Электроды плазма: Электроды Плазма УОНИ 13 55 4 мм МОНОЛИТ — цена, описание и характеристики
Содержание
Электроды МР-3 ПЛАЗМА диаметр 4 мм ТМ CONTINENT
Расширенный поиск
Название:
Артикул:
Текст:
Выберите категорию:
Все
Сварочные электроды
» Электроды для сварки углеродистых сталей
»» УОНИ 13/55
»» УОНИ 13/45
»» АНО
»» ОЗС
»» МР-3
»» ОК 46
»» LB 52U
»» МТГ
» Электроды для сварки легированных сталей
»» ЦЛ-17
»» Э138
»» 48ХН-2
»» НИАТ-3М
»» ЭЛЗ-74. 70
70
» Электроды для сварки высоколегированных сталей
»» АНЖР
»» НЖ-13
»» ЭА
»» ОЗЛ
»» ОК 61.30
»» ЦЛ
»» ЦТ
»» НИИ-48Г
» Электроды для сварки чугуна
»» ОЗЧ
»» ЦЧ-4
»» МНЧ-2
»» НЧ-2
» Электроды для сварки цветных металлов
»» для алюминия
»»» ОЗА
»»» ОЗАНА
»» для бронзы
»»» ЛПИ-73
»»» ОЗБ-2М
»» для меди
»»» КОМСОМОЛЕЦ-100
»»» АНЦ /ОЗМ-3
» Электроды для наплавки
Угольные электроды
» Круглые омедненные
» Плоские омедненные
» Полые омедненные
» Бесконечные омедненные
Диаметр, мм:
Все11,21,62,02,42,52,63,03,24,05,06,06. 46.58.010.012.012.713.016.019.0
46.58.010.012.012.713.016.019.0
Марка электрода:
Все48ХНE308L-17LB 52UАНЖРАНОВИ-10-6ГСЗИОМР-3МТГНЖНИАТНИИОЗАОЗАНАОЗЛОЗСОК 46.00ОК 48.00ОК 61.30РЦТ-590ТМЛТМУУОНИ-13/45УОНИ 13/55УОНИ 13/65УОНИ 13/85УОНИИ-13/НЖУОНИИ 13/45УОНИИ 13/55ЦЛ-11ЦЛ-17ЦЛ-51ЦН-6ЛЦН-12МЦТЦУЭ138/50НЭАЭЛЗ-52UЭЛЗ-74.70
Тип металла:
Вседля углеродистых и низколегированных сталейдля высоколегированных сталей, нержавейкидля легированных сталейдля чугунадля алюминиядля бронзыдля меди
Вес упаковки, кг:
Производитель:
ВсеСпецЭлектродESABЭлектродный завод (СПб)ЛЭЗСЗСЭ TM MONOLITHKOBELKO (Япония)РИМЕТАЛКChangZhengTCWM, Китай
Новинка:
Вседанет
Спецпредложение:
Вседанет
Результатов на странице:
5203550658095
Сварочные электроды МОНОЛИТ: РЦ, МР-3 АРС, УОНИ-13/55 ПЛАЗМА —
Сварочные электроды МОНОЛИТ РЦ
Назначение и область применения
Электроды МОНОЛИТ РЦ являются универсальными и подходят как для промышленного применения, так и для использования в быту. Основное предназначение изделий – это ручная дуговая сварка на переменном и постоянном токе. Использовать электроды можно в любых пространственных положениях (исключением является положение «сверху-вниз» при диаметре электрода 5.0 мм). Работать можно с ответственными и рядовыми конструкциями из низкоуглеродистой стали, стандартов ДСТУ 2651/ГОСТ 380 (Ст 0, Ст 1, Ст 2, Ст 3 всех групп А, Б, В и всех степеней раскисления – “КП”, “ПС”, “СП”) и ГОСТ 1050 (05кп, 08кп, 08пс, 08, 10кп, 10пс, 10, 15кп, 15пс, 15, 20кп, 20пс, 20).
