Расточные резцы предназначены для: Расточной резец
Содержание
Расточной резец
Главная / *ВИДЫ,ГЕОМЕТРИЯ,РЕЖИМЫ РЕЗАНИЯ ТОКАРНЫХ РЕЗЦОВ / # Расточной резец
Виды расточных резцов
Основные размеры
Геометрия расточного резца
Выбор расточного резца
Режимы резания расточными резцами
Маркировка
.
Изготовление ТОРЦЕВЫХ ФРЕЗ, КОНЦЕВЫЕ ФРЕЗЫ-АКЕ-TIDEWAY-WEMARO, ЗУБЬЯ (РЕЗЦЫ) ГНБ, высокогибкий кабель CHAINFLEX
.
Расточной резец широко применяется в машиностроении и производстве. Их используют для обработки сквозных и глухих отверстий на токарной группе станков. Резцы расточные токарные помогают достичь более точных результатов в работе, а также создают высокую частоту обработки. Инструментом последовательно снимаются слои металла, что помогает расширить обрабатываемое отверстие до нужных размеров. Благодаря точному оборудованию, результат можно регулировать в пределах десятых долей миллиметра. Если резец для расточки хорошо заточен и находится в исправном состоянии, то он может работать с различными металлами, так как он всегда должен быть более жестким, чем деталь. Для надежности, всегда требуется проверять его закрепление, так как неправильное положение может привести к поломке самого инструмента или браку обработки детали.
Для надежности, всегда требуется проверять его закрепление, так как неправильное положение может привести к поломке самого инструмента или браку обработки детали.
Основной упор в данном резце сделан на высокую производительность в работе. Как правило, расточной резец снимает относительно небольшие слои, которые помогают расширить отверстие, так что здесь важна скорость и точность, что в свою очередь отображается на геометрии изделия. Рабочая поверхность сделана клинообразной формы, так как это помогает лучше врезаться в слой материала и деформировать его, снимая стружку должной толщины. Постепенное скалывание верхнего слоя материала доводит заготовку до необходимого состояния. Действующим стандартом, по которому изготавливается резец расточной, является ГОСТ 18872-73, что предназначен для изделий из быстрорежущей стали, наименьший диаметр которых достигает 14 мм. Если же инструмент предназначается для глухих отверстий, диаметр которых составляет до 6 мм, то это уже будет ГОСТ 18873-72.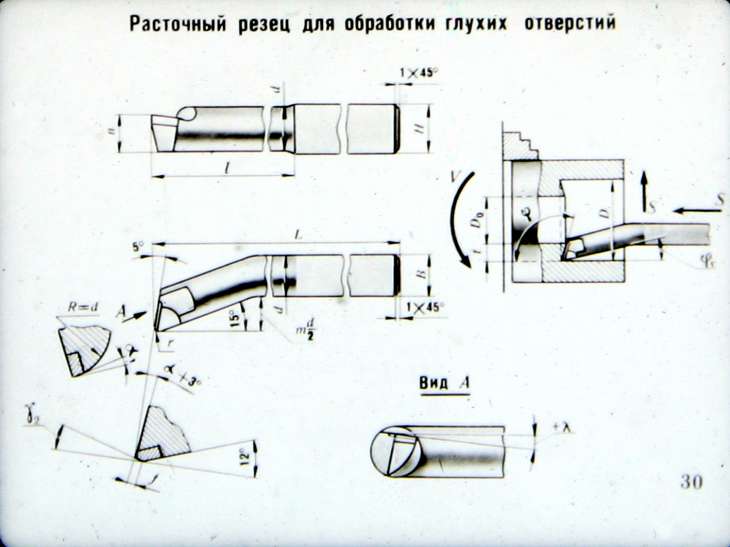 Если расточной резец изготавливается из твердосплавного состава, то здесь будет актуальным ГОСТ 18882-73 для сквозных отверстий и ГОСТ 18883-72 – для глухих, соответственно.
