление форм на фрезерном станке в небольшом объеме требует постоянной точности станка, что исключает накопление погрешностей, создаваемых шаговыми двигателями. С этой целью Wattsan 1325 был дооснащен портальной системой выравнивания, что позволяет заказчику сэкономить на стоимости машины без ущерба для качества продукции.
WATTSAN – становимся сильнее с каждым новым клиентом!
Все о машине за 60 секунд
Сохранение геометрии портала гарантируется за счет правильной формы и толщины стенки металла даже при увеличении длины портала. Порталы на станках Wattsan спроектированы с большим запасом и легко могут обрабатывать несколько шпинделей.
Боковые клети изготовлены из высокопрочного чугуна, в сочетании с жесткостью портала это сильно влияет на сохранение точности станка и исключает появление перекосов.
Более 50 улучшений было сделано в проектировании машин Wattsan
машинная рамка
Планетарные шестерни
Столки портала
Механическая защита
Восхищенные шар в Zaxis
9
8188188188881888818 гг.
Автоматическая смена различных типов инструмента
и т.д.
Конфигурация рамы, термообработка, тип стали толщины металла — все это направлено на увеличение жесткости станка.
Они облегчают станкам Wattsan обработку твердых материалов на высоких скоростях, что особенно важно для массового производства и раскроя.
Изготовлен из толстостенного чугуна для обеспечения жесткости при работе на высоких скоростях или при работе с твердыми материалами.
Защищает подвижные части подъемно-опускного стола от попадания мелких остатков
На всех станках используем ШВП большего диаметра, это позволяет использовать более мощный шпиндель для повышения производительности.
Рельсовые выемки и крепление рельсов станка управляются роботом, что обеспечивает высокую точность станка.
Специальная конфигурация портала и толстостенный профиль портала предназначены для работы с инструментами большого веса, что позволяет одновременно использовать до 8 шпинделей.
Для конвейерных линий мы оснащаем станки револьверным устройством смены инструмента, а отдельные станки — линейным устройством смены инструмента.
Принимаем комплекс мер для безотказной работы машин Wattsan
Запуск и обучение
Запуск и обучение
Все инженеры Wattsan проходят обязательное ежегодное обучение для быстрого решения любых вопросов.
Wattsan ежегодно проводит обучение по эксплуатации и обслуживанию машин для всех партнеров по всему миру. Ежемесячно запускаем и обучаем более 100 клиентов.
Ежемесячно запускаем и обучаем более 100 клиентов.
Машина может обрабатывать
01 Фанера
02 Дерево
03 МДФ и ДСП
04 Паронит
05 Оргстекло
06 Пластик
Technical
characteristics
Dimensions
Machine size
2260x2130x1550 mm
Mechanics
Tool Lift Height (Z Axis)
200 mm
Table Type
profile/vacuum
Vacuum zones
4
Operating Температура
5 — 40 С°
Холостой ход
15000 мм/мин
Movement mechanism
Helical rack
Positioning accuracy
0,05 mm
Positioning Resolution
0,00625 mm
Linear displacement system (type of guides)
profile
Dimensions of guides
20 mm
Мощность двигателя
4A 5 Н.м
Редукторы
Ремень HTD 5M-550, 1:5
Обороты шпинделя
24 000 об/мин
9 0 9 0 9 0 0 0 70007 Collet Chock
ER-20
Мощность вакуумного насоса
5,5 кВт
Аспирация мощность
1200 м3/ч
Общие
Тип рамы
, сталь
Материал изготовления
СТАЛЬНЫЙ, CASTDE железо, алюминий
Материал портала
сталь
Количество осей перемещения
3
Стойка оператора
—
Автоматический переключатель инструмента
—
Система смазки
8
manual
Сontrol system
NCStudio
File formats
G-code
Electrics
Engines
Leadshine dma860h
Sensors
capacitive
Power consumption (no pump)
3900 kW
Supply мощность
220-380 В
Силовая электрика
Chint
Типы подключения машины
D-SUB DA-15
Вращения
Программное обеспечение и руководство
Система выравнивания портала
Да
Программное обеспечение
NCStudio
Transfer
Wi -Fi, LAN, USB
Motor
Leadshine
Rails
Hiwin
Coreldraw, Photoshop, Autocad
Bmp, GIFG. , CDR, DXF, AI, SVG
, CDR, DXF, AI, SVG
Логистика
Мы доставим оборудование в соответствии с удобными для вас требованиями:
Доставить товар в место, выбранное покупателем, мы обязаны, и мы несем все транспортные расходы и риски, связанные с доставкой .