Основное предназначение изделий – это ручная дуговая сварка на переменном и постоянном токе. Использовать электроды можно в любых пространственных положениях (исключением является положение «сверху-вниз» при диаметре электрода 5.0 мм). Работать можно с ответственными и рядовыми конструкциями из низкоуглеродистой стали, стандартов ДСТУ 2651/ГОСТ 380 (Ст 0, Ст 1, Ст 2, Ст 3 всех групп А, Б, В и всех степеней раскисления – “КП”, “ПС”, “СП”) и ГОСТ 1050 (05кп, 08кп, 08пс, 08, 10кп, 10пс, 10, 15кп, 15пс, 15, 20кп, 20пс, 20).
Условия применения
Электрод имеет коэффициент наплавки равный 8.5-9.5 г/А.ч. При этом расход на один килограмм наплавляемого металла составит 1.75 кг электродов.
МОНОЛИТ РЦ – это электроды, которые подходят для работы с угловыми, стыковыми и нахлесточными соединениями. Толщина металла может быть от 3-х до 20-ти мм.
Особенность электродов в том, что они не требуют тщательной подготовки поверхности. Им не страшны ржавчина и загрязнения.
Выполнение монтажной сварки допускает работу в разных пространственных положениях. Необходимости менять сварочный ток не возникает. Для сварки вертикальных швов методом «сверху-вниз» необходимо опирание или использование короткой дуги. Во время сварки шлак не должен затекать впереди дуги. Чтобы этого не допускать следует контролировать угол подъема (оптимальное положение 40–70 градусов). Если это нижнее положение, то электрод следует наклонять по направлению сварки на 20–40 градусов.
Необходимости менять сварочный ток не возникает. Для сварки вертикальных швов методом «сверху-вниз» необходимо опирание или использование короткой дуги. Во время сварки шлак не должен затекать впереди дуги. Чтобы этого не допускать следует контролировать угол подъема (оптимальное положение 40–70 градусов). Если это нижнее положение, то электрод следует наклонять по направлению сварки на 20–40 градусов.
Химический состав наплавленного металла, %
|
Mn
|
Si
|
C
|
P
|
S
|
|
0,40-0,65
|
0,15-0,40
|
не более
| ||
|
0,11
|
0,035
|
0,030
| ||
Механические свойства металла ШВА
|
Временное сопротивление, Н/мм2
|
Относительное удлинение, %
|
Ударная вязкость,Дж/см2
|
|
≥450
|
≥22
|
≥78
|
Особые свойства
Отличительная особенность продукции МОНОЛИТ РЦ в невысокой интенсивности образования аэрозоля и марганца при сварке. Благодаря этому товар выгодно отличается от электродов других марок. Достигнуть такого результата разработчикам удалось за счет правильного подбора сырья и тщательного контроля над технологическим и производственным процессом.
Благодаря этому товар выгодно отличается от электродов других марок. Достигнуть такого результата разработчикам удалось за счет правильного подбора сырья и тщательного контроля над технологическим и производственным процессом.
Высокие показатели качества не раз были отмечены ведущими научными институтами страны. Именно электроды МОНОЛИТ РЦ вырабатывают на 30 % меньше марганца и на 28 % меньше вредных веществ в аэрозоле.
Продукция МОНОЛИТ РЦ обеспечивает легкое начальное и повторное зажигание, а также стабильное и мягкое горения дуги. При использовании электродов данной марки удается снизить потери металла в результате разбрызгивания. Удается достичь великолепного качества шва, равномерного плавления покрытия и хорошей отделимости корки шлака.
При использовании электродов МОНОЛИТ РЦ проводить сварку можно даже на предельно-низких токах. Если речь идет об использовании изделий небольшого диаметра, то для них источником питания способна стать обычная бытовая сеть.
