Что такое еврорукав в полуавтомате: Рукав сварочный для полуавтомата: какую горелку лучше взять
Содержание
Рукав сварочный для полуавтомата: какую горелку лучше взять
Сварочный рукав полуавтомата предназначен для передачи защитного газа, проволоки и электрического тока, замыкающего дугу. По мере эксплуатации резиновая оболочка трескается и газ начинает просачиваться наружу. Возможны порезы об острые края или оплавление расплавленным металлом. Кабель-канал для подачи проволоки забивается мусором, из-за чего проволока подается рывками, с задержками. В таком случае необходима замена сварочного рукава для полуавтомата. Здесь мы рассмотрим разновидности комплектующих, советы по выбору и эксплуатации.
В этой статье:
- Устройство сварочного рукава полуавтомата
- Советы по выбору сварочного рукава ПА
- Советы по эксплуатации и хранению
- Сводная таблица соотношения режима сварки к материалу
Устройство сварочного рукава полуавтомата
В продаже сложно найти отдельные рукава для полуавтомата. Чаще всего они продаются в комплекте с горелкой и разъемом подключения, представляя собой одно целое. Сам рукав состоит из:
Чаще всего они продаются в комплекте с горелкой и разъемом подключения, представляя собой одно целое. Сам рукав состоит из:
Горелка MIG в разборе
Состав:
|
№ |
Описание |
|---|---|
|
1 |
Сопло газовое |
|
2 |
Токосъемник медный |
|
3 |
Диффузор медный |
|
4 |
Спираль |
|
5 |
Гусак (Головная часть горелки) |
|
6 |
Пластиковая насадка |
|
7 |
Наклейка |
|
8 |
Кнопка |
|
9 |
Винт |
|
10 |
Ручка горелки |
|
11 |
Пластиковая насадка |
|
12 |
Пружинная насадка |
|
13 |
Коаксиальный кабель |
|
14 |
Пружинная насадка |
|
15 |
Задняя ручка |
|
16 |
Винт |
|
17 |
Пластиковая наса |
|
18 |
Евро разъем |
|
19 |
Гайка |
|
20 |
Ключ |
|
21 |
Канал металлический |
В некоторых моделях применяется дополнительное жидкостное охлаждение.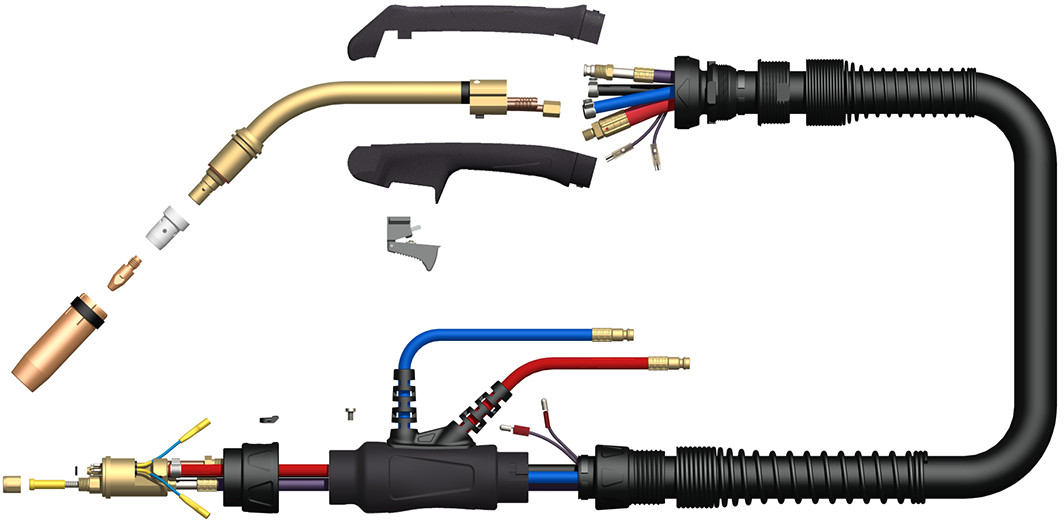 На одном конце рукава находится разъем, подключающий подачу силового тока, газа, проволоки от барабана. От разъема отходит фишка для отдельного запитывания низковольтных кнопок управления.
На одном конце рукава находится разъем, подключающий подачу силового тока, газа, проволоки от барабана. От разъема отходит фишка для отдельного запитывания низковольтных кнопок управления.