Мы обязаны доставить товар в место, выбранное покупателем, и мы несем ответственность за все транспортные расходы и риски, связанные с доставкой.
Мы обязаны доставить товар в место, выбранное покупателем, и мы несем все транспортные расходы и риски, связанные с доставкой.
Прочие продукты
Получить помощь или создать запрос.
Machinepartstoolbox.com | Loveshaw — ШАРИКОВЫЙ ПОДШИПНИК 1616 DSTN — # 1601
Вероятно, в вашем браузере отключен JavaScript.
Для использования функций этого веб-сайта в вашем браузере должен быть включен JavaScript.
. 02.01.2023
— ВОЗВРАТ – ВТОРНИК – 03. 01.2023 .
01.2023 .
ЛЮБЫЕ ОНЛАЙН-ЗАКАЗЫ, ПОЛУЧЕННЫЕ В ЭТО ВРЕМЯ, БУДУТ ЗАПОЛНЯТЬСЯ И ОБРАБОТЫВАТЬСЯ КОГДА МЫ ВОЗВРАЩАЕМСЯ В ОФИС.
ЖЕЛАЕМ ВАМ ОТЛИЧНЫХ ПРАЗДНИКОВ И ДО ВСТРЕЧИ В НОВОМ ГОДУ.
МЫ РЕКОМЕНДУЕМ ЗАПРОСИТЬ ПРЕДЛОЖЕНИЕ НА ЛЮБЫЕ ЗАПЧАСТИ, прежде чем размещать заказ онлайн в текущей среде, поскольку цепочка поставок все еще нарушена, поскольку ЦЕНЫ НА ЗАПЧАСТИ у ВСЕХ OEM-производителей меняются ежедневно.
Happy Holidays
Знаете ли вы, что …. MPT АРЕНДУЕТ термоусадочное оборудование ??? Спросите нас о краткосрочной аренде. Старую машину нельзя починить?
Смотрите наш отдел НОВЫХ машин и оборудования
«ОБЪЯВЛЕНИЕ ЦЕН» LANTECH & LOVESHAW — НЕОБЪЯВЛЕННОЕ ПОВЫШЕНИЕ ЦЕН
….. По состоянию на 1 апреля 2022 г. компания Lantech и 1 августа 2022 г. компания Loveshaw приняла решение о повышении цен на 51 PARTS на ВСЕ. Это увеличение не является стандартным фиксированным процентным увеличением.
компания Lantech и 1 августа 2022 г. компания Loveshaw приняла решение о повышении цен на 51 PARTS на ВСЕ. Это увеличение не является стандартным фиксированным процентным увеличением.
Каждая часть может иметь разное процентное увеличение, связанное с ней. К сожалению, для ВСЕХ перечисленных деталей Lantech и Loveshaw потребуется новая указанная цена ,
, так как каждая часть может сильно отличаться. Цены на ВСЕ ЗАПЧАСТИ LANTECH & LOVESHAW указаны в Интернете: «МОГУТ ИЗМЕНЯТЬСЯ» . Пожалуйста, запросите расценки
перед любой покупкой.
Любые онлайн-заказы, размещенные на LANTECH & LOVESHAW Parts БЕЗ НОВОЙ ЦЕНЫ, НЕ будут выполнены , поскольку у нас даже нет информации
с завода, пока мы не получим от них новые предложения наша команда работает над предоставить вам точные цены и информацию как можно быстрее.
МЫ РЕКОМЕНДУЕМ ЗАПРОСИТЬ ПРЕДЛОЖЕНИЕ НА ЛЮБЫЕ ЗАПЧАСТИ, прежде чем размещать заказ онлайн в текущей среде, поскольку цепочка поставок все еще нарушена, поскольку ЦЕНЫ НА ЗАПЧАСТИ ВСЕХ OEM-производителей меняются ежедневно.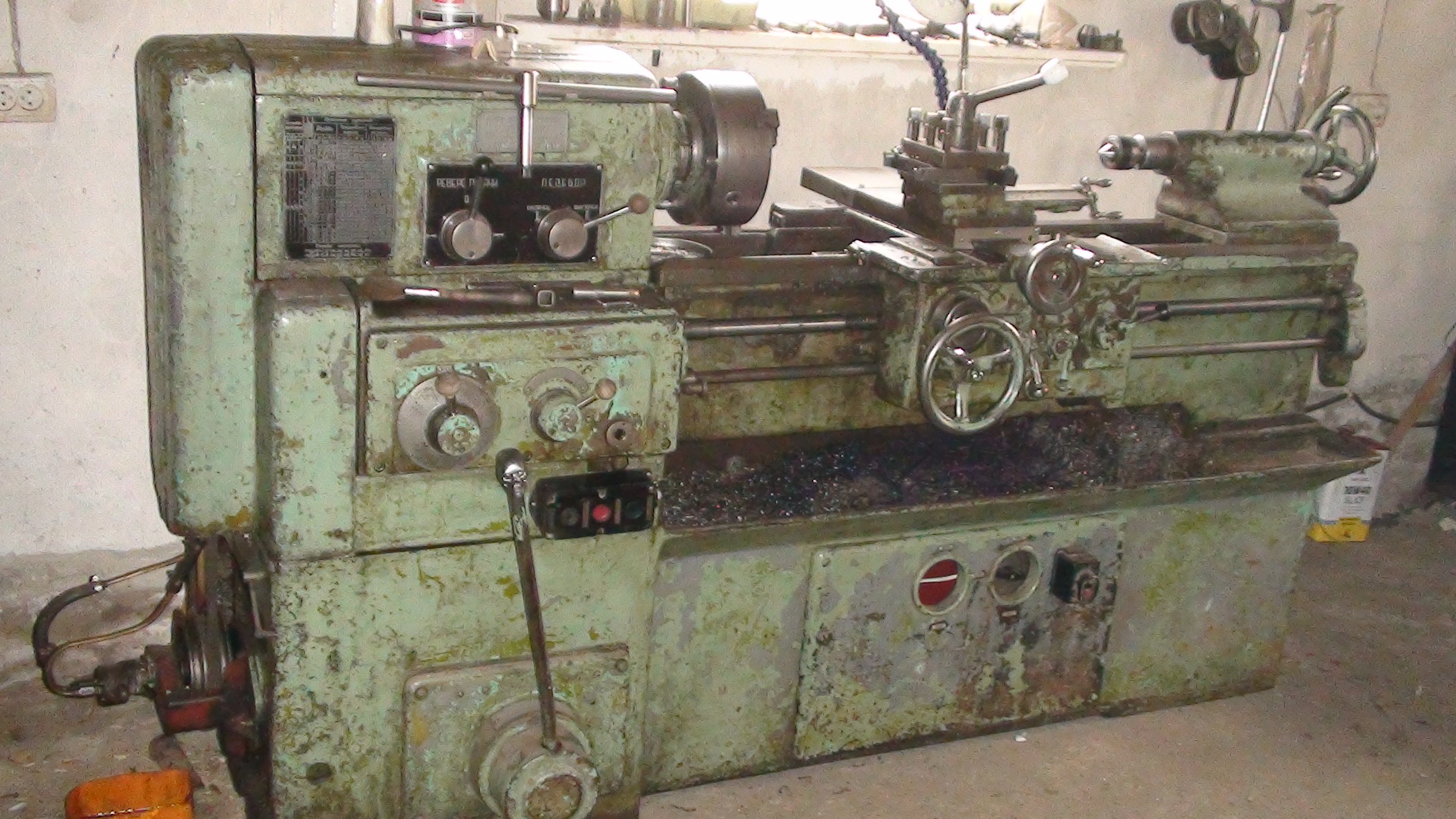
Приносим извинения за неудобства!
- Описание продукта
- Информация о производителе
- Метки товаров
Описание продукта
Детали
Loveshaw — ШАРИКОВЫЙ ПОДШИПНИК 1616 DSTN — # 1601
Пользовательские уведомления:
Цены могут меняться в зависимости от производителя.
Информация о производителе
Информация о производителе
| Краткое описание | Loveshaw — ШАРИКОВЫЙ ПОДШИПНИК 1616 DSTN — # 1601 |
|---|---|
| Артикул | М-1807-П |
| Пользовательская заметка | № |
| Дополнительная информация | № |
| Марка машины | Лавшоу — Маленький Дэвид |
| Артикул производителя | 1601 |
| Номер модели производителя | 1601 |
| Категория производителя | Л02 |
| Единица измерения | каждая |
Обзор товара
Метки товара
Добавьте свои теги:
Используйте пробелы для разделения тегов.
Всего комментариев: 0