Сварка andes лазерная: Лазерная сварка купить ручной аппарат по металлу для дома и производства
Содержание
Аппарат лазерной сварки «LW-1» — «Андис-Техно»
Аппараты
ручной лазерной сварки «LW-1» с оптоволоконным лазерным излучателем — новейшая
разработка в области сварочных технологий, пришедшая на смену аргонодуговой
сварке. Это высокомощный аппарат для непрерывной волоконной лазерной сварки. Используются
при сварке таких металлов как нержавеющая сталь, железо, алюминий и другие металлы. Характеризуются большой глубиной сварки, прочностью сварных швов,
подходят для сварки любой сложности.
Установка
для лазерной сварки генерируют излучение в импульсном и непрерывном режимах.
Технология включает в себя точечное и шовное сварные соединения. При шовном
сварном соединении, применяется непрерывный режим генерации или импульсный с
перекрытием. При точечном — только импульсный. Точечный метод дает минимальные
деформации и используется для соединения изделий небольшой толщины. При шовной
сварке происходит формирование глубокого сварочного канала. Метод обладает
Метод обладает
высокой эффективностью при обработке сталей, титана, меди и алюминия.
| Тип лазера | Непрерывный волоконный лазер |
| Лазерный источник | Maxphotonics |
| Мощность лазера, Вт | 1000 |
| Длина волны лазера, Нм | 1080±3 |
| Метод вывода | Непрерывный /модуляционный |
| Время непрерывной работы, час | 24 |
| Максимальная частота модуляции, kHz | 50 |
| Волоконно-выходной интерфейс | QBH |
| Система индикации | Красный |
| Длина сварочного кабеля, м | 8 |
| Тип горелки | Поворотно-сварочная головка |
| Коллимированное фокусное расстояние, мм | 60 |
| Фокусное расстояние, мм | 150 |
| Вес сварочной головки, кг | 1 |
| Защитный газ | Коаксиальная защита (Аргон) |
| Регулируемая ширина шва, мм | 0,2 – 5 |
| Система охлаждения, Вт | Водяной чиллер 1500 |
| Диаметр применяемой проволоки, мм | 1,0; 1,2 и 1,6 |
| Рабочая температура, °С | 0 — 40 |
| Влажность рабочей среды, % | ˂70 |
| Потребляемая мощность, кВт | ˂5 |
| Габаритные размеры, ДхШхВ, мм | 1200х600х1300* |
| Питание электросети, V | Однофазное 220 |
| Вес, кг | 350 |
| Гарантия, мес | 12 |
| Дополнительно | Устройство подачи проволоки /
комплект сменных наконечников |
стали, алюминия, титана, технология процесса и оборудование
Лазерная сварка – сварка плавлением, при которой энергетическим источником является лазер. Главной особенностью является высокая концентрация энергии. Такой тип сварки используется для соединения одинаковых и разнородных металлов.
Главной особенностью является высокая концентрация энергии. Такой тип сварки используется для соединения одинаковых и разнородных металлов.
Содержание
- 1 Закреплённые стандарты
- 2 Основные сферы применения
- 3 Плюсы и минусы технологии
- 4 Особенности технологического процесса
- 5 Оборудование, используемое при сварке лазером
- 6 Особенности лазерной сварки различных металлов
- 7 Алюминий
- 8 Титан
- 9 Специфика ручной лазерной сварки
Лазерное излучение фокусируется при помощи направляющих зеркал. Преобразованный уменьшенный пучок энергии нагревает и плавит свариваемые детали.
Выделяют следующие типы лазерной сварки:
- микросварка – плавит детали не толще 100 мкм;
- минисварка – применяется на глубине от 0,1 до 1 мм;
- макросварка – работает с толщиной свыше 1 мм.
Закреплённые стандарты
В 2019 году действуют следующие государственные стандарты, предъявляющие требования к лазерной сварке:
- ГОСТ ISO 15609-4-2017 – содержит технические требования к аттестации процедур сварки металлических материалов.
 Часть 4 данного документа посвящена лазерной сварке;
Часть 4 данного документа посвящена лазерной сварке; - ГОСТ 28915-91 – описывает основные типы лазерной импульсной сварки, конструктивные элементы и размеры.