Если расточной резец изготавливается из твердосплавного состава, то здесь будет актуальным ГОСТ 18882-73 для сквозных отверстий и ГОСТ 18883-72 – для глухих, соответственно.
фото:расточные токарные резцы по металлу
Виды расточных резцов
Расточной резец может быть выполнен в нескольких вариантах. Быстрорежущий вид служит для обработки различных легких материалов и соответствующих сплавов, куда можно отнести алюминий, фторопласт, текстолит и другие материалы.
Для более крепких и тяжелых составов применяются монолитные, резец расточной твердосплавный или со вставками пластин из твердых сплавов. Такие изделия уже могут работать с бронзой, сырой сталью, нержавейкой, калеными сортами стали и другими материалами.
Все эти разновидности в свою очередь разделяются и по виду державки, которая может быть квадратной или круглой. Помимо этого, есть еще разделение по назначению. Согласно выполняемым функциям выпускают расточной резец для глухих отверстий, которые применяется не только для обработки внутренних стенок отверстия, но и занимается проточкой дна, вместе с последующей его шлифовкой. Также встречается резец расточной проходной, который используется для сквозных отверстий. Он работает с деталями цилиндрической формы, или имеющими сквозные дырки.
Также встречается резец расточной проходной, который используется для сквозных отверстий. Он работает с деталями цилиндрической формы, или имеющими сквозные дырки.
Сейчас оказываются весьма популярной такая разновидность как расточной резец со сменными пластинками. Они имеют различные профили и формы, а главное, что в комплекте к ним идет набор запасных частей, которые могут использоваться для крепежа рабочих пластин и державок. Износившиеся пластины можно быстро заменить.
Основные размеры
Расточные резцы для токарных станков, которые предназначены для работы со сквозными и глухими отверстиями, изготовляются согласно определенным стандартам размеров.
фото:размеры расточных резцов
| Высота,мм | Ширина,мм | Длина,мм |
|---|---|---|
| 16 | 16 | 140 |
| 16 | 16 | 170 |
| 20 | 20 | 140 |
| 20 | 20 | 170 |
| 20 | 20 | 200 |
| 25 | 25 | 200 |
| 25 | 25 | 240 |
| 32 | 25 | 280 |
Геометрические параметры расточного резца
Геометрия рабочей части изделия состоит из трех основных углов, которые в своей сумме всегда образуют 90 градусов. Сюда входит:
Сюда входит:
- Главный задний угол, который образуется между плоскостью резания и задней поверхностью инструмента. Он уменьшает трение между деталью и задней поверхностью. Чем больше этот угол, тем меньше шероховатость поверхности, которая поддается обработке. Соответственно, чем тверже металл, тем меньше должен быть этот угол.
- Угол заострения, который замеряется между передней и задней поверхностью инструмента. Он влияет на прочность изделия, так что чем он больше, тем надежнее будет расточной резец.
- Главный передний, который замеряется между передней поверхностью инструмента и то плоскостью, которая располагается перпендикулярно от поверхности резания. С его помощью можно повлиять на размер деформации снимаемого слоя.
фото:геометрия расточного резца
Выбор расточного резца
Расточной резец выбирается согласно тому, с какими материалами он будет работать. В первую очередь – это тип, для глухих или наружных отверстий.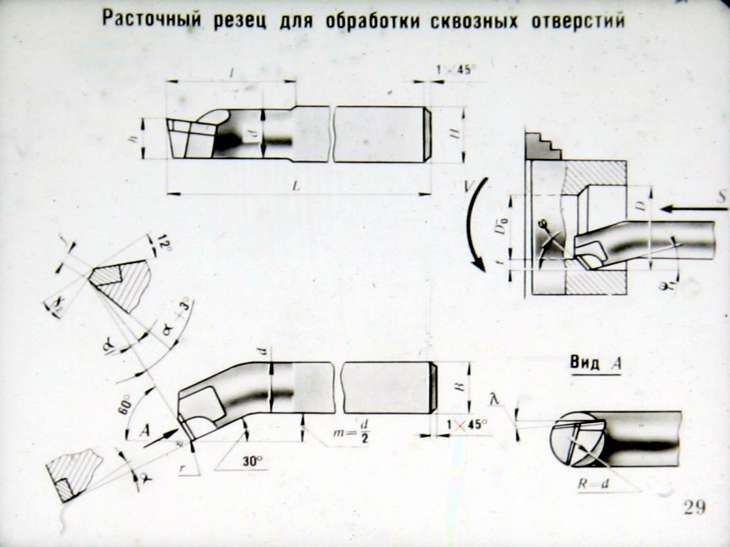 Далее очень важно смотреть по материалу, который подвергается обработке. Если основной геометрический принцип у данной разновидности примерно одинаковый, то материалы изготовления будут различными.