Обращаться с электродами очень просто.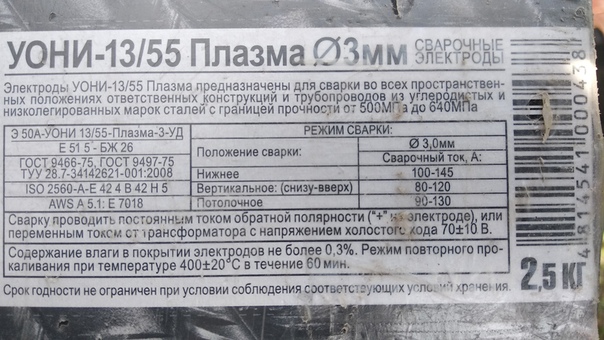 Работать с ними смогут даже молодые специалисты.
Работать с ними смогут даже молодые специалисты.
При сгибании электрода не происходит разлома обмазки. По этой причине их удобно применять для сварки в труднодоступных местах.
Изделия допускается использовать при соединении металла с окрашенными, масляными и окисленными поверхностями.
Режимы сварки
|
Сила сварочного тока (А), для электрода диаметром, мм
| |||||
|
2,0
|
2,5
|
3,0
|
3,2
|
4,0
|
5,0
|
|
40-80
|
50-90
|
70-110
|
80-120
|
110-170
|
150-220
|
Для сварки допускается использование постоянного тока любой полярности (желательная полярность электрода обратная «+», либо переменный ток трансформатора при напряжении холостого хода более 50 В. )
)
Упаковочные данные
|
Диаметр, мм
|
Длина, мм
|
Количество электродов в пачке, шт.
|
Вес пачки, кг
|
|
2,00
|
300
|
50-54; 99-108
|
0,5; 1
|
|
2,50
|
350
|
27-28; 53-56; 133-140
|
0,5; 1; 2,5
|
|
3,00
|
350
|
18-19; 35-37; 89-93
|
0,5; 1; 2,5
|
|
3,20
|
350
|
16; 32; 78-81
|
0,5; 1; 2,5
|
|
4,00
|
450
|
8; 16-17; 40-41; 81-83
|
0,5; 1; 2,5; 5
|
|
5,00
|
450
|
53-54
|
5
|
Аналоги
|
Производитель
|
Марка электродов
|
|
ESAB
|
OK 46.
|
|
Oerlikon
|
Overcord, Overcord Z
|
 00
00Прокалка перед сваркой
Если электроды хранились при нормальных условиях, то перед эксплуатацией прокалка не потребуется. Но если было допущено увлажнение, то необходима предварительная сушка в течение 25-30 минут при температуре порядка 110-ти градусов.
Положение швов при сварке
Сварочные электроды МР-3 АРС
Вид покрытия – рутиловое
|
AWS A 5.1:E 6013
|
ISO 2560-А- E 38 0 R 12
|
ГОСТ 9466
|
Э 46 –МР-3 АРС- Ø — УД
Е 432 (3) Р21
|
ТУ У 28. 7-34142621-007:2012-09-14
7-34142621-007:2012-09-14
Назначение
Использовать изделия марки МР-3 АРС можно для дуговой ручной сварки стали марок по ДСТУ 2651/ГОСТ 380-2005 (Ст 0, Ст 1, Ст 2, Ст 3), имеющих любые степени раскисления.
Условия применения
Коэффициент наплавки электродов составляет 8.0-9.0 г/А.ч. А расход на один килограмм наплавления равен 1.7 кг.
Использовать продукцию можно для создания нахлесточных, стыковых и угловых соединений. Толщина металла допускается от 3-х до 20-ти мм. Данная марка электродов толщиной от 2.5 до 4.0 мм подходит для сварки в любых пространственных положениях. Диаметр в 5.0 мм идеально подходит для вертикального положения «снизу-вверх», для горизонтального на вертикальной плоскости и для нижнего положения.
Электроды МР-3 АРС требуют постоянного тока любой полярности, либо же переменного тока трансформатора, имеющего холостой ход более 50 В.