Основные сферы применения
Лазерная сварка имеет широкое применение:
- Ремонт ювелирных изделий. Благодаря высокой точности возможен ремонт ювелирных изделий из золота и серебра. Из-за того, что предмет нагревается не полностью, а лишь отдельные его участки, удаётся избежать деформации мягких металлов. В результате ремонта остаётся чистый шов, не загрязнённый частицами припоя. Его можно легко сгладить с помощью шлифовки.
- Соединение алюминия. Лазерная сварка упрощает процесс сварки алюминия, так как нет необходимости создавать вакуум. Необходима только тщательная зачистка места сварки от оксидной плёнки и остатков лакокрасочных покрытий.
- Сварка стали. Использование лазера при сварке стали позволяет получить аккуратный шов, высокую прочность соединений и минимизировать коррозию свариваемых участков.

Плюсы и минусы технологии
Распространение лазерная сварка получила, благодаря следующим положительным качествам:
- высокая прочность соединения;
- отсутствие необходимости в дополнительной механической обработке;
- скорость выполнения работы;
- минимальная зона нагревания;
- возможность высокоточного фигурного соединения.
Несмотря на все положительные стороны, лазерная сварка является узконаправленной в силу следующих причин:
- высокая стоимость оборудования;
- сложность в подборе специалистов;
- наличие вибрации при работе аппаратом;
- невысокий КПД оборудования.
Особенности технологического процесса
Лазерная сварка действует по следующему принципу: лазерное излучение проходит через фокусирующую систему, сконцентрированный пучок энергии направляется на свариваемые детали, где частично отражается. Значительная часть энергии проникает вглубь материала, тем самым нагревает и расплавляет его. Такой метод сварки позволяет проводить работу в любом положении и под любым углом.
Значительная часть энергии проникает вглубь материала, тем самым нагревает и расплавляет его. Такой метод сварки позволяет проводить работу в любом положении и под любым углом.
Лазерный луч необходимо корректировать в зависимости от толщины материала. Чем толще материал, тем большую фокусировку нужно использовать.
Оборудование, используемое при сварке лазером
Комплект оборудования для лазерной сварки включает в себя: лазер, газовую защиту, системы фокусировки и перемещения луча. Так как существуют разные типы установок, то для каждой из них есть свои особые элементы.
В газовых лазерах активным элементом является смесь газов. Предельная мощность такого вида установок может достигать 20 кВт. Это позволяет работать с материалами толщиной до 2 см.
Одними из самых мощных являются газодинамические лазеры. Скорость работы при их использовании достигает 60 м/ч.
Мощность твердотельных лазерных установок – 1-6 кВт. Активными компонентам в них являются рубин или стекло с присадкой ионов. С помощью таких установок соединяются самые маленькие и тонкие детали.
Типы установок для лазерной сварки металла:
- Твердотельные лазерные установки содержат в себе стержень из активного элемента рубина с нанесённым на его концах серебром. При нагревании стержня находящиеся в нём ионы хрома начинают своё движение. Проходя через прозрачные и полупрозрачные зеркала, они движутся по спирали вокруг рубинового стержня. Высвобождаемая энергия проходит через полупрозрачное стекло и с помощью линзы собирается в одной точке сварочного аппарата. Главная особенность – работает исключительно в беспрерывном режиме.
- Газовые лазерные установки стандартно представлены в виде герметичной круглой трубки с газообразной функциональной средой и установленным оптическим резонатором.
 Для активации лазерного луча применяются следующие газы: углекислый газ, азот и гелий.
Для активации лазерного луча применяются следующие газы: углекислый газ, азот и гелий.
Газовые лазеры эффективнее твердотельных, так как имеют большую мощность и повышенный КПД. Большим плюсом является то, что они могут применяться и в импульсном, и непрерывном режиме.
Лазерные установки могут проводить сварку двумя способами:
- импульсным – производится накопление значительного объёма энергии, а затем в короткое время обрабатывается место сварки;
- непрерывным – применяется в процессе создания сплошных швов независимо от глубины сварки.