Горелка фиксируется с другой стороны. В ней имеется мундштук для передачи напряжения на проволоку, сопло, направляющее защитный газ, термоизолирующая рукоятка, кнопка управления. Все это является расходным материалом полуавтомата, изнашиваясь по мере эксплуатации.
Советы по выбору сварочного рукава ПА
Если механически повредился только один элемент (канал, силовой провод, шланг), его можно заменить отдельно. При естественном износе всех элементов целесообразно сразу заменить всю горелку с рукавом или шлейфом. Изделия продаются с кратким описанием характеристик, ГОСТов и параметров, которые мы сейчас рассмотрим. Коды товаров и артикулы поставщиков (дополнительная маркировка) не важны для выбора, а пригодятся при ремонте, чтобы подобрать комплектующие.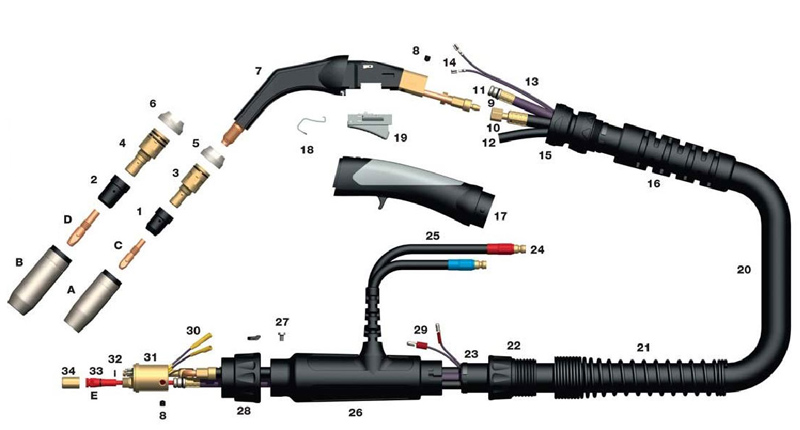
Максимальный ток
СкрытьПодробнее
Максимальная сила тока — один из наиболее важных параметров при выборе сварочного рукава с горелкой для полуавтомата. Характеристика варьируется от 150 до 550 А. Чем выше показатель, тем толще получится проварить металл, при условии, что полуавтомат способен выдать такой ток.
Если предельная сила тока горелки 200 А, а сварку вести на 300 А, сварочный рукав быстро перегреется, может оплавиться защитная оболочка, изделие станет непригодным. Когда предстоит часто сваривать толстый металл, выбирайте товар с показателем 350-450 А, как например горелка для полуавтомата (Mig MAXI 450 Euro TW)
Для сварки кузовного металла полуавтоматом достаточно рукава с горелкой до 180 А. Хороший вариант — БАРСВЕЛД MIG-15 (180 А, 4 м)
Длина рукава
СкрытьПодробнее
Встречается размер от 3 до 5 м. Влияет на маневренность сварщика, чтобы передвигаться вокруг объемной конструкции без перетаскивания полуавтомата. Если часто варите фермы, крупные емкости, каркасы — понадобится сварочный рукав 5 м. Когда работы ведутся преимущественно за сварочным столом, достаточно короткой горелки 3 м.
Влияет на маневренность сварщика, чтобы передвигаться вокруг объемной конструкции без перетаскивания полуавтомата. Если часто варите фермы, крупные емкости, каркасы — понадобится сварочный рукав 5 м. Когда работы ведутся преимущественно за сварочным столом, достаточно короткой горелки 3 м.
Соединение горелки с рукавом
СкрытьПодробнее
В бюджетных версиях рукав заходит внутрь горелки путем жесткого закрепления. Чтобы избежать перелома, производитель предусматривает небольшую пружину, предупреждающую загиб. В более крутых вариантах, как у горелка для MIG сварки, есть шарнирное соединение. Рукав крутится, но не выкручивает горелку. Это удобнее для накладки аккуратных швов.
Диаметр канала
СкрытьПодробнее
Канал, по которому движется сварочная проволока, выполнен в виде жесткой плотной спирали. Он может быть рассчитан на диаметр от 0.6 до 2.0 мм. Когда часто приходится работать с металлами разной толщины, большой диаметр канала будет плюсом. Вы сможете чередовать установку катушек с тонкой и толстой проволокой, минимально теряя время. Но если требуется сваривать полуавтоматом только тонкий металл (1.0-2.0 мм), ищите рукав с каналом 0.8-1.0 мм. В нем проволока будет меньше болтаться и подача заметно ровнее.