Химический состав наплавленного металла, %
|
Mn
|
C
|
Si
|
P
|
S
|
|
0,40-0,70
|
не более
| |||
|
0,10
|
0,15-0,35
|
0,030
|
0,030
| |
Механические свойства металла шва
|
Временное сопротивление, Н/мм2
|
Относительное удлинение, %
|
Ударная вязкость,
Дж/см2
|
|
≥450
|
≥22
|
≥78
|
Особые свойства
- При использовании изделий обеспечивается простое перекрытие зазоров;
- МР-3 АРС – это легкость выполнения работ и повторного разжигания дуги, а также превосходные сварочно-технологические свойства;
- Великолепный внешний вид швов;
- Лёгкое отделение слоя шлака;
- Возможность удлинять дугу для обработки окисленных поверхностей;
- Соответствие всем санитарно-гигиеническим нормам.

Сварочные данные
|
Сила сварочного тока, А, для электрода диаметром, мм
| ||||
|
2,5
|
3,0
|
3,2
|
4,0
|
5,0
|
|
50-90
|
70-110
|
80-120
|
110-170
|
150-220
|
Упаковочные данные
|
Диаметр, мм
|
Длина, мм
|
Вес электрода, г
|
Количество электродов в пачке, шт.
|
Вес пачки, кг
|
|
2,50
|
350
|
17-18
|
55-58; 139-147
|
1; 2,5
|
|
3,00
|
350
|
25-26
|
38-40; 96-100
|
1; 2,5
|
|
3,20
|
350
|
30-31
|
32-33; 80-83
|
1; 2,5
|
|
4,00
|
450
|
58-59
|
42-43; 84-86
|
2,5; 5
|
|
5,00
|
450
|
91-92
|
27; 54
|
2,5; 5
|

Аналоги
|
Производитель
|
Марка электродов
|
|
ЛЭЗ
|
МР-3С, АНО-4
|
|
СпецЭлектрод
|
МР-3С, АНО-4
|
|
Thyssen
|
Phoenix SH Gelb R
|
Прокалка перед сваркой
В тех случаях, когда электроды хранились в нормальных условиях, предварительная прокалка не потребуется. Если же было допущено увлажнение, то электроды нуждаются в сушке при температуре порядка 150 градусов на протяжении 40-60 минут.
Если же было допущено увлажнение, то электроды нуждаются в сушке при температуре порядка 150 градусов на протяжении 40-60 минут.
Положение швов при сварке
Сертификация
УкрСЕПРО, СтБ, ГОСТ Р
Сварочные электроды УОНИ-13/55 ПЛАЗМА
Вид покрытия – основное с железным порошком
|
WS A 5.1:E 7018
|
ISO 2560-А-E 42 4 В 42 Н 5
|
ГОСТ 9466
|
Э 50А –
Е 51 5 — БЖ 26
|
ТУ У 28.7-34142621-001:2008
Назначение и область применения
УОНИ-13/55 ПЛАЗМА – это высококачественные электроды, которые могут использоваться для сварочных работ в любых пространственных положениях. Они подходят для трубопроводов и ответственных конструкций. Обрабатывать можно изделия из низколегированных и углеродистых сталей, имеющих предел прочности 500-640 МПа. Электроды становятся идеальным вариантом в тех случаях, когда необходима стойкость соединений против горячих трещин. Чаще всего изделия используются в судоремонте, судостроении, мостостроении и для изготовления сосудов устойчивых к повышенному давлению.
Они подходят для трубопроводов и ответственных конструкций. Обрабатывать можно изделия из низколегированных и углеродистых сталей, имеющих предел прочности 500-640 МПа. Электроды становятся идеальным вариантом в тех случаях, когда необходима стойкость соединений против горячих трещин. Чаще всего изделия используются в судоремонте, судостроении, мостостроении и для изготовления сосудов устойчивых к повышенному давлению.
Условия применения
Электроды имеют коэффициент наплавки равный 10.5-11.5 г/А.ч. Расход на один килограмм наплавляемого металла составляет 1.58 кг. Максимальная производительность может достигать 115 %. Изделия, имеющие диаметр от 2.0 до 4.0 мм, могут использоваться для сварки во всех пространственных положениях, за исключением вертикального «сверху-вниз». В свою очередь, изделия диаметром 5.0 мм подойдут для горизонтального положения на вертикальной площадке, для нижнего и для вертикального положения «снизу-вверх».