Примерная стоимость аппаратов лазерной сварки на Яндекс.маркет
Особенности лазерной сварки различных металлов
При сваривании стали предварительно необходимо провести механическую очистку деталей. Нужно избавиться от коррозии и окалины для предотвращения появления оксидных соединений. Зачистку можно проводить с помощью обычных нержавеющих щёток, захватывая 10-15 см от будущего места сварки. Место сваривания стальных деталей необходимо обезжирить.
Место сваривания стальных деталей необходимо обезжирить.
Алюминий
При сварке алюминия возникает возможность окисления поверхности и испарения летучих элементов. Металл необходимо механически обработать, произвести травление и перед сваркой зачистить шабером.
Титан
Во избежание трудностей при сварке титана нужно осуществить зачистку, при этом можно применить пескоструйную обработку. Позже химически затравить, промыть и обработать гелием.
Специфика ручной лазерной сварки
Уже не существует преград для покупки лазерного станка для работы в домашних условиях. С его помощью можно решить некоторые хозяйственные проблемы:
- подправить ювелирные изделия;
- провести точечную спайку;
- отремонтировать оправу очков;
- уплотнить поверхность материалов.
Необходимо помнить о технике безопасности при работе вручную: во избежание попадания лазерного луча в глаза и на кожу необходимо, чтобы аппарат был оснащён крышками безопасности.

При ручной работе достигается высокая скорость сварки, а сварочный шов более высокого качества.
Аппарат лазерной сваркиОписание
Лазерная ручная лазерная сварочная машина использует волоконные лазеры последнего поколения и оснащена качающейся сварочной головкой собственной разработки, чтобы заполнить пробел в ручной сварке в отрасли лазерного оборудования. Его преимущества заключаются в простоте эксплуатации, красивом сварном шве, высокой скорости сварки и отсутствии расходных материалов. Сварка металлических материалов, таких как пластины из нержавеющей стали, железные пластины и оцинкованные пластины, может прекрасно заменить традиционную аргонно-дуговую сварку и электросварку. Ручной лазерный сварочный аппарат может широко использоваться в сложных и нерегулярных процессах сварки в кухонных шкафах, лестничных подъемниках, полках, печах, дверных и оконных ограждениях из нержавеющей стали, распределительных коробках, домах из нержавеющей стали и других отраслях промышленности.
Ручной лазерный сварочный аппарат может широко использоваться в сложных и нерегулярных процессах сварки в кухонных шкафах, лестничных подъемниках, полках, печах, дверных и оконных ограждениях из нержавеющей стали, распределительных коробках, домах из нержавеющей стали и других отраслях промышленности.
| Н/М | Описание | Модель |
| 1 | Модель № | PT-SCJGH |
| 2 | Мощность лазера | 1000 Вт, 1500 Вт |
| 3 | Длина волны лазера | 1080 нм±5 |
| 4 | Длина волокна | Стандартный 10 м (самый длинный 15 м) |
| 5 | Способ работы | Непрерывный / модуляционный |
| 6 | Скорость сварки | 0~120 мм/с |
| 7 | Машина водяного охлаждения | Промышленный термостатический резервуар для воды |
| 8 | Диапазон температур рабочей среды | 15~35 ℃ |
| 9 | Толщина сварки | 0,5-3 мм |
| 10 | Требования к сварочному зазору | Менее 0,5 мм |
| 11 | Рабочее напряжение | 220 В, 240 380 |
Примечание: глубина расплава, а не толщина
(толщина сварного шва может превышать 3 мм, но максимальная глубина расплава составляет 3 мм)
| Глубина расплава | |||
| Мощность | НЕРЖАВЕЮЩАЯ СТАЛЬ | Углеродистая сталь | Оцинкованный лист |
| 1000 Вт | 0,5–1,5 мм | 0,5–1,5 мм | 0,5–1,2 мм |
| 1500 Вт | 0,5-3 мм | 0,5-3 | 0,5-2,5 мм |
Сварной шов гладкий и красивый, сварочная заготовка не деформирована, не имеет следов сварки, а сварка прочная, что сокращает последующий процесс шлифовки. Экономит время и деньги.
Экономит время и деньги.