Далее очень важно смотреть по материалу, который подвергается обработке. Если основной геометрический принцип у данной разновидности примерно одинаковый, то материалы изготовления будут различными.
«Совет профессионалов! Ни в коем случае не стоит использовать изделия из быстрорежущей стали для обработки нержавеющей стали, бронзы и изделий из каленых сортов металла. Это приведет к быстрому износу, так что здесь лучше применять только изделия из твердосплавных материалов»
Не стоит также забывать и о размерах, так как некоторые резцы просто физически не смогут проникнуть в отверстие. Для постоянной активной работы желательно иметь набор из нескольких изделий или выбрать вид со сменными пластинами. Для обработки глухих отверстий, специалисты подбираются изделия в два раза меньше по диаметру, чем обрабатываемое отверстие.
Режимы резания расточными резцами
Выбор режима резания во многом зависит от расточки резца, диаметра отверстия, вида материала и прочих факторов. В зависимости от диаметра обрабатываемого отверстия при работе со сквозными отверстиями, резец требуется устанавливать ниже или выше их центра. В то же время, при работе с глухими отверстиями, резец внутренний расточной ставится четко по центру, чтобы не было бобышек в торце.
В зависимости от диаметра обрабатываемого отверстия при работе со сквозными отверстиями, резец требуется устанавливать ниже или выше их центра. В то же время, при работе с глухими отверстиями, резец внутренний расточной ставится четко по центру, чтобы не было бобышек в торце.
Маркировка
Существует несколько основных марок резцов, отличных по размеру и составу. К примеру, Т15К6 – материал изготовления относится к титановольфрамовой твердосплавной группе с 15%-ным содержанием карбида титана и 6%-ным содержанием кобальта.
типы и предназначение — РИНКОМ
Расточные резцы по металлу: типы и предназначение — РИНКОМ
Главная
Статьи
Расточные резцы по металлу: типы и предназначение
Расточные резцы по металлу: типы и предназначение
4 сентября 2018
Гирин Кирилл
В этой статье мы расскажем о типах расточных резцов, их назначении и конструктивных особенностях.
Содержание
Расточные резцы по металлу: типы и предназначение
-
Применение токарных расточных резцов -
Конструктивные особенности и геометрия расточных резцов -
Виды расточных резцов- По назначению
- По материалам изготовления и конструктивным особенностям.

-
Размеры расточных резцов -
Критерии выбора расточных резцов
Применение токарных расточных резцов
Расточные резцы активно применяют в машиностроении и иных отраслях промышленности. При помощи инструментов данной группы обрабатывают сквозные и глухие отверстия на токарных станках.
Главное преимущество применения расточных резцов — высокая точность. При расширении отверстий до нужных размеров последовательно снимаются тонкие слои металлов. Результат можно регулировать в пределах десятых долей миллиметра.
Фотография №1: обработка отверстия расточным резцом
Обратите внимание! Самый важный момент при обработке отверстий расточными резцами — надежность их закрепления. Неправильная установка инструментов приводит к их поломками и браку.
Конструктивные особенности и геометрия расточных резцов
Изображение №1: конструктивные особенности и геометрия расточных резцов
При изготовлении токарных расточных резцов производители учитывают три главных геометрических параметра инструментов.