Химический состав наплавленного металла, %
|
Mn
|
Si
|
C
|
P
|
S
|
|
1,10-1,50
|
0,40-0,70
|
не более
| ||
|
0,09
|
0,030
|
0,020
| ||
Механические свойства металла шва
|
Временное сопротивление, Н/мм2
|
Относительное удлинение, %
|
Ударная вязкость, Дж/см2
|
|
500-640
|
≥26
|
≥180
|
Дополнительные сведения
УОНИ-13/55 ПЛАЗМА – это электроды, которые обеспечивают повышенную прочность швов, низкое содержание водорода и особую чистоту. Благодаря возможности задействовать переменный ток полностью исключается магнитное дутье. Плазма позволяет создать стабильное горение дуги и аккуратное формирование швов.
Благодаря возможности задействовать переменный ток полностью исключается магнитное дутье. Плазма позволяет создать стабильное горение дуги и аккуратное формирование швов.
В обмазку электродов УОНИ-13/55 ПЛАЗМА добавлен железный порошок. Благодаря этому эффективность возрастает на 20 %. Использование изделий обеспечивает ряд важных преимуществ:
- Компенсацию потерь металла на разбрызгивании и выгорании;
- Уменьшение расхода электродов до 15 %;
- Повышение производительности на 10 %;
- Шлак не попадает в сварочную ванну, формируется мелкочешуйчатый шов, а удаляется появившаяся шлаковая корка очень просто.
Упаковочные данные
|
Диаметр, мм
|
Длина, мм
|
Количество электродов в пачке, шт.
|
Вес пачки, кг
|
|
2,5
|
350
|
104-113; 208-226
|
2,5; 5
|
|
3,0
|
350
|
74-81; 147-158
|
2,5; 5
|
|
3,2
|
350
|
68-71; 136-142
|
1; 2,5
|
|
4,0
|
450
|
71-74
|
5
|
|
5,0
|
450
|
47-50
|
5
|

Аналоги
|
Производитель
|
Марка электродов
|
|
ESAB
|
OK 48.
|
|
Lincoln Electric
|
Basic One
|
|
ELGA
|
P48S
|
 00, OK 48.05
00, OK 48.05Прокалка перед сваркой
Прокалка на протяжении одно часа при температуре 380-420 градусов потребуется только при наличии влаги.
Положение швов при сварке
Плазменные электроды – плазмадин
Дом
Плазменные электроды
Посмотреть, как
Пункты на странице
Сортировать по
Избранное
Быстрый просмотр
плазмадин
20шт PT-60 PT-40 PT-60 PT-40 Электроды для плазменной горелки + сопла 60A
29,99 долларов США
Плазменная горелка PlasmaDyn® PT40 — PT60 — iPT60
Включает в себя:
10 электродов (№11) — 10 режущих форсунок 60 А (№4) — 51318. 11
11
Добавить к сравнению
Быстрый просмотр
плазмадин
20шт PT-60 PT-40 PT-60 PT-40 Электроды для плазменной горелки + сопла 40A
29,99 долларов США
Плазменная горелка PlasmaDyn® PT40 — PT60 — iPT60
Включает в себя:
10 электродов (№11) — 10 режущих форсунок 40 А (№4) — 51318.09
Добавить к сравнению
Быстрый просмотр
плазмадин
20шт PT-60 PT-40 PT-60 PT-40 электроды для плазменной горелки + сопла 30A *US SHIP*
29,99 долларов США
Электроды для плазменной резки Tech.Mo® PT40 — PT60Этот товар сделан в Италии
Включает: 10 электродов (#11) — 10 режущих форсунок 30A (#4) — 51318. 08
08
Добавить к сравнению
Быстрый просмотр
плазмадин
20шт PT-60 PT-40 PT-60 PT-40 электроды для плазменной горелки + сопла 50A *US SHIP*
29,99 долларов США
Плазменная горелка PlasmaDyn® PT40 — PT60 — iPT60
Включает в себя:
10 электродов (№11) — 10 режущих форсунок 50 А (№4) — 51318.10
Добавить к сравнению
Быстрый просмотр
плазмадин