Простота в эксплуатации, простое обучение эксплуатации, а красивые изделия можно сваривать без мастера.
Независимо разработанная качающаяся сварочная головка, режим качающейся сварки, регулируемая ширина пятна, высокая отказоустойчивость сварки компенсируют небольшой недостаток лазерной точки сварки, расширяют диапазон допусков обрабатываемых деталей и ширины сварного шва, а также обеспечивают лучшее формирование сварного шва.
1. Компания, которая изначально предоставляет 1 год гарантии в мире,
2,24 часа полного послепродажного обслуживания.
3. Все готовые машины, которые мы поставили, на 100% строго протестированы нашим отделом контроля качества и инженерным отделом.
4. Обслуживание OEM Индивидуальные заказы и заказы OEM приветствуются благодаря нашему богатому опыту. Все услуги OEM бесплатны.
Все услуги OEM бесплатны.
Ручной лазерный сварочный аппарат
Диапазон колебания лазера HW-D составляет от 0 мм до 5 мм. Режим лазера может быть установлен через систему управления непрерывной волной или импульсной волной. Ширину сварного шва можно настроить с помощью амплитуды колебания, что устраняет дефект традиционной ручной лазерной сварки, требующий высоких сварных швов. Повышена степень отказоустойчивости сварки. Конструкция механизма подачи проволоки может автоматически подаваться в процессе сварки, что подходит для использования в промышленности и дома. Ручной сварочный пистолет более гибкий и удобный, подходит для сварки под разными углами и положениями. Сварочный шов красивый и прочный, а операция проста, быстра, гибка и не требует больших затрат на обработку. По сравнению с традиционной аргонно-дуговой сваркой и сваркой TIG эффективность значительно возрастает. По сравнению с обычной лазерной сваркой, лазерная сварка с колебанием HW-D лучше всего подходит для сварки более широких швов и сварки с глубоким проплавлением.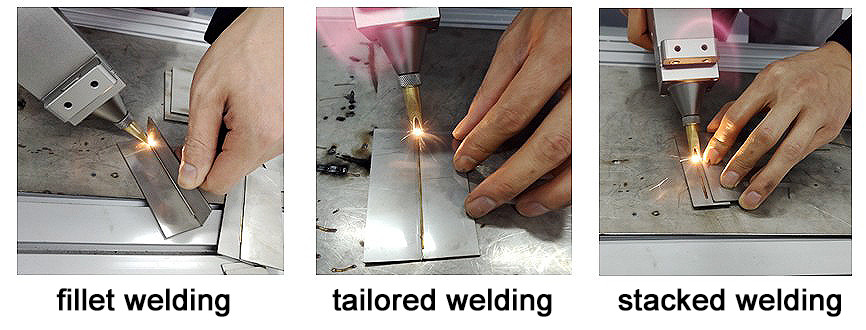
Варианты питания лазера | Материал и толщина | Газ |
1000 Вт | Нержавеющая сталь 1,5 мм (0,06 дюйма) | Ар |
Углеродистая сталь 1,5 мм (0,06 дюйма) | Ар | |
Оцинкованный лист 1,2 мм (0,047 дюйма) | Ар | |
Алюминий 1,2 мм (0,047 дюйма) | N2 | |
1500 Вт | Нержавеющая сталь 3,5 мм (0,13 дюйма) | Ар |
Углеродистая сталь 3,5 мм (0,13 дюйма) | Ар | |
Оцинкованный лист 3,5 мм (0,13 дюйма) | Ар | |
Алюминий 3,5 мм (0,13 дюйма) | N2 | |
2000 Вт | Нержавеющая сталь 4,0 мм (0,16 дюйма) | Ар |
| Углеродистая сталь 4,0 мм (0,16 дюйма) | Ар | |
| Оцинкованный лист 4,0 мм (0,16 дюйма) | Ар | |
| Алюминий 4,0 мм (0,16 дюйма) | N2 |
— HW-D может использоваться в самых разных отраслях, таких как кухни, бытовая техника, реклама, пресс-формы, двери и окна из нержавеющей стали, изделия ручной работы, товары для дома, мебель, автозапчасти и т.
Всего комментариев: 0