-
Главный передний угол. Формируется между передней поверхностью резца и плоскостью, располагающейся под прямым углом ко поверхности резания. Размер главного переднего угла влияет на величину деформации снимаемых слоев. -
Угол заострения. Образуется между передней и задней поверхностями головки. С увеличением размеров этого угла повышается износостойкость. -
Главный задний угол. Замеряется между плоскостью резания и задней поверхностью резца. При его увеличении повышается чистота обработки заготовок.
Виды расточных резцов
Существуют различные виды расточных резцов. Их классифицируют по нескольким критериям.
По назначению
По назначению расточные резцы делят на два типа.
-
Для глухих отверстий. Такие резцы, как видно из названия, используют для обработки внутренних стенок глухих отверстий. К сферам применения также относятся проточка и шлифовка дна. Пластины головок имеют треугольную форму.
К сферам применения также относятся проточка и шлифовка дна. Пластины головок имеют треугольную форму.
-
Для сквозных отверстий. Предназначены для обработки сквозных отверстий и деталей, имеющих цилиндрическую форму. Внешне выглядят так.
Фотография №2: расточные резцы для обработки глухих отверстий.
Фотография №3: расточные резцы для обработки сквозных отверстий
По материалам изготовления и конструктивным особенностям
Чаще всего используют следующую классификацию.
-
Цельные расточные резцы из быстрорежущей стали. Применяются для обработки не слишком твердых материалов. К ним относятся, к примеру, текстолит, фторопласт и алюминий. -
Цельные расточные резцы с твердосплавными напайками. Такими инструментами обрабатывают заготовки из закаленных сталей, нержавейки, бронзы и иных твердых материалов.
-
Расточные резцы со сменными твердосплавными пластинами. Также применяются для обработки заготовок из твердых материалов. Очень удобны в использовании.
На получение твердосплавных напаек и изготовление пластин обычно идут стали марок ВК8, Т5К6 и Т5К10.
Размеры расточных резцов
Стандартные размеры расточных резцов, которые на практике используют чаще всего, представлены в размещенной ниже таблице.
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Критерии выбора расточных резцов
Чтобы правильно выбрать расточной резец для обработки глухого или сквозного отверстия, учитывайте следующие основные параметры.
-
Геометрия головки. -
Материал изготовления и конструктивные особенности. -
Габариты инструмента. -
Качество обработки. -
Способ крепления инструмента в резцедержателе.
Важно! Ни в коем случае не используйте цельные резцы, изготовленные из быстрорежущей стали, для обработки заготовок из твердых материалов (нержавейка, бронза, закаленная сталь и пр.). Инструменты моментально испортятся.
Больше полезной информации
Полезные обзоры и статьи
Все статьи
4 апреля 2023
Фрезерование концевыми фрезами
27 марта 2023
Режущий инструмент по металлу
23 января 2023
Фрезы со сменными пластинами
9 января 2023
Нарезание резьбы метчиком
Все статьи
Подписывайтесь на нас
Присылаем скидки на инструмент и только полезную информацию!
Не нашли нужной позиции в каталоге?
Мы готовы изготовить и поставить уникальные виды инструмента специально под ваш заказ!
Заказать
Каталог
Корзина
Сравнить
Вход
Мы используем файлы cookie. Они помогают улучшить ваше взаимодействие с сайтом.
Они помогают улучшить ваше взаимодействие с сайтом.
Принимаю
?>
Различные типы расточных инструментов для металлообработки
Проще говоря, производственный процесс расточки — это увеличение отверстия в металле. Существует довольно много различных механизмов или подходов, которые можно использовать для изготовления отверстий от токарных и фрезерных станков до линейного растачивания или интерполяции. Мы хотели сделать краткий обзор различных видов расточных инструментов , доступных для сверления отверстий и/или операций вторичного растачивания.
Расточные оправки
Растачивание глубоких отверстий может быть связано с экстремальным отношением длины к диаметру или с вылетом, когда речь идет об инструментах в сборе. Поскольку в этих сценариях может быть сложно поддерживать точность и стабильность, нам нужны расточные оправки для расширения инструментальных сборок и сохранения жесткости для создания идеальных кругов с отделкой в соответствии со спецификацией.