20шт х 20A Сопло + электроды PT-60 PT-40 PT-60 PT-40 Электроды для плазменной горелки
29,99 долларов США
Электроды для плазменной резки PT40 — PT60
Включает в себя:
10 электродов (№11) — 10 режущих форсунок 20 А (№4) — 51318. 065
065
Добавить к сравнению
Быстрый просмотр
плазмадин
10 шт. x 60A Плазменное экранированное сопло + электроды 51318C.11 PT60 PT40 iPT-60 AHP
$24,99
PlasmaDyn© Запасные части для плазменного резака Ваш эксперт в области плазменных резаков и оборудования из США более 10 лет 10 шт. — 60 А экранированные плазменные сопла + плазменный резак ElectordesPT-40/PT-60 (iPT) Включает элементы желтого цвета: 10 x 51318C.11 — Экранированные сопла 60A (#13) + 52582 электродов…
Добавить к сравнению
Быстрый просмотр
плазмадин
Комплект плазмы 24шт 40A Standoff для плазменной горелки PT60 iPT60 PT40 США
59,99 долларов США
24 шт. — Набор плазменной резки 40AДля плазменной резки PT40 / PT60 и iPT60®
— Набор плазменной резки 40AДля плазменной резки PT40 / PT60 и iPT60®
Включает: 10 насадок 40 А, 10 обратных электродов, 2 сплошных стойки, 1 стопорный колпачок из термопластика, 1 завихрительное кольцо.
Добавить к сравнению
Быстрый просмотр
плазмадин
10 шт. PT-60 iPT60 iPT-60 PT-40 40A Контурные насадки для плазменной резки + электроды
19,99 долларов США
PlasmaDyn© Запасные части для плазменной резки Ваш американский эксперт в области плазменной резки и оборудования уже более 10 лет Сопла и электроды PT40 и PT60 «Drag Cut» Это специальные концевые соплаЭти детали изготовлены в Италии компанией Tecmo® Включает: 5 x PT40 и PT60 Тащить…
Добавить к сравнению
Быстрый просмотр
плазмадин
20 наконечников + электроды Harbour Freight 62204 IPT-40 IPT-60 PT-60 PT-40 Плазменный резак
29,99 долларов США
Запасные части PlasmaDyn включают в себя: 10 насадок для перетаскивания # 5 (Harbour Freight, артикул 62771) 10 x электродов # 11 (Harbour Freight, артикул 62772) с использованием Techmo® PT40 и PT60. ..
..
Добавить к сравнению
Быстрый просмотр
плазмадин
10 x PT-60 iPT60 iPT-60 PT-40 40A Плазменные сопла и электроды
$24,99
PlasmaDyn© Запасные части для плазменного резака Режущие сопла и электроды PT40 и PT60 Предупреждение. Детали S45 НЕ РАБОТАЮТ с резаками PT40 и PT60 – производительность будет очень низкой. ..
Добавить к сравнению
Быстрый просмотр
плазмадин
Плазменные сопла PT-60 PT-40 Extended 20A + электроды 62204, 20 шт.
$34,99
Электроды для плазменной резки PT40 — PT60
Включает в себя: 10 электродов (#12) — Обратный удар — Тип 10 x 20A Удлиненные режущие сопла (#7) — Обратный удар — Тип Подходит ко многим горелкам, включая Harbour Freight 62204
Добавить к сравнению
Быстрый просмотр
плазмадин
40 x Trafimet S45, NPT-40 PT60 Удлиненный набор фрикционных наконечников Nu-Tec® MicroCut® *ДОСТАВКА США*
59,99 долларов США
Запасные части для плазменного резака PlasmaDyn включают набор из 40 предметов: 20 насадок с удлиненным сопротивлением 0,9мм20 x Электроды удлиненного сопротивленияСпециальные сверхмощные удлиненные сопла и электроды для требовательных применений — гораздо лучше видно разрез — не требуется зазорПодходит: плазменная горелка Trafimet Ergocut© S45, HTP MicroCut© 300-645,. ..
..
Добавить к сравнению
Быстрый просмотр
ПлазмаДин
2шт PT-60 PT-40 iPT60 iPT-60 60432 Противостоящая проставка для плазменной горелки *ДОСТАВКА США*
$16,99
Электроды для плазменной резки Tech.Mo® PT40 — PT60Этот товар сделан в Италии
Включает в себя: 2 стойки для резака с двумя штырями — Прокладка для резака (# 1) — Подходит для удерживающего колпачка из термопластика 60432
Добавить к сравнению
Быстрый просмотр
плазмадин
10 электродов плазменной горелки PT-60 PT-40 iPT60 iPT-60 iPT40 880224 52582
$18,99
PlasmaDyn© Запасные части для плазменного резака Ваш эксперт в США по плазменным резакам и оборудованию более 10 лет Набор электродов PT-60 из 10 шт. Включает: Набор из 10 электродов для плазменного резака PT-60 …
Включает: Набор из 10 электродов для плазменного резака PT-60 …
Добавить к сравнению
Быстрый просмотр
плазмадин
Электроды обратного удара PT-60 PT-40 20шт + плазменная горелка сопла 50A
29,99 долларов США
Электроды для плазменной резки PT40 — PT60 + сопла
Включает в себя: 10 электродов (#11) — «обратный удар — тип» 10 х 50А сопел (# 6) — «обратный удар — тип»
Добавить к сравнению
Быстрый просмотр
ПлазмаДин
10 шт. iPT60 iPT40 PT-60 PT-40 Расширенные плазменные сопла 30A + электроды 62204
$24,99
Электроды для плазменной резки Tech. Mo® PT40 — PT60Этот товар сделан в Италии
Mo® PT40 — PT60Этот товар сделан в Италии
Включает: 5 электродов (#12) — Обратный удар – Тип 5 x 30A, 0,8 мм удлиненных режущих насадок (#7) – Подходит ко многим горелкам, включая Harbour Freight 62204.
Добавить к сравнению
Быстрый просмотр
плазмадин
20 x PT60 PT40 iPT-60 iPT-40 Плазменные насадки + электроды БЫСТРАЯ ДОСТАВКА США
29,99 долларов США
PlasmaDyn© Запасные части для плазменного резакаВаш американский эксперт по плазменным резакам и оборудованию более 10 лет Плоские сопла и электроды для резки PT40 и PT60В комплекте: 10 x PT40 и PT60 Drag Flat — 40A сопла (обратный удар) 10 x PT40 и PT60 -…
Добавить к сравнению
Быстрый просмотр
плазмадин
10 x PT-60 и PT-40 iPT60 iPT-60 40A Сопла и электроды для плазменной горелки *ДОСТАВКА из США*
19,99 долларов США
Режущие сопла и электроды PT40 и PT60Предупреждение: Детали S45 НЕ РАБОТАЮТ на резаках PT40 и PT60 — производительность будет очень низкой , ИПТ60. ..
..
Добавить к сравнению
Быстрый просмотр
плазмадин
5 x PT-60 PT-40 Extended — Электроды обратного удара Плазменная горелка * БЫСТРАЯ ДОСТАВКА США
$12,99
Электроды для плазменной резки PT40 — PT60
Включает в себя: 5 насадок 50А (#4) — «Обратный удар» — режущие насадки
Добавить к сравнению
Быстрый просмотр
плазмадин
10шт x PT-60 PT-40 Extended — Электроды Плазменная горелка 52583
$16,99
Электроды для плазменной резки PT40 — PT60Включает в себя: 10 электродов «обратного удара» (№12)Для использования с насадками обратного удара (№7, 8)
Добавить к сравнению
Быстрый просмотр
плазмадин
5 x PT-60 PT-40 iPT60 iPT-60 iPT-40 iPT40 52582 Плазменный резак *ДОСТАВКА США*
$14,99
Электроды для плазменной резки Tech. Mo® PT40 — PT60Этот товар изготовлен в ИталииВ комплекте: 5 x 52528 электродов (#11)Для использования с насадками обратного удара (#4, 5, 6)
Mo® PT40 — PT60Этот товар изготовлен в ИталииВ комплекте: 5 x 52528 электродов (#11)Для использования с насадками обратного удара (#4, 5, 6)
Добавить к сравнению
Быстрый просмотр
плазмадин
10 наконечников + электроды Harbour Freight 62204 IPT-40 IPT-60 PT-60 PT-40 Плазменный резак
29,99 долларов США
Запасные части PlasmaDyn
Включает: 5 режущих форсунок № 55, электроды № 11.
Для систем плазменной резки Harbour Freight® 62204 с использованием систем плазменной резки Techmo® PT40 и PT60
Добавить к сравнению
Быстрый просмотр
ПлазмаДин
PT-60 PT-40 Extended 30A Сопла для плазменной резки + электроды 62204, 20 шт.
$39,99
Электроды и сопла для плазменной резки PT40 — PT60
Включает в себя: 10 электродов (#12) — Обратный удар — Тип 10 x 30A Удлиненные режущие сопла (#7) — Обратный удар — Тип Подходит ко многим горелкам, включая Harbour Freight 62204
Добавить к сравнению
Сравнивать
${(тегНовый = ложь),»}
${(tagLabel = ложь),»}
{{если теги}}
{{каждый тег}}
{{если $value ==»новый» || $значение ==»Новый»}}
${(тегНовый = истина),»}
{{/если}}
{{if $value ==»пользовательская метка» || $value ==»Пользовательская метка»}}
${(tagLabel = true),»}
{{/если}}
{{/каждый}}
{{/если}}
{{если тегНовый}}
Новый
{{/если}}
{{if compare_at_price_min > price_min}}
-${Math. floor((compare_at_price — цена)*100/compare_at_price)}%
floor((compare_at_price — цена)*100/compare_at_price)}%
{{/если}}
{{если доступно}}
Распроданный
{{/если}}
{{если тегметка}}
Пользовательская этикетка
{{/если}}
Быстрый просмотр
Электроды для плазменной горелки — Grainger Industrial Supply
Электроды для плазменной горелки
27 изделия
Электроды для плазменной горелки проводят ток для создания и поддержания дуги при плазменной резке. Энергия, протекающая через электрод, также ионизирует газ в сопле горелки, создавая поток плазмы. Электроды совместимы с плазменными горелками определенных марок и серий. По мере износа электродов на концах электродов образуется ямка. Электроды следует заменять, когда яма достигает максимальной глубины, рекомендованной производителем. Как правило, электроды и сопла заменяются одновременно для поддержания оптимальной производительности плазменной горелки. Полный узел плазменной горелки включает завихритель, сопло, стопорный колпачок, защитный колпачок и электрод.
Электроды совместимы с плазменными горелками определенных марок и серий. По мере износа электродов на концах электродов образуется ямка. Электроды следует заменять, когда яма достигает максимальной глубины, рекомендованной производителем. Как правило, электроды и сопла заменяются одновременно для поддержания оптимальной производительности плазменной горелки. Полный узел плазменной горелки включает завихритель, сопло, стопорный колпачок, защитный колпачок и электрод.
Electrodes for Thermal Dynamics Plasma Torches
Electrodes for Hypertherm Plasma Torches
Electrodes for Miller Plasma Torches
Electrodes for Lincoln Plasma Torches
Electrodes for ESAB Plasma Torches
Электроды для термодинамических плазменных горелок
Электроды для термодинамических плазменных горелок, отсортированные по Для серии плазменных горелок, по возрастанию
Loading. .. .. |
Electrodes for Hypertherm Plasma Torches
Electrodes for Hypertherm Plasma Torches, sorted by For Plasma Torch Series, ascending
| Загрузка… |
Электроды для плазменных горелок Miller
0004

Всего комментариев: 0