Он может быть рассчитан на диаметр от 0.6 до 2.0 мм. Когда часто приходится работать с металлами разной толщины, большой диаметр канала будет плюсом. Вы сможете чередовать установку катушек с тонкой и толстой проволокой, минимально теряя время. Но если требуется сваривать полуавтоматом только тонкий металл (1.0-2.0 мм), ищите рукав с каналом 0.8-1.0 мм. В нем проволока будет меньше болтаться и подача заметно ровнее.
Морозостойкость
СкрытьПодробнее
Параметр прописывается по ГОСТ 15150-69, указывая в каком микроклимате допустима эксплуатация. Большинство товаров выпускается с индексом «У», подразумевающим умеренный климат. Если работы ведутся на улице в зиму, выбирайте рукава для полуавтоматов с индексом «УХЛ». При сварке на нефтяных морских платформах используют горелки с маркировкой «М», устойчивые к холоду, влаге и солям в воздухе.
Разъем
СкрытьПодробнее
Бывает Евро или обычный штыревой. Не влияет на качество сварки, а лишь определяет способ подключения к полуавтомату. Разъемы не взаимозаменяемы, поэтому посмотрите в инструкции по эксплуатации, какой тип у вашего сварочного аппарата.
Не влияет на качество сварки, а лишь определяет способ подключения к полуавтомату. Разъемы не взаимозаменяемы, поэтому посмотрите в инструкции по эксплуатации, какой тип у вашего сварочного аппарата.
Эргономика
СкрытьПодробнее
Хороший пример эргономики
Совсем простенькие горелки имеют прямую рукоятку и ровную прямоугольную кнопку. Они подойдут для непродолжительной сварки от случая к случаю. Когда предстоит варить полуавтоматом каждый день по 4-8 часов, удобнее горелки с эргономичными вырезами под пальцы и изогнутой кнопкой. Чтобы удерживать горелку, требуется меньше усилий и от нее меньше устает рука.
Гибкость
СкрытьПодробнее
При работе с полуавтоматом важна гибкость сварочного рукава. Этот параметр нигде не прописывается, поэтому пробовать нужно вручную при покупке в магазине. Возьмите горелку в руку и поднимите с согнутым локтем до уровня головы. Если рукав не образует вертикальный свес от изгиба, а торчит дальше по косой — это жесткий вариант. Он подойдет только для настольной сварки, а подлазить под крупные изделия или внутрь емкостей с ним будет неудобно.
Возьмите горелку в руку и поднимите с согнутым локтем до уровня головы. Если рукав не образует вертикальный свес от изгиба, а торчит дальше по косой — это жесткий вариант. Он подойдет только для настольной сварки, а подлазить под крупные изделия или внутрь емкостей с ним будет неудобно.
Тип охлаждения
СкрытьПодробнее
Охлаждение бывает воздушным и водяным. В первом случае тепло отводится естественным путем — уходит от разогретого сопла и мундштука в воздух. Вариант подойдет для сварки тонких металлов, а также непродолжительной сварки толстых сталей 10-20 мм.
Для жидкостного охлаждения в сварочном рукаве полуавтомата предусматривают две дополнительные герметичные трубки. Они доходят до самой горелки, а на обратной стороне подключаются к расширительному баку. По системе циркулирует этиленгликоль, смешанный с дистиллированной водой. В схеме есть насос, радиатор охлаждения и вентилятор. Все очень похоже по принципу работы на систему охлаждения двигателя в автомобиле.
В схеме есть насос, радиатор охлаждения и вентилятор. Все очень похоже по принципу работы на систему охлаждения двигателя в автомобиле.
Когда горелка и рукав нагреваются от сварки, запускается циркуляция, лишнее тепло забирает жидкость и уносит в радиатор. Это позволяет работать долго на повышенных токах 400-500 А без перегрева и простоя. Покупка сварочного рукава с водяным охлаждением оправдана в случае присутствия такой функции в самом аппарате. Если в нем нет блока, то его можно докупить отдельно. Практичный и надежный вариант подобной горелки — Abicor Binzel RB 610 D WZ-2
Особая конфигурация
СкрытьПодробнее
Большинство горелок выполняются максимально тонкими, чтобы не перегружать руку сварщика. Но если регулярно приходится варить в потолочном положении, расплавленный металл, окалины падают на руку. Даже в крагах это неприятно, нитки швов быстро перегорают, появляются дыры. В таком случае выбирайте сварочный рукав с горелкой, оснащенной дополнительной защитой от брызг, как например у горелки А-1231-5Г3
В таком случае выбирайте сварочный рукав с горелкой, оснащенной дополнительной защитой от брызг, как например у горелки А-1231-5Г3
Советы по эксплуатации и хранению
Чтобы сварочный рукав прослужил дольше, при эксплуатации важно соблюдать ряд простых правил:
- Не допускайте сильных перегибов. Во время сварки это усложнит подачу проволоки от барабана, скажется на качестве шва. При загибах можно окончательно повредить канал подачи, переломить шланг с газом. Без защитного газа шов станет пористым, непрочным. Допустимы сгибы рукава с радиусом 30 см и более. Лучше всего размещать шланг-пакет под прямым углом.