Цельные расточные оправки
Цельные расточные оправки, как правило, изготовленные из твердого сплава для чистовой обработки или тяжелого металла для черновой обработки, имеют плотную структуру, которая обеспечивает более стабильное резание при приложении осевой силы.
Демпфирующие стержни
Когда скорость резания снижается или качество поверхности начинает вибрировать при сверлении с большим вылетом, можно использовать демпфирующие стержни. Имеют встроенные системы демпфирования. Наша версия, Smart Damper, работает как встречный демпфер и фрикционный демпфер, так что вибрация существенно поглощается.
Расточные головки
Расточные головки специально разработаны для расширения существующего отверстия. Они удерживают фрезы в нужном положении, чтобы они могли вращаться и постепенно удалять материал, пока отверстие не достигнет нужного диаметра.
Головки для чернового растачивания
После начала бурения с помощью дрели или другим методом головки для чернового растачивания подходят для удаления больших объемов материала. Они сделаны более жесткими, чтобы справиться с увеличенной глубиной резания, крутящим моментом и осевыми силами, необходимыми для эффективного и последовательного выполнения проходов для удаления материалов.
Они сделаны более жесткими, чтобы справиться с увеличенной глубиной резания, крутящим моментом и осевыми силами, необходимыми для эффективного и последовательного выполнения проходов для удаления материалов.
Головки для чистового растачивания
Головки для чистового растачивания лучше всего использовать для более деликатного и точного удаления материала, завершающего работу, начатую головкой для чернового растачивания. Их часто балансируют для высокоскоростной резки, так как это лучший подход для достижения точных технических характеристик.
Расточные головки с двумя режущими кромками
Большинство расточных головок имеют одну режущую кромку, которая режет по мере того, как диаметр ее подачи регулируется станком. Существуют расточные головки с двумя режущими кромками, которые могут ускорить резку и повысить универсальность. Например, серия 319.и другие двухрезцовые расточные головки BIG KAISER включают в себя две фрезы, которые могут выполнять сбалансированную или ступенчатую резку без дополнительных принадлежностей или регулировок путем переключения мест установки держателей пластин различной высоты.
Цифровые расточные головки
Традиционно регулировка расточных головок была кропотливой и трудоемкой, особенно когда она выполняется на станке. Легко ошибиться, маневрируя, чтобы прочитать шкалу диаметра и отрегулировать ее до нужного диаметра. Цифровые расточные головки имеют светодиод, который значительно упрощает точную настройку.
Поскольку фрезы расположены по диаметру расточных головок, а не по их поверхности, они не могут просверлить отверстие на плоской поверхности или сырье. Особенно в небольших отверстиях можно использовать рифленые сверла, называемые стартовыми сверлами, чтобы начать отверстие перед черновым растачиванием.
Специальные расточные головки
Головки для обратного растачивания и обработки торцевых канавок, а также держатели пластин для снятия фаски доступны для некоторых из наиболее распространенных вторичных операций после растачивания отверстия. Мы производим специальные головки с фрезами под соответствующими углами, поэтому каждую из этих операций можно выполнять без ручного перемещения детали, смены инструмента или регулировки угла фрезы.
Поскольку ограничение отношения длины к диаметру имеет решающее значение для успешного растачивания, очень важно иметь возможность сделать сборку инструментов как можно короче. Наши модульные компоненты основаны на цилиндрическом соединении с радиальным стопорным винтом, что позволяет идеально сочетать различные типы хвостовиков, редукторов и удлинителей, стержней, цанговых адаптеров ER и индукторов СОЖ.
Нужна помощь в поиске подходящего бурового оборудования для вашей следующей работы или нового станка? Наши инженеры здесь, чтобы помочь. Свяжитесь с нами здесь.
28 октября 2020 г.
Категории
Расточные инструменты
Теги:
скучный бар
бурение глубоких отверстий
Демпфирование
Умный демпфер
скучная голова
Грубые скучные головы
Прецизионные расточные головки
Двойной резак
Серия 319
Цифровые расточные головки
модульная оснастка
металлообработка
Выбор подходящего расточной инструмента
Сверление, развертывание и растачивание являются основными операциями обработки отверстий. Проще говоря, сверление создает отверстие в заготовке там, где его не было. Развёртывание и растачивание точно расширяют уже существующие отверстия.
Проще говоря, сверление создает отверстие в заготовке там, где его не было. Развёртывание и растачивание точно расширяют уже существующие отверстия.
Операции растачивания на токарных станках обычно менее сложны, чем операции растачивания на фрезерных станках. На токарных станках расточный инструмент перемещается станком постепенно, тогда как на фрезерных станках расточный инструмент (расточная головка) должен быть отрегулирован для достижения желаемого размера отверстия. Теоретически расточные инструменты для токарной обработки могут просверлить отверстие любого размера, если стержень входит в отверстие. Однако расточные головки для фрезерных станков ограничены определенным диапазоном.
Базовая расточная оправка
Базовые расточные оправки с твердосплавными пластинами, имеющиеся в каждом механическом цехе, хорошо подходят для большинства операций и экономичны.
Чистовая расточная головка для чистовой обработки отверстий с жесткими допусками. Головки, подобные этой, можно регулировать с шагом 0,0004 дюйма. Все изображения предоставлены Кристофером Тейтом. без опоры, что иногда приводит к вибрации или дребезгу.Проблемы с вибрацией — единственный существенный недостаток этих режущих инструментов.
Головки, подобные этой, можно регулировать с шагом 0,0004 дюйма. Все изображения предоставлены Кристофером Тейтом. без опоры, что иногда приводит к вибрации или дребезгу.Проблемы с вибрацией — единственный существенный недостаток этих режущих инструментов.
Стальные стержни начинают вибрировать, когда глубина осевого DOC превышает 4 диаметра. Таким образом, конечный пользователь, скорее всего, заметит дребезжание стержня диаметром 1 дюйм (25,4 мм), если он выступает из револьверной головки более чем на 4 дюйма (101,6 мм). Машинист сказал бы, что он слишком сильно «торчит».
Устранение вибрации
Вибрацию при сверлении на токарном станке можно устранить. Самый простой способ — применить борштангу большего диаметра. Однако полоса большего размера не всегда возможна, и потребуются другие средства.
Иногда решение так же просто, как изменение скорости резания и количества стружки для изменения давления резания на инструмент. Можно увеличить давление инструмента, увеличив скорость подачи, уменьшив скорость резания или сделав и то, и другое одновременно.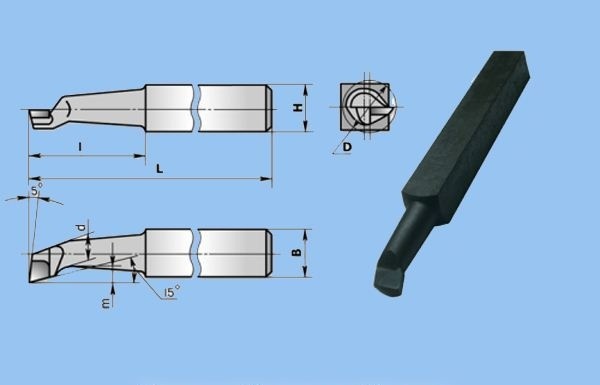 Изменение радиального DOC также оказывает большее давление на инструмент. Иногда пользователи должны настроить все эти переменные, чтобы добиться успеха.
Изменение радиального DOC также оказывает большее давление на инструмент. Иногда пользователи должны настроить все эти переменные, чтобы добиться успеха.
Из-за более низкой стоимости стальные расточные оправки являются наиболее распространенными, но также доступны и другие материалы. Например, производители режущего инструмента разработали стержни из тяжелого металла и карбида для уменьшения вибрации. Стержни из тяжелых металлов изготавливаются из вольфрамовых сплавов, которые тяжелее стали. Эти сплавы гасят вибрацию. Хотя стержни из тяжелых металлов дороже, чем стальные, они могут применяться с более высоким отношением длины к диаметру. В то время как сталь допускает соотношение 4:1, стержни из тяжелого металла могут повысить это соотношение до 6:1 или выше с некоторой настройкой скорости и подачи.
Стержни из карбида вольфрама обеспечивают еще более высокое отношение глубины к диаметру. Твердосплавные стержни изготавливаются путем пайки стальной головки, которая подвергается механической обработке для установки вставки на твердосплавный стержень. Карбид очень плотный. Он обеспечивает превосходное демпфирование, допуская соотношение длины к диаметру в диапазоне 8:1 или выше.
Карбид очень плотный. Он обеспечивает превосходное демпфирование, допуская соотношение длины к диаметру в диапазоне 8:1 или выше.
Виброгасящие стержни имеют внутренние механизмы, исключающие вибрацию. Поскольку эти стержни могут быть дорогими, покупайте их со сменными головками, которые подходят для разных вставок.
Твердосплавные стержни диаметром более 1 дюйма нецелесообразны из-за высокой стоимости. В ситуациях, когда использование карбида слишком дорого, может потребоваться перестраиваемый стержень. Как следует из названия, эти стержни имеют функцию регулировки, которая позволяет пользователь может настроить шину для конкретного применения. Внутренний механизм изменяет собственную частоту шины, предотвращая вибрацию и допуская очень большое отношение длины к диаметру. Некоторые производители инструментов сообщают о возможности выполнять разрезы в соотношении 20: 1.
Расточные станки и фрезы
В отличие от расточной оправки для токарного станка, инструмент, используемый на фрезерном станке, должен регулироваться для достижения нужного размера. Растачивание отверстий на фрезерном станке требует использования регулируемой расточной головки, что усложняет настройку.
Растачивание отверстий на фрезерном станке требует использования регулируемой расточной головки, что усложняет настройку.
Наиболее часто используемые расточные головки смещают борштангу ближе или дальше от оси отверстия для достижения желаемого диаметра отверстия. Эти сверлильные головки стоят недорого. С помощью этих головок пользователи могут растачивать отверстия самых разных размеров, поскольку расточная оправка может быть установлена в нескольких различных
позиций.
Расточные головки обычно используются на обычных фрезерных станках, но их можно использовать и на станках с ЧПУ.
Этот двухголовый расточный инструмент может выполнять черновую обработку больших отверстий на горизонтально-расточном станке.
При растачивании на фрезерном станке можно задействовать более одной режущей кромки, в отличие от токарного станка. Некоторые расточные головки часто используются в условиях высокой производительности. Сдвоенные расточные головки устанавливаются одним из двух способов. В первом случае каждая режущая кромка имеет одинаковый диаметр, что обеспечивает высокую скорость подачи. При втором методе режущие кромки устанавливаются на два разных диаметра, что позволяет снимать больше материала за один проход.
В первом случае каждая режущая кромка имеет одинаковый диаметр, что обеспечивает высокую скорость подачи. При втором методе режущие кромки устанавливаются на два разных диаметра, что позволяет снимать больше материала за один проход.
Финишные штрихи
Головки сдвоенного типа лучше всего подходят для черновой обработки, потому что их нелегко отрегулировать в тех случаях, когда необходимы небольшие пошаговые изменения диаметра растачивания. При чистовой обработке лучше выбрать чистовую расточной головку, чтобы внести небольшие коррективы в диаметр.
Чистовая обработка отверстий с жесткими допусками часто требует специальных расточных инструментов, которые можно точно регулировать с небольшим шагом. Эти расточные головки часто называют головками для чистового растачивания — некоторые из них можно точно отрегулировать с шагом до 0,0001 дюйма (0,0025 мм). Головки для чистового растачивания бывают нескольких типов. В некоторых используются обычные круглые расточные оправки, а в других — специальные держатели пластин.
Всего комментариев: 0