Тестовый кубик: 3d модель Тестовый кубик. Калибровочный кубик. для 3d принтера
Содержание
Лучшие STL-файлы для 3D-принтера Calibration・Cults
Dennys Wang’s Exposure Tester 7 v2 как RERF
Бесплатно
Защитный чехол для Kobo Libra h3O
Бесплатно
Калибровочный куб
Бесплатно
Выравниватель кровати FlashForge Creator Pro 2
Бесплатно
Калибровочные кубы
Бесплатно
KaliCube — Калибровочный тест
Бесплатно
Калибровочный камень «Домино
Бесплатно
калибровочный куб
Бесплатно
Комбинированный калибровочный кубик
Бесплатно
Настраиваемый генератор маршрутов уровня кровати — выровнять любой принтер легко!
Бесплатно
Предельно настраиваемая температурная башня
Бесплатно
Тестовая печать Пытка Калибровка Куб Принтер Настройка Тест Быстрая печать
Бесплатно
Полуавтоматическая калибровка кровати размером 300*300
Бесплатно
Двойной экструдер Cali cube
Бесплатно
Разрубатель светового меча (в большинстве случаев не нужен)
Бесплатно
01 ТЕМПЕРАТУРА БАШНИ 200-185 °C
Бесплатно
03 КАЛИБРОВКА ОСИ XYZ КУБА XYZ
Бесплатно
Уровень кровати
Бесплатно
Приспособление для калибровки отверстий
Бесплатно
Калибровка куба
Бесплатно
Калибровочный испытательный квадрат 100x100x5 мм с мостиком
Бесплатно
Кольцо для испытания кубиков на скорость 200x5x5 мм
Бесплатно
Калибровка Zoren
Бесплатно
Испытания на растяжение
Бесплатно
Калибровочный инструмент с проверкой оси Z
Бесплатно
Проверка калибровки замка
Бесплатно
Calibración Rápida de Cama (Futbol) / Быстрая калибровка кровати (футбол)
Бесплатно
Держатель микрометра Mitutoyo 1″ и 2″
1,89 €
Calibration trous et cylindres / Отверстия и цилиндры
Бесплатно
Витые двухцветные калибровочные кубики XYZ
Бесплатно
Тестер первого слоя/постельной сетки
Бесплатно
вспомогательное испытание
Бесплатно
фанблейд
Бесплатно
куб для калибровки осей
Бесплатно
Калибровочный кубик 10 мм с отверстием
Бесплатно
калибровочный куб 20x20x20 xyz
Бесплатно
BenchmARRRk_V1
Бесплатно
Калибровочный кубик + игральная кость «Заказ фастфуда»
Бесплатно
Испытание на горизонтальное расширение XYZ
Бесплатно
Куб 2.
 0
0
0,91 €
XY-CUBE Рождество
Бесплатно
Калибровочная вафля
Бесплатно
Испытание смоляной башни Sparkmaker v4
Бесплатно
Калибровочные кубики Minecraft
Бесплатно
Испытание на прилегание концентрического кольца
Бесплатно
Калибровочная плита с двумя головками — Контрольная доска
Бесплатно
Калибровочная деталь для 3D принтера
Бесплатно
Сцепляющиеся калибровочные зажимы — Кривые и прямые линии
Бесплатно
как подготовиться к 3D-печати, чтобы результат вам понравился
Вы счастливый обладатель 3D-принтера? Рано или поздно настанет момент, когда вам надоест печатать чужие модели и захочется создавать свои.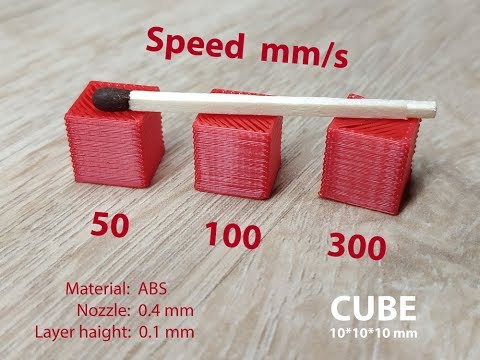 Если вы хотите начать печатать модели технической направленности или делать запчасти для различной техники, то вам не обойтись без основ 3D-моделирования в САПР. Моделирование поможет создать макет, прототип, готовое изделие, формы для отливок и другие технологические приспособления для изготовления детали. Если вы уже изучили справочные материалы, встроенные в САПР, и научились основам проектирования, наши советы помогут адаптировать модели под 3D-печать и получить результат, который вам точно понравится.
Если вы хотите начать печатать модели технической направленности или делать запчасти для различной техники, то вам не обойтись без основ 3D-моделирования в САПР. Моделирование поможет создать макет, прототип, готовое изделие, формы для отливок и другие технологические приспособления для изготовления детали. Если вы уже изучили справочные материалы, встроенные в САПР, и научились основам проектирования, наши советы помогут адаптировать модели под 3D-печать и получить результат, который вам точно понравится.
1. Моделируйте устойчивое основание
По возможности создайте в модели хотя бы одну плоскую грань, которую можно использовать как основание для установки на стол. Это позволит обойтись минимальным количеством поддержек и улучшит прилипание модели к основанию.
2. Рассчитывайте усадку
Печатаем тестовый кубик 50х50х50 мм и измеряем его после печати. Тестовая модель должна печататься из того же материала и с теми же параметрами нагрева, заполнения и обдува, что и предполагаемая итоговая модель.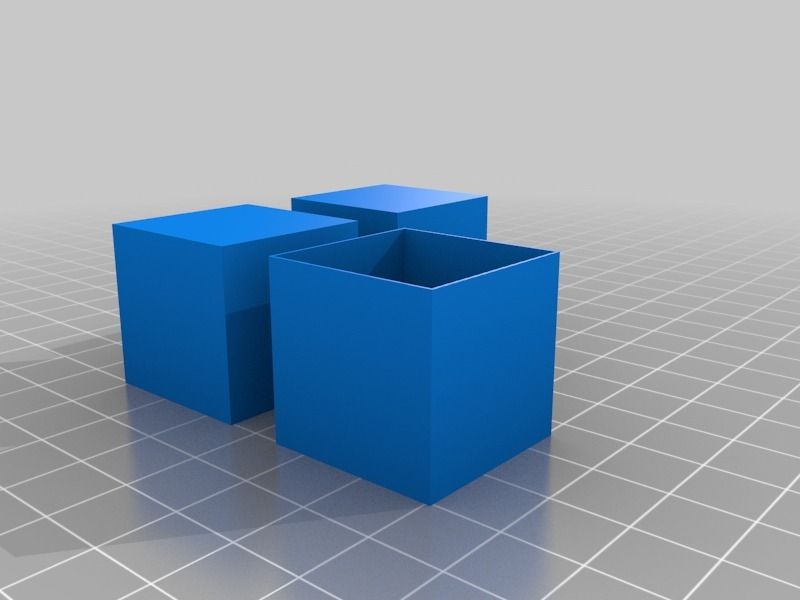 Желательно, чтобы принтер также был предварительно откалиброван на нужный материал.
Желательно, чтобы принтер также был предварительно откалиброван на нужный материал.
После этого с помощью допусков на размер, в крайнем случае — масштабирования, корректируем размеры для компенсации усадки. Необходимо учитывать, что усадка может быть неравномерной по разным осям (обычно отличается по оси Z). Также отдельно следите за усадкой для отверстий. Желательно сделать в тестовой модели все отверстия, которые планируется делать в итоговой. Если планируете резьбу, её также необходимо предварительно протестировать.
3. Следите за толщиной стенок
Толщина стенок должна быть, как минимум, в два раза больше диаметра (нити) экструзии, которая определяется диаметром сопла. Более того, при расчете тонких стенок надо учитывать, что при сплошном заполнении толщина стенки должна быть кратна диаметру экструзии.
4. Силовые элементы должны быть максимально объемными
При создании нагруженного элемента с помощью 3D-печати лучше всего придать ему объем и по максимуму объединить с конструкцией в единое тело.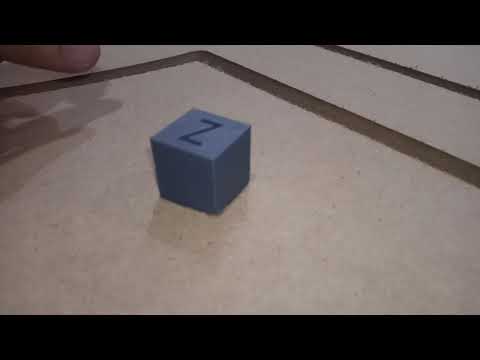 Это позволит силовому элементу выдерживать большие нагрузки при минимальном заполнении.
Это позволит силовому элементу выдерживать большие нагрузки при минимальном заполнении.
5. Проектируйте силовые элементы с учетом направления печати
Нагрузка должна распределяться поперек слоев печати, а не вдоль. Иначе слои могут разойтись, так как сцепление между слоями не 100%-ное.
6. Используйте упрочняющие элементы
Подобный вырез позволит сделать модель прочнее и жестче, а также сократит массу; фактически профиль станет похож на двутавровую балку. Такая форма позволяет достичь максимальной продольной жесткости при наименьшей массе.
7. И «косынку»!
Использование ребра жесткости («косынки») сделает модель прочнее и легче. Левая и крайняя правая модель обладают равной прочностью при одинаковом заполнении, но пластика на печать правой модели уйдет намного меньше.
8. Добавляйте скругления и фаски
На все ребра по возможности добавляйте фаски, а лучше скругления. Особенно важно скруглять нагруженные и силовые элементы детали. Это избавит модель от участков с высокой концентрацией напряжения, сделает ее более приятной тактильно и исключит появление заноз. Также скругление не позволит детали расползаться вдоль слоев после минимального повреждения.
Особенно важно скруглять нагруженные и силовые элементы детали. Это избавит модель от участков с высокой концентрацией напряжения, сделает ее более приятной тактильно и исключит появление заноз. Также скругление не позволит детали расползаться вдоль слоев после минимального повреждения.
9. Добавляйте ребра жесткости
Для выступающих бобышек нужно добавлять ребра жесткости. Они защитят бобышку от слома при приложении боковых усилий. Задача ребер жесткости — уменьшать рычаг для приложения силы к краю бобышки и распределять нагрузку на большую площадь.
10. Укрепляйте отверстия
Если планируются отверстия под крепеж, например под саморезы, их надо укреплять набором небольших концентрических отверстий вокруг него. Когда резьба прорежет основное отверстие, боковые отверстия не позволят разрыву разрастаться и спасут деталь от трещин.
11. Большая толщина для прочности
Для большей прочности на изделиях без мелких деталей лучше использовать сопло большего диаметра — это улучшит прочность наружного слоя модели за счет более надежного взаимодействия слоёв.
12. Делайте мелкие отверстия для локального упрочнения
Для усиления какой-то части модели (актуально при заполнении меньше 100%) можно добавить в неё множество отверстий, сравнимых с диаметром сопла — отверстия практически не пропечатаются, но вокруг них будет прочная оболочка.
13. Разные цвета — разные тела
Если нужно сделать двухцветную модель — делаем цвета отдельными телами, а потом выставляем каждому телу нужное сопло.
14. Поддержки тоже можно делать в САПР
Чтобы сэкономить материал, поддержки можно сделать в программе (и тоже отдельным телом). Обычно этого не требуется, и слайсер справляется с созданием поддержек, но не стоит забывать об этой возможности.
15. Заранее протестируйте печать зубчатой пары
При печати зубчатых колес имеет смысл предварительно распечатать часть каждого колеса и проверить качество прилегания, чтобы точно знать, что усадка не помешает прилеганию. Зубчатые колеса печатаются долго, поэтому для проверки проще напечатать только часть.
16. Булева операция для резьбовых деталей
При создании пары резьбовых деталей, например, болт-гайка, создавайте ответную резьбу булевой операцией с учетом усадки, чтобы обеспечить зазор. Так вы получите точно совпадающую резьбу и гарантированный зазор.
Что ещё важно?
Правильно настройте параметры сохранения в Stl.
Используйте расчеты: от расчёта МЦХ до конечно-элементных расчётов и топологической оптимизации.
Используйте поверхностное моделирование, чтобы сделать модель более эргономичной.
От лица редакции благодарим команду КОМПАС-3D за материал
Используйте калибровочный куб XYZ для диагностики проблем 3D-печати и настройки вашего — 3D-принтера Anet
Калибровочный куб обычно представляет собой классический куб с вогнутыми буквами X, Y и Z на поверхностях. Он известен тестовым кубом для 3D-принтера. Потому что он напечатан для обнаружения таких проблем, как ореолы 3D-печати, колебание Z, слоновья нога и неточное измерение по осям X, Y или Z. И, исходя из вопроса о кубе печати, вы можете соответствующим образом настроить свой 3D-принтер до наилучшего состояния.
Слоновья лапа, часто встречающийся симптом в 3D-печати. Здесь мы рекомендуем два распространенных типа: классический калибровочный куб XYZ и калибровочный кот.
1. Классический калибровочный куб XYZ 20 мм
Классический калибровочный куб XYZ уже описан в начале и имеет различные размеры, часто 20 мм, 16 мм или 10 мм.
Classic 20mm XYZ Calibration Cube
Designer: iDig3Dprinting
Thingiverse download link: https://www.thingiverse.com/thing:1278865
XYZ Calibration Cube shared by ThirstyTurtle328
2. Calibration Cat
Калибровочный кот по прозвищу Кали-кот — еще одна популярная среди пользователей 3D-принтеров вариация калибровочного куба.
Дизайнер: Dezign
Ссылка для скачивания Thingiverse: https://www.thingiverse.com/thing:1545913
Калибровочный тестовый куб Новое в 2021 г.
3. Тестовый куб для 3D-принтеров Helix
Дизайнер: FloridaMan *30*30 мм спиральный испытательный куб:
- нанизывание
- мосты (чисты ли мосты над буквой, включая большую площадь внутри?)
- ореолы / звонки
- выступы
- точность размеров по всем осям
- высота первого слоя (четко ли виден логотип с нижней стороны, есть ли отверстия в узких местах?)
- Была ли спираль напечатана аккуратно с одной линией стенки?
- Есть ли проблемы с Z-образным швом из-за многочисленных ретракций?
- Буква Z была напечатана сверху аккуратно?
在 Instagram 查看这篇帖子
Anet3dprinter (@anet3dprinter) 分享的帖子
Кроме калибровочного тестового куба XYZ, мы также можем найти несколько тестовых моделей 3D-принтеров, которые специализируются на тестировании определенных функций. Мы также перечислим некоторые из них.
4. Тестовая модель натяжения струн
Дизайнер: Loohney
Ссылка для скачивания Thingiverse: Thing 2080224
Как работает калибровочный куб?
Вогнутые буквы X, Y и Z на калибровочном кубе обычно обозначают оси X, Y и Z нашей печати. Следовательно, мы можем точно определить, по какой оси возникает проблема, и решить, в чем заключается проблема, в неточном выравнивании или смещении размеров.
Также мы можем увидеть, нет ли нитей натяжения, выпуклости или ненормальной текстуры на поверхности калибровочного куба.
Одним словом, аномальные симптомы или смещения размеров напечатанного калибровочного куба дадут нам точный ответ о проблемах нашего 3D-принтера.
Настройки Cura для XYZ Calibration Test Cube Print
Настройки Cura также влияют на результат 3D-печати. Таким образом, перед печатью калибровочного куба XYZ необходимо указать правильные настройки Cura, чтобы неправильные настройки не ввели нас в заблуждение.
Рекомендуемая настройка Cura для печати калибровочного куба XYZ:
Подложки: нет
Опоры: нет
Разрешение: 0,1 мм
Заполнение: 30%
Справочное руководство по настройке профиля Cura на 3D-принтерах серий Anet ET4 и ET5 можно найти в нашем блоге.
Симптомы проблем с 3D-печатью и решения
Если ваш 3D-принтер работает неправильно, на распечатанном калибровочном кубе XYZ появятся некоторые симптомы. Это ореолы или звон 3D-печати, колебание оси Z, слоновья нога или вздутие нижнего слоя, неправильные шаги Y, Y или Z на миллиметр.
Давайте посмотрим, почему и как правильно настроить наш 3D-принтер.
1. 3D-печать с ореолом / звоном
3D-печать с ореолом или звоном — это такой симптом, как у нас астигматизм и двоящиеся изображения. На калибровочном кубе появляются двоящиеся текстуры.
Проблема может быть вызвана ослаблением ремня, слишком высокой скоростью печати или неустойчивым основанием. Решения заключаются в затягивании ремней X и Y 3D-принтера, снижении скорости печати и размещении 3D-принтера на прочном столе.
2. Вобуляция по оси Z
Колебание по оси Z (колебание по оси Z) в 3D-печати является признаком того, что слои плохо выровнены с соседними слоями сверху и снизу. Мы часто называем этот симптом полосатостью слоя 3D-печати.
Решение проблемы с колебанием Z:
- Правильное выравнивание оси Z
- Используйте высоту половинного или полного шага
- Включить постоянную температуру слоя
- Стабилизация стержней оси Z с помощью держателя подшипника ходового винта для устранения биения оси Z.

- Стабилизация подшипников и направляющих на другой оси/печатной платформе
3.
Слоновья лапа / выпячивание нижнего слоя
Выпячивание нижнего слоя, обычно называемое слоновьей лапой, заключается в том, что нижний слой отпечатка выдавливается, как слоновья лапка.
Решения для 3D-печати стопы слона:
- Выровняйте 3D-принтер и отрегулируйте высоту сопла от станины
- Снижение температуры слоя для увеличения скорости охлаждения нижнего слоя
- Всегда печатать с подложкой
- Добавление фасок к некоторым конкретным моделям
4.
Неточное измерение X, Y или Z
Неточные размеры X, Y или Z — еще один распространенный признак неправильной 3D-печати. Измерьте размеры по осям X, Y и Z с помощью цифрового штангенциркуля. Если какой-либо из размеров отличается от стандартного размера калибровочного куба, нам необходимо откалибровать шаг X, Y или Z на миллиметр соответственно.
Калибровочный куб может обнаружить неточные размеры на 3D-принтере.
Например, мы печатаем калибровочный куб XYZ размером 20 мм и измеряем, что размер по оси X достигает только 19,74 мм, что немного меньше 20 мм. Таким образом, мы можем увеличить значение шагов на миллиметр по оси X. Если измеренное число превышает 20 мм, то мы соответственно уменьшаем значение шагов на миллиметр.
Печать куба калибровки XYZ — это простой, но хороший метод обнаружения проблем с 3D-печатью. Если у вас возникли проблемы с печатью, попробуйте и настройте свой 3D-принтер в наилучшем состоянии.
Подано в:
3D печать стопы слона,
ореолы 3D-печати,
калибровочный куб,
Калибровочный куб XYZ
Одношаговый тест на наркотики в слюне Оральный куб 12 Панель с алкоголем 25 шт. в коробке
Описание продукта
One-Step от American Screening Corporation – это тест слюны на наркотики и алкоголь, предназначенный для обнаружения недавних наркотиков использование и может обнаруживать конфигурации из 7 или 11 наркотиков, включая тест-полоску на алкоголь, которая проверяет наличие алкоголя в параметрах 0,02–0,30% BAC. Скрининг пероральных жидкостей на наркотики имеет определенные преимущества по сравнению с скринингом других жидкостей человека, таких как моча и кровь. Слюну (пероральную жидкость) обычно легко собрать, и вероятность того, что она будет фальсифицирована, гораздо меньше, в отличие от мочи. С помощью тестов ротовой жидкости наркотики могут быть идентифицированы сразу после их употребления.
Oral Cube — это недавно разработанный тест слюны ротовой полости на наркотики и алкоголь, который делает процедуру теста простой и легкой в выполнении. В прошлом продукты для тестирования на наркотики по слюне были сложными в использовании и запутанными. Oral Cube упрощает задачу: тампон вставляется и вынимается из набора для тестирования: вынимается для нанесения и обратно для получения результатов теста. Убедитесь, что тампон содержит достаточное количество слюны для начала теста, так как он должен быть полностью пропитан образцом слюны. Затем набор для тестирования Oral Cube выполнит работу по доставке образца слюны из полости рта в камеру обнаружения, после чего будут получены результаты.
Одношаговый 12-панельный анализ слюны на наркотики: ALC (алкоголь), AMP, BAR, BUP BZO, COC, mAMP, MTD, OPI, OXY, PCP, THC
ХАРАКТЕРИСТИКИ
- Простота и удобство
- Простое устройство, состоящее из 2 частей
- Контролируемых мест сбора больше нет
- Наблюдаемые коллекции, трудно подделать
- Больше сборов за сбор нет
- Читать результаты по алкоголю через 2 минуты
- Читать результаты через 11 минут , не действует после
5
Продано 25 тестов в коробке
Заказ имеет право на бесплатную наземную доставку!
Инструкции: Просто поместите губку для сбора в рот донора на 3 минуты, а затем поместите ее в куб для сбора. Держите куб вертикально и закройте крышку, сжав губку внутри.
| Панель испытаний на наркотики | Калибрую | Уровень отсечения |
|---|---|---|
| Алкоголь (ALC) | Алкоголь | Алкого. <- Предыдущий пост: Ex 310 станок: Takisawa EX-310 — Токарный станок с ЧПУ с приводным инструментом Следующий пост: Пластик типы: Виды пластика и его использование (таблица) -> |
Всего комментариев: 0