- Старайтесь не цепляться рукавом за острые углы, выступы. Они способны порезать защитную оболочку, газовый шланг, изоляцию силового провода.
- Если сварочный рукав полуавтомата попал в машинное масло, топливо, — сразу вытрите его сухой тряпкой. Эти вещества могут разъесть кожух.
- Не бросайте рукав под ногами.
 Другие сотрудники могут легко споткнуться об шланг-пакет, наступить, проехать по нему тележкой, уронить сверху тяжелый предмет.
Другие сотрудники могут легко споткнуться об шланг-пакет, наступить, проехать по нему тележкой, уронить сверху тяжелый предмет. - Хранить сварочный рукав лучше всего на аппарате, подвесив на специальные крючки, предусмотренные на тележке.
- Когда варите в потолочном или вертикальном положении шва, обращайте внимание, чтобы окалины и жидкий металл не стекал на рукав. При необходимости закройте рукав листом металла.
Сводная таблица соотношения режима сварки к материалу
Чтобы понять, какой сварочный рукав нужен для работы с определенными сварочными токами, рассмотрим их соотношение в таблице.
|
Толщина пластины,мм |
Сила тока,А |
Диаметр проволоки,мм |
|---|---|---|
|
1.0-1.5 |
60-115 |
0.  8-1.0 8-1.0
|
|
2.0-3.0 |
130-170 |
1.2 |
|
4.0-5.0 |
200-300 |
1.2-1.4 |
|
6.0 и выше |
300-400 |
1.6 |
При этом настраивается расход газа в пределах 6-11 литров в минуту, чтобы шов ложился без пор. Скорость подачи проволоки каждый сварщик устанавливает индивидуально в пределах 30-45 м/мин. Слишком большая скорость приведет к уменьшению электрической дуги, проволока будет как бы прокалывать сварочную ванну. Низкая скорость приведет к тому, что проволока будет плавиться далеко от места стыковки и сильно разбрызгиваться.
Хороший выбор сварочных рукавов для полуавтоматов рекомендуем посмотреть в каталоге горелок для полуавтоматов сварочных (MIG-MAG). В каталоге есть горелки с шланг-пакетами любых характеристик, описанных в статье. Но ходовые модели, популярные у сварщиков, быстро разбирают. Успейте купить ту, которая подойдет вам для конкретных задач.
В каталоге есть горелки с шланг-пакетами любых характеристик, описанных в статье. Но ходовые модели, популярные у сварщиков, быстро разбирают. Успейте купить ту, которая подойдет вам для конкретных задач.
Ответы на вопросы: как выбрать сварочный рукав для полуавтомата?
Можно ли удлинить сварочный рукав, если его длины не хватает?
СкрытьПодробнее
Соединить два участка канала для подачи проволоки нельзя. Обжимное соединение (доращивание) кабеля питания в горелке создаст дополнительное сопротивление. Поэтому удлинить существующую горелку нельзя. Под «удлинить» подразумевается замена горелки с рукавом на новую, более длинную. Максимальный размер шланг-пакета для полуавтомата составляет 5 м., но можно увеличить длину установив дополнительный механизм подачи и к нему подключить сварочную горелку.
С каким разъемом лучше купить горелку?
СкрытьПодробнее
Разъем подбирается под конкретную модель полуавтомата. Выбирая аппарат для MIG сварки, изначально лучше отдавать предпочтение моделям с Euro разъемом. Когда сварочный рукав повредится, износится, подобрать под него горелку будет легче.
Выбирая аппарат для MIG сварки, изначально лучше отдавать предпочтение моделям с Euro разъемом. Когда сварочный рукав повредится, износится, подобрать под него горелку будет легче.
Можно ли установить в корпус полуавтомата Евроразъем, чтобы подключить соответствующую горелку?
СкрытьПодробнее
Да, можно. Только это влечет за собой переделку аппарата, такую работу может осуществить специализированный центр Потребуется извлечь существующий разъем, отсоединить от него все коммуникации и встроить Euro. Такую работу можно выполнить самостоятельно или заказать в сервисном центре. Но изменение конструкции влечет потерю гарантии на полуавтомат, поэтому, если оборудование еще на гарантии, рекомендуем дождаться окончания гарантийного периода.
Будет ли греть в руку горелка с жидкостным охлаждением при сварке током 300-400 А?
СкрытьПодробнее
Нет, не будет. В ней кабель, по которому течет рабочий ток, размещен внутри герметичного шланга с антифризом. Тепло забирается жидкостью непосредственно от кабеля и уносится в расширительный бак через радиатор. Руке комфортно, поскольку нагревается только сопло.
В ней кабель, по которому течет рабочий ток, размещен внутри герметичного шланга с антифризом. Тепло забирается жидкостью непосредственно от кабеля и уносится в расширительный бак через радиатор. Руке комфортно, поскольку нагревается только сопло.
Что будет, если повредить канал с жидкостным охлаждением?
СкрытьПодробнее
Такое бывает, когда на сварочный рукав роняют тяжелые металлические предметы с острыми гранями. Если оболочка канала разрезана, охлаждающая жидкость вытечет. В таком случае отключите циркуляцию антифриза, чтобы насос не нагнетал давление. Заменить трубку на герметичную можно без замены всего рукава (потребуется разборка шланг-пакета).
Почему в рукаве полуавтомата застревает проволока?
СкрытьПодробнее
Не соответствует кабель канал, токосъемник диаметру проволоки. А так-же возможно попадание в кабель канал ….. Порой такое случается при забивании канала грязью. Для этого периодически нужно прочищать канал проволокой большего диаметра, чем той, что варят. Если это не помогло, канал меняют на новый (продается отдельно).
А так-же возможно попадание в кабель канал ….. Порой такое случается при забивании канала грязью. Для этого периодически нужно прочищать канал проволокой большего диаметра, чем той, что варят. Если это не помогло, канал меняют на новый (продается отдельно).
Остались вопросы
Оставьте Ваши контактные данные и мы свяжемся с Вами в ближайшее время
Обратная связь
Вернуться к списку
Евро рукав для полуавтомата в категории «Промышленное оборудование и станки»
поиск в товарах / по продавцам
Сварочные горелки и резаки
Автоматы и полуавтоматы сварочные
Резиновые шланги
Комплектующие для сварки и пайки
Рожковые ключи
Одноразовая посуда
Спицы, крючки и аксессуары для вязания
Съемные рукава
Паллеты
Комплектующие и запчасти для инструмента
Сварочная проволока
Сварочные наконечники и сопла
Товары, общее
Боди и песочники
Средства для чистки ружей
Рукава пожарные
Горелки
Сифоны, сантехнические трапы
Дрели, шуруповерты
Сварочные пистолеты
Сварочный евро рукав (горелка) 5метров MIG MB-24KD для полуавтомата KZ-2
Доставка по Украине
2 686 грн
Купить
Сварочный рукав (горелка) евро для полуавтомата Get Star Weld MB-25AK PRO 5 метров
Доставка по Украине
3 600 грн
Купить
Сварочный рукав (горелка) в сборе ИСКРА 150А 2,5 метра MB-15 евроразъем KZ-2
На складе
Доставка по Украине
1 165 грн
Купить
Сварочный рукав MB 15 AK евроразъем KZ-2 (горелка) в сборе 180А 3 метра от 0. 6 до 1 мм
6 до 1 мм
На складе
Доставка по Украине
1 285 грн
Купить
Рукав для полуавтомата, купить рукав на полуавтомат, рукав на полуавтомат, еврорукав 3м
Доставка по Украине
1 450 грн
Купить
Рукав MB 15AK 250am 3 метра с евроразъёмом под проволоку Ø 0,6-1,0 мм
Доставка по Украине
1 350 грн
Купить
Сварочный полуавтомат Edon ECO MIG-257 Мощность 257А евро-рукав
На складе в г. Винница
Доставка по Украине
3 799 грн
5 410 грн
Купить
Винница
Адаптер на евро рукав полуавтомата ( ответная часть )
Доставка из г. Ивано-Франковск
708 грн
Купить
Ивано-Франковск
Сварочный рукав (горелка) в сборе ИСКРА 200А 3 метра MB-15 евроразъем KZ-2
На складе
Доставка по Украине
1 265 грн
Купить
Сварочная горелка евро MB-15AK GetStarWeld 5 метров
Доставка по Украине
2 175 грн
Купить
2
3
Вперед
Показано 1 — 29 товаров из 400+
Смотрите также
Сварочный евро рукав
Сварочный рукав для полуавтомата бинцель
Сварочный рукав mig
Сварочный рукав 5 метров
Сварочный рукав бинцель
Горелка для полуавтомата темп
Сварка джасик
Рукав для полуавтомата binzel
Тип сварки миг маг
Полуавтомат еврорукав
Сварочный рукав
Еврорукав
Сварочная горелка 200А
Рукав сварочный горелка
Black Wolf
Евро рукав для полуавтомата со скидкой
Евро рукав для полуавтомата оптом
Популярные категории
Промышленное оборудование и станки
Сварочное и паяльное оборудование
Материалы и комплектующие для сварки и пайки
Сварочные горелки и резаки
Автоматы и полуавтоматы сварочные
Изделия из металла, пластика, резины
Резиновые изделия
Резиновые шланги
Комплектующие для сварки и пайки
Дом и сад
Посуда
Столовая посуда
Одноразовая посуда
Насколько вам
удобно на проме?
Полуавтоматический Против.
 Автоматическое изготовление | Joseph Machine
Автоматическое изготовление | Joseph Machine
Статьи
6 января 2021 г.
Остекление жилых домов — это очень востребованная отрасль, в которой особое внимание уделяется производительности и устойчивости продукта. Мельчайшие детали могут выделить производственные линии среди конкурентов
Выбор подходящего производственного оборудования для ваших линий — будь то полуавтоматический или полностью автоматический — может существенно повлиять на ваши потребности в рабочей силе, качество продукции и производительность. Это важное решение должно основываться на сильных сторонах и целях вашей производственной линии.
В этой статье мы опишем плюсы и минусы каждого типа производственной линии, а также то, что следует учитывать при принятии решения о том, что лучше всего подходит для вашей работы.
Краткий обзор автоматизации JMC
Полностью автоматические станки способны выполнять несколько операций — например, распиловку, сверление, фрезерование и очистку — в рамках одной ячейки. Это может быть очень полезно для операций с ограниченным пространством или рабочей силой, но требует регулярного технического обслуживания и специализированных технических специалистов для поддержания работы линий.
Это может быть очень полезно для операций с ограниченным пространством или рабочей силой, но требует регулярного технического обслуживания и специализированных технических специалистов для поддержания работы линий.
Полуавтоматические устройства выполняют один набор операций, таких как сверление или распиловка, что требует от операций большего количества единиц для изготовления полного окна и большего количества труда для перемещения материала по линии.
Полуавтоматические системы могут быть разработаны для изготовления целых окон быстрее, чем полностью автоматические аналоги, но полностью автоматические линии обеспечивают более стабильное качество продукции.
Все наши станки для пилы оснащены пилами Zero Scrap, которые режут на самом краю профиля. Даже там, где разрезы пересекаются, пилы никогда не удаляют больше материала, чем ширина полотна.
Полуавтоматическая система: больше труда, больше производительности
Полуавтоматическая система выполняет часть производственного процесса, и операторы перемещают материалы с одной машины на другую.
Полуавтоматические линии с надежным персоналом идеально подходят для операций, где важна скорость.
Как правило, они безопаснее, быстрее и точнее, чем ручное изготовление.
Все лезвия и сверла размещены в отсеках, которые нельзя открыть во время работы, что значительно снижает вероятность получения работником травмы по сравнению с ручным изготовлением.
Скорость производства
Полуавтоматические производственные линии более производительны, чем полностью автоматические системы, потому что чем больше машин, тем больше материала может быть на линии одновременно.
Операторы полуавтоматов должны работать вместе, чтобы идти в ногу со временем, перемещая линейные детали на следующую машину. Чем больше рук возится с каждым продуктом, тем выше риск дефектов качества. Но усилия могут вознаградить вас более быстрым циклом.
Время цикла резки
Давайте взглянем на наш двойной усорезной станок ZDM-4590. Его оператор помещает на стеллаж предварительного натяга два линейных профиля, которые направляются на место подающим захватом с сервоуправлением. Профили режут двумя независимыми торцовочными пилами с горизонтальным ходом под углом 45-90 градусов. Вырезанные экструзии затем выдвигаются на разгрузочную стойку.
Профили режут двумя независимыми торцовочными пилами с горизонтальным ходом под углом 45-90 градусов. Вырезанные экструзии затем выдвигаются на разгрузочную стойку.
Горизонтальная пила ZHVN-4545 с V-образным пазом для нулевых отходов оснащена двумя независимыми 16-дюймовыми дисками с горизонтальным ходом под углом 45 градусов. Его большая зона разреза делает его идеальным для нескольких дорожек из алюминиевых, виниловых или стеклопластиковых профилей.
Может производить большое количество деталей с циклом от реза до реза от 8 до 10 секунд.
Правильно — от восьми до десяти секунд. Сколько времени нужно вашей команде, чтобы сделать ту же работу?
Эффективность программного обеспечения
В то время как полуавтоматические системы в большей степени зависят от квалифицированной рабочей силы, производители систем линейного экструзионного производства, такие как Joseph Machine, прилагают все усилия, чтобы упростить процесс для операторов. Эти машины, например, оснащены модулем упреждающей оптимизации, который определяет, как эффективно резать линейные экструзии для выполнения нескольких заказов с минимальными остатками материала.
Что это значит для вас? Что ж, если 16-футовая палка используется для производства одного окна с небольшим запасом длины, модуль проанализирует будущие заказы и найдет место для оставшегося материала, а затем предварительно обработает детали, чтобы рабочий мог их отложить.
Они также включают программное обеспечение Joseph для профилактического обслуживания, разработанное специально для оповещения оператора о необходимости обслуживания или ремонта. Благодаря этому ваша машина и пол будут работать без непредвиденных простоев, потерь продукции или недовольных клиентов.
Более дешевое обслуживание, квалифицированные рабочие
Полуавтоматические машины дешевле и проще в обслуживании, чем их полностью автоматические аналоги. Но ваши сотрудники должны передавать материалы по цепочке, что означает больше незавершенного производства, людей и машин на полу одновременно.
Это затрудняет своевременное производство и увеличивает риск задержки из-за сбоя процесса, а также создает дополнительные угрозы для движения и безопасности на вашем предприятии.
Полностью автоматический: больше времени цикла, более высокое качество
Полностью автоматические станки выполняют большую часть производственной работы за вас, выполняя резку, сверление отверстий и фрезерование на одном станке. Этот поток единичных изделий означает, что один человек может выполнять работу многих, практически стоя на одном месте. Это резко снижает количество отходов, рабочей силы и трафика на вашем объекте.
Сокращение потребности в рабочей силе
Руководители фабрик по всей стране постоянно сталкиваются с проблемой: хороших помощников трудно найти, а удержать еще труднее.
Это то, что делает переход к полностью автоматическим системам привлекательным для производственных цехов. Автоматическое оборудование не берет больничных, оно не ищет лучшей зарплаты и увольняется только тогда, когда вы решите снять его с конвейера.
Каждая полностью автоматическая линия может сократить количество рабочих мест на четыре или пять человек.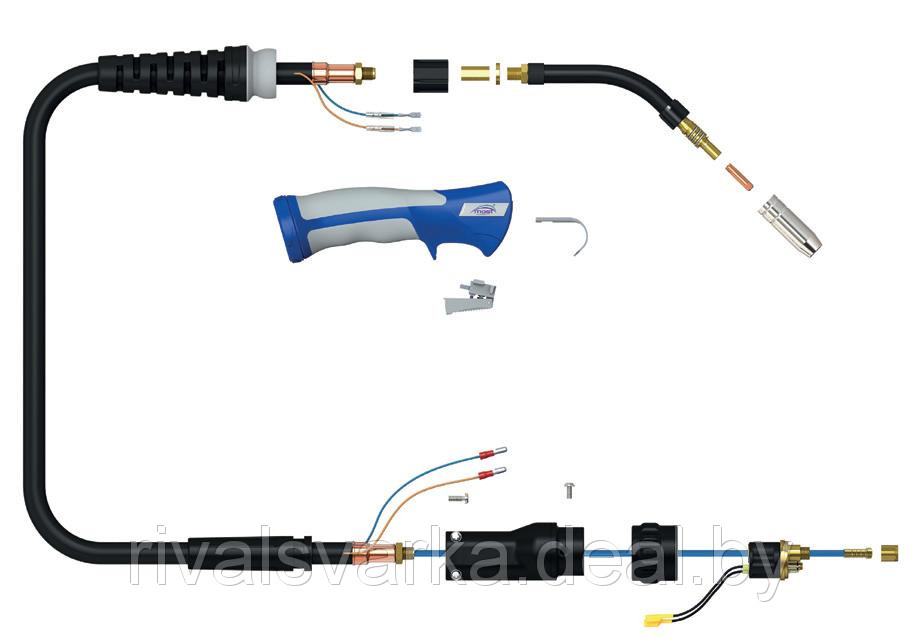
Трудозатраты, сэкономленные на производстве, можно перенаправить на операции, которые необходимо выполнять вручную, например, прикрепление оконных защелок.
Умное производство
Полностью автоматический процессор Flexline SFMC использует подачу с сервоуправлением, чтобы вставить линейку в сборку с несколькими пилами. Затем экструзия режется и обрабатывается для полного изготовления детали в ряд последовательных этапов, размещенных в одной ячейке.
Система может быть оснащена программным обеспечением для линейной оптимизации, которое анализирует заказы на продукцию и сегментирует линейные линии для создания нескольких окон наиболее эффективным образом.
Если какой-либо из линейных материалов остается, наша программа прогнозирования переходит к предстоящим заказам, чтобы определить, можно ли изготовить какие-либо детали из оставшегося материала и отложить в сторону. Единственная часть будет сгруппирована с остальной частью окна после того, как другие части будут созданы из следующего линейного окна.
Некоторое количество брака неизбежно, но при автоматических операциях выход материала может достигать 95 % и более, что значительно повышает рентабельность инвестиций по сравнению с нашими конкурентами.
Эти полностью автоматизированные системы предлагают многочисленные системы безопасности, в том числе датчики, которые обнаруживают препятствия на входе и отключают систему, если, например, оператор просовывает руку в зону подачи. А двери камеры не откроются, пока инструменты находятся в движении, что обеспечивает оптимальную безопасность при минимальной занимаемой площади.
Качество, обслуживание и ремонт
Производители, известные своей продукцией высочайшего качества, могут быть уверены, что их система Joseph Machine только улучшит их репутацию.
Мы устанавливаем датчики, которые контролируют температуру и остроту лезвия, чтобы техническим специалистам было легче выявлять и локализовать механические проблемы или проблемы с техническим обслуживанием, такие как затупившийся пильный диск, до того, как они повлияют на качество продукции.
Полностью автоматические системы требуют большего обслуживания, чем полуавтоматические системы, для поддержания надлежащей функциональности. Ваша команда будет получать регулярный инструктаж по техническому обслуживанию, и если у вас нет на месте человека, который может обслуживать систему, наших технических специалистов можно нанять для посещения объекта каждые три месяца, чтобы обеспечить бесперебойную работу.
Освобождение площади пола
Инкапсуляция всей линии внутри машины размером 30 на 6 футов экономит примерно половину площади пола по сравнению с полуавтоматическими машинами. Вы можете добавить еще одну полностью автоматическую линию с небольшой дополнительной площадью, что может означать разницу между размещением нескольких линий на одном объекте или необходимостью искать дополнительную недвижимость для расширения производства.
Это большая разница. Добавление еще одной машины — гораздо более эффективный способ увеличения емкости, чем увеличение площади здания. Больше площади здания означает больше затрат на квадратный фут, а это означает, что для покрытия инвестиций требуется дополнительная производительность, что оказывает большее давление на вашу команду.
Больше площади здания означает больше затрат на квадратный фут, а это означает, что для покрытия инвестиций требуется дополнительная производительность, что оказывает большее давление на вашу команду.
В постоянном развитии
Мы постоянно работаем над совершенствованием наших технологий и улучшением предлагаемых услуг.
Вскоре клиенты смогут внедрить нашу облачную систему мониторинга, которая позволит нашим техническим специалистам отслеживать ваши линии на наличие таких проблем, как перегрев, что позволит вашим операторам сосредоточиться на максимально возможной производительности вашей системы.
Найдите прибыль
Что нужно вашему производству оконных конструкций, чтобы получить большую отдачу?
Рассмотрите факторы, оказывающие наибольшее влияние на вашу прибыль.
Спросите себя:
- Что нужно улучшить в вашей работе — скорость или согласованность?
Если вам нужно производить как можно больше окон за одну смену, тогда вам могут подойти полуавтоматические линии.

Всего комментариев